Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
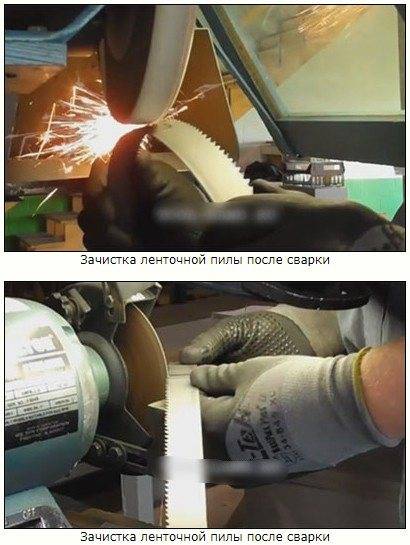
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Эксплуатация ручной ленточной пилы по металлу
После того, как инструмент изготовлен и протестирован, важно соблюдать простые правила по безопасному использованию устройства. Это гарантия долгой службы станка, высокого качества работ, безопасности пилы для вас
Советы мастера
- В процессе работы не тяните заготовку назад: это может привести к соскакиванию пилы с рельсов.
- Обрабатывая мелкие детали, используйте подающую доску: так вы обезопасите руки.
- При разрезе крупных конструкции смотрите за тем, чтобы деталь не проворачивалась.
- В процессе работы не допускайте попадания стружек и опилок в двигатель.
- Перед началом использования инструмента проверяйте возможность его быстрого отключения.
Правила безопасности
- Первые 180 часов работы ручной ленточной пилы недопустимы её предельные нагрузки: избегайте пиления слишком твердых материалов, заготовок максимальной толщины.
- Каждые 2 часа работы необходимо делать перерыв, иначе высока вероятность перегрева двигателя.
- Во время работы на ручном станке необходимо использование защитной экипировки:
- специальные очки;
- головной убор (особенно при наличии длинных волос);
- плотно прилегающая одежда;
- закрытая обувь на нескользящей подошве.
- В процессе работы не прикасайтесь к пильной ленте, не держите заготовку в руках, используйте дополнительные подставки, опоры, крепежи.
- После окончания работы очищайте станок от пыли, грязи, масла, опилок, отключайте его от сети.
Мы рассмотрели специфику использования различных модификаций инструмента, а также их различия, разобрались в технических характеристиках и принципе работы станка. Множество преимуществ ленточнопильных станков делает их незаменимыми при работе с металлом, в том числе в домашних условиях. Не обязательно идти в магазин и тратиться на дорогую профессиональную модель: для большинства работ подойдет классическая ленточная пила по металлу, сделанная своими руками. Теперь вы знаете пошаговую инструкцию изготовления станка, а также правила ее безопасного и продуктивного использования.
- Элементы теории процесса резания металлов / А.М. Розенберг, А.Н. Еремин. — Москва
- Справочник молодого фрезеровщика / В.Л. Косовский. — М.: Высшая школа
- Сварка, резка, пайка металлов. — Москва: Машиностроение, 2005.
- Статья на Википедии
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Проверка качества сварного соединения
Самый простой и проверенный метод контроля качества – визуальный осмотр. О некачественном соединении свидетельствуют следующие признаки:
- сваренные края изделия не совпадают по высоте. Дефект возникает вследствие недостаточной силы тока или при чрезмерном значении осадки;
- капли расплавленного металла на поверхности ленты. Происходит при слишком высоком значении сварочного тока;
- непроваренные участки. Возникают из-за недостаточной силы тока или слишком низкого давления.
