
Разновидности сварочных позиционеров
Устройства различают по грузоподъемности и по количеству возможных движений относительно горизонта. Максимально возможное количество движений — вращательное с наклоном оси вращения в двух взаимно перпендикулярных плоскостях и переменной высотой. Позиционеры применяются при изготовлении резервуаров (работающих под давлением), шаровых кранов и пр.
Сварочные позиционеры для ручной сварки, как правило, имеют одно основное движение — вращательное и оснащаются трех (четырех) кулачковым патроном или планшайбой с Т-образными пазами для крепления детали прижимными планками. Для управления вращением используется ножная педаль. К недостаткам можно отнести ручную установку угла наклона патрона (планшайбы), что снижает технологические возможности.
Основное назначение сварочных позиционеров — автоматизация процесса сварки. Шаговые двигатели на вращении и повороте стола позволяют позиционировать сварочную головку с высокой точностью относительно свариваемых деталей. В комплексе с манипулятором сварочной головки и ЧПУ устройство может работать в программируемом режиме, что значительно повышает качество сварного шва (сварка под слоем флюса или в защитной среде).
Устройства большой грузоподъемности изменяют положение стола относительно горизонта с помощью гидравлики или зубчатой передачи. В качестве дополнительной опции предлагается регулируемый держатель горелки для сварки проволокой в среде защитного газа. Позиционеры имеют цифровую индикацию скорости вращения в диапазоне 0,05…7,5 об/мин.
Для сварки «длинномеров» предусмотрена задняя бабка, которая может находиться на одной станине с поворотным устройством или отдельно. Кроме этого, в комплект может входить стойка с роликами (люнет) для поддержки длинной детали.

Отдельно стоят роторные позиционеры, в конструкции которых имеется вращающаяся консоль (кроме вращающегося стола). Это позволяет выполнять внутренний сварной шов (седла, фланцы и пр.) и наплавку на детали сложной формы без переустановок.

Сварочные позиционеры малой грузоподъёмности
Сварочные позиционеры KB-100 и CNC-100:

Сварочный позиционер малой грузоподъемности с держателем для горелки Модель BY-100C (Комплектация: зажимной патрон, пульт ДУ (педаль), держатель для горелки)
Универсальный сварочный вращатель New Firo
Универсальные сварочные вращатели New Firo позволяют вращать, наклонять и приподнимать в удобное положение обрабатываемое изделие, облегчая тем самым процесс сварки, шлифовки, сверления или покраски. Сварочные вращатели также существенно облегчают и ускоряют сборку узлов.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Общие положения при проведении сварочных работ
При соединении элементов металлоконструкций любым способом соблюдают следующие правила:
- Оборудование устанавливают на специализированных рабочих местах, снабженных защитными ширмами. Высота экрана должна составлять не менее 180 см.
- В закрытом помещении сварку начинают после запуска приточной вытяжки.
- В цехах с повышенной влажностью работают в резиновом защитном костюме. При принятии сварщиком сидячего или лежачего положения применяют войлочные подложки.
- Перед началом сварки проверяют целостность питающего и заземляющего кабелей.
- При ремонте автомобиля предварительно отключают массу аккумулятора. Топливный бак демонтируют.
- Агрегат перемещают только в отключенном от сети состоянии. Держатель при этом устанавливают на диэлектрическую подложку.
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Критерии выбора сварочных позиционеров
Для выполнения кольцевых и прямых швов в небольшой мастерской и домашних условиях достаточно недорогого ручного или полуавтоматического позиционера. Промышленные предприятия для выпуска массовой продукции пользуются автоматическими устройствами с программным управлением.
Позиционеры для сварки выбирают по следующим параметрам:
- Грузоподъемности с учетом максимального веса заготовок, которые придется сваривать. На устройствах с большой грузоподъемностью изменение положения рабочего стола выполняется гидравлическим приводом или через зубчатую передачу (редуктор).
- Функциональным возможностям в зависимости от сложности сварочных работ, которые нужно проводить. Если средства позволяют, оптимальным вариантом будет устройство с регулировкой положения рабочего стола по двум, но лучше трем осям. На нем возможно выполнение угловых, стыковых, кольцевых швов без дополнительной обработки.
- Скорости вращения.
- Углу наклона стола. В зависимости от конструкции с регулировкой от — 90 до + 90⁰ у двухстоечных конструкций в обе стороны или до 135⁰ в одну у других.
- Величине эксцентриситета детали при вращении. Для его компенсации в устройствах с ЧПУ предусмотрено автоматическое поддержание длины дуги на заданном уровне.
Помимо окраски и наплавки на сварочных позиционерах проводят шлифование, сверление отверстий, окрашивание. Их также используют для ускорения сборки простых изделий и узлов сложных конструкций.
