Назначение протяжного станка модели 7555
Горизонтально-протяжной станок 7555 обладает тяговым усилием 1000 кН и возможностью установки заготовок с диаметром до 1500 мм. На данном оборудовании обрабатываются отверстия металлических деталей методом протягивания. Получение внутренних цилиндрических и фасонных отверстий, шлицевых и шпоночных пазов, винтовых канавок, зубьев в отверстии и других видов поверхностей протягиванием — это наиболее производительный способ, так как может заменить собой сразу несколько операций, такие как зенкерование, развертывание, нарезание зуба, фрезерование паза.
Читать также: Станок гнутик своими руками чертежи
Протяжные станки серии 7555 применяются для изготовления деталей в серийном и массовом производстве. Круглыми цельнолитыми или сборными протяжками на этих станках можно обработать отверстия от 10 до 90 мм включительно. Диаметр протягиваемого отверстия, глубина резания зависит от хода штока рабочего цилиндра и тягового усилия горизонтально-протяжного станка. На станке 7555 эти параметры равны 2000 мм и 1000 кН соответственно.
По заказу Покупателя станки могут быть оснащены приспособлениями (кулачками) и инструментом (протяжками) для обработки одной или нескольких определенных деталей. Для этого нужно передать нашим менеджерам чертежи данных деталей.
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
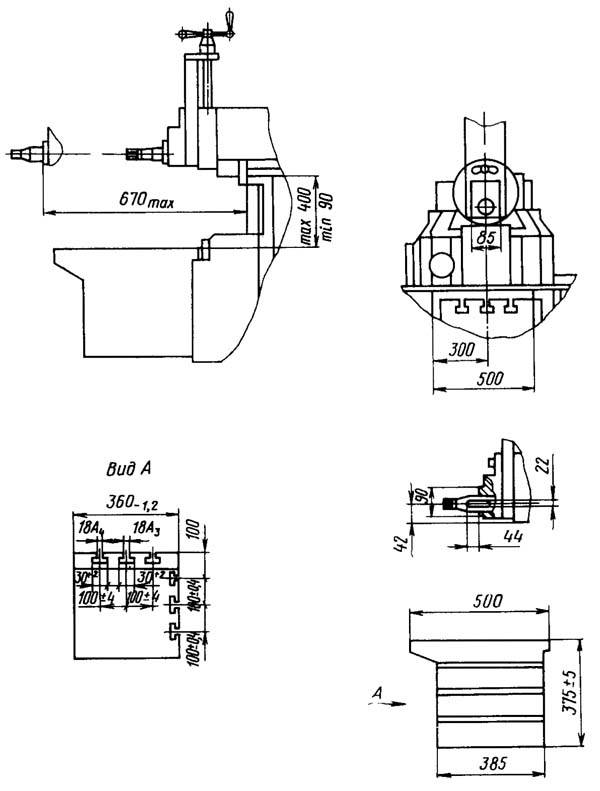
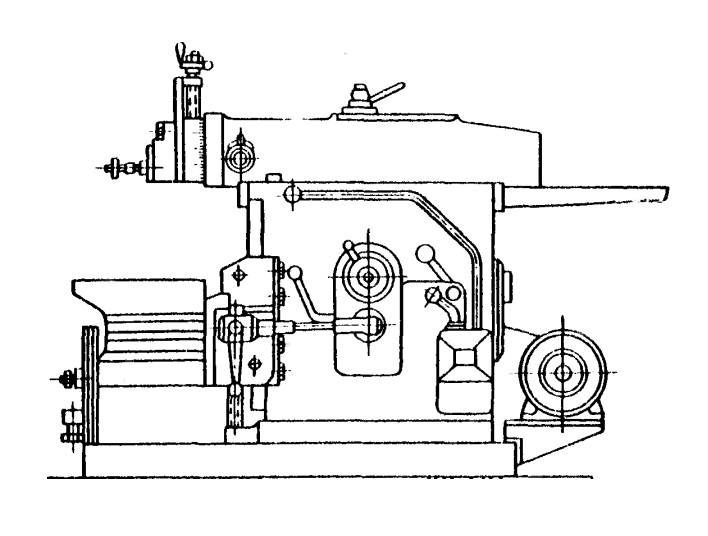
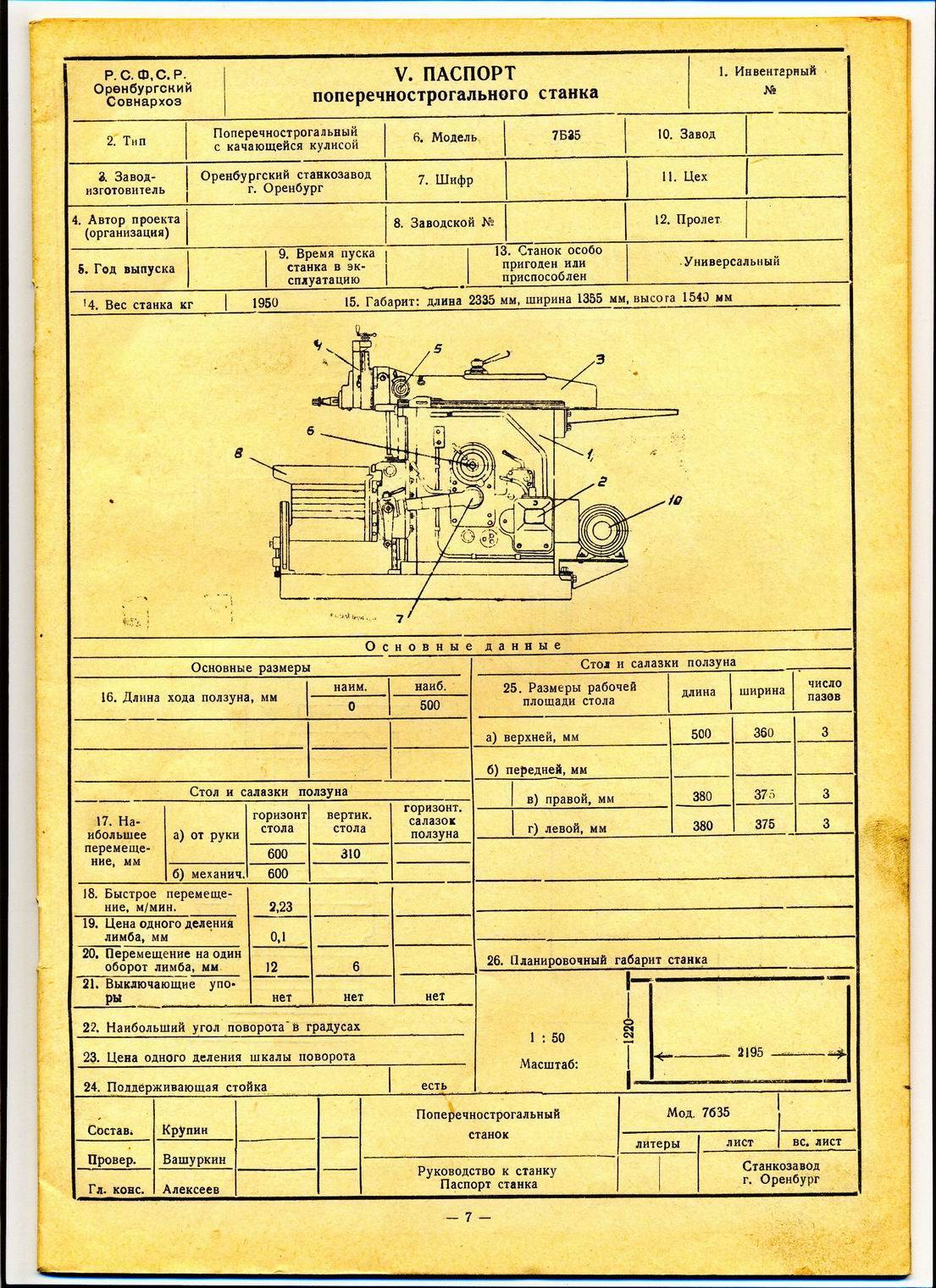
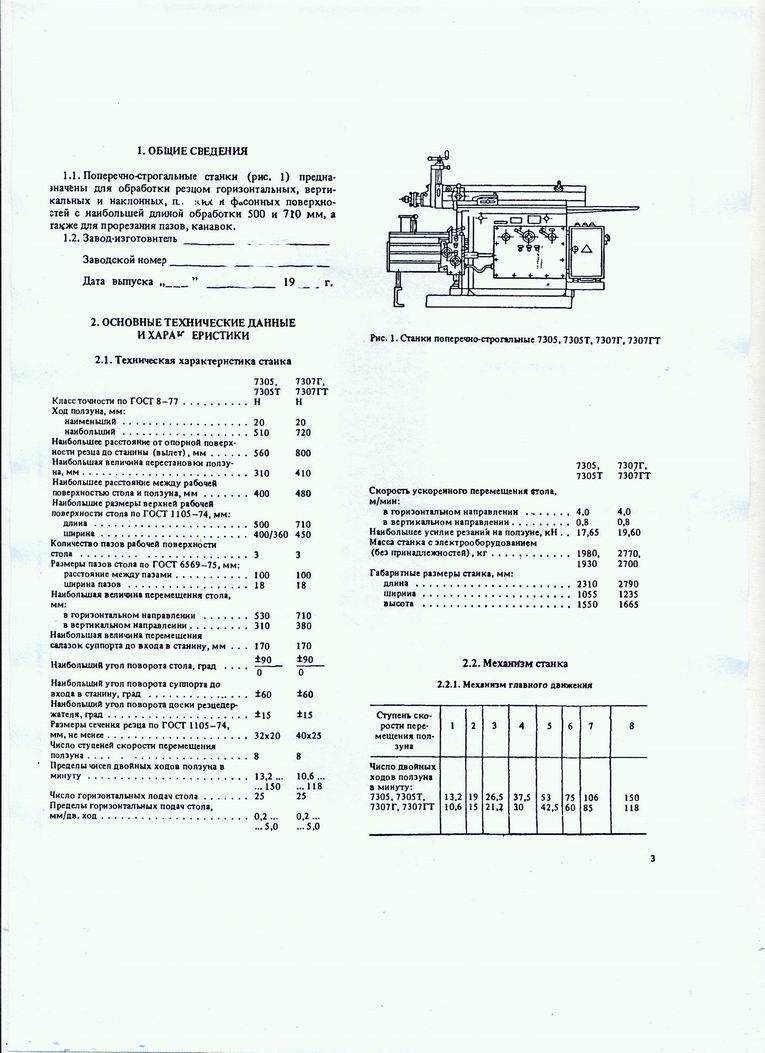
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
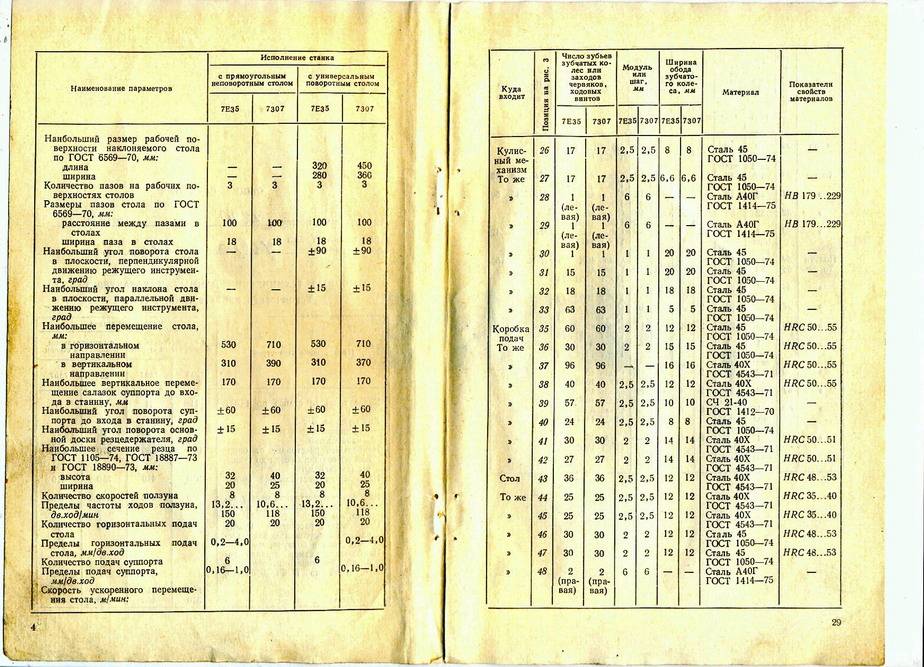
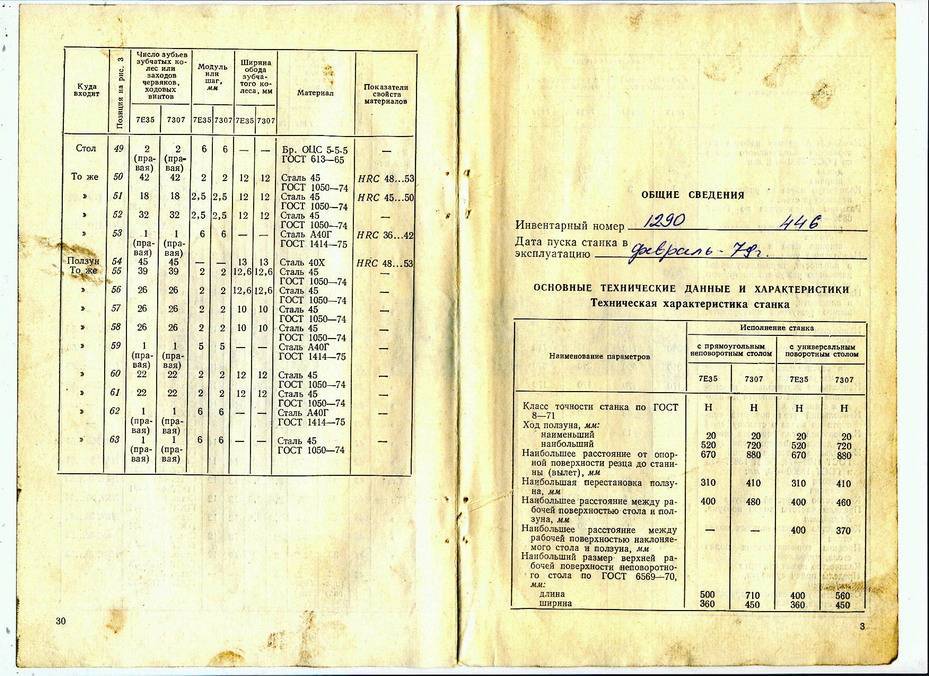
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).
