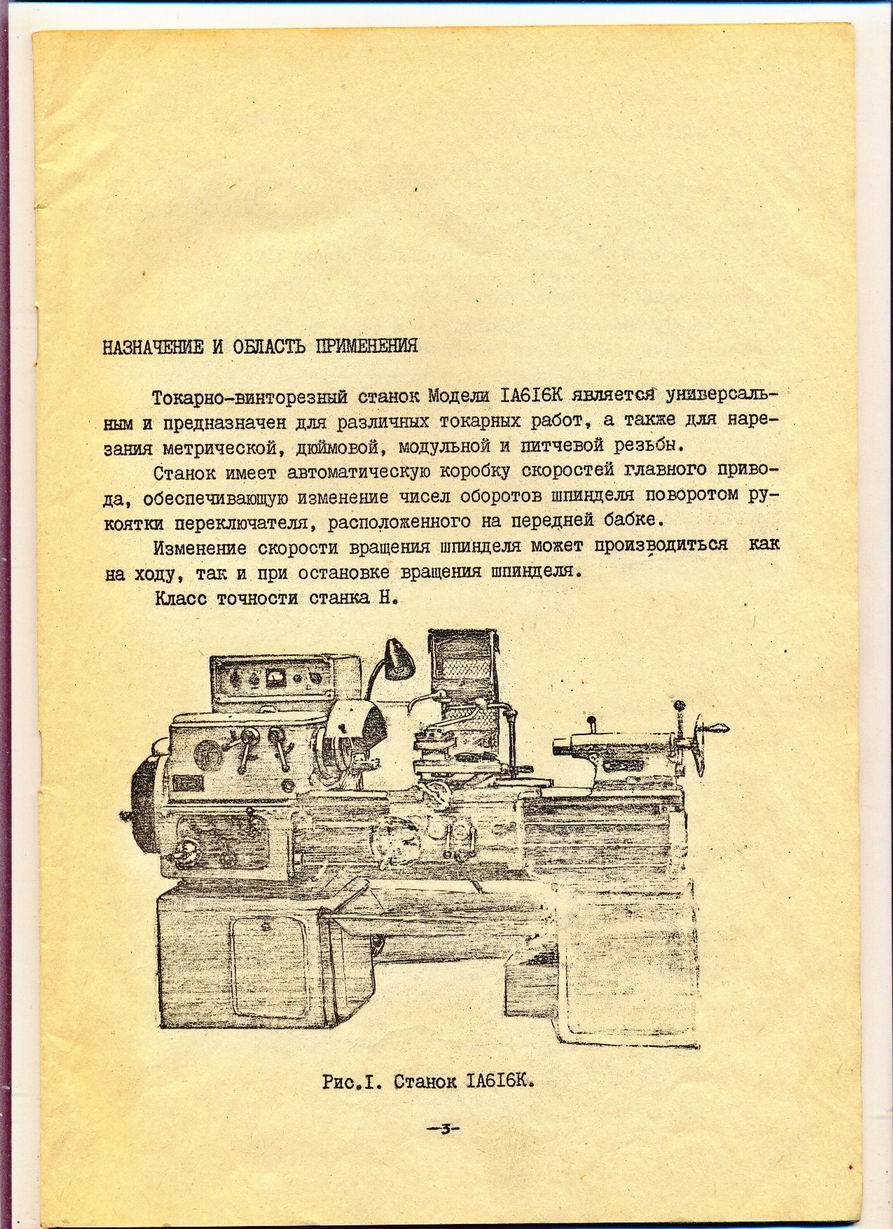
Технические параметры
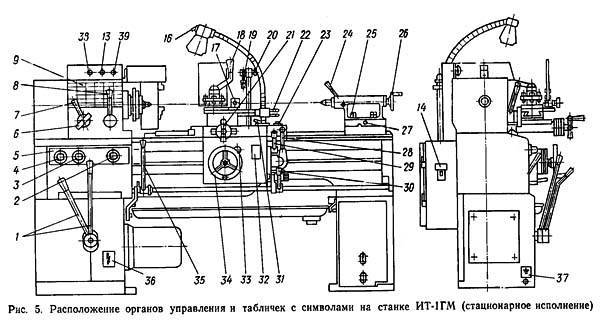
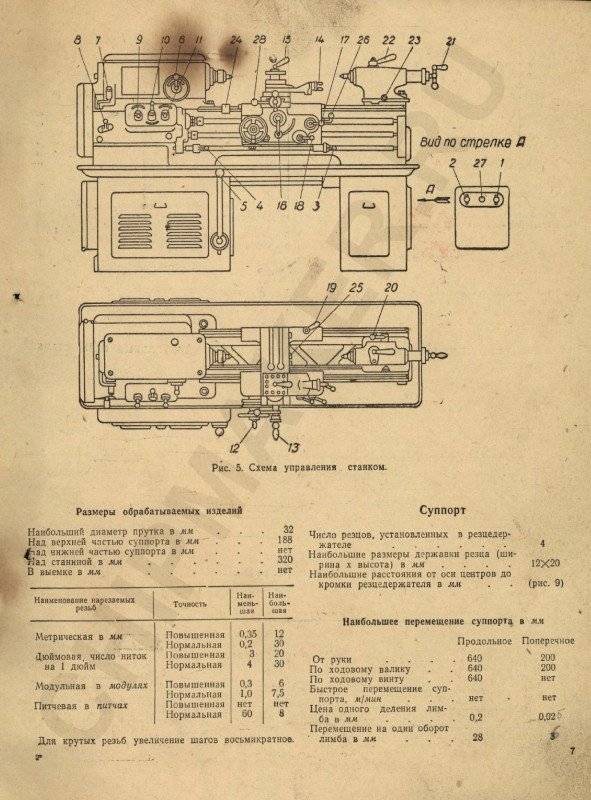
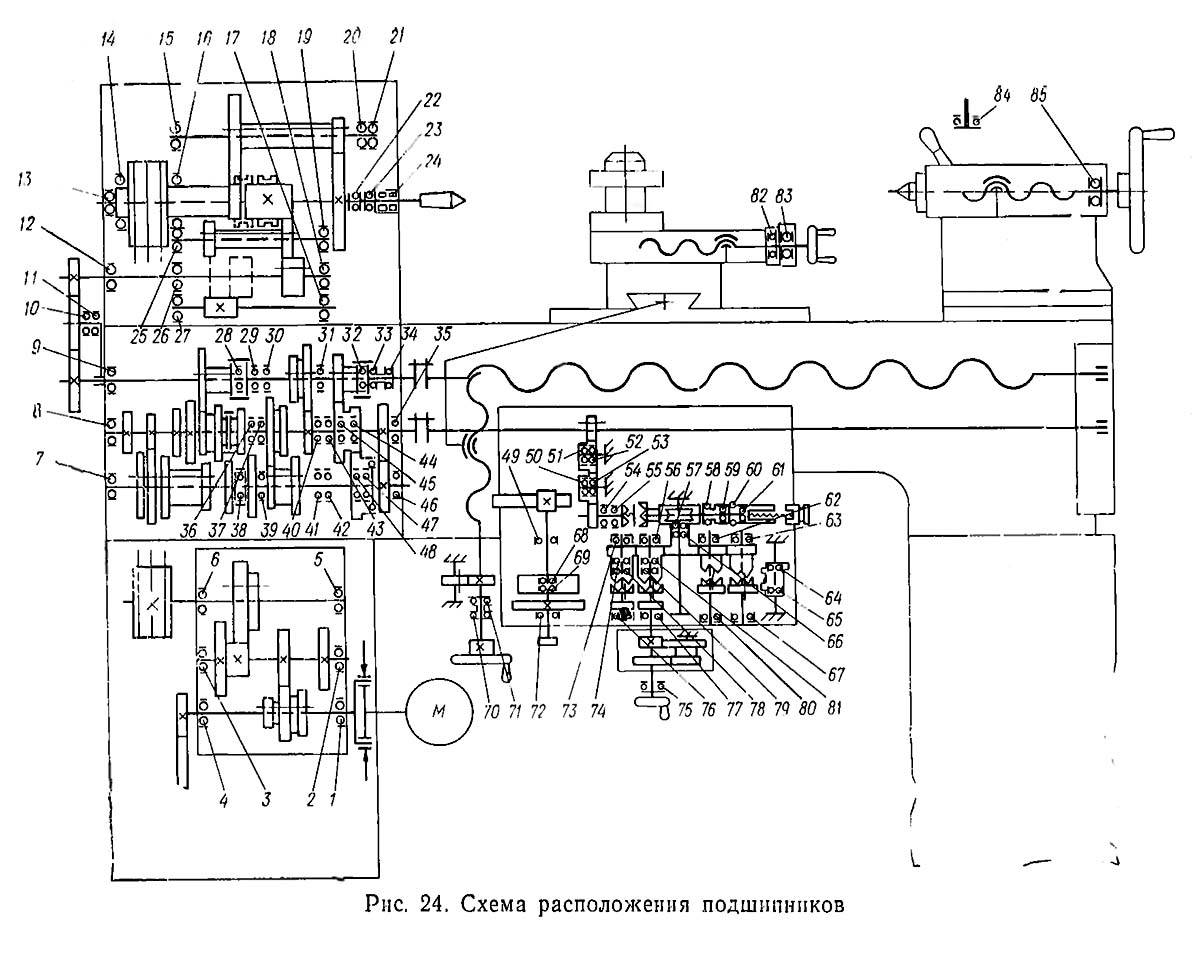
Расположение компонентов
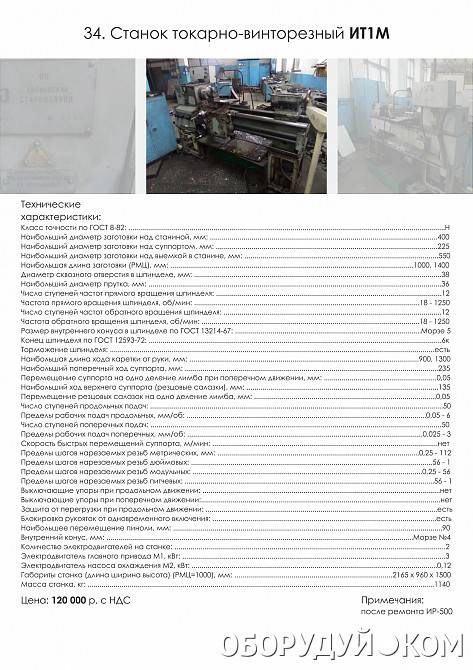
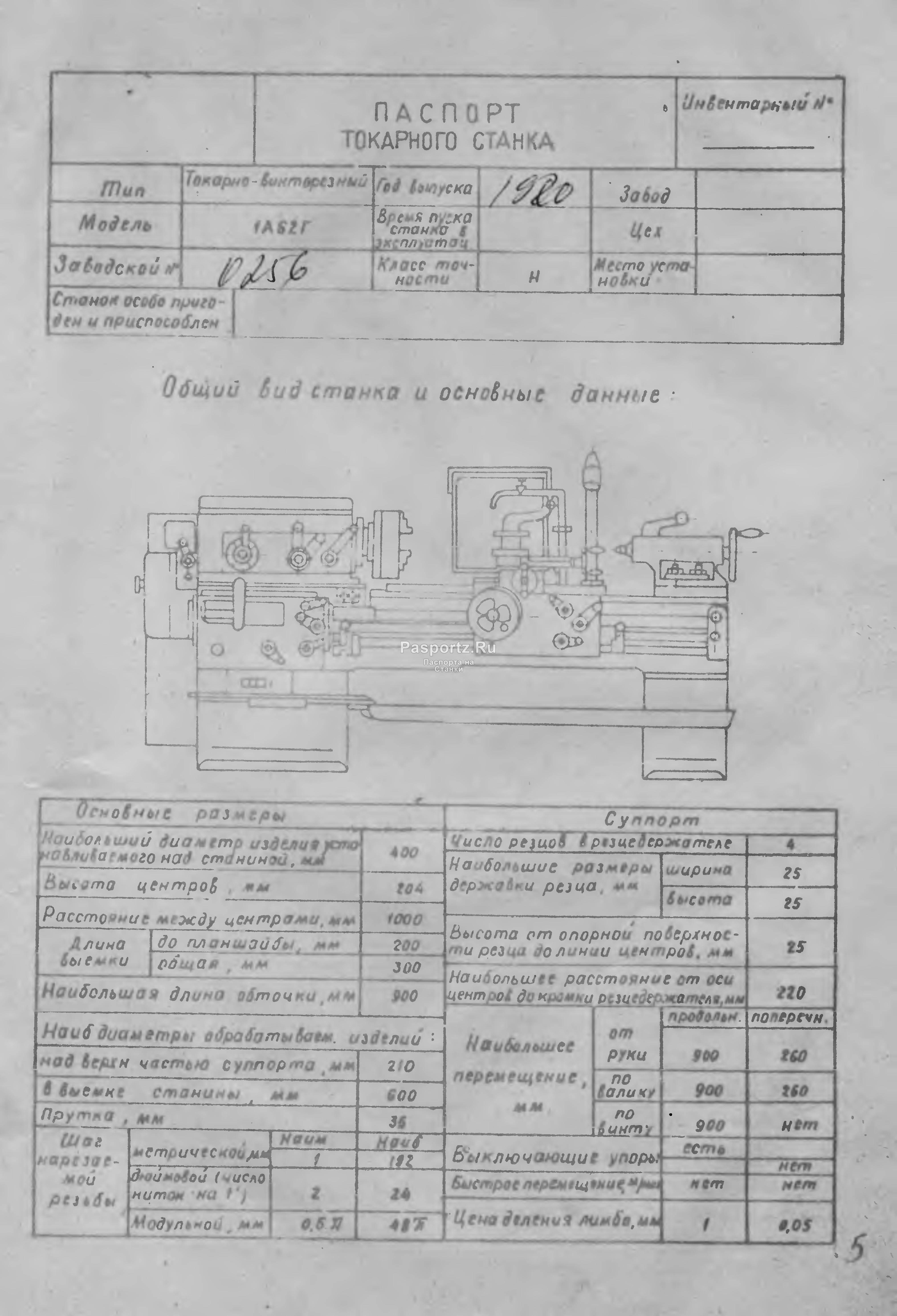