http:
Усиление шва (разница между толщиной наплавленного и основного металла) не должно быть меньше 1,5 мм. В противном случае полезное сечение сварного шва будет недостаточным для работы в условиях ленточной пилы.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
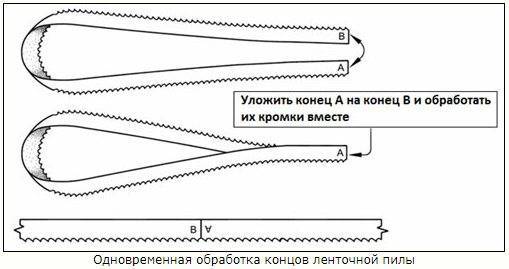
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
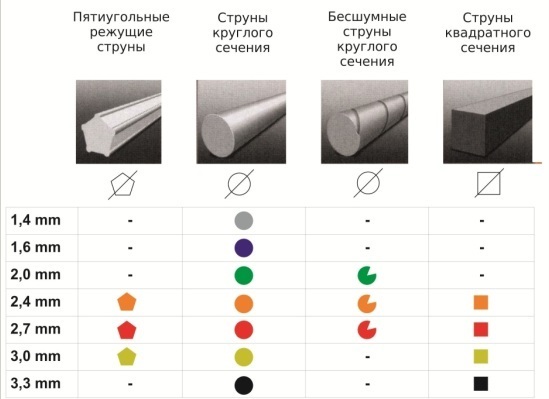
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Рельсорез. Подгонка путей без лишних хлопот
Динамический плотномер Д-51. Проверяем уплотнение грунта
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Процесс сварки ленточных пил
Ручные ножницы гильотинные используются для резки металла с шириной листа до 2,08 метра и толщиной до 1,5 мм и пределом прочности 500 МПа.
Процедура сварки одинакова для обеих методов и состоит из нескольких этапов:
- Резка пилы.
- Зачистка кромок.
- Выбор режима сварки и установка полотна в сварочный станок.
- Собственно сварка пилы.
- Отжиг.
- Зачистка шва.
Резать полотно лучше гильотинными ножницами, но можно применять и более архаичные инструменты вроде отрезного круга или зубила. Если лента сваривается повторно, с каждого ее конца необходимо отрезать около 5 мм (зона термического влияния при сварке). Стыковка должна осуществляться между вершинами зубьев. Необходимо оставлять около 1,5 мм припуска для каждого конца ленты (на осадку). Обеспечить оптимальную ровность полотна позволит расположение, показанное на следующем рисунке (рис. 1).
Для качественной сварки кромки пилы должны быть полностью избавлены от заусенцев. Кроме того, их нужно очистить от грязи, пыли и промышленного мусора, а также обезжирить спиртовым раствором или ацетоном.
На этапе установки необходимо установить подготовленные кромки в зажимной механизм, состоящий из подвижного и неподвижного зажимов, и выставить их так, чтобы они полностью совпадали по высоте. Выбор режима сварки в данном случае лучше осуществлять экспериментальным путем на ненужных обрезках ленты, поскольку существует огромное разнообразие размеров пил и материалов их изготовления. Нередки случаи, когда необходимого сочетания не оказывается в инструкции. Подобрав оптимальный режим, лучше записать его показатели на случай необходимости повторной сварки аналогичных изделий.
Рисунок 1. Расположение ленты.
После установки торцов в зажимы и выставления режима нужно запустить процесс сварки специальной кнопкой или рукояткой. Под действием тока кромки изделия начнут расплавляться. Вместе с этим подвижный зажим будет двигаться к неподвижному на расстояние, равное ходу осадки. После этого на концах пилы образуется сварной шов, который и соединит их.
В процессе сварки в металле образуются закалочные структуры, вследствие чего он становится более твердым и хрупким. Чтобы нивелировать напряжения и деформации при сварке, применяют отжиг до температуры 600 °C. Дорогостоящие сварочные аппараты имеют встроенную функцию отжига и медленного охлаждения, а в случае с более дешевыми моделями понадобится печь для отжига и масло для замедления остывания металла.
При сварке образуется наплыв, являющийся концентратором напряжения. Его необходимо удалить с помощью любого абразивного инструмента.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.