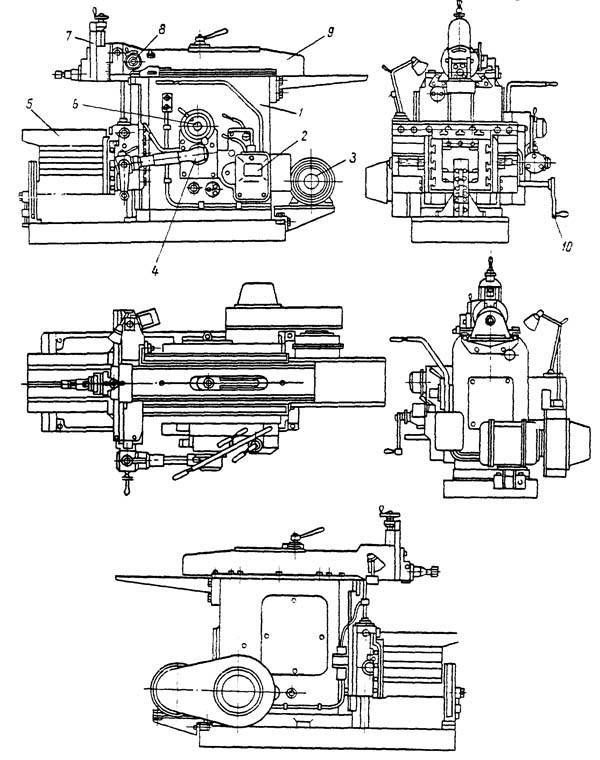
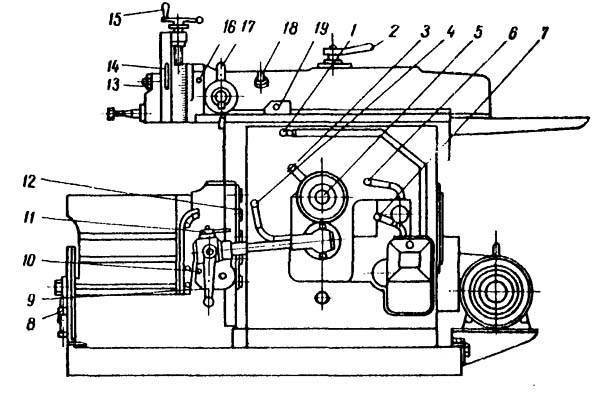
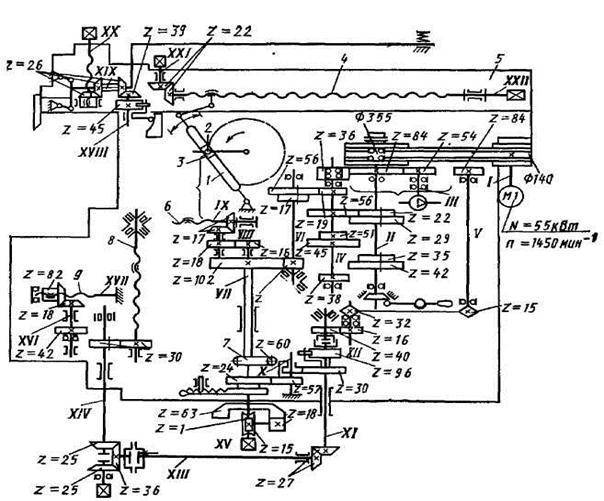
Кинематика станка (Рис.1 и рис.2)





Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
Опции, описания
Принцип работы:
- Столешницы, сиденья стульев и т.п. – для фрезерования таких заготовок в центре стола крепится шаблон требуемой формы, на шаблон укладывается заготовка и прижимается сверху центральным пневмоприжимом. Стол с заготовкой вращается – заготовка обрабатывается по всему периметру за один проход одним фрезерным агрегатом. Можно устанавливать несколько заготовок одновременно друг на друга.