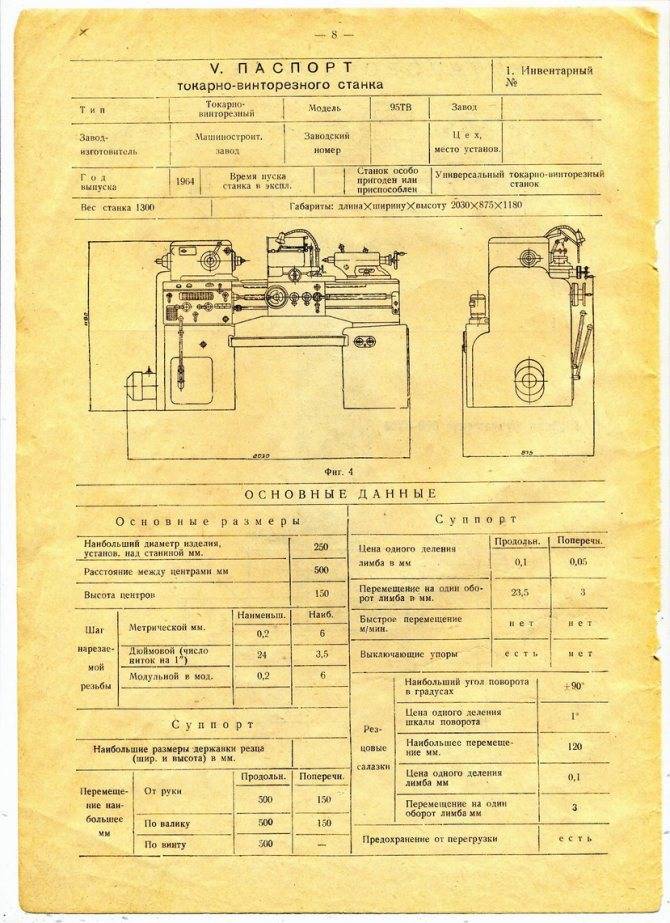
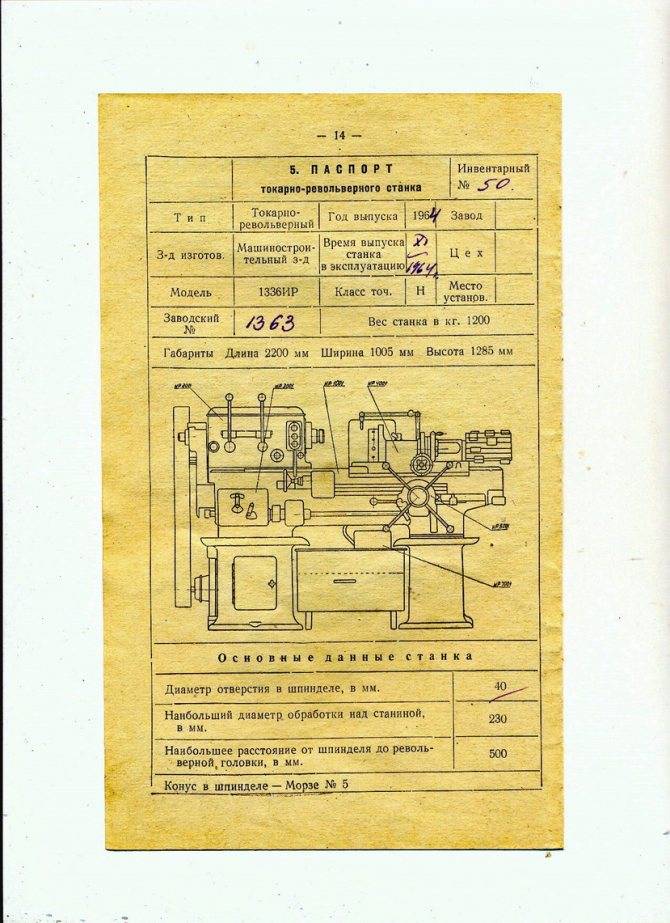
Так как станок серии ИТ-1М относится к разряду профессионального оборудования – следует рассмотреть его эксплуатационные параметры более детально. Для этого рекомендуется ознакомиться с паспортом, а также изучить фактические характеристики модели.