Разновидности манипуляторов
Модели различают по возможностям перемещения свариваемых заготовок, габаритам готовых узлов, весу. Сварочные манипуляторы бывают нескольких типов:
- консольные;
- карусельные;
- рычажно-секторные;
- одноопорные;
- с двумя опорами (предназначены для удерживания длинных элементов);
- универсальные с частичным или полным уравновешиванием относительно оси наклона;
- манипуляторы-позиционеры, обеспечивающие маршевую скорость в любом положении;
- специализированные, предназначенные для сварки элементов сложной конфигурации.
Оборудование приобретают для:
- мелкосерийного производства;
- единичного выпуска металлоизделий;
- частой смене типа свариваемых деталей.
При поточной работе, большом объеме выпуска сварных изделий покупка дорого оборудования экономически оправдана. Модели оснащают датчиками слежения. Они контролируют величину зазора, качество соединения. Система двойного контроля – залог надежного сварного шва.
Процент брака при применении вспомогательного поворотного оборудования незначительный. Дуга стабильно поддерживается, формируется ровный валик, шов получается без наплывов и прожогов. Автоматизированные вспомогательные устройства нужны для соединений, от прочности и герметичности которых зависит безопасность эксплуатации готовых сварных швов. Когда малейшее отклонение точки сварки негативно влияет на жесткость швов.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.








Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Электросварка в домашних условиях
Электросварка — это процесс эффективного несъемного соединения металлических деталей. Сегодня он активно используется для создания сетчатой сетки, всех видов рамок, резервуаров. Люди, обладающие соответствующими навыками, на собственном заднем дворе могут создавать навесы для крыш, ажурных заборов и других вещей, необходимых в повседневной жизни. Вот почему многие люди обеспокоены тем, как научиться работать с электросваркой.
Рекомендации:
Хорошо очищайте поверхности для сварки
Важно, чтобы на них не было ржавчины, грязи.
Вставьте электрод в специальное держательное устройство для сварки и сформируйте электрическую арку. Для этого необходимо вызвать движение тока в области сварки.
При электрической дуге необходимо сделать промежуток между ним и соединительной поверхностью
Следует отметить, что размер зазора не должен изменяться от трёх до пяти миллиметров. В противном случае дуга будет периодически прерываться, соответственно, это приведёт к ухудшению качества сварного шва.
Стержень должен удерживаться под углом около 70 градусов. Однако это значение можно изменить, чтобы улучшить комфортность электросварки.
Соблюдайте правила безопасности.
Электросварка требует соблюдения следующих правил безопасности:
Должны быть эффективно изолированы провода, которые подключены к источнику питания и дуговой сварке, а также необходимо заземление корпуса сварочного аппарата. Рекомендуется использовать корпус и дополнительное электрооборудование.
Рекомендуется использовать специальные силовые выключатели в блоках питания. Они во время холостого хода разрывают сварочный контур и накладывают напряжение на 12 В на держатель.
Сварочные работы должны проводиться в хороших сухих перчатках и одежде
Обратите внимание, что, если вы планируете работать в ограниченном пространстве, следует побеспокоиться о подготовке матов из резины или резиновых галошах.
В случае одновременного использования нескольких сварочных аппаратов их необходимо расположить так, чтобы расстояние между ними составляло не менее 0,35 м (оптимальная ширина проходов — около 0,8 м).
Следует уделять большое внимание этим правилам. Ведь электросварка — это довольно травмоопасный процесс
Но любой беды можно избежать, если внимательно изучить вопрос и ответственно подходить к делу.
Область применения
Оборудование выпускают различных размеров, грузоподъемности, типов. Сварочный вращатель удобен при формировании внутренних и наружных швов. Без этого вспомогательного механизма невозможно надежное соединение деталей различной формы:
- круглых;
- цилиндрических;
- сегментарных;
- полусферических.
Сварочный вращатель применяют при любом виде сварки:
- электродуговой обычной и с применением флюсов;
- аргоновой и в среде другого газа, защищающего расплавленный металл от окисления;
- сварки полуавтоматом с применением наплавочной проволоки;
- газовой;
- лазерной;
- плазменной;
- автоматической, подставка может вращаться со скоростью до 4 тысяч оборотов в минуту.
Оборудование часто применяется для работы с трубными заготовками. Их сложно фиксировать на рабочем столе или другой ровной поверхности. Вспомогательное устройство необходимо при реставрации дисков, литых круглых деталей в автомастерских. Наплавка истертых фрагментов упрощается, образуется ровный диффузный слой.