- Ножки стульев, спинки стульев и т.п. – для продольного фрезерования таких заготовок по периметру стола крепятся шаблоны, на шаблоны укладываются заготовки и фиксируются специальными пневмоприжимами расположенными так же по периметру стола. Стол вращается, за 1 оборот обрабатывается несколько заготовок (в зависимости от их размера). Во время данной операции стол не останавливается, оператор успевает снять обработанное изделие и установить на его место новую заготовку, т.к. прижим заготовок осуществляется автоматически – это позволяет добиться высокой производительности.
Схема обработки:
Примеры обрабатываемых деталей:
Устройство
Фуговальный станок состоит из следующих элементов:
- Двигатель. Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами.
- Рабочий стол. Данный элемент состоит из задней и передней плит. Они изготавливаются из чугуна и оснащаются ребрами жесткости, обеспечивающими устойчивость рабочей поверхности. Края плит оборудованы накладками из нержавеющей стали. Они защищают рабочий стол от разрушения. Задняя плита находится на одном уровне с верхней точкой режущих лезвий. Передняя плита находится под задней, на расстоянии до 2 мм. Расстояние между уровнями зависит от того, сколько материала нужно снять при обработке деревянного изделия.
- Станина. Она изготавливается из прочных сплавов металлов. Эта деталь выдерживает вес станка и все усилия, возникающие при воздействии режущих элементов на поверхность заготовки. На станине располагаются валы с ножами, направляющие и крепления.
- Строгальный вал. Он располагается между задней и передней плитами. К валу крепятся лезвия одинаковой толщины. Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками.
- Направляющая. Она представляет собой узел, предназначенный для перемещения подвижных элементов станка и обрабатываемой заготовки. Направляющая крепится к станине при помощи болтов. Она может передвигаться в поперечном направлении.
- Круговое ограждение. Оно размещено на передней плите и плотно прилегает к направляющей. Круговое ограждение изготавливается из листовых материалов и защищает ножевой вал.
С помощью фуговального станка рекомендуется обрабатывать детали длиной от 1 до 1,5. Более длинные заготовки плохо закрепляются на рабочем столе и деформируются, что снижает точность реза и создает неудобства в процессе работы. Обрабатывать заготовки длиной меньше 1 м травмоопасно.
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).







Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
Эксплуатация оборудования
При эксплуатации станков необходимо соблюдать ряд правил:
- перед проведением работ нужно убедиться в надёжности крепления резца, а также заготовки;
- для предотвращения перегрева рабочего инструмента требуется стабильный подвод смазывающих или охлаждающих жидкостей;
- движущие части должны быть в защитных кожухах;
- не допускается обработка деталей, размеры или вес которых превышает технические требования производителя станка;
- до набора стабильной частоты оборотов к работе приступать запрещено;
- необходимо периодическое проведение техосмотров и обслуживаний;
- требуется поддержание механизмов в чистоте;
- для избегания замыкания в питающих цепях требуется обеспечить оптимальный уровень влажности в помещении.
Некоторые устройства оснащаются креплениями для одновременной фиксации нескольких резцов. Это позволяет проводить обработку сложных поверхностей с высокой производительностью, поскольку время на перестановку режущих инструментов не тратится. Бывают одно-, двух или четырёхсторонние крепления.
Превращаем строгальный станок в долбежный!
Резцы металлообрабатывающих станков
Резец – основной инструмент, использующийся в обработке металлических поверхностей. Резец незаменим для токарного производства, строгальных и долбежных работ.
Современные установки могут оснащаться несколькими резцами, что значительно ускоряет рабочий процесс и влияет на конечное качество изделия. Чем больше резцов установлено на станке, тем лучше для будущего изделия.
Модели станков различаются возможностью множественной установки резцов. Поэтому установки подразделяют на:
- односторонние;
- двухсторонние;
- четырехсторонние.
Геометрические параметры строгального резца Используемый инструмент напрямую влияет на качество резки и будущее изделие. Резцы кардинально различаются своими свойствами. Особенно важен материал режущей основы резца (головки). Не менее важны размеры стержня резца, а также его форма. Инструмент различают по типу и выбирают именно тот, что понадобится в той или иной работе.
Таких видов несколько:
- подрезной;
- проходной;
- фасонный;
- отрезной;
- чистовой.
Строгальные резцы
Сведения о производителе протяжного станка 7А510
Разработчиком и изготовителем горизонтально-протяжного станка 7А510 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
- 7А510 — станок протяжной горизонтальный 100 кН
- 7А534 — станок протяжной горизонтальный 250 кН
- 7Б55 — станок протяжной горизонтальный 100 кН
- 7Б56 — станок протяжной горизонтальный 200 кН
- 8В66 — станок отрезной круглопильный автомат Ø 280
- 8В66А — станок отрезной круглопильный автомат Ø 280
- 8Г662 — станок отрезной круглопильный автомат Ø 280
- 8Г663 — станок отрезной круглопильный автомат Ø 285
- 7523 — станок протяжной горизонтальный 100 кН
- 7534 — станок протяжной горизонтальный 250 кН
- МП8-876 — станок деревообрабатывающий комбинированный бытовой
- МП8-1540 — станок деревообрабатывающий комбинированный бытовой
Основные технические характеристики горизонтального протяжного станка 7А510
Минский станкостроительный завод имени С.М.Кирова. Начало серийного производства 1973 год.