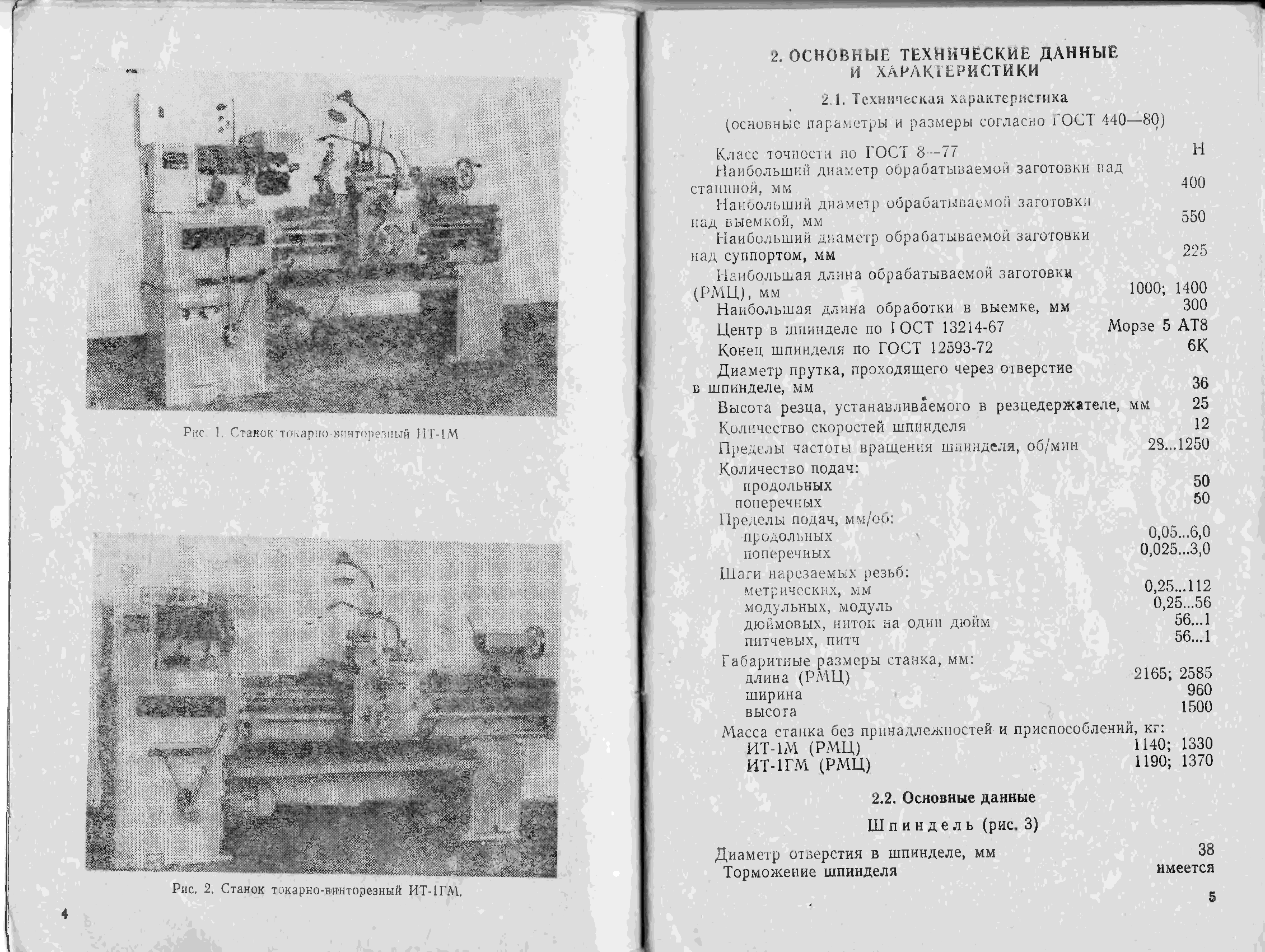
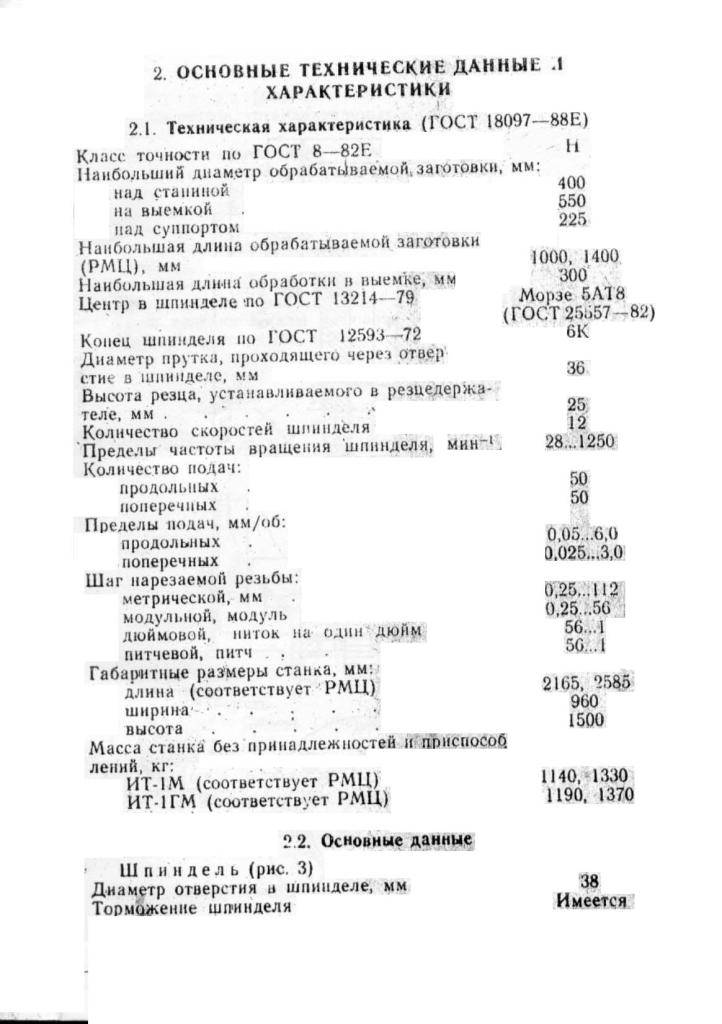
Изначально оборудование было рассчитано для эксплуатации в небольших помещениях. Поэтому его габариты достаточно невелики и составляют 216,5*96*150 см. Однако относительно большая масса 1140 кг способствует повышенной устойчивости конструкции при обработке заготовок большого диаметра. При этом возможность использования резцов из особых сортов стали рассматривается индивидуально для каждого случая.
