Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
- контактные губки;
- тракторные сопла;
- флюсовые конусы;
- ролики для распрямления проволоки;
- токоподводы.
Придется приобрести ролики для распрямления проволоки.
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.
 Для сварки трубопроводов существуют специальные приспособления.
Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
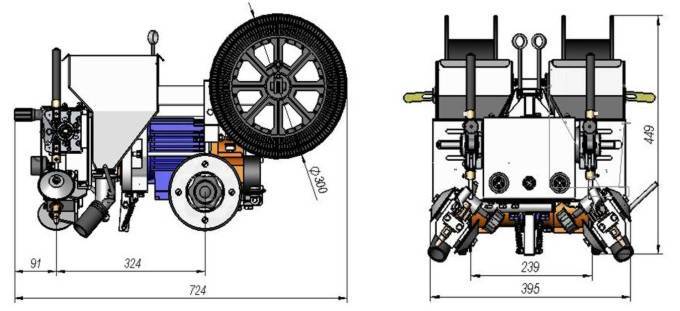
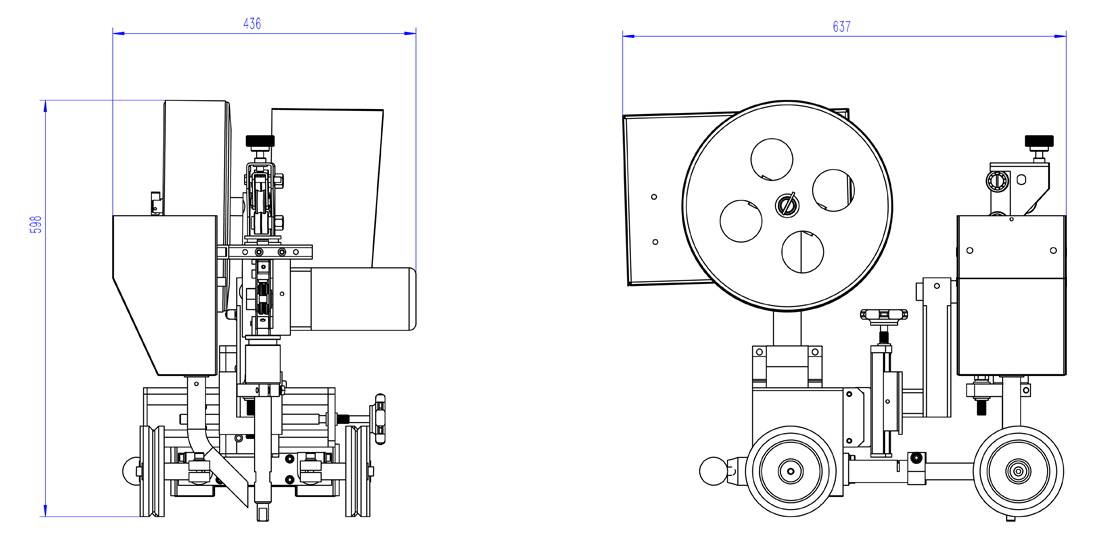
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Сварочные аппараты состоят из подающего механизма и роликов.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Режимы и особенности
Сваривание автоматическим методом происходит на повышенных токах. Это обеспечивает высокую скорость и эффективность процесса. Рекомендуемые параметры следующие:
| Диаметр проволоки, мм | Сила тока, А |
| 2 | 200-300 |
| 3 | 350-500 |
| 4 | 400-700 |
| 5 | 500-1000 |
Кроме этого, на каждый вид работы при задействовании автоматической сварки на трубопроводе, составляется технологическая карта, в которой указывается весь комплекс усилий и ресурсов, чтобы соединить один километр трубы. Сюда входят: трудоемкость (наличие определенного числа человек и дней на выполнение), выработка за одну смену, необходимость в кране (количество машин на смену), затрачиваемость энергетических ресурсов (тока и горючего), конкретные требования по сборке и сварке изделий, техника безопасности.
