
Рейтинг инверторных аппаратов
Современные сварочные инверторы значительно облегчили работу сварщикам и осуществили скачок в электросварке. К трём лучшим моделям, по отзывам пользователей можно отнести:
- Сварог TECH ARC 205 B (Z 203);
- Ресанта САИПА-190МФ;
- FUBAG IN 176.
Модель Сварог TECH ARC 205 B (Z 203) — это один из самых выносливых и надёжных аппаратов с аргонодуговой сваркой, который выпускает российская производственная компания. Его основные характеристики:
- напряжение на входе — 187−253 В;
- сварочный ток TIG — 10−200 А;
- тип выходного тока — постоянный;
- мощность — 9 кВ * А.
 КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
Прибор Ресанта САИПА-190МФ предназначен для профессиональных сварщиков. Производятся эти приборы в Китае, а реализуются латвийской компанией «Ресанта». Это устройство позволяет варить практически всеми типами сварки. Сварочный ток в режиме TIG — от 10 А до 190 А, а продолжительность включения 70% при максимальном токе. Он обладает качественным проваром и берёт металл до 10 мм.
Основным недостатком этой модели являются её габариты и вес — более 18 кг.
Аппарат FUBAG IN 176 производится немецкой компанией профессионального электрического оборудования. Модель отличается своей функциональностью, микропроцессорным управлением, небольшими габаритами и весом — 4,5 кг. Этим устройством можно варить в любом положении, регулируя в процессе работы сварочный ток.
Модель имеет запатентованный дизайн. С ней легко перемещаться от объекта к объекту и без усилий работать в труднодоступных местах.
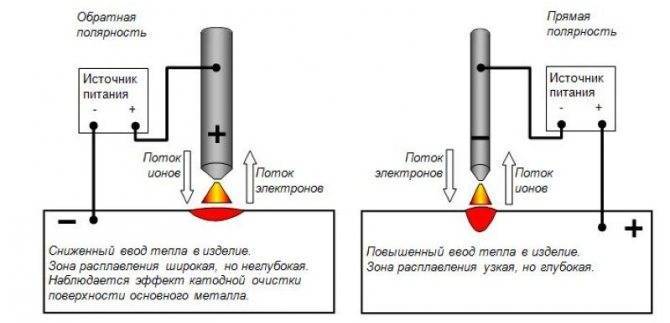
Влияние полярности тока на процесс сварки TIG
Сваривание металлов при помощи технологии TIG может осуществляется различными способами. Режиме аргонодуговой сварки зависят от полярности. Этот параметр определяет характер взаимодействия инертного газа и электрода. Выделяют 2 разновидности полярности:
- Прямая: повышенный ввод тепловой энергии в свариваемое изделие. Отличается узкой зоной расплавления.
- Обратная: повышенный ввод тепла в электрод. Зона расплавления отличается небольшой глубиной.
Обратная и прямая полярности отличаются несимметричностью выделения тепла. Этот параметр характеризуется напряжением в отдельных областях дуги и видом тока.
Постоянный ток
Во время сваривания деталей при постоянном токе применяется прямая полярность. Сварка в этом режиме имеет следующие преимущества:
- Низкий расход электрической энергии.
- Позволяет обрабатывать узкие участки деталей.
- Увеличение скорости и эффективности сваривания.
Сварка при постоянном токе отличается высокой сложностью технологического процесса, поэтому она используется редко.
Переменный ток
Во время сваривания заготовок при переменном токе используется обратная полярность. В этом режиме смена полюсов осуществляется в автоматическом режиме. Переменный ток обеспечивает стабильность горения электрической дуги. Он позволяет очистить поверхность металлов от оксидной пленки, что улучшает качество шва. Сварка при переменном токе отличается низкой сложность технологического процесса и часто используется на крупных производствах.
Пошаговое описание процесса
Чтобы варить алюминий аргонной сваркой, требуется применение оборудования, обеспечивающего подачу переменного тока. Работа происходит следующим образом:
Пластины выставляют в позицию, наиболее комфортную для мастера
Разделываются кромки, параметры едины для всех металлов. Материал заранее прогревают до 150 градусов, что позволит удалить влагу, сделать прогрев равномерным. Тугоплавкий слой, находящийся сверху, снимают при помощи специальной щетки или растворителя
Горелку аккуратно подносят к изделию, следует обратить внимание, что между металлом и электродом должен быть зазор около 3 мм. После этого можно нажать кнопку, образуется электродуга
Насколько алюминий будет текучим, зависит от того, что входит в его состав. Если начала образовываться лужа из расплавленного металла, можно использовать присадку в этом месте. Перемещение горелки должно быть равномерным, справа налево. Если шов широкий и расход увеличился, движения должны быть колебательными.