Классификация и устройство
Конструкция сварочного вращателя определяется технологией сварки. Например, при сварке нескольких мелких деталей главным ограничением считается занимаемое устройством пространство. В то же время вращатель должен быть мобильным, и легко переустанавливаться на другой участок цеха или мастерской.
Приспособление включает в себя:
- Приводной электродвигатель.
- Редуктор или коробка передач.
- Инвертор изменения скорости вращения.
- Поворотную раму.
- Основание.
- Несущие ролики или платформу для крепления заготовок.
- Систему управления (обычно она – выносная).

В зависимости от направления вращения оси, с которой соединяется несущая платформа, сварочные позиционеры подразделяют на:
- Вертикальные.
- Горизонтальные.
- Комбинированные.
Последние отличаются наибольшей универсальностью (и – соответственно – стоимостью), поэтому в практике автоматической сварки обычно располагают такими конструкциями сварочных вращателей, которые подходят к большинству случаев проведения сварочных работ.

Некоторые разновидности манипуляторов
 У каждого манипулятора есть своя область применения и свой принцип действия. Например, манипулятор типа «колонна» применяется при высокоточной сварке.
У каждого манипулятора есть своя область применения и свой принцип действия. Например, манипулятор типа «колонна» применяется при высокоточной сварке.
Прибор поддерживает горелку сварочного аппарата и потихоньку двигает её, контролируя тем самым перемещение электрода или струи пламени. Традиционный сварочный манипулятор указанного типа состоит из колонны, которая удерживает стрелу, а также тележки, двигающейся по специальным направляющим.
Причём направляющие похожи на латинскую букву V, они снабжены тормозами и механизмом аварийной остановки. Это гарантирует почти стопроцентную безопасность аппарата при сварочных работах.
Помимо стационарных манипуляторов-колонн в свободной продаже можно найти и портативные мобильные установки. Стационарные модели могут применяться, например, при создании автомобилей. А мобильные аппараты идеально подойдут для тех сварщиков, которые часто занимаются соединением труб в полевых условиях.
Наиболее востребованы универсальные сварочные манипуляторы. Они дают возможность работать с изделием и сварочным аппаратом максимально свободно, перемещать его, устанавливать под разным углом, задавать скорость, направление.
С помощью такой универсальной техники можно выполнять большой спектр технологических операций. Однако и стоит она достаточно дорого. Приобретать универсальный агрегат актуально в том случае, если часто приходится обрабатывать совершенно разные изделия, при штучном и малосерийном производстве.
Манипулятор, вращатель и любое иное оборудование, призванное облегчить процесс сварочных работ посредством автоматизации какого-либо действия, должно быть качественным и чётко выполнять свои функции.
Вдобавок ко всему такое оборудование требует максимально аккуратного применения в соответствии с инструкцией и правилами техники безопасности.
С чего начать начинающему сварщику
Вот наконец-то перед вами сварочный инвертор, маска сварщика и электроды. Это далеко не все что понадобится опытному сварщику, но начинающему вполне достаточно, чтобы начать учиться варить электросваркой.
В первую очередь потребуется подсоединить два кабеля к инвертору. Один кабель с электрододержателем, а второй с клеммой массы
Куда лучше подключать какой кабель, к плюсу или минусу инвертора пока не столь важно. Про прямую и обратную полярность вы сможете узнать дальше, познавая постепенно азы сварки
Поэтому смело, подсоединяем электрододержатель к плюсу инвертора, а зажим с массой к минусовому разъёму, вставляем электрод в держатель и пробуем варить. При этом перед тем как зажечь электрод, отрегулируйте правильным образом сварочный ток на инверторе. Просто воспользуйтесь таблицей с параметрами электродов и сварочного тока (смотрите выше), после чего выберите наиболее подходящее значение.










Итак, сначала нужно научиться зажигать дугу. Делается это легким постукиванием электрода о металл или небольшим движением его кончика по металлу. Для начинающих предпочтительно использовать именно второй вариант.
Слишком сильно втыкать электрод в металл не нужно, поскольку он обязательно прилипнет к поверхности. Как только сварочная дуга загорится, нужно постоянно удерживать ее в горящем состоянии пока ведётся сварка. При этом расстояние между электродом и поверхностью металла должно составлять порядка 2-3 мм (короткая дуга).
Если у вас все получилось и дуга горит, можно попытаться сварить заготовку. Для этого наклоните электрод в сторону и удерживайте его под углом в 40-60 градусов. Аккуратно начните движение электродом из стороны в сторону вдоль стыка. Вести электрод можно различными способами, но освоить всё за один раз, попросту невозможно.
Подбор РДС

Настройка сварочного режима – основа качественного соединения деталей. Сварка на просвет не исключение. Существуют разные типы РДС, подходящие разным видам сварных работ.