Благодаря автоматизации сварочного процесса ускорилось выполнение многих работ. Эти машины облегчают монтаж трубопроводов и других конструкций. А высокое качество швов позволяет использовать их на ответственных соединениях.
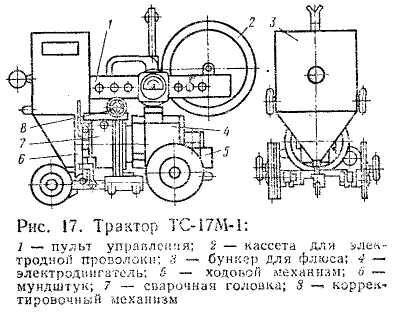
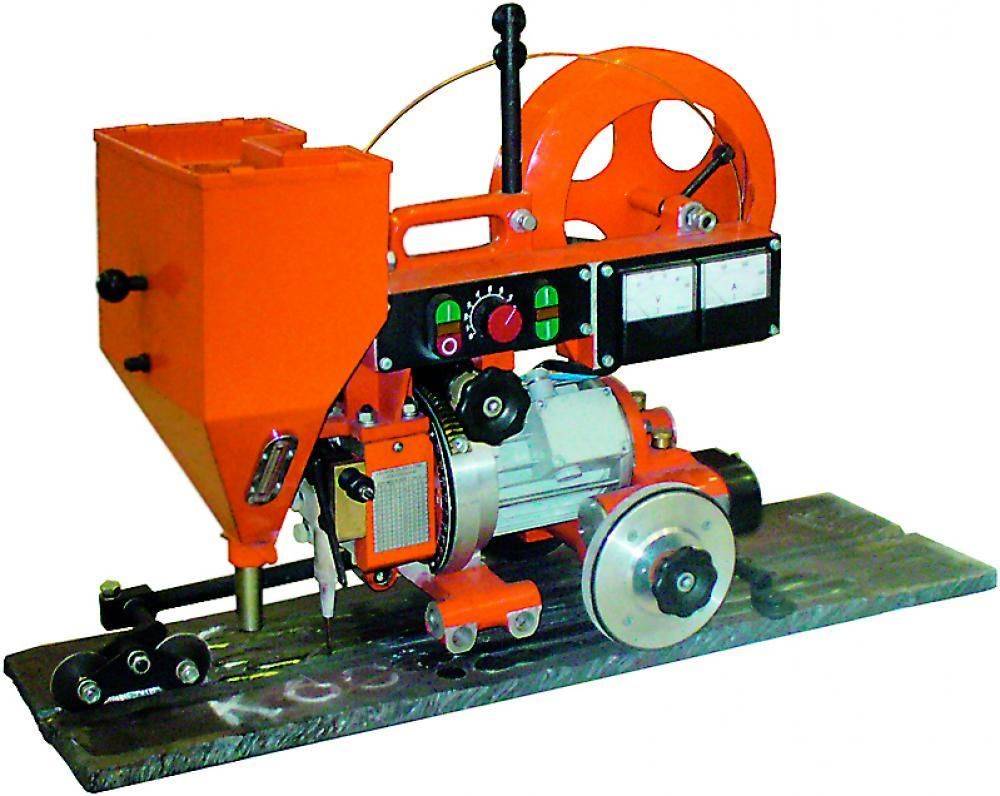
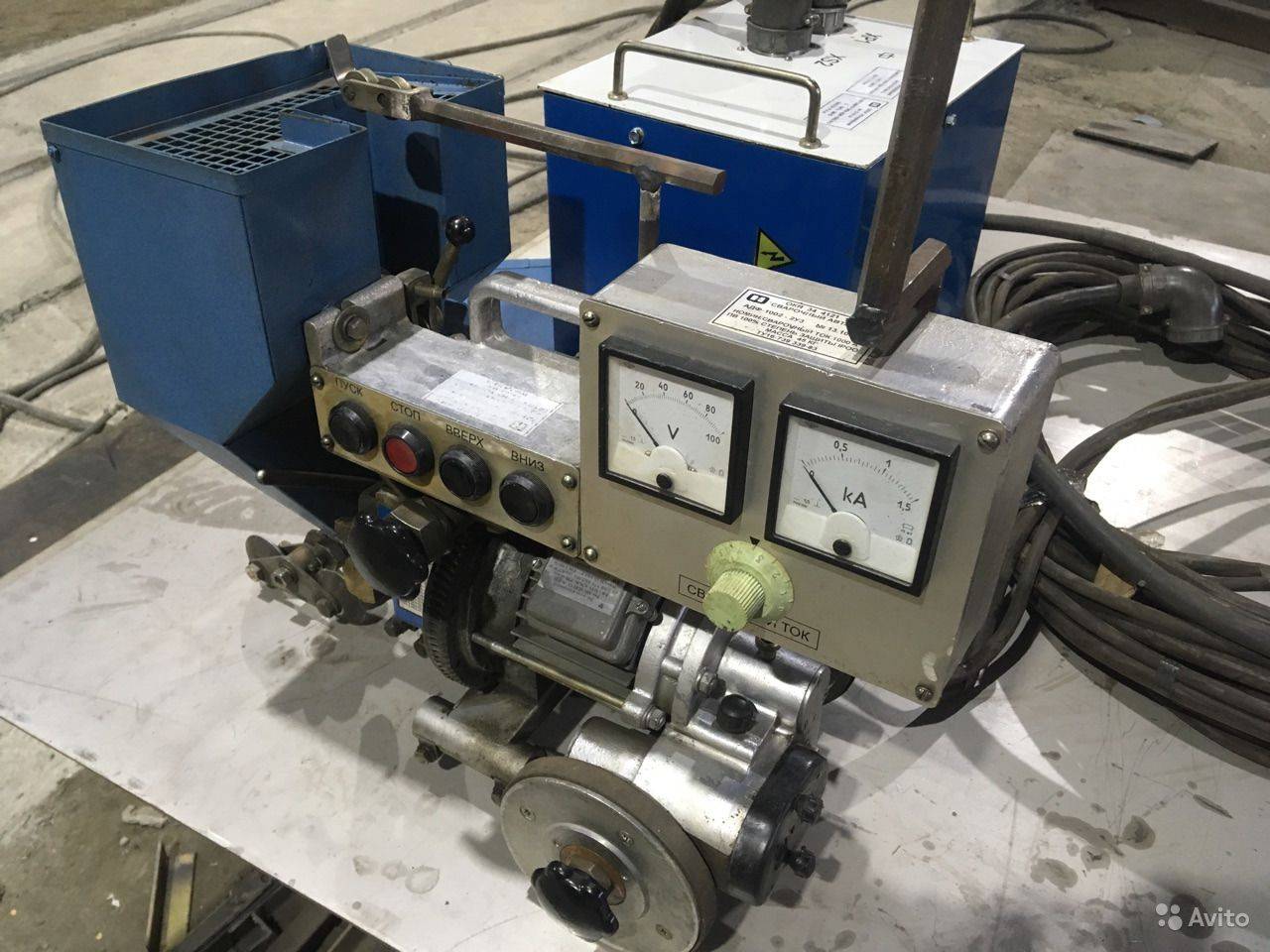
Наиболее распространённые модели сварочных тракторов
Сварочные трактора конструкции Института электросварки им. Патона (Украина) ТС-16 и ТС-17 выпускаются одномоторного исполнения, когда общий двигатель питает и механизм подачи проволоки, и самоходную тележку. Компактность устройства обеспечивается применением для несущих элементов лёгких сплавов. Имеется возможность для присоединения дополнительных узлов. Оборудование может работать с дугой как переменного, так и постоянного тока. Предельная сила тока (для ТС-17) составляет 1200 А, скорость сварки 16…126 м/ч, диаметр используемой проволоки 1,6…5,0 мм.