Для токарного станка ИТ-1М свойственны следующие технические характеристики:
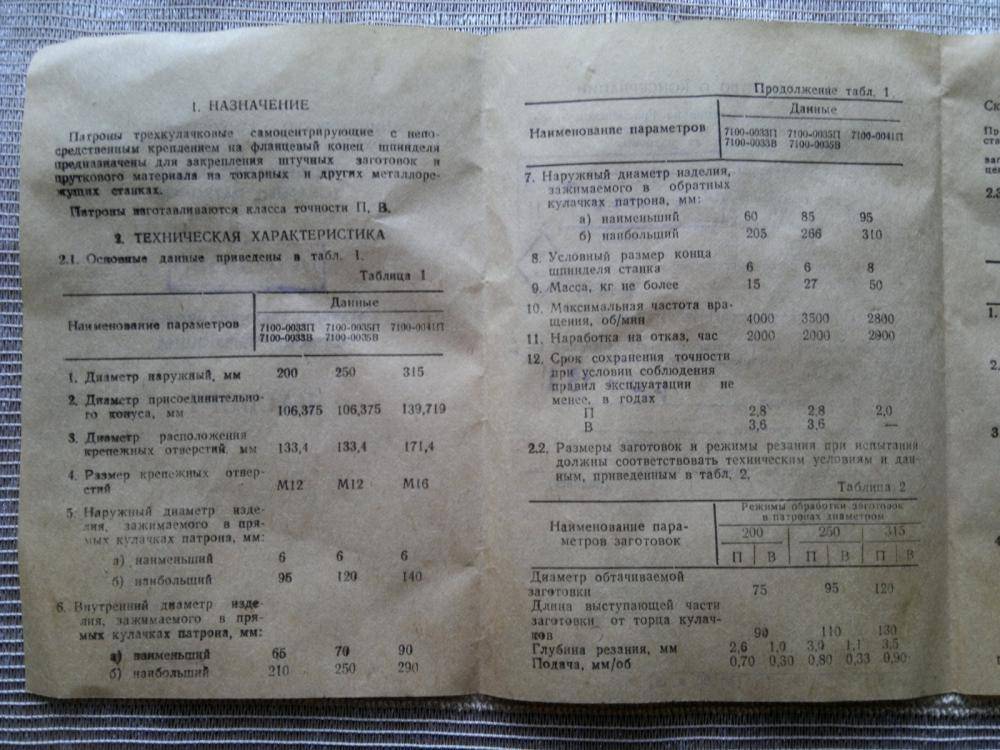
- максимально допустимые размеры заготовок. При закреплении на станине – до 40 см. Для фиксации над суппортом этот параметр не может превышать 22,5 см. Если же используется выемка, ограничение равно до 55 см;
- длина детали варьируется от 100 до 140 см;
- шпиндельная головка имеет сквозное отверстие диаметром 38 мм. При этом в него можно вставить пруток сечением до 36 мм;
- количество переключений ступеней частот вращения шпинделя – 12;
- частота вращения рабочей головки – от 18 до 1250 об/мин;
- каретка имеет ход от 90 до 130 см;
- ход суппорта станка ИТ-1М– до 23,5 см;
- продольные подачи имеют 50 ступней;
- смещение пиноли задней бабки – до 9 см.
В видеоматериале показан пример работы оборудования, подключенного к сети 220 В:
ИТ-1М Ейчанин
Всем Доброго дня !Уже давно хочу приобрести токарный станочек.Болею этим делом давно и неизличимо,опыта в токарке нет,но есть огромное желание научиться токарному ремеслу.Несколько месяцев сижу на данном форуме как наркоман на игле и соскочить уже не получится !
Перечитал и пересмотрел массу тем о токарных станках с целью выбрать подходящий мне станок, выбор встал между 1К62, ИЖ250 и ИТ-1М.
В процессе долгих поисков ничего путёвого не попадалось.
ИЖ250 попадались все раздолбанные,а если в хорошем состоянии то ценник как у самолёта!
1К62 тоже все полуживые,да и по энергопотреблению и габаритам он мне не совсем подходит (хотя если попадётся в хорошем состоянии и по адекватной цене обязательно куплю!).
ИТешки вообще мало попадались, и тоже все в тяжёлом состоянии.
Начитавшись форума сделал вывод,что ИТ-1М не славятся качеством сборки и изобилуют массой заводских косяков,(а особенно Ейские),но состояние данного станка и его цена не оставили мне выбора и я договорился о его покупке.Также не малую роль в покупке сыграли и характеристики станка которые сочетает в себе ИТ-1М
1.Небольшой вес(максимум 1200кг)
2.Скромные габариты(свободно заходит в любой гараж)
3.Небольшое энергопотребление(в пределах 3-4кВт)
4.Диаметр обрабатываемой детали которому позавидует даже 1К62 !
5.Простота и ремонтопригодность узлов станка.
6.Мобильность и неприхотливость.
Но и минусов конечно хватает:
1.Относительная точность изготовленных деталей(Иж 250 и 1 К62 конечно гораздо точнее)
2.Ненадёжность узлов(станок не предназначен для постоянной работы день в день )
3.Плохое качество заводской сборки.
4.Необходимость проверки и доработки узлов станка даже нового.
Сейчас встал вопрос с демонтажем и транспортировкой станка,а именно как это сделать.
Проблема в том,что станок находится в полуподвальном помещении здания которое было построено после установки станка.По этой причине есть два варианта :
1.Тащить его целиком по ступенькам на верх через двое дверей с поворотами и высокими порогами,что практически не реально.Затем погрузить на манипулятор и перевезти попав ещё на сумму доставки.
И вариант второй:
2. разобрать станок на месте, вынести его частями и перевезти его на своём прицепе к себе,а затем собрать его, попутно перебрав и промыв все его узлы.
Второй вариант мне больше нравится,тем более что я сэкономлю на транспортировке,но боюсь при разборке сбить настройки ПБ,ЗБ,суппорта и винтов подач.
Сейчас чешу репу как быть? Забирать станок планирую через пару дней ,тогда подробно его отфоткаю и выложу фото на обозрение.Изменено 2 января, 2021 пользователем LEX123rus
Правила и техника безопасности
Свод правил и требований к ходу производства работ, особенностям производства некоторых операций обработки приводится в документации к оборудованию. Некоторые пункты являются ключевыми, без их соблюдения работа со станком не разрешается.
- Задействованный персонал в обязательном порядке должен проходить вводный и периодический инструктаж, иметь соответствующую профессиональную квалификацию и допуски.
- Для персонала, занятого работой на станке — обязательна периодическая проверка знаний об оказании доврачебной помощи при травмах.
- Если в ходе первичной проверки состояния оборудования выявлены недостатки — следует остановить работу станка и сообщить руководству или иному ответственному лицу.
- В список средств индивидуальной защиты входят, кроме брюк и спецовки с длинным рукавом, защитные очки и берет. Использование комплектных защитных щитков станка также является обязательным.
- Станок ИТ-1М устанавливается на крепкий фундамент или иную горизонтальную опору, исключающую вибрации и обладающую достаточной жесткостью.
- Не допускается демонтаж штатных ограждений и систем безопасности, установленных на подвижных узлах станка.
- Так как станок представляет собой оборудование с использованием пожароопасных материалов, знание правил пожарной безопасности является обязательным.
Отдел подготовки кадров или ответственное лицо в цеху обязаны вести полный учет проводимых занятий и экзаменов по технике безопасности. Рационально проводить дополнительные инструктажи, касающиеся оптимального расположения работника возле станка.
Мастер или другой руководитель обязаны проверять состояние спецодежды задействованного персонала. Не допускается наличие свисающих частей, неплотно застегиваемых манжет, волос, выбивающихся из-под берета.
Основные конструктивные элементы станка
Самыми габаритными элементами конструкции станка ИТ-1М являются две его тумбы. Свободное место внутри таких тумб используется эффективно: в правой размещен бак для охлаждающей жидкости и насос для ее перекачки, в левую помещена смазочная система, и в ней же расположен редуктор с тормозом. Бак для охлаждающей жидкости оснащен двумя патрубками, один из которых предназначен для полного сливания жидкости, а второй — для обеспечения заполнения емкости до требуемого уровня.
Задняя бабка оборудования, как мы уже говорили, перемещается по специальным направляющим. После того как задняя бабка оказалась перемещена в требуемое положение относительно обрабатываемой детали, ее фиксируют при помощи специальной гайки, и только после этого начинают выполнять все работы. Передвижение пиноли, величина которой контролируется при помощи миллиметровой шкалы, обеспечивается за счет вращения маховика.
На станке ИТ-1М установлен редуктор шестеренчатого типа, который оснащен специальной муфтой. В нижней части данного устройства имеется отверстие, которое необходимо для слива масла из его тормозного отделения. Слив масла выполняется по мере необходимости.
Приведение в движение элементов коробки подач осуществляется от передней бабки. Система управления данной коробки включает в себя зубчатые колеса, кулачки плоской формы и различные рычаги. Для того чтобы воздействовать на рычаги, необходимо совершить манипуляции с соответствующими рукоятками, которые расположены на лицевой панели коробки подач.
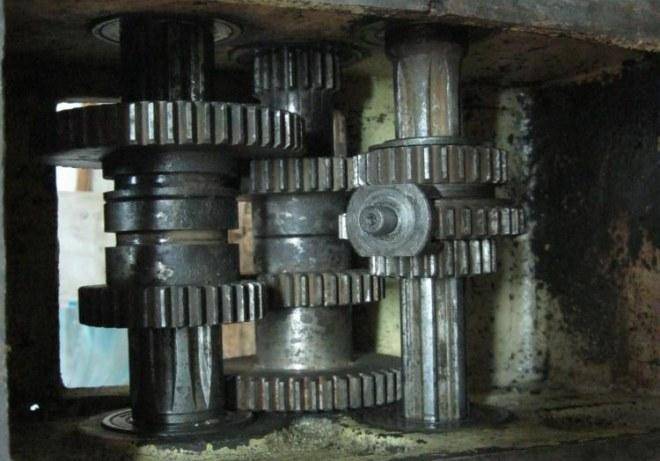
Коробка передач станка ИТ-1М
Характеристики суппорта станка формируются его конструкцией, которая включает в себя:
- верхнюю каретку;
- салазки для продольных и поперечных перемещений;
- узел для закрепления резца, который имеет поворотную конструкцию.