При обработке труб, в выборе сварочного режима значение имеет толщина стенки трубы и используемые присадочные прутки. Сила тока подбирается к каждому типу детали отдельно. В этом поможет опыт, либо совет коллеги.
Касательно других пунктов сварочного режима:
- Применяется короткая длина сварной дуги.
- Скорость сваривания подбирается средняя. Повышенная скорость чревата пропусками, пониженная – прожигами в полотне шва.
- Полярность настраивается отрицательная.
- Тип тока – постоянный.
Важную роль в режиме сваривания играет мощность напряжения дуги. Однако она и несколько других показателей подбираются в соответствии с конкретной деталью. Многие характеристики сварных работ зависят от предпочтений мастера.
За ним нужно тщательно следить, так как с его помощью можно вовремя заметить, что качество шва нарушено.
Сваривание корня шва на просвет требует много практики. Подбор правильного режима сварки происходит опытным путем, а значит, чем больше сваривания труб будет проведено, тем проще будет определиться с настройками для конкретной детали.
На стадии, когда опыта еще нет, можно спрашивать рекомендации у мастеров старшего поколения.
Оборудование и материалы
Для осуществления работ обязательно необходим сварочный аппарат. Существует несколько разновидностей:
- трансформаторы, понижающие сетевое напряжение, увеличивая при этом сварочный ток;
- выпрямители, преобразующие сетевой переменный ток в постоянный;
- сварочные генераторы, позволяющие получать ток в отсутствие электрической сети;
- инверторы, предоставляющие сварочный ток с улучшенными характеристиками.
Электроды для производства работ должны соответствовать виду свариваемых материалов. Применяемость их можно определить по информации, обычно наносимой на упаковку.

При осуществлении тиг-сварки, например, под аргоном, потребуется специальный держатель с возможностью подачи газа в зону шва. Конечно же, не обойтись в этом случае и без газобалонного оборудования.
Для подготовки материала к сварке, нужна угловая шлифмашина или станок с наждаком. При работах в сварочном цеху обычно используют сварочный стол и струбцины для фиксации заготовок, если возникнет такая необходимость.
Виды трубопроводов
Трубопроводы подразделяются на виды исходя из условий их применения. В основном вид определяется опасным производственным объектом, на котором они и применяются, а также самими условиями и средой, которая по ним идет.
Существуют следующие виды:
- Магистральные нефте, газо и продуктопроводы;
- Трубопроводы горячей воды и паропроводы;
- Внутренние и наружные газопроводы;
- Технологические;
- Трубопроводы канализации и водопроводы.
Трубопроводы изготавливаю из различных материалов в основном это: стали и сплавы, а также полимерные материалы. В рамках статьи не будут рассматриваться трубы из бетона, керамики и прочих не свариваемых материалов.
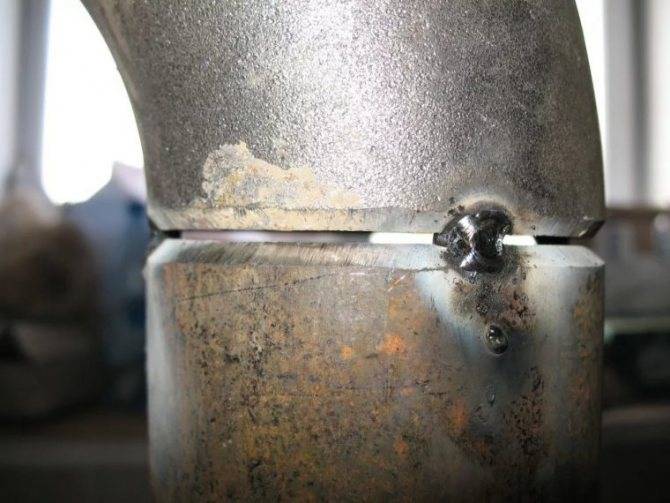
Как сваривать трубы – сварка неповоротных и поворотных стыков
В данном разделе мы подробнее остановимся на сварки неповоротных и поворотных стыков труб. Чаще всего сварщиком приходится сталкиваться именно с не поворотными стыками потому начнём именно с них.
Как уже говорилось, сварку вертикального стыка нужно начинать с нижней точки отступив 10-40 мм и вести вверх.