Сварочный трактор АДФ-1000 конструкции НПФ ИТС (Россия) отличается несколько меньшей мощностью (реализуемый ток – только постоянный, силой до 1000 А), но зато позволяет производить также и многослойную наплавку поверхности. Агрегат оснащён системой управления перемещением сменных колёс, а также цифровым регулирующим блоком. При диаметре используемой проволоки 2,0…5,0 мм обеспечивает скорость сварки в пределах 12…120 м/ч. Модификация АДФ-1002 позволяет работать в различных климатических условиях.

Сконструированный ЦНИИТМАШ сварочный трактор УТ-1250-3 работает по двухмоторной схеме. Агрегат рассчитан на токи до 1250 А, имеет возможность регулирования скорости подачи электродной проволоки. При диаметре проволоки 1,6…6,0 мм обеспечивает скорость сварки 10…80 м/ч.
Сварочные трактора модельного ряда ESАB (США) оснащаются различным количеством сварочных головок. В линейке такого оборудования имеются и типоразмеры с аккумуляторным питанием, что повышает мобильность техники. Реализуемые сварочные токи 600…800 А, при диаметре электродов 1,6…4,0 мм, и скорости сварки 60…100 м/ч. Работают только в паре с фирменными блоками питания.
Соединитель цепи. Делаем цепи длиннее
Монтёрские когти. Поднимаемся на электрическую опору









Роликовые опоры ОВА (с антидрейфом)
Опорный вращатель с антидрейфом ОВА предназначен для вращения особо тяжелых цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке.
Предусмотрены специальные отверстия для регулировки расстояния между центрами роликов в соответствия с диаметром обрабатываемого изделия.
Плавная регулировка встроенным преобразователем обеспечивает широкий диапазон скоростей вращения, высокую точность и большой стартовый момент.
Пульт управления прост и надежен. Специальные интерфейсы расположены в электрическом шкафу, который осуществляет связь с управлением сварочной колонны.
Существует возможность включения нескольких приводных опор от одного пульта д/у. Количество включаемых опор определяет Заказчик.
Роликовые опоры ОВС (самоподстраивающиеся)
Угол наклона роликовых пар автоматически подстраивается под диаметр обрабатываемого изделия. Все 4 ролика являются приводными. Материал роликов определяется заказчиком (полностью резировые, обрезиненные, полностью металлические, каучуковые, металлические с резиновым покрытием). Плавная регулировка встроенным преобразователем обеспечивает широкий диапазон скоростей вращения, высокую точность и большой стартовый момент. Пульт управления прост и надежен. Специальные интерфейсы расположены в электрическом шкафу, который осуществляет связь с управлением сварочной колонны. Существует возможность включения нескольких приводных опор от одного пульта д/у. Количество включаемых опор определяет Заказчик. Применяются для сварки сосудов переменного димаметра или в тех случаях, когда нужна быстрая перенастройка.
Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах. Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы. Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками. Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке. Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер. Наплавленный шов, как и в случае с насыпным порошком, нуждается в очистке. Аппараты могут работать перемещаясь на самом изделии или неподвижно, с прокруткой свариваемых частей под ними.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры. Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей. В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора. Автоматическая и полуавтоматическая сварка востребованы не только на крупных предприятиях, но в небольших фирмах. Ведь таким способом можно значительно повышать производительность и доходность. Некоторые умельцы смогли сделать самодельный аппарат на основе полуавтомата, который способен передвигаться по заданной траектории.
Какие бывают виды сварочных аппаратов
Класс устройства для сварки зависит от его цели использования и интенсивности выполняемых работ. В зависимости от области применения различают три основных класса аппаратов:
- Бытовые — эти агрегаты предназначены для домашнего использования, работ небольшого объема, с длительными перерывами между несколькими операциями. Такого типа аппараты подходят любителям и начинающим мастерам в сварке. Ток для сварки в пределах 120-200 Ампер.