После того как шов будет завершен, кнопку нажимают снова, чтобы дуга плавно затухла. Убрать горелку от шва можно только после того, как продувка газом прекратится.
Влияние чистых газов на TIG, MAG
Интенсивность процесса, при рафинировании условий создания шва: глубины, формы, влияния дымообразования, скорость осаждения расплава, производительности регулирует искусственная защитная среда. Влияние на дугу двояко: воздействие носит и положительный, и отрицательный характер.
Аргон (Ar)
Инертность аргона нейтрализует вовлечение атмосферы в окислительные процессы. Подавляет химическую активность металлов. Низкая теплопроводность замедляет теплопередачу окружающей среде.
Формируется узкий столб дуги. Соответственно профиль проникновения V-образный: глубокий и зауженный. Тенденция к выпуклости шва и подрезам на пограничных линиях – последствия ограничения теплопередачи внешним граням. Расход аргона при сварке 7–8 л/мин.
Вес одноатомного Ar больше, чем у воздуха, это удерживает облако в зоне сварки. Полярность преимущественно прямая – на обратной полярности газ порождает поток токопроводящих электронов сродни плазме. В MAG чистый Ar способствует струйному переносу металла.
Гелий (He)
Лёгкий гелий – полная противоположность ленивому аргону. Профиль проникновения широк, вследствие большего тепловложения, температура дуги выше при снижении величины тока. Без высокочастотного возбуждения зажжение дуги затруднено. Успешно применяется в сварке разнородных металлов.
Атомный вес принуждает увеличивать выходное рабочее давление и расход He против Ar в 2,5 раза: до 25 л, кроме потолочных швов. Стоимость неочищенного гелия в 4 раза выше аргона, очищенного – в 8 раз. Электродный материал в среде чистого He переносится крупными каплями. В смеси гелий и аргон проявляют лучшие свойства.
Особенности аргонной сварки
К особенностям аргонной сварки следует отнести то, что в газовой среде можно варить любые металлы, не только цветные. Обычная сталь не критична к окислению, но в среде инертного газа шов получается более качественный.
В основном процесс идентичен, как и в случае обычной дуговой или полуавтоматической с подачей проволоки. Разница состоит в технологии. Для получения идеального результата накладывать расплав необходимо прерывисто, захватывая по сантиметру за раз. Так расплавленный металл лучше растекается.
Аргонно-дуговая сварка в зависимости от метода и скорости выполнения процесса соединения двух деталей из цветных металлов подразделяется на 2 вида:
- автоматическую;
- ручную.
Обе разновидности выполняются плавящимся электродами или неплавящимися. Во втором случае также используют присадочную проволоку или пруток в зависимости от толщины свариваемых деталей.
На современных предприятиях активно применяется именно автоматическая аргонно-дуговая сварка, потому что она позволяет получать швы высокого качества за достаточно короткое время толщиной не более 1 см и строго по ГОСТ. В качестве электрода используется проволока из похожего сплава, которая автоматически подаётся к месту сваривания. Одновременно с ней подаётся и аргон, который защищает место сваривания от окисления и образования раковин. Такой способ удобен тем, что не придется каждый раз менять электрод.
Также аргонно-дуговая сварка выполняется при помощи специальных плавящихся электродов. Они изготавливаются из вольфрама
При их выборе необходимо обращать внимание на процентное содержание дополнительных компонентов, так как универсальных не существует. В продаже различные их виды в зависимости от типа свариваемых материалов

Также применяется аргонно-дуговая сварка неплавящимися электродами, как показано на фото. Они изготавливаются из вольфрама, металла, который имеет высокую температуру плавления, поэтому в зоне искрения не плавится. Он используется для нагрева присадочного материала, подаваемого к месту соединения.