- Номинальное тяговое усилие — 100 кН (10 тс)
- Наибольшая длина рабочего хода салазок (каретки) — 100..1250 мм
- Диаметр отверстия в планшайбе — 100 мм
- Скорость рабочего хода — 1,5..13,0 м/мин
- Скорость обратного хода — 25 м/мин
- Мощность электродвигателя привода главного движения — 14 кВт, 970 об/мин
- Масса станка — т
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.







2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).
Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
Принципы работы строгальных станков по металлу.
Движение происходит с определенной скоростью при условии использования гидравлического привода. В случае использования кулисно-кривошипного привода движения могут осуществляться с минимальной и максимальной скоростью.
Цикличность работы строгального оборудования заключается в чередовании рабочего хода и холостого. Во время выполнения рабочего хода происходит непосредственное соприкосновение с деталью, затем следует холостой ход, и действия повторяются. Большинство станков имеют низкую производительность за счет медленных циклических движений. Это позволяет добиться высокой точности и качества производимой продукции. При массовом производстве применяются станки, обеспечивающие значительно больший объем продукции: фрезерные, протяжные и шлифовальные станки.
Недостатки в работе строгальных станков заключаются в том, что при совершении поступательных и возвратных движений на холостой ход затрачивается внушительное количество времени, а развитие больших скоростей становится невозможным. Это происходит по причине инерционных сил, которые воздействуют при совершении холостого хода и трении ползуна и рабочей поверхности.
При выборе оборудования для обработки металла следует руководствоваться следующими моментами:
- конечная цель,
- предполагаемый объем
- ценовой фактор.
Стартовая цена на упрощенные модели будет начинаться от 50 тысяч рублей.
Строгальный станок — оборудование, используемое для обработки плоских, фасонных и линейчатых поверхностей методом долбления, еще их называют долбежными станками. Такие агрегаты применяются для формирования пазов, канавок и штампов на металлических и деревянных деталях в условиях индивидуального и мелкосерийного производства.
Читать также: Как заточить круг циркулярной пилы
В данной статье рассмотрены строгальные станки, мы изучим их конструктивные особенности, принцип работы и разновидности, а также узнаем, как можно сделать простейший строгальный станок своими руками.
Основные узлы и принцип действия
Поперечно-строгальный станок 7Б35 состоит из:
- приводного электродвигателя;
- клиноременной передачи;
- коробки скоростей;
- фрикционной муфты включения;
- суппорта с резцовой головкой;
- рабочего стола;
- механизма подачи стола;
- кривошипно-кулисного механизма;
- механизма вертикальной подачи суппорта;
- насосно-смазочной станции;
- станины.
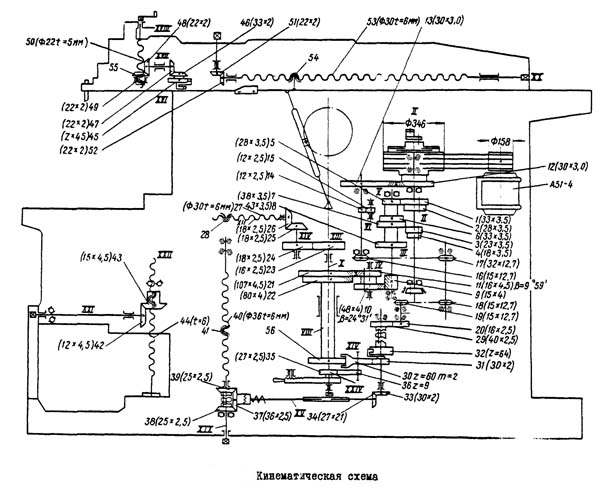
Кинематическая схема
Поперечно-строгальный станок может быть дообрудован поворотным устройством, который в основную комплектацию не входит. Поставляется также комплект быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепёжных элементов.
https://youtube.com/watch?v=Ut6E3fLi09k
Станок работает так. Крутящий момент от электродвигателя через понижающую передачу сообщается суппорту, при этом стол может передвигаться ускоренно. С этой целью кинематическая схема поперечно-строгального станка предусматривает специальную цепную передачу. Далее при помощи сцепной муфты, работающей без смазки, движение передаётся узлу главного движения. Посредством перебора вех восьми ступеней число ходов кривошипно-кулисного механизма может ступенчато варьироваться в пределах 12,5;17,7; 25;34,5;49;71;100 и 138. Число степеней механизма подачи — 16.