Поворот и фиксация узла для крепления резца осуществляется за счет использования одной рукоятки.
Продольное и поперечное движение суппорта оборудования обеспечивается за счет специального механизма, который расположен в фартуке станка. Такой механизм преобразует вращательное движение ходового винта в продольное и поперечное перемещение суппорта. В станке реализована эффективная система защиты, которая блокирует рукоятку ходового вала в тот момент, когда запускается ходовой винт. Такая характеристика защищает оператора от последствий одновременного включения вала и винта, что может быть небезопасно.



Система смазки данной модели включает в себя следующие элементы:
- фильтр;
- масляный насос шестеренного типа;
- патрон магнитного типа, который располагается в стакане сливного отверстия;
- емкость для размещения масла.
Насос для подачи смазочной жидкости приводится в действие от вала редуктора, вне зависимости от того, в какую сторону он вращается.
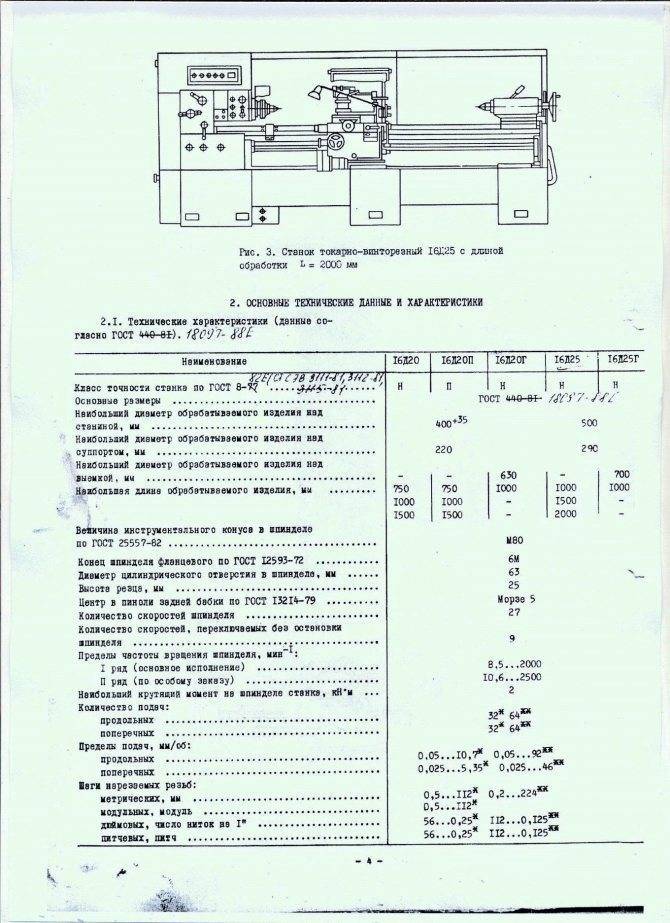
Технические характеристики станка 1и611пмф3
| Наименование параметра | ит42 | 1и611пмф3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 125 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 400 | 500 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 125 | |
| Наибольшее сечение резца, устанавливаемого в пазах инструментальной головки, мм | 20 х 20 | 20 х 20 |
| Количество сменяемого по программе инструмента | 8 | 4 |
| Шпиндель | ||
| Диапазон скоростей шпинделя, переключаемых по программе, об/мин | 0..3000 | 50..2000 |
| Количество скоростей шпинделя, устанавливаемый вручную, об/мин | 16 | |
| Количество рабочих скоростей шпинделя, переключаемых по программе | 8 | |
| Диаметр отверстия в шпинделе, мм | 32 | 25 |
| Размер внутреннего конуса шпинделя передней бабки по ГОСТ 25557-82 | Морзе 5 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Наибольший крутящий момент на шпинделе, Нм | 89,96 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Торможение шпинделя | имеется | |
| Реверсирование шпинделя по программе | имеется | |
| Диаметр стандартного патрона, мм | 160 | 160(СТ 160В-Ф4) |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта, мм | 470 | |
| Наибольшее перемещение поперечной каретки суппорта, мм | 173 | |
| Диапазон скоростей продольных подач при работе по одной координате, мм/мин | 3..2000 | 3..3600 |
| Диапазон скоростей поперечных подач при работе по одной координате, мм/мин | 1,5..1000 | 1,5..1800 |
| Диапазон скоростей продольных подач при работе по двум координатам, мм/мин | 3..1800 | |
| Диапазон скоростей поперечных подач при работе по двум координатам, мм/мин | 1,5..900 | |
| Скорость быстрых (установочных) продольных перемещений суппорта, м/мин | 8 | |
| Скорость быстрых (установочных) поперечных перемещений суппорта, м/мин | 4 | |
| Предельные значения шагов нарезаемых цилиндрических резьб, мм | 0,2..40 | 0,2..60 |
| Точность позиционирования по диаметру (оси X), мм | 0,05 | |
| Точность позиционирования по длине (оси Z), мм | 0,1 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 8 | 4 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 |
| Размер внутреннего конуса в пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 3 |
| Цена деления лимба, мм | 0,05 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Маяк 223МП | Маяк 221 |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания перемещения в продольном направлении (дискретность задания по оси Z), мм | 0,002 | |
| Дискретность задания перемещения в поперечном направлении (на радиус) (дискретность задания по оси X), мм | 0,001 | |
| Тип датчика обратной связи в приводе подач | ВЕ-178А | |
| Тип резьбонарезного датчика | ВЕ-178А | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 9 | 6 |
| Электродвигатель привода главного движения, кВт | 7,5 (М6) | 3,0 (М1) |
| Электродвигатель привода продольных подач, кВт | 0,55 (М8) | 0,48 (М5) |
| Электродвигатель привода поперечных подач, кВт | 0,55 (М7) | 0,48 (М6) |
| Электродвигатель револьверной головки, кВт | 0,12 (М5) | – |
| Электродвигатель привода пиноли задней бабки, кВт | 0,25 (М4) | – |
| Электродвигатель гидростанции, кВт | – | 3,0 (М4) |
| Электродвигатель станции смазки шпинделя, кВт | 0,09 (М1) | |
| Электродвигатель станции смазки узлов станка, кВт | 0,55 (М9) | |
| Электродвигатель обдува привода главного движения, кВт | 0,09 (М2) | |
| Электродвигатель насоса охлаждения, кВт | 0,18 (М3) | 0,12 (М3) |
| Габариты и масса станка | 2950 х 1800 х 1900 | 2900 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 2160 | 1400 |
Список литературы:
Станок специальный токарный с числовым программным управлением 1И611ПМФ3. Руководство по эксплуатации 1И611ПМФ3.00.000 РЭ, 1977
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Сферы применения станков
При помощи станка этой модели токарные операции могут выполняться при закреплении заготовки в планшайбе, патроне оборудования и в его центрах. Данный станок имеет облегченную конструкцию (общий вес 1140 кг), что и определило основную область его использования: небольшие ремонтные мастерские часто передвижного типа.
Что удобно, если на токарный станок ИТ-1М установить специальные приспособления, то на нем получится выполнять и отдельные фрезерные операции. В частности, на таком станке можно делать обработку различных пазов, плоскостей, осуществлять внутреннее и наружное шлифование, производить расточку негабаритных корпусных деталей. ИТ-1М в своей стандартной комплектации может использоваться для выполнения следующих технологических операций:
- расточных;
- обточных;
- сверления отверстий;
- операций торцевания.