В таблице ниже представлены основные разновидности таких электродов, предназначенные для работы с различными металлами.
| Обозначение | Состав | Свариваемые материалы |
|---|---|---|
| WP (зеленые) | 99,5% вольфрам | Алюминий, магний |
| WY (темно-синий) | Иттрированный, до 2,2% оксидной добавки | Ниобий, тантал, молибден, титан, никель, медь, бронза |
| WL-20, WL-50 (синие, зеленые) | Добавлен оксид лантана | Высоколегированные стали, медь, алюминий, бронза |
| WZ-8 (белые) | Содержат оксид циркония | Алюминий, бронза, магний, никель |
| WT-20 (красные) | Содержат оксид тория | Нержавеющие стали, молибден, тантал, медь, кремниевая бронза, никель, титан |
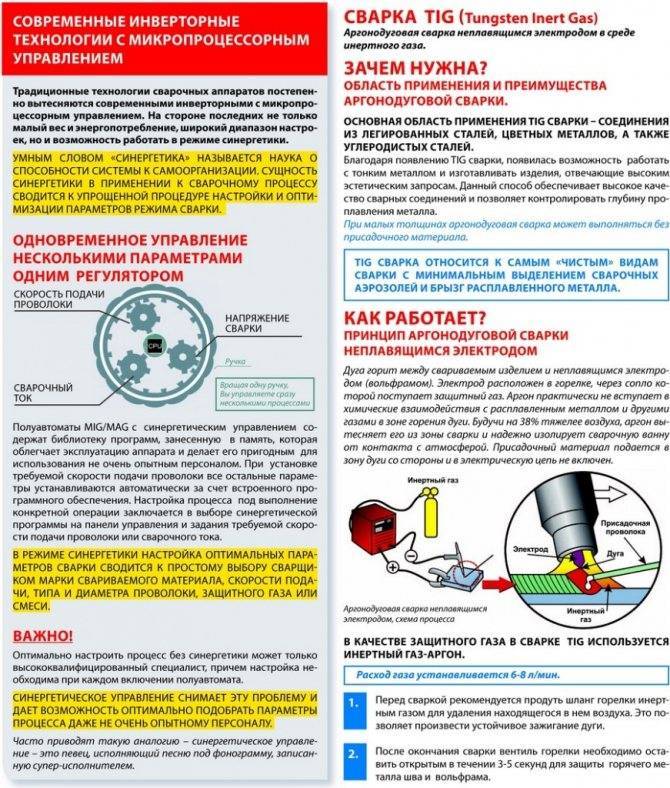
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Gysmi TIG 180 HF AC/DC GYS: описание устройства
Сварочный инвертор для соединения металлов tig 180 ac/dc способен производить высококачественные сварочные соединения в режиме аргонодуговой сварки посредством применения постоянного и переменного токов (ac и dc соответственно). Режим работы tig ас наиболее популярен при сварке алюминиевых деталей, так как в условиях использования постоянного тока прямой полярности оксидная пленка, которая моментально образуется на поверхности данного металла, неподвластна.
Оптимальная глубина шва соединенных деталей, а также частота сварки достигаются путем использования системы удобной регулировки рабочего тока. Сварочный инвертор имеет возможность соединять практически все известные человечеству металлы, а диаметры рабочих электродов могут варьироваться в пределах 1,6-4,0 миллиметра.
Плюсы достигнуты производителями вследствие применения мощного преобразователя, который обеспечивает постоянный и переменный токи на выходе установки для работы в режиме тиг в пределах 10-180 А. Также стоит выделить широкое разнообразие режимов полезного функционала, которым располагают многие инверторные аппараты данной серии (для сварки в режиме тиг).
Устройство tig 180 ac/dc располагает дополнительно возможностью регулировки частоты импульса в диапазоне 20-200 Гц. Вдобавок имеется помимо ручной регулировки функция «ас easy», благодаря которой обеспечивается автоматическая установка основных параметров, опираясь на диаметр электрода.
Розжиг дуги производится двумя путями — контактным и бесконтактным. Также есть функция предварительной, а также окончательной продувки газа с возможностью регулирования продолжительности процедуры. Посредством применения постоянного тока аппарат tig 180 ac/dc может выполнять работу в режиме mma, при этом использоваться могут все известные на сегодня покрытые электроды.
Сварка в режиме mma становится еще более полезной благодаря функционалу в виде трех качественных функций: ANTI-STICKING, HOT-START, а также ARC-FORCE. Функция «горячий старт» позволяет получить упрощенный розжиг дуги, в то время как «стабилизация дуги» дает возможность стабилизировать и свести на нет возможное прилипание электрода к рабочей поверхности металла в процессе сварки. Задача ANTI-STICKING – простое отделение электрода от рабочей поверхности в том случае, если катод все же приварился к детали.