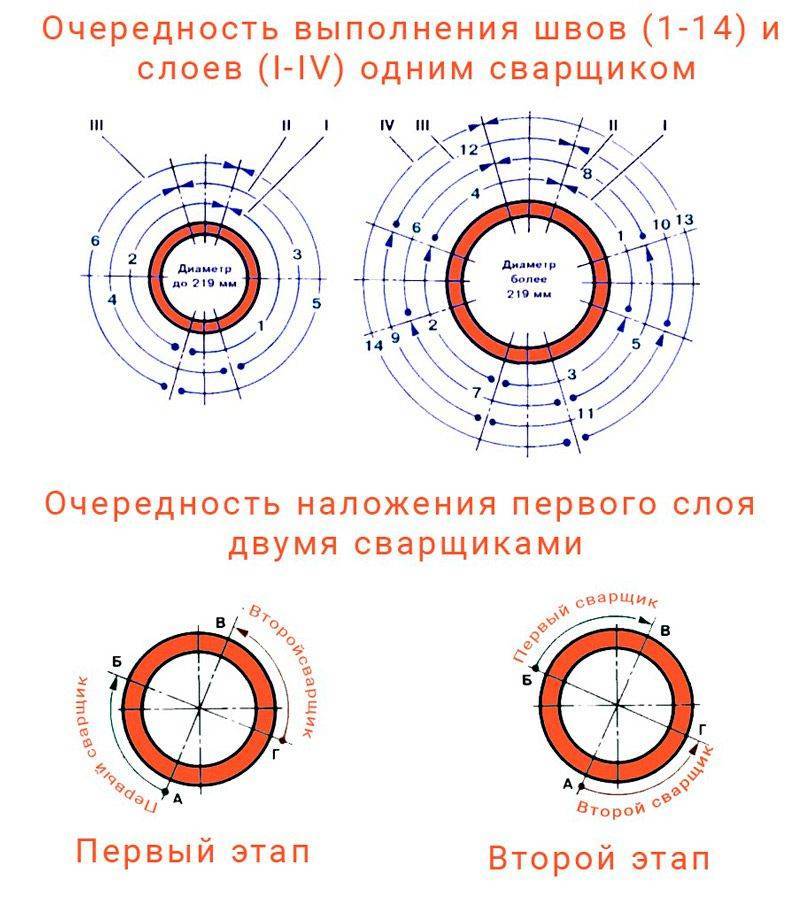
Процесс нужно выполняют обратно ступенчатым способом при диаметре трубопровода ≥219 мм. Длина провариваемого сегмента 150-230 мм. Для заполнения и можно просто проваривать половину окружности трубы. Каждый последующий слой необходимо смещать для перекрытия замков на 10-30 мм.
Если нужно варить неповоротный горизонтальный стык, точкой начала может стать любое удобное место. В остальном здесь те же самые требования что и для вертикальных стыков.
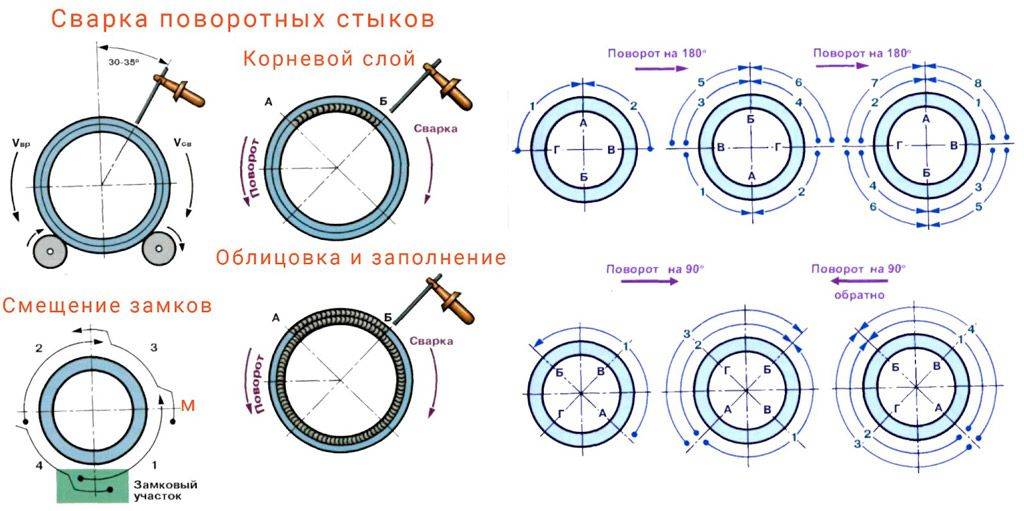
Ниже приведены схемы сварки горизонтальных и вертикальных стыков одним и двумя сварщиками.
Теперь рассмотрим, как свариваются поворотные стыки. Процесс выполняется в самым удобным для сварки положении – НИЖНЕМ. Электрод должен быть под углом в районе 30° к поверхности трубы.
Корневой проход проваривают обратно ступенчатым способом, длина участка как правило четверть длины окружности. Заполнение и облицовку, выполняют непрерывно вращая стык. Скорость вращения выбирают равной скорости ведения процесса.