Станку токарно-винторезной группы данной модели, в соответствии с требованиями государственного стандарта (8-82Е), присвоен класс точности «Н». На все источники электрического потребления данного станка напряжение подается от генератора, который приводит в действие традиционный автомобильный двигатель.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
ИТ-1М имеет определенные конструктивные особенности. К таковым, в частности, можно отнести:
- направляющие, по которым движутся рабочие элементы станка, имеют призматическую конфигурацию, они предварительно были подвергнуты термической обработке и отшлифованы;
- станина данного токарного станка получена методом литья, она имеет коробчатую форму, а для большей жесткости снабжена поперечными ребрами;
- вращение шпинделя может осуществляться в одном из 12-ти возможных режимов;
- основные механизмы станка располагаются в передней бабке: шпиндельный узел, коробка подач, блок зубчатых колес, механизм реверса подачи, узел для изменения шага нарезаемой резьбы и др.;
- перемещение задней бабки токарно-винторезного станка данной модели осуществляется за счет специальных направляющих, закрепленных на ее станине;
- вращение и точное расположение шпинделя обеспечивают две опоры, одна из которых (задняя) вращается на подшипниках шарикового типа, а вторая (передняя) — на двухрядных роликовых подшипниках с регулирующимся радиальным зазором;
- плунжерный насос, за счет которого обеспечивается смазка всех узлов станка ИТ-1М, размещен на лицевой части передней бабки;
- движение элементов коробки подач осуществляется за счет привода, размещенного в передней бабке данного оборудования, что и дает возможность использовать такое оборудование для получения резьбы;
- задняя бабка станка имеет возможность перемещаться по направлению, перпендикулярному к оси обрабатываемой детали, что дает возможность осуществлять на таком оборудовании обточку конусных поверхностей;
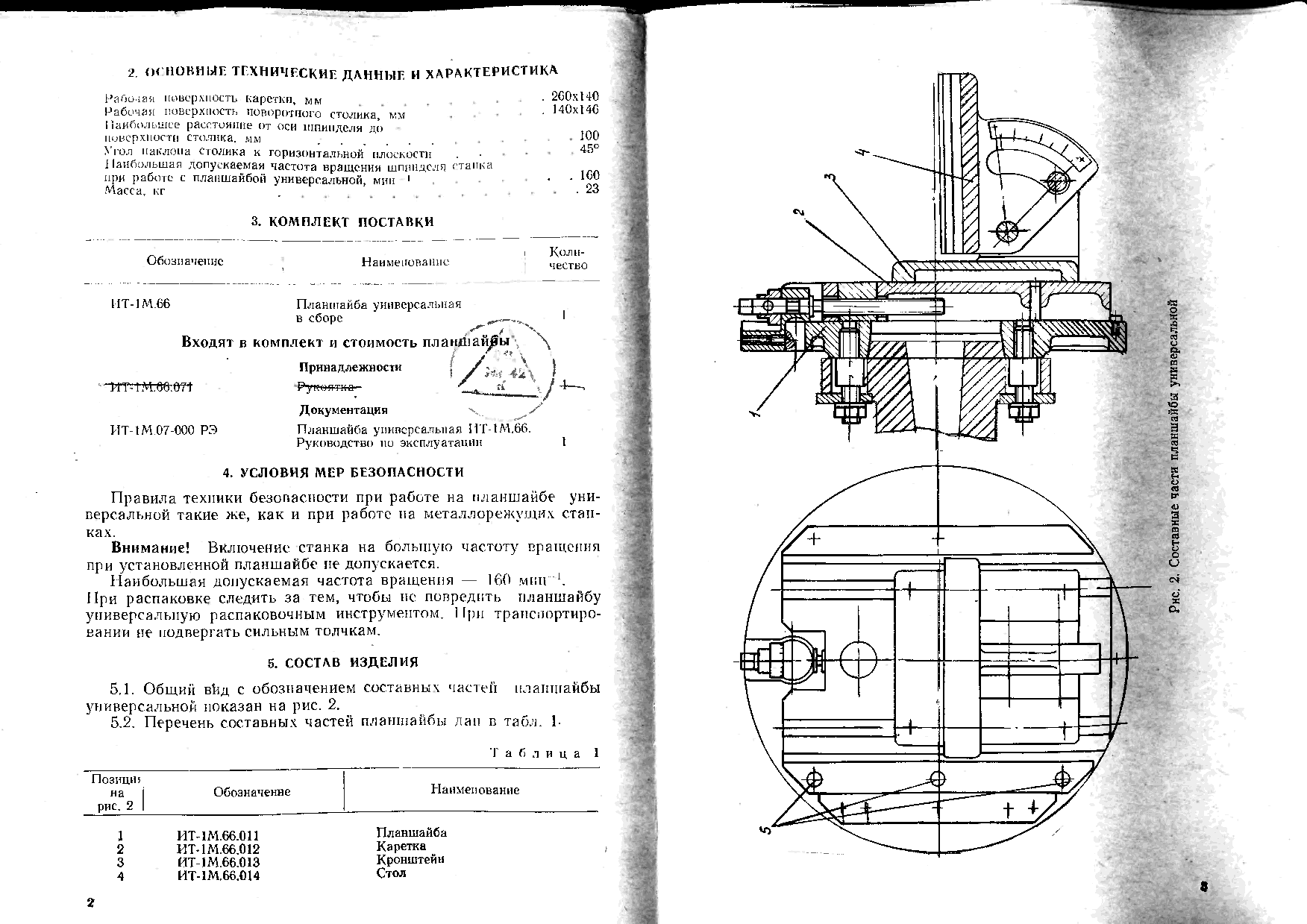
- если при обработке отдельных деталей кулачки патрона выступают за его наружный диаметр, то используется специальное ограждение, которое закрепляется при помощи прижимных механизмов.

Малая продольная подача с резцедержателем
ИТ 1М работа на станке
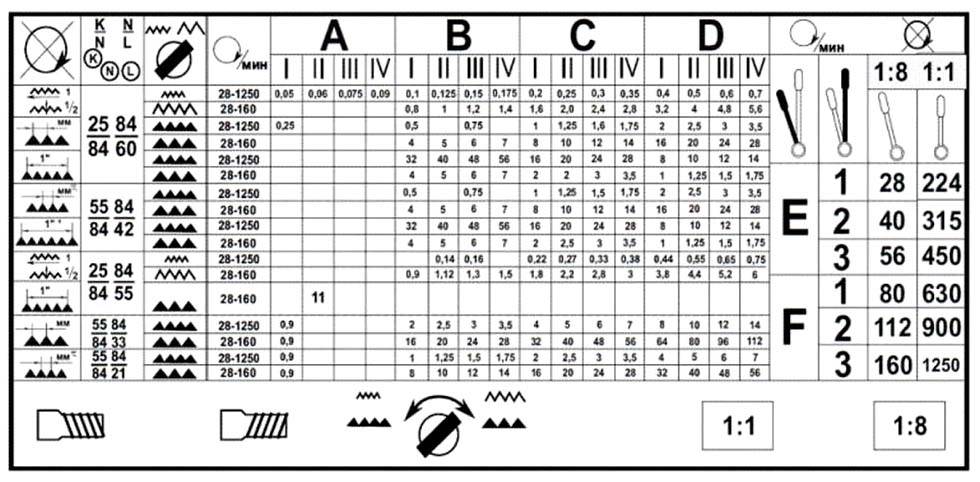
Настройка частоты вращения шпинделя
Настройка необходимой частоты вращения шинделя и данные для настройки различных подач при точении и нарезании резьб приведены в таблице, укрепленной на передней бабке. В таблице приведен и набор сменных шестерен при нарезке резьб.
Установка задней бабки
Смещение задней бабки на заданную величину (при обработке конусной поверхности в центрах) производится винтами с внутренним шестигранником, расположенным с двух сторон основания бабки.
Замер величины смещения бабки относительно основания осуществляется штангенциркулем по боковым платикам корпуса бабки и основания.
Нулевое положение бабки устанавливается совмещением боковых платиков в вертикальной плоскости.
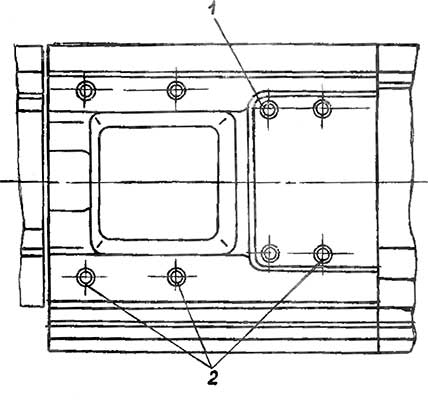
Рисунок 1 — мостик станины
Наладка на обработку
Наладка станка для обработки деталей диаметром до 550 мм (рис. 1). Для обработки деталей диаметром до 550 мм необходимо снять со станины мостик. Для этого нужно отвернуть винты 2 крепления мостика и удалить штифты 1.
Перед установкой мостика на станину необходимо тщательно протереть установочные места станины и мостика и убедиться в отсутствии забоин на них. Установить мостик на штифты 1 и поочередно, постепенно затянуть винты во избежание перекоса мостика.
Установка сменных зубчатых колес
Для настройки станка набором сменных зубчатые колес необходимо снять кожух, закрывающий коробку передач и отвернуть на один оборот гайку 1 и ось 4 (рис. 2) При этом промежуточное зубчатое колесо 3 можно будет легко передвинуть по пазу приклона.
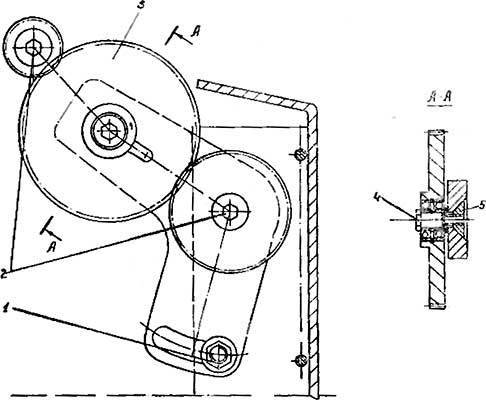
Рисунок 2 — установка сменных зубчатых колес
Отвернуть болты 2 и снять зубчатые колеса.