Использовать максимальные длины строгания при наибольших скоростях перемещения суппорта допускается только после проведения соответствующих расчётов. При превышении возможен обрыв кулисного пальца, а также ремней передачи. Слабым местом муфты является фрикционный диск с накладками из феродо: их стойкость при средних режимах эксплуатации станка не превышает 5…6 месяцев.
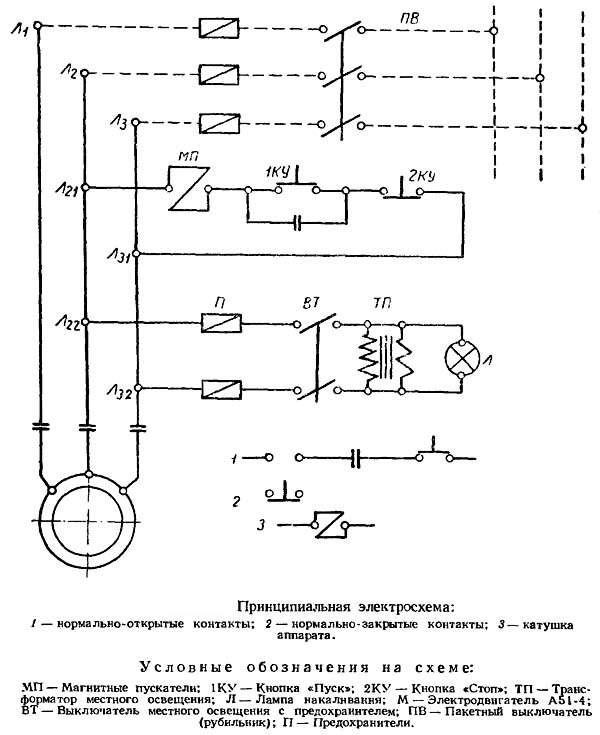
Электрическая схема принципиальная
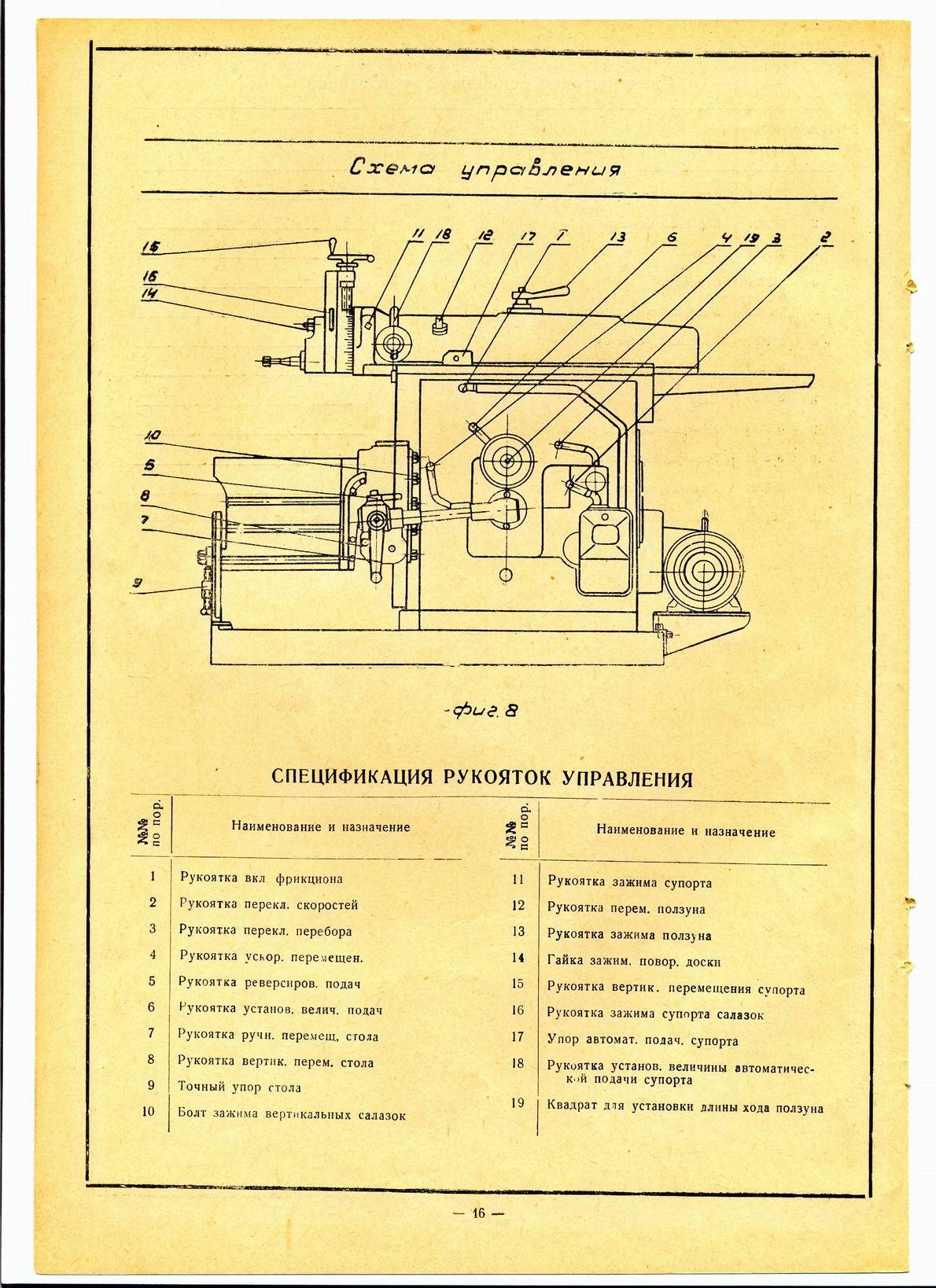
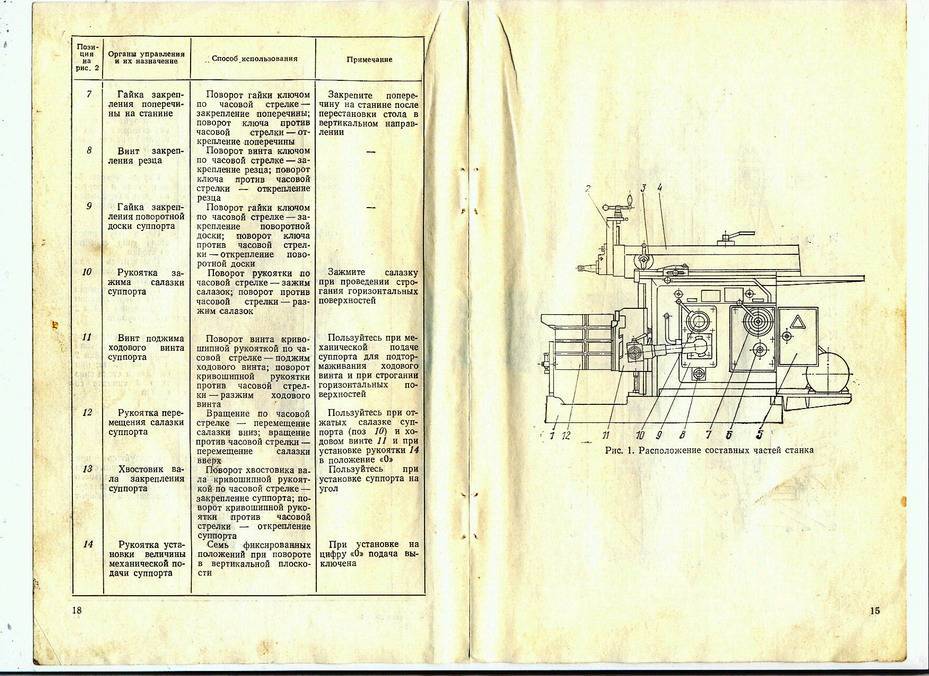
Схема управления поперечно-строгальным станком 7Б35 представлена следующими функциональными элементами:
- рукояткой включения фрикционной муфты;
- рукоятками управления зажимными устройствами на ползуне и столе;
- ключом, изменяющим положение ползуна;
- упором хода ползуна;
- рукоятками хода салазок на суппорте из холостого цикла в рабочий и наоборот;
- рукоятками включения и переключения механизма перебора.
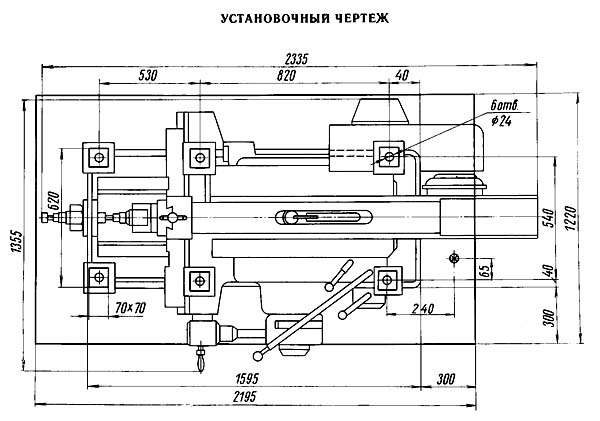
Установочный чертеж
В схеме предусматривается ускоренный холостой ход резцовой головки, что снижает непроизводительные потери времени при строгании.
В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается увеличенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жёсткость опорной поверхности.