Ниже на схемах вы можете ознакомиться с методикой сварки поворотных стыков при повороте на 180 и 90 градусов.
Принципы сварки и основные требования
Основным принципом при сварке вертикальных швов ручной дуговой (РД) сваркой является то, что процесс нужно вести снизу вверх непрерывно или с отрывом электрода.
Варить «на спуск» сверху вниз всегда сложнее, потому что металл будет активнее стекать и придется вести процесс на низких значениях тока, что зачастую не дает нужного проплавления.
При сварке же «на подъем» снизу вверх, металл сварочной ванны будет поддерживаться от вытекания ранее наплавленным и уже кристаллизовавшимся металлом. Вытекание металла будет особенно заметно после того, как он нагреется и станет более текучим.
Также важным принципом при сварке вертикальных швов является совершение колебательных движений электродом. О способах выполнения движений поговорим ниже.
Основные требования к подготовке и к сварке, следующие:
- Свариваемые заготовки должны быть зачищены до металлического блеска, абразивным инструментом, напильником или металлической щеткой.
- Далее производится сборка и прихватка. Прихватка – это сварочный шов небольшой длины выполняемый для того чтобы зафиксировать детали в процессе сварки. Так как из за увеличения температуры металл расширяется и деформируется. Размер прихватки зависит от толщины свариваемых деталей. Как правило высота прихватки 0,5–0,7 от толщины деталей. Длина же их от 10 до 30 мм. Расстояние между прихватками 150-250 мм.
- Проверка размеров после сборки. Проверяется зазор между деталями, угол скоса кромок (если это предусмотрено типом соединения), смещение деталей относительно друг друга.
Ниже приведены допустимые значения контролируемых параметров на примере стыкового соединения С17 с V-образной односторонней разделкой по ГОСТ 5264-80.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Порядок подготовительных работ
Сварка труб ручной сваркой потребует от вас ряда подготовительных действий:
- Зачистить зону сварочных работ от грязи и масел.
- Для качественного сваривания элементы трубопровода необходимо установить «встык» и выровнять друг относительно друга.
- Выставить оптимальный режим сварки и установить на сварочный аппарат электроды, отвечающие технологическим требованиям.
- Перед началом сварочных работ установите на трубах заземляющие контакты.
- Чтобы надёжнее закрепить элементы трубопровода друг с другом, сделайте по окружности несколько прихваток – небольших сварных швов, фиксирующих точное положение свариваемых элементов.
Применение сварочных позиционеров
Универсальные сварочные позиционеры позволяют выполнять практически все основные виды сварочных работ. Это угловые, кольцевые и стыковые швы для автоматических устройств, а также кольцевые и прямые для ручных позиционеров и полуавтоматов.







Использование позиционеров оптимально для работы с цилиндрическими заготовками и конструкциями. С их помощью можно проводить сварку горизонтальных труб, фитингов, блоков, законцовок, валов, резервуаров, бочкообразных элементов. Помимо того, позиционеры применяются для осуществления наплавки на различные цилиндрические детали и сварки многоуровневых конструкций.
Разновидности сварочных позиционеров
Устройства различают по грузоподъемности и по количеству возможных движений относительно горизонта. Максимально возможное количество движений — вращательное с наклоном оси вращения в двух взаимно перпендикулярных плоскостях и переменной высотой. Позиционеры применяются при изготовлении резервуаров (работающих под давлением), шаровых кранов и пр.