Поставить другие согласно таблице для настройки и закрепить их.
Подведя промежуточное зубчатое колесо к колесу коробки подач, закрепить его на приклоне, заворачивая ось в прижим 5.
Повернув приклон, подсоединить к другому колесу.
Необходимо следить, чтобы между зубьями колес имелся гарантированный боковой зазор. После чего закрутить гайку 1.
Подготовка к транспортировке
Для подготовки станка ИT-1M к походному положению необходимо:
заднюю бабку переместить на правую часть станины и зажать, пиноль бабки вдвинуть и зажать;
суппорт установить в правой части станины;
верхнюю каретку переместить по направляющим так, чтобы ось резцедержателя совпала с осью винта поперечной подачи;
зажать все шарнирные звенья арматуры освещения и трубопровода охлаждения;
нижнюю каретку суппорта зажать винтом;
ограждение патрона установить в рабочее положение, прижав угольник ограждения к верхней плоскости передней бабки, и зажать кожух винтом крепления;
зажать винты поворота и сдвига экрана.
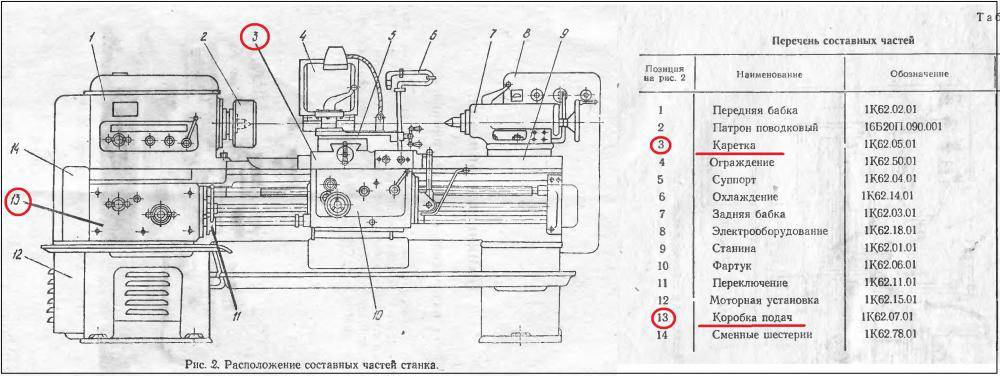
Перечень основных узлов
Станина токарного станка ТН-1М не имеет стоек, вместо них низкие широкие ножки. Основные узлы такие же, как крупных напольных токарно-винторезных станков:
- передняя – шпиндельная бабка;
- гитара;
- электропривод;
- суппорт;
- подвижная и неподвижная резцедержки;
- задняя бабка;
- подвижная резцедержка вмонтирована в каретку, и перемещается вместе с суппортом.
Цепь привода главного движения
Крутящий момент передается шпинделю от двигателя через клино-ременную передачу. Изменение скорости осуществляется перекидыванием ремня на нужный шкив, включая промежуточные. Всего частот вращения 9. Таблица переключений находится на корпусе передней бабки.


Цепь привода подач
Со шпинделя вращение передается на ходовые винты, проходящие вдоль станины. В фартуке крутящий момент превращается в поступательное движение суппорта. Первый вал используется для подачи во время обычного точения. Для нарезки резьбы используется второй вал. Изменение направления движения суппорта производится переключением зацепления на разные шестерни – одну и пару.
Кинематическая цепь револьверной головки
Перемещение револьверной головки ручное, осуществляется вращением штурвала, связанного валом с шестерней. Зубчатая рейка/. По которой она ездит, жестко закреплена на салазках. Барабан имеет 6 винтовых пазов, с помощью которых фиксируется барабан с инструментальным диском.
С маховичка через винт осуществляется перемещение подвижной резцедержки.
Неподвижная резцедержка
Неподвижная резцедержка перемещается механическим способом – продольно вместе с суппортом. Вручную движется в поперечном направлении.
Кинематическая цепь задней бабки
В торце задней бабки имеется маховичок. При вращении его вручную. Перемещается в корпусе задней бабки пиноль.
Важно! В модели станка Н-1М, имеющем круглую направляющую, задняя бабка не снимается
Схема кинематическая токарно-винторезного станка ТН-1
Кинематическая схема токарного-винторезного станка тн-1
Цепь привода главного движения токарного станка тн1
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Кинематическая цепь подвижной резцедержки станка ТН-1
Кинематическая цепь подвижной резцедержки станка тн-1
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Неподвижная резцедержка токарного станка тн-1
Толщиномер «ИТ-01». Купить у официального дилера. Выгодная цена. Доставка по Москве и России!
«АПЭЛ ИТ-01» — недорогой и простой прибор для замера толщины немагнитных покрытий на черных металлах. Способен измерять толщину ЛКП до 2000 микрон. Работает при температурах окружающей среды от -60 до +40 ºС. Оборудован светодиодным фонариком. С помощью «АПЭЛ ИТ-01» легко определить истинное состояние кузова автомобиля и с идеальной точностью убедиться в отсутствии или наличии дополнительных слоев краски и грунтовки.
Посмотрите видео — Как работает толщиномер «АПЭЛ ИТ-01»
6 причин купить «АПЭЛ ИТ-01»
- Широкий диапазон измерений. Измеряет толщины немагнитных покрытий на черных металлах от 0 до 2000 микрон.
- Функция непрерывного замера. Позволяет легко определять переходы перекрашенных участков. В данном режиме на индикаторе высвечивается толщина покрытия в измеряемом месте, которая динамически изменяется при перемещении датчика.
- Встроенный мини-фонарик. Позволяет провести подробный визуальный осмотр покрытия и самой машины при плохом освещение или в темное время суток.
- Удобство пользования. Измерительный датчик расположен в нижней части прибора. Благодаря такой конструкции, проведение измерений удобно — пользователь легко добивается устойчивого положения толщиномера и постоянного давления в области контакта. Также рядом с дисплеем расположена удобная панель управления работой толщиномера. Отличается малым весом — около 100 грамм.
- Работоспособность при низких температурах. Измеритель соответствует климатическому исполнению УХЛ, категория размещения 2.1 по ГОСТ 15150-69, что соответствует диапазону рабочих температур от -60 до +40 °С.
- Окупаемость. Благодаря отсутствию дополнительных функций стоимость прибора очень мала — он быстро окупается уже через несколько проверок.
Как работает толщиномер «АПЭЛ ИТ-01»
Принцип работы заключается в том, что при изменении толщины диэлектрического зазора в сердечнике дросселя изменяется индуктивность катушки дросселя. Это изменение фиксирует микроконтроллер и после обработки отображает на цифровом индикаторе в миллиметрах.
Для начала измерения толщины необходимо включить питание индикатора. Прилагая небольшое усилие, плотно прижать индуктивный датчик индикатора к измеряемой поверхности. На дисплее появится толщина измеряемого покрытия в миллиметрах. После измерения индикатор толщины можно отвести от измеряемой поверхности и прочитать показания на дисплее, которые будут соответствовать минимальной измеренной толщине в данной точке. Перед следующим измерением необходимо нажать кнопку сброса показаний.
Где может быть использован толщиномер «АПЭЛ ИТ-01»
Помимо всего прочего, толщиномер станет незаменимым помощником не только для автолюбителей, но и для тех, кто профессионально работает в различных сегментах автомобильного бизнеса. Сегодня такой прибор просто обязан быть в арсенале:
- автосалонов и продавцов подержанных автомобилей — для определения истинного состояния приобретаемой для перепродажи техники;
- автосервисов и СТО — для контроля качества кузовного ремонта и покрасочных работ;
- автомастерских, занимающихся гарантийным обслуживанием автомобилей — чтобы обезопасить себя от недобросовестных клиентов;
- предприятий, специализирующихся на экспертной оценке машин, в т.ч. страховых компаний — для максимально точного определения стоимости автомобилей;
- профессиональных детейлеров и полировщиков — для перевода услуг на научную основу и повышения их качества.
Если у Вас нет информации, какой должна быть толщина заводской краски проверяемого автомобиля, то рекомендуем воспользоваться таблицей толщин заводских красок автомобилей всех марок и моделей эксплуатируемых в России. Таблица составлена специалистами нашего магазина!