Технические характеристики:
- Напряжение питающей сети – 220В (+/-15%);
- Первичный сварочный ток – 16А;
- Класс защиты установки tig 180 ac/dc – IP21;
- Напряжение устройства на холостом ходу – 85В;
- Регулирование рабочего параметра в режиме tig – 10-180А;
- Регулирование рабочего параметра в режиме mma – 10-160А;
- Масса оборудования составляет 11 килограмм;
- Аппарат производится во Франции.
Достоинства устройства:
- Аппарат имеет возможность контактного и бесконтактного розжига дуги в режиме работы tig;
- Возможность производства сварочных соединений в режимах tig и mma посредством постоянного и переменного тока;
- Аппарат предоставляет полезный функционал в лице трех функций (mma-сварка);
- Импульсная сварка металлических деталей;
- Возможность «брошюрной сварки»;
- Функция заваривания кратера, способная плавно снижать ток после проведения работ;
- Предварительная продувка газа, а также продувка после работы.
https://youtube.com/watch?v=uJ-5E_rt2Xw
Техника безопасности
При работе со сжиженными газами нужно соблюдать правила безопасности. Они подробно описаны в ГОСТе 12.3.003-86. Несмотря на то, что утвержденная техника безопасности относится к промышленным объектам, эти правила следует соблюдать и в быту.
Основные требования ГОСТа при работе с аргоном:
- нельзя работать рядом с легковоспламеняющимися веществами;
- нужно убрать все посторонние вещи;
- необходимо организовать постоянную вентиляцию для быстрого удаления продуктов сгорания;
- оборудование должно быть исправным, материалы – сертифицированными;
- нельзя приступать к работе без предварительного инструктажа и получения базовых теоретических знаний;
- сварщик обязан использовать маску или защитные очки, предпочтительно “хамелеоны”.

Аргонодуговая технология
Технология сварки аргоном основана на принципе электродугового воздействия на металл с применением защитного газа. Как уже отмечалось, аргон является инертным газом. К тому же он почти на 40% тяжелее воздуха, поэтому вытесняет его из сварочной зоны, не давая металлу вступать в окислительную реакцию с кислородом
Это особенно важно для цветных металлов, которые сильно подвержены процессу окисления, вследствие чего шов не будет отличаться хорошей надежностью
Вот такой получается качественный шов
Особенностью аргонодугового процесса является подача аргона. Для разных металлов она должна начинаться в разное время, например:
- для сварки алюминия за 1 секунду до начала термического воздействия;
- для сварки титана за 1 секунду до начала термического воздействия. Также титан должен остывать в среде аргона.
Обычно в роли неплавящегося электрода выступает вольфрам, который имеет температуру плавления, превышающую 3000°С. При сварке алюминия вольфрамовый электрод должен непременно остывать в аргоне, иначе он окисляется, и дальнейшие действия с ним невозможны.
Иногда аргон применяют и для работы с черными металлами. В этом случае сварочный цикл отличается от работы с углекислотой. «Аргоновый» шов получается более ровным и эстетичным, данный газ нет смысла применять для потоковой сварки. Если же вас заинтересовала информация про работу с углекислотой, то более подробно о данном процессе можно прочитать в статье: как правильно вести сварку полуавтоматом с углекислотой.
Общая информация
Аппараты TIG имеют множество названий: от «аргонный аппарат» до «установка аргоно-дуговой сварки». Но, несмотря на множество терминов, за всеми ними кроется вполне определенный тип сварочного оборудования. Все аппараты TIG — это устройства, предназначенные для дуговой сварки неплавящимся электродом в среде аргона. Сварка TIG используется повсеместно как среди любителей, так и среди профессионалов. Этот метод позволяет сваривать все типы металлов, получая качественные эстетичные швы.
Аппарат DC и AC/DC: в чем разница?
Большинство аппаратов для TIG сварки работают на постоянном токе (DC), поскольку в данном режиме дуга легче поджигается, горит стабильнее и в целом позволяет получить швы лучшего качества. Но иногда для выполнения особо сложных работ необходимо использовать переменный ток (AC). Профессионалы особенно часто сталкиваются с необходимостью сварки именно на переменном токе.