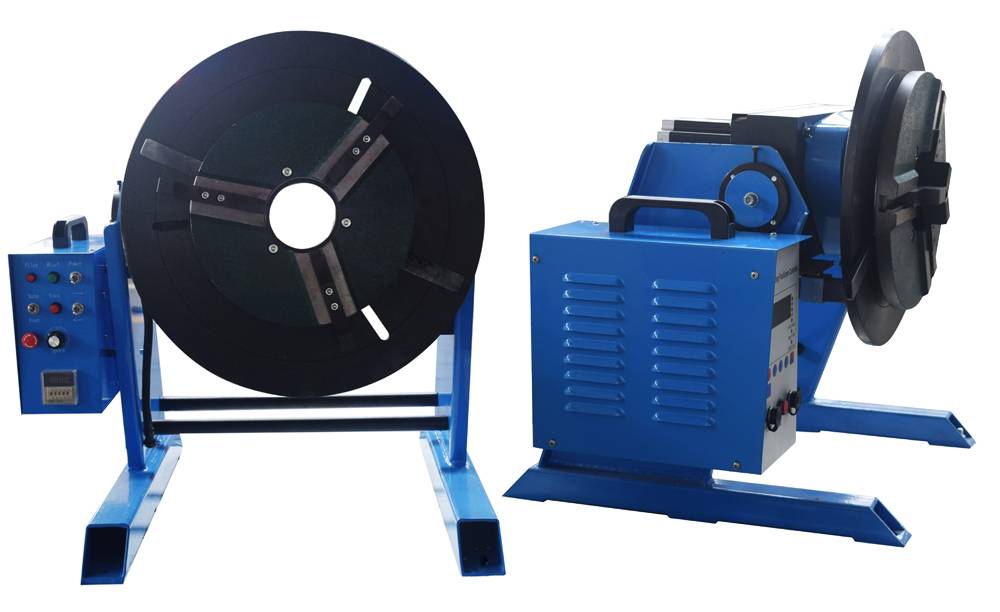
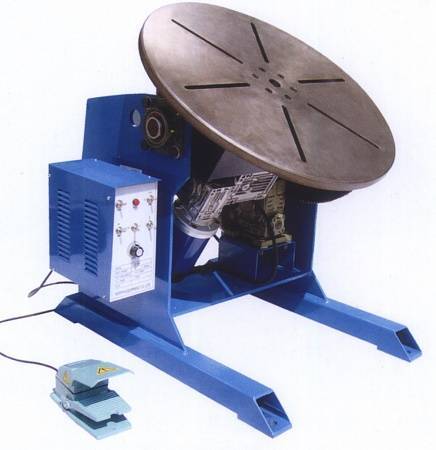
Сварочные позиционеры для ручной сварки, как правило, имеют одно основное движение — вращательное и оснащаются трех (четырех) кулачковым патроном или планшайбой с Т-образными пазами для крепления детали прижимными планками. Для управления вращением используется ножная педаль. К недостаткам можно отнести ручную установку угла наклона патрона (планшайбы), что снижает технологические возможности.
Основное назначение сварочных позиционеров — автоматизация процесса сварки. Шаговые двигатели на вращении и повороте стола позволяют позиционировать сварочную головку с высокой точностью относительно свариваемых деталей. В комплексе с манипулятором сварочной головки и ЧПУ устройство может работать в программируемом режиме, что значительно повышает качество сварного шва (сварка под слоем флюса или в защитной среде).
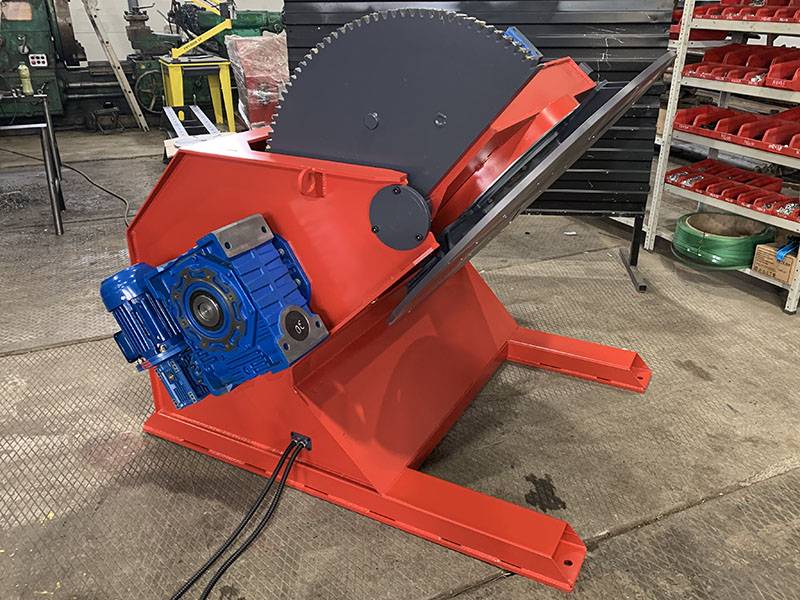
Устройства большой грузоподъемности изменяют положение стола относительно горизонта с помощью гидравлики или зубчатой передачи. В качестве дополнительной опции предлагается регулируемый держатель горелки для сварки проволокой в среде защитного газа. Позиционеры имеют цифровую индикацию скорости вращения в диапазоне 0,05…7,5 об/мин.
Для сварки «длинномеров» предусмотрена задняя бабка, которая может находиться на одной станине с поворотным устройством или отдельно. Кроме этого, в комплект может входить стойка с роликами (люнет) для поддержки длинной детали.

Отдельно стоят роторные позиционеры, в конструкции которых имеется вращающаяся консоль (кроме вращающегося стола). Это позволяет выполнять внутренний сварной шов (седла, фланцы и пр.) и наплавку на детали сложной формы без переустановок.