- Профессиональные – обеспечиваю долгий беспрерывный режим работы в тяжелых условиях. Используется для качественной и надежной сварки. Чаще всего эксплуатируется работниками коммунальных служб для ремонта коммуникаций, труб и др. Сварочный ток в диапазоне от 200 до 300 А.
- Промышленные аппараты, применяются при больших масштабах работ и высоких требованиях к сварным швам. Благодаря своему устройству подходят для бесперебойного непрерывного использования. Значения сварочного тока составляют обычно 250-500 А.
Стоимость инверторов будет зависеть от их назначения и вида. Если вам необходимо выбрать сварочный аппарат для дачи, то, опираясь на приведенную выше классификацию, можно остановиться на первом или втором классе. Использовать для такой цели промышленный инвертор не стоит, он дорогой и громоздкий, в домашних условиях вы не сможете эксплуатировать его на всю мощность.
Вместо эпилога
Сварочные тракторы/каретки являются простым, но функциональным решением для выполнения дуговых сварочных работ в режиме автоматики. Они способны передвигаться по заранее выбранному пути либо по особым рельсам, что оставляет человеку лишь обязанность визуально контролировать производимую работу. Главная задача оператора – правильно и надлежащим образом выставить необходимые настройки в соответствии с выполняемой задачей. Всю работу аппарат сможет выполнить самостоятельно. Тип работы бывает абсолютно разным, поэтому и сами аппараты могут быть легкими и недорогими или громоздкими и дорогостоящими. Все же, правильнее утверждать, что сварочный трактор или каретка, в первую очередь, ориентированы на промышленные объемы производства.
Технология автоматической сварки
Главный узел аппарата – токопроводящая сварочная головка. Осуществляется подача:
- присадки;
- разряда, формирующего электрическую дугу.
Автоматическая сварка чаще производится с использованием присадочной проволоки, закрепляемой на бобине или катушке. За счет роликовой системы устанавливается траектория движения, скоростной режим. Предварительно присадка выпрямляется, затем поступает в направляющий мундштук, который в процессе работы размещается над рабочей зоной.
Автоматическим сварочным аппаратом дуга формируется по тому же принципу, что у ручного – при замыкании электрода на поверхности детали происходит пробой заряда. Контакт и электродуга расположены так, что присадка выполняет функцию короткого плавящегося электрода. За счет непрерывной подачи проволоки длина токопроводящего отрезка остается неизменной.
Сварочная зона обширная, зависит от марки оборудования. При правильной настройке не возникает перегрева металла или мундштука. Инверторный источник питания способен зажигать дугу без контакта дуги и заготовки. Когда длина электродуги фиксированная, исчезает риск залипания электрода при коротком залипании по капле. Металл стабильно поступает в ванну расплава. При падении капли проволока на холостом ходу движется назад, увеличивая дистанционный разрыв, необходимый для поддержания электроразряда. Вручную подобную стабильную работу обеспечить невозможно.
Укладка и кантовка изделий
При сварке крупногабаритных заготовок возникает необходимость вращения и перемещения собираемого узла. Существуют кантователи роликового типа и с цевочным зацеплением.
Встречаются установки с рычагами или цепными захватами. Детали фиксируются в заданном положении ручными или механическими приводами, после чего оператор начинает сваривать швы.
Оборудование оснащают неподвижными или регулируемыми упорами и зажимами, выпускаются универсальные манипуляторы, позволяющие работать с заготовками разного типоразмера.
Роликовые постели
Роликовые установки предназначены для сварки цилиндрических элементов. Колеса оснащены обрезиненным ободом для улучшения контакта. Один из роликов имеет силовой привод от электродвигателя или ручного редуктора, остальные опоры необходимы для позиционирования деталей в пространстве.
Роликовые постели предназначены для сварки цилиндрических деталей.