Производители прекрасно знают об этом. Поэтому с развитием технологий инженеры смогли создать аппараты, способные работать сразу в двух режимах: и AC, и DC. Т.е., такие устройства могут варить как на переменном токе, так и на постоянном. Сварщик сам решает, какой ток выбрать для выполнения тех или иных задач.
Так у мастеров появилось больше возможностей в работе при использовании аппаратов AC DC. Такие аппараты незаменимы при работе с металлами, на поверхности которых есть окисная пленка. При сварке на переменном токе эта пленка не препятствует формированию шва, чего нельзя добиться при использовании обычного TIG DC аппарата.
Правильная аргоновая горелка

Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом

Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
Расходные материалы
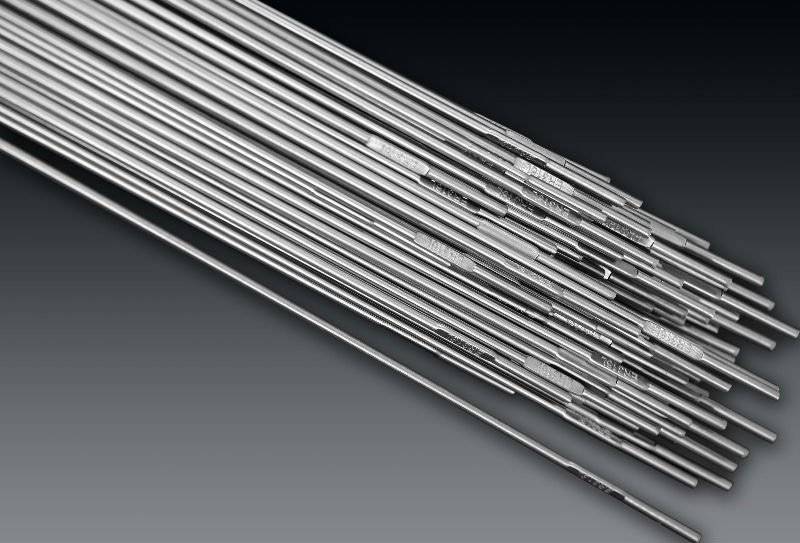
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Настройка аппарата для аргонодуговой сварки
Перед тем, как перейти к выполнению сварочных работ, необходимо настроить аппарат для дуговой сварки аргоном.
- Подключаете кабель питания к однофазному источнику питания 230В, при этом следует убедиться, что розетка заземлена;
- Устанавливаете баллон с газом на устойчивую поверхность. Нужно убедиться, что он хорошо закреплен;
- Подсоединяете одной стороной газовый шланг к редуктору с манометром на баллоне, согласно инструкции, прилагаемой к редуктору. Другой конец шланги следует подсоединить к штуцеру горелки для аргонно-дуговой сварки с ручным клапаном.
- Подсоединяете массы к положительной клемме « + »;
- Подсоединяете провод горелки аргонно-дуговой сварки к отрицательной клемме « — »;
- Включаете аппарат при помощи клавиши на задней панели;
- Открываете газовый клапан на рукоятке сварочной горелки и зажигаете дугу. Для этого нужно поместить конец вольфрамового электрода на обрабатываемую поверхность. После этого медленно и плавно отвести его вверх на расстояние 3-6 мм.
Как осуществлять сварку в среде аргона, вольфрамовым электродом?
- Предварительно следует нагреть начальную точку на обрабатываемом изделии. Для этого нужно сделать пару круговых движений сварочным пистолетом. В итоге образуется наплавленный валик.
- Вольфрамовый электрод должен находиться на расстоянии 6 мм от поверхности металла. После того, как образовался наплавленный валик, нужно продолжать работу медленно и с постоянной скоростью. Таким образом, швы получаться одинаковыми по ширине и глубине провара.
- Как только сварочная ванна стала жидкой, следует отдалить сварочный пистолет и добавить материал, касаясь ванны присадочным прутком.
- Убираете пруток и опять подносите сварочный пистолет к сварочному шву.
- Повторять данную операцию необходимо с одинаковой скоростью для получения однородного сварочного шва.
Параметры режимов аргонодуговой сварки
Для осуществления дуговой сварки аргоном на высоком уровне, необходимо выбирать оптимальные режимы, благодаря которым будет обеспечиваться наиболее эффективное проведение процесса.