Технические характеристики «АПЭЛ ИТ-01»
| Диапазон измерения толщины | от 0 до 2000 микрон (от 0 до 2 мм) |
| Цена деления | 10 микрон (0,01 мм) |
| Источник питания | 2 элемента AAA |
| Напряжение питания (постоянное) | 3 В |
| Номинальный потребляемый ток | не более 60 мА |
| Габаритные размеры | 100 x 50 x 25 мм |
| Масса | 100 грамм |
| Полный срок службы (без учета элементов питания) | не менее 10 лет |
Инструкция по эксплуатации «АПЭЛ ИТ-01»
Руководство по эксплуатации толщиномера «АПЭЛ ИТ-01»
Товар относится к категории приборы для измерения толщины краски. Его можно найти по запросам толщиномер краски автомобиля, толстомер, краскомер для авто, измеритель толщины лкп.
Назначение, функциональные возможности
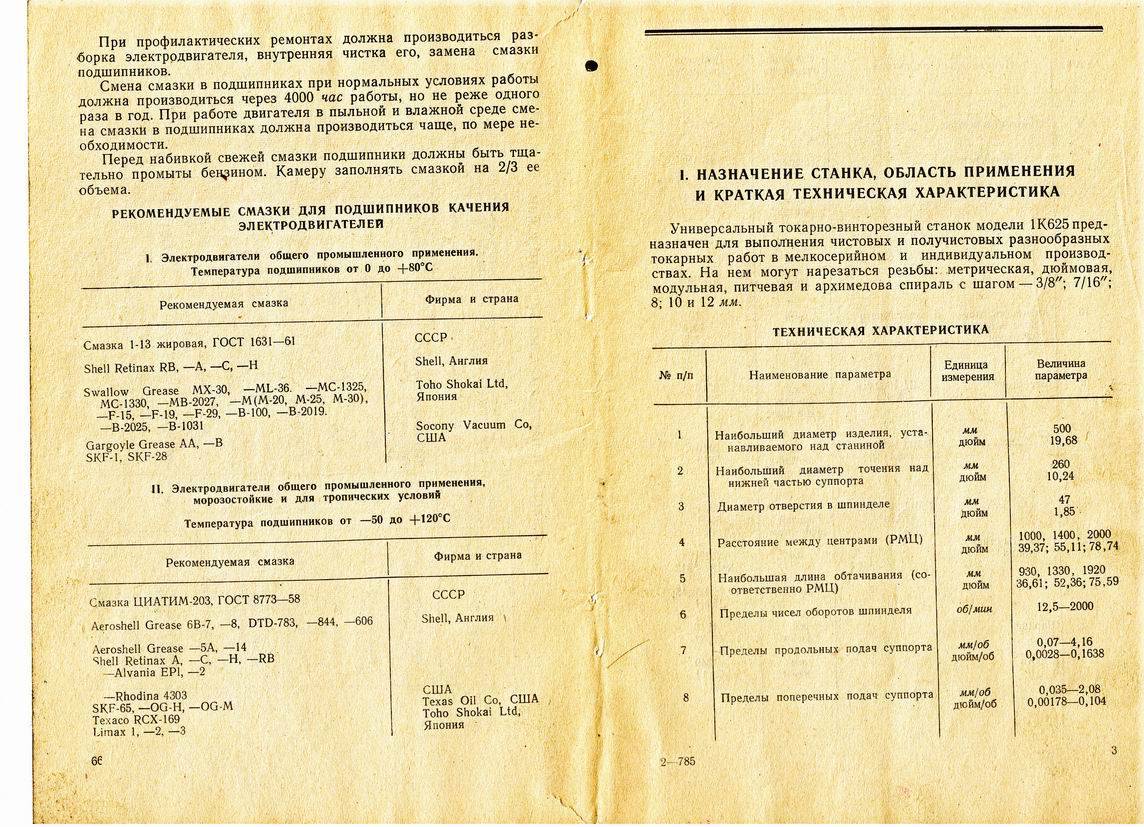
ИТ-1М производился на Ивановском станкостроительном заводе в период с 1970 по 1995 год. Это широко распространенное во времена СССР оборудование, которое можно встретить на производстве и сегодня. Данный агрегат способен выполнять следующие технологические операции:
- обточка;
- расточка;
- сверление;
- торцевание;
- нарезание резьбы (питчевой, модульной, метрической дюймовой).
Станок способен выполнять токарные и винторезные работы в трех положениях — на патроне, в центра и на планшайбе. Он применяется для фрезерной обработки пазов, наружного и внутреннего шлифования, расточки корпусных конструкций. Формообразующих движений у станка два: первое — вращательное движение детали, второе — поступательное перемещение рабочего инструмента.
Общий вид ИТ-1М
Среди характерных особенностей модели ИТ-1М выделим:
- плоскую форму направляющих, выполненных из закаленной стали с отшлифованной поверхностью, что обеспечивает жесткость конструкции и минимальное трение при перемещении рабочих узлов;
- коробчатая форма станины с внутренними поперечными ребрами жесткости;
- наличие 12 режимом частоты вращения шпинделя, который размещен внутри передней бабки, что исключает возможность механических повреждений узла;
- регулируемые опоры — передняя установлена на двурядных роликовых подшипниках, задняя — на радиальных;
- наличие системы автоматической подачи охлаждающей жидкости и вспомогательного привода для плунжерного насоса;
- возможность регулировки поперечного положения задней бабки, что позволяет обтачивать конструкции с низким показателем конусности;
- станина оснащена посадочным гнездом под установку поддерживающего мостка, при комплектации станка которым можно обрабатывать детали диаметром вплоть до 550 мм.
ИТ-1М является облегченной моделью токарного оборудования, ориентированной на использование в передвижных мастерских. Вес данного агрегата составляет всего 1140 кг, он способен работать от генератора, подключенного к автомобильному двигателю. к меню


к меню
Особенности конструкции
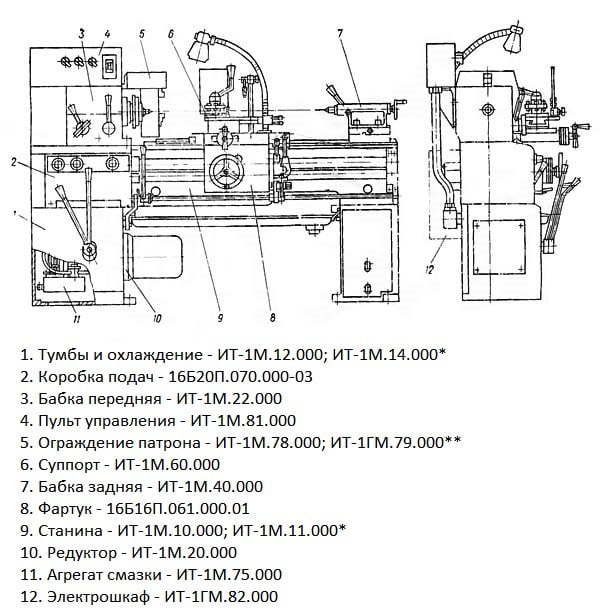
Токарно-винторезный станок ИТ-1М состоит из следующих конструктивных узлов:
- Опорные тумбы.
- Коробка подач.
- Передняя бабка.
- Пульт управления электрооборудованием.
- Ограничитель патрона.
- Суппорт.
- Задняя бабка.
- Фартук.
- Несущая станина.
- Редуктор.
- Система подачи СОЖ.
- Шкаф с электрической оснасткой.
Схема станка ИТ-1М
Размеры агрегата составляют 216*150*96 см. Станок оснащен двумя независимыми электродвигателями: X14-22М — привод плунжерного насоса подачи СОЖ (мощность 120 Вт) и основной движок — 4АМ100S4, мощностью в 3000 Вт, выдающий до 1410 оборотов шпинделя в минуту.
Оба двигателя и вся электрическая оснастка способна работать от сетей 220 и 380В. Выбор рабочего напряжения выполняется посредством пакетно-кулачкового переключателя, смонтированного в пульте управления (№4). В пульте также расположены переключатели освещения рабочей зоны, насоса подачи СОЖ и включатель главного привода. Система охлаждения станка представлена патрубками подачи и плунжерным насосом, расположенным внутри резервуара с охладительной жидкостью. Сам резервуар находится в правой опорной тумбе.
Задняя бабка в ИТ-1М установлена на направляющие, по которым перемещается конструкция. После установки в нужное положения бабка фиксируется опорной гайкой. За перемещение пиноли отвечает маховик, на нем предусмотрена миллиметровая шкала для контроля уровня выдвижения пиноли.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Кинематическая схема станка
Суппорт в данном механизме состоит из следующей частей:
- салазки (продольные и поперечные);
- каретка;
- резцедержатель поворотного типа.
Рабочее движение передается по цепи двигатель — коробка подач- ходовой вал — суппорт, при этом рукоять управляющего винта блокируется муфтой сразу после активации ходового вала, что не позволяет валу и винту находиться в активном состоянии одновременно. Это гарантирует безопасность оператора. к меню