Вращатели для изделий
Вращатель (или карусельная установка) состоит из рабочего стола с вертикальной, наклонной или горизонтальной осью, не изменяющей положения в пространстве. Заготовки устанавливают на поверхности с помощью зажимов, частота вращения зависит от скорости сварки и особенностей технологического процесса. Для привода поворотного узла используют электрические двигатели с редукторами и гидравлические моторы (частота вращения зависит от давления жидкости).
Универсальные манипуляторы
Для позиционирования сварных конструкций в промышленном цикле используют универсальное оборудование стационарного типа, оснащенное литой или сварной станиной с жестким креплением к фундаментной плите. Внутри станины находятся электрические приводы, трансформатор и механизмы для подачи инертного газа и присадочной проволоки. Заготовки укладывают на рабочий стол либо планшайбу с канавками типа “ласточкин хвост”, предназначенными для монтажа упоров или зажимов.
Универсальные манипуляторы используются для позиционирования сварных конструкций.
Планшайба оборудована секторами с зубчатыми венцами и установлена на шарнире, допускающем отклонение стола. Часть манипуляторов оснащается системой регулировки положения поверхности по высоте. Встречаются бюджетные манипуляторы с ручным управлением, используемые для мелкосерийного производства.









Позиционеры для кантовки
Предназначены для поворота установленных заготовок в положение, обеспечивающее доступ электрода или сварочной головки к линии стыка. Оборудование состоит из станины и манипулятора с ручным, электрическим либо гидравлическим приводом. Детали крепят на поверхности планшайбы, которая может поворачиваться в нескольких направлениях (вручную или по заложенной в память программе).
Стандартный позиционер может перемещать сварной узел вокруг оси для сварки деталей по верхней и нижней поверхностям, а также поднимать и опускать изделие для заполнения металлом стыков на боковинах. Ручные установки оборудованы редукторами со стопорами, снижающими нагрузку на оператора при работе. При массе заготовок более 1500 кг используют электрический привод с постоянной скоростью движения (регуляторы скорости перемещения не предусматривают, шов выполняется движением электрода или головки вдоль линии соединения деталей).
Этапы выполнения точечной сварки
К ним относятся:
- подготовка кромок изделия под сварку;
- совмещение деталей в нужном положении и помещении их между электродами;
- нагрев изделия до состояния пластичности;
- деформирование.
Подготовка кромок под сварку заключается в зачистке их до металлического блеска и обезжиривания. Детали должны плотно прилегать друг к другу в процессе осуществления сварки. Для этого используют ручные тиски или струбцины.
К преимуществам относят:
- высокую скорость (некоторые аппараты позволяют совершать 600 соединений в минуту);
- отсутствие деформаций и короблений;
- нет необходимости использовать сварщика с высокой квалификацией;
- экономичность;
- возможность автоматизации сварочного процесса.
К недостаткам можно отнести большую трудоемкость сварки, невозможность получить герметичное соединение и невозможность применить этот вид сварки для нагруженных и силовых изделий.
Дефекты контактной точечной сварки
Все дефекты, которые могут возникнуть при контактной точечной сварке можно разделить на видимые и невидимые (внутренние). К видимым дефектам относят:
- трещины;
- прожоги;
- разрывы металла;
- вырывы точек;
- темную поверхность точек;
- вмятины;
- неправильную форма точек.
К невидимым дефектам относят:
- непровар:
- внутренние трещины, выплески, раковины и поры.
Этому способствует неправильно подобранная технология сварки, неправильная подготовка металла к сварке, недостаточное охлаждение электродов в процессе сваривания, износ поверхности электродов и другие факторы, которые негативно сказываются на качестве изделия. Выявить наружные дефекты можно сразу, а внутренние только специальными методами неразрушающего контроля, которые применяются на производствах, производящих изделия ответственного назначения.