Технология сварки аргоном предполагает, что полярность и направление тока необходимо выбирать с учетом свойств свариваемого металла. Как правило, при работе с основными сталями и сплавами используется постоянный ток прямой полярности. При сварке магния, алюминия и бериллия необходимо устанавливать обратную полярность, так как достигается быстрое разрушение оксидной пленки.
Сварочный ток необходимо устанавливать в зависимости от марки и состава материалов, а также от полярности тока и диаметра вольфрамового электрода. Точные данные режимов для решения определенной задачи, выбираются из справочников.
Напряжение дуги находится в зависимости от ее длины, следовательно, работы нужно осуществлять при минимальной дуге и пониженном напряжении. Технология сварки в среде аргона показывает, что при увеличении длины дуги, повышается напряжение и ухудшается качество шва.
Расход инертного газа устанавливается так, чтобы образованный ламинарный поток полностью защищал провариваемые поверхности от окисления. Подробнее об установке необходимых режимов для проведения дуговой сварки в среде аргона можно узнать из специального видео.
Технология сварки аргоном
Суть технологии сварки аргоном заключается в создании дуги между изделием и графитовым стержнем, и удержание её в процессе работы. Тут важную роль играет неплавящийся электрод. Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Аргон подаётся через сопло горелки в зону сварки.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для замыкания дуги запрещено. Это может испортить электрод. Зажигание происходит на расстоянии от свариваемого металла. Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании дуги и поддержании стабильного горения дуги. Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 1-1,5 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Режимы сварки TIG
При выборе режимов сварки TIG, первым делом следует учитывать метал который предстоит варить. От этого будет зависеть не только полярность, а и род тока. Так при сварке углеродистых, высоколегированных сталей, а также цветные металлы, варят на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже можно варить.
В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | — | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Во время сварки, особенно алюминия, необходимо соблюдать основные правила:
- Электрод и присадка располагаются перпендикулярно по отношению к материалу;
- Следует избегать колебания электрода в поперечной плоскости;
- Длина дуги – от 1,5 до 2,5 миллиметра;
- Сварка выполняется справа налево.
Оборудование для сварка металла аргоном
Аппараты для сварки металла аргоном могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы. Состоит оборудование для аргонодуговой сварки из:
- Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
- Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
- Установка для управления сварочным процессом. Позволяет регулировать параметры сварки;
- Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
- Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Преимущество сварки стали аргоном
Аргонодуговая сварка стали имеет массу преимуществ. Вот самые основные:
- Сварка тонколистового металла любого состава;
- Выполнение сварки цветных металлов и их сплавов;
- Сварка титана и его сплавов;
- Качественный шов.
Недостатки аргонодуговой сварки металлов
К недостаткам следует отнести:
- Низкая скорость сварки;
- Высокая стоимость аргона.
Несмотря на это всё, аргонодуговая сварка стали на сегодняшний день занимает высокую популярность. Видь с её помощью можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Промышленные образцы
Несомненный лидер на рынке современных инверторов для сварки с аргоном – это известная компания TIGER.
Небольшие по своим габаритам и универсальные модели этой фирмы (TIGER 170, 200 и 210 DC, в частности) заметно превосходят своих конкурентов по соотношению цены и качества.
Посредством аппаратов TIG от немецко-бельгийских производителей удаётся сваривать не только тонкие стальные заготовки, но и листовые материалы толщиной до 6-ти миллиметров.
Одновременно с этим в этом агрегате предусмотрен полный набор дополнительных возможностей, обеспечивающих управление стартовыми токами розжига дуги.
Такая функция позволяет без всяких проблем и прожогов варить все известные разновидности тонколистового материала и другие виды сложных металлических изделий.
При небольших размерах и малой массе этого сварочного аппарата класса TIG (его вес составляет не более 5,4 кг) он, тем не менее, оснащено микропроцессорной системой управления и встроенной памятью на 99 режимов сварки.
Их установка и выставление других рабочих параметров реализуются посредством простого и интуитивно понятного интерфейса с ограниченным количеством переключателей и выводом информации на цифровой дисплей.
Для проведения достаточно сложных сварочных операций (в число которых входит и сварка алюминия) оборудование класса TIG подходит идеально.
Единственное, о чём следует побеспокоиться перед покупкой конкретного аппарата – это ознакомиться с характеристиками данной модели и оценить её с точки зрения профессионального сварщика.