Сварочные позиционеры малой грузоподъёмности
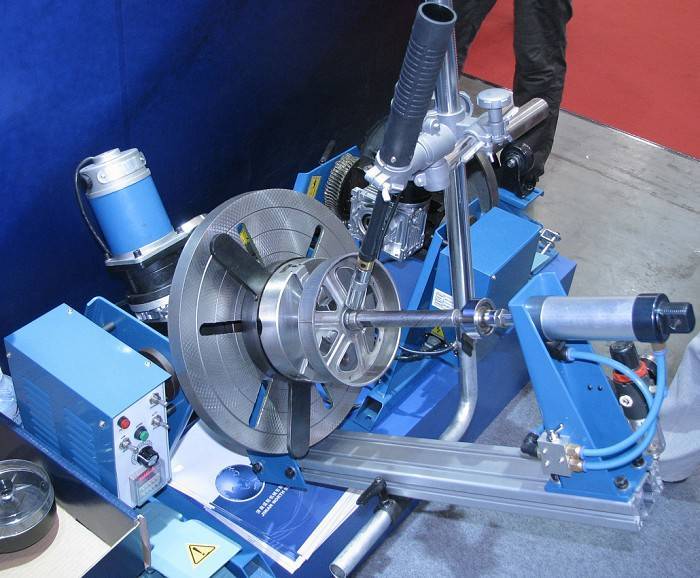
Сварочные позиционеры KB-100 и CNC-100:

Сварочный позиционер малой грузоподъемности с держателем для горелки Модель BY-100C (Комплектация: зажимной патрон, пульт ДУ (педаль), держатель для горелки)
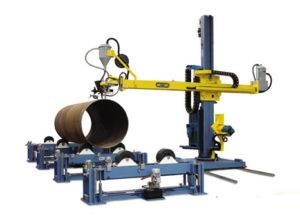
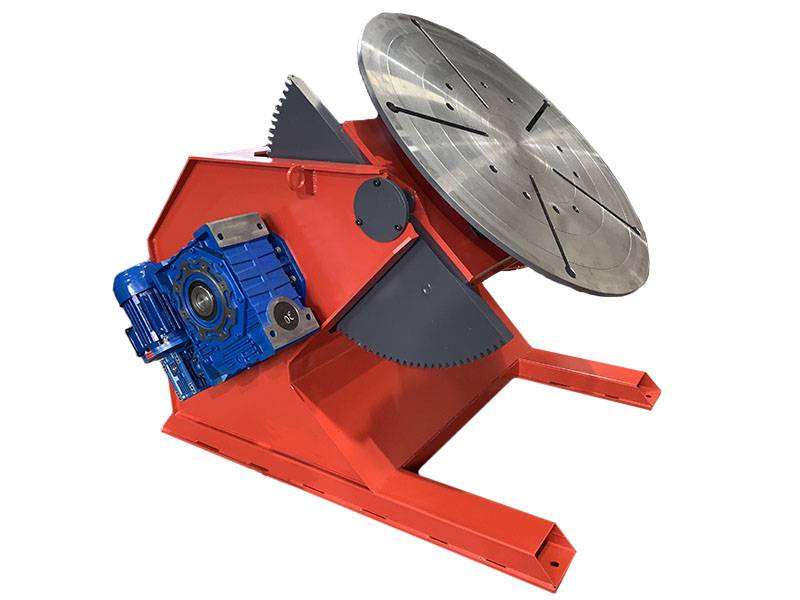
Универсальный сварочный вращатель New Firo
Универсальные сварочные вращатели New Firo позволяют вращать, наклонять и приподнимать в удобное положение обрабатываемое изделие, облегчая тем самым процесс сварки, шлифовки, сверления или покраски. Сварочные вращатели также существенно облегчают и ускоряют сборку узлов.
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
Сварку в защитных газах можно выполнять неплавящимся электродом.
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Плазменная сварка применяется для соединения стальных деталей.
Преимущества и недостатки
Роликовая контактная сварка часто применяется в конвейерном производстве. Она широко применяется из-за ряда преимуществ перед другими способами соединения металлов внахлест:
- хорошая производительность, сварочный аппарат за час выдает несколько десятков метров швов;
- гарантированное высокое качество соединений;
- сваривание проходит без наплавочных материалов: плавящихся электродов, присадочной проволоки;
- металл прошивается дугой насквозь между электродами, расплав в этот момент не окисляется, зону контакта не нужно защищать флюсом или облаком нейтрального газа;
- высокая культура труда, не нужна стандартная экипировка сварщика.
Минусами считают низкую технологичность:
- нельзя сваривать листы из различных сплавов;
- есть ограничения по толщине заготовки до 3 мм;
- дорогое оборудование приобретают только для больших объемов сварных работ.