Особой популярностью и хорошим спросом пользуются аппараты компании G.I.Kraft из Германии, сварочные аппараты BlueWeld, производимые в Италии, компании Forsage из Украины, мобильные аппараты «КРАБ» производителя из Украины и другие. Все они отличатся прекрасными качественными характеристиками, инновационными технологиями изготовления и высокой производительностью. Огромный ассортиментный ряд позволяет выбрать аппарат под конкретные нужды с превосходными характеристиками, который прослужит длительное время.
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
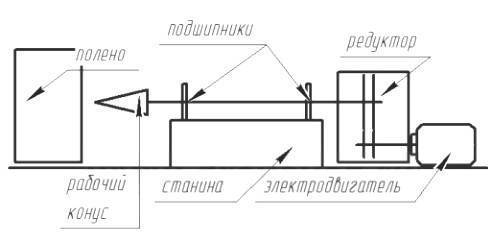
Сварочный трактор ТС-16-1
Агрегат предназначен для выполнения вертикальных сварных швов, оснащен автоматическим режимом сварки. При этом можно индивидуально задавать параметры сварного соединения, скорости движения трактора и подачи проволоки, объема наплавляемого металла. Это позволяет использовать оборудование данного типа во многих промышленных сферах.
После программирования цепи рабочих параметров агрегат начинает работать. Введение дополнительных параметров в процессе сварки уже не требуется. Все процедуры (передвижение установки, подача проволоки, расход флюса) выполняются полностью автоматически.
Преимущества автомата ТС-16-1
- Блок управления — микропроцессорный.
- Возможность плавной регулировки скорости передвижения агрегата, подачи проволоки.
- Возможность стабилизации скорости выполнения работ, подачи проволоки.
- Дистанционное управление — при помощи переносного блока.
- Предварительное программирование параметров сварки (напряжение, подача проволоки, скорость выполнения работ). Возможность корректировки установленных параметров в процессе выполнения сварочных работ.
- Аппарат оснащен лазерным указателем, предназначенным для визуального контроля расположения относительно шва электродной проволоки.
- Электронная цифровая индикация параметров сварки — напряжения, тока, скорости работ, периода растяжения дуги, заварки кратера.
- Дистанционное включение, последующая регулировка напряжения источника.
- Возможность регулировки (изменения) положения сварочной головки в пространстве.
- На агрегат можно устанавливать бункера различной вместимостью.
Недостатки оборудования
Как и любое технологическое оборудование, сварочный трактор имеет собственные недостатки.
- Необходимость точной настройки самой установки.
- Несмотря на то что оборудование отличается относительно небольшой массой, дополнительные нагрузки способны затруднить его эксплуатацию в определенных ситуациях.
- Существуют ограничения по диаметру кольцевых швов.
- Как правило, трактор может выйти из строя, остановив выполнение срочных работ.
Сварочный трактор — это сложное техническое оборудование, которое достаточно дорого стоит, поэтому является доступным только для производственных предприятий.
Преимущества автоматического метода
Сварочный станок, работающий в автоматическом режиме, отличается рядом преимуществ перед другими видами сварки. А именно:
- высокая производительность выполнения работ за счет увеличенной силы тока и скорости ведения шва, которая может превышать показатели других методов в 15 раз;
- хорошее качество соединения благодаря стабильность подачи присадки и постоянной скорости прохода всей линии;
- глубокое проплавление;
- работа с трубами больших диаметров;
- задействование меньшего количества сварщиков на одинаковый объем работ;
- более благоприятные условия труда для сварщика и меньший вред для здоровья, ввиду удаленности от источника излучения и дыма.
Быстрые режимы автоматической сварки под флюсом достигаются и за счет использования порошка, который подается в зону горения дуги из специального бункера по трубке. Количество высыпания регулируется широтой открытия заслонки. Внешне, флюс похож на круглые светлые шарики, мелкого гранулирования. Посыпание зоны сварки флюсом имеет следующие преимущества:
- исключает разбрызгивание металла сварочной ванны и присадочного элемента;
- придает стабильности дуге;
- задерживает процесс остывания сварочного шва, что улучшает его физические свойства;
- защищает сварочную ванну от взаимодействия расплавленного металла с кислородом;
- раскисляет металл и помогает качественней вплавляться легирующим элементам.
Сварочный трактор плавит часть порошка электрической дугой от проволоки, вследствие чего образуется небольшая корка на поверхности соединения. Другая часть порошка так и остается в виде гранул. После завершения шва требуется удаление слоя шлака молотком и щеткой по металлу. Очищенное изделие готово к покраске или обработке антикоррозийными составами.
Преимущества и недостатки
Сначала о плюсах. Главное достоинство трактора – стабильное качество, параметры поддерживаются стабильно в процессе сварки. Аппарат работает с заготовками любых размеров, толщины. Не требуется предварительной подготовки кромок, обеспечен быстрый розжиг дуги.
Из недостатков выделяют два фактора: сложность ремонта и большой вес оборудования. Еще один минус – высокая стоимость. Хотя окупаемость трактора краткосрочная, необходимо обладать финансовыми ресурсами для покупки агрегатов.
В целом при массовом производстве сварных изделий оборудование оправдывает себя за счет высокой точности швов и хорошей производительности.
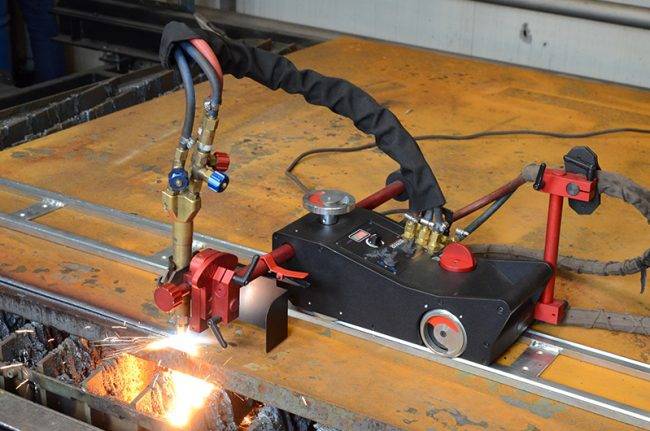
Несущая конструкция для механизации процесса сварки и резки GK-200
Несущая конструкция для механизации процесса сварки и резки GK-200 предназначена для автоматического перемещения сварочной горелки или резака во всех пространственных положениях по специальной жесткой или гибкой направляющей. При сварке корневых и заполняющих швов GK-200 обеспечивает колебательные движения горелки. Сварочные горелки установленные на голове осциллятора колеблются как маятник, или совершают тангенциальное движение, чтобы произвести стандартную угловую или шаговую модель сварного шва. Направляющая, по которой передвигается несущая конструкция, устанавливается так чтобы голова GK-200 перемещал голову осциллятора и сварочную горелку по необходимой траектории, причем направляющая надежно закреплена в точках, с использованием магнитов или ваккумных присосок. Голова осцилятора компактна, имеет легкий вес, долговечна, совершает возвратно-поступательное движение привода с переменной установкой данных хода, который приводит в движение сварочную горелку по маятниковой или тангенциальной траектории. Управление позволяет горелке совершать независимые временные задержки в трех положениях, с права, по центру и с левой стороны. Управление также связывает с помощью интерфейса и сварочное оборудование, чтобы произвести полностью автоматическую работу. Электронное управление позволяет выбрать форму колебаний.
![§ 127. автоматизация процесса сварки [1979 рыбаков в.м. - сварка и резка металлов]](https://snabkz.ru/wp-content/uploads/9/2/3/923f937220dac9f465396f45d6639851.jpeg)




Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.
При использовании автомата не нужно осуществлять операции вручную.
Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Рекомендуем к прочтению Как использовать ультразвуковую сварку Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
https://youtube.com/watch?v=y0BSMczH_Rs