Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
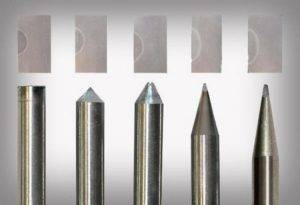
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Особенности сварки в среде аргона
Характерной особенностью аргонодуговой сварки неплавящимся вольфрамовым электродом
при использовании переменного тока является возникновение в сварочной цепи составляющей
постоянного тока, величина которого может достигать 50% от величины эффективного
значения переменного тока сварочной цепи.
Выпрямление тока, т.е. появление составляющей постоянного тока, зависит от
формы и размеров вольфрамового электрода, свариваемого материала и выбранных
режимов сварки (силы тока, скорости сварки и длины сварочной дуги). Появление
в сварочной цепи составляющей постоянного тока оказывает отрицательное влияние.
Это влияние особенно сильно сказывается при
сварке алюминия и сплавов на его основе.
При чрезмерной величине составляющей постоянного тока стабильность горения
дуги снижается, качество поверхности наплавленного металла снижается. В
сварном шве образуются дефекты (подрезы, чешуйчатость), снижается прочность
и пластичность сварного шва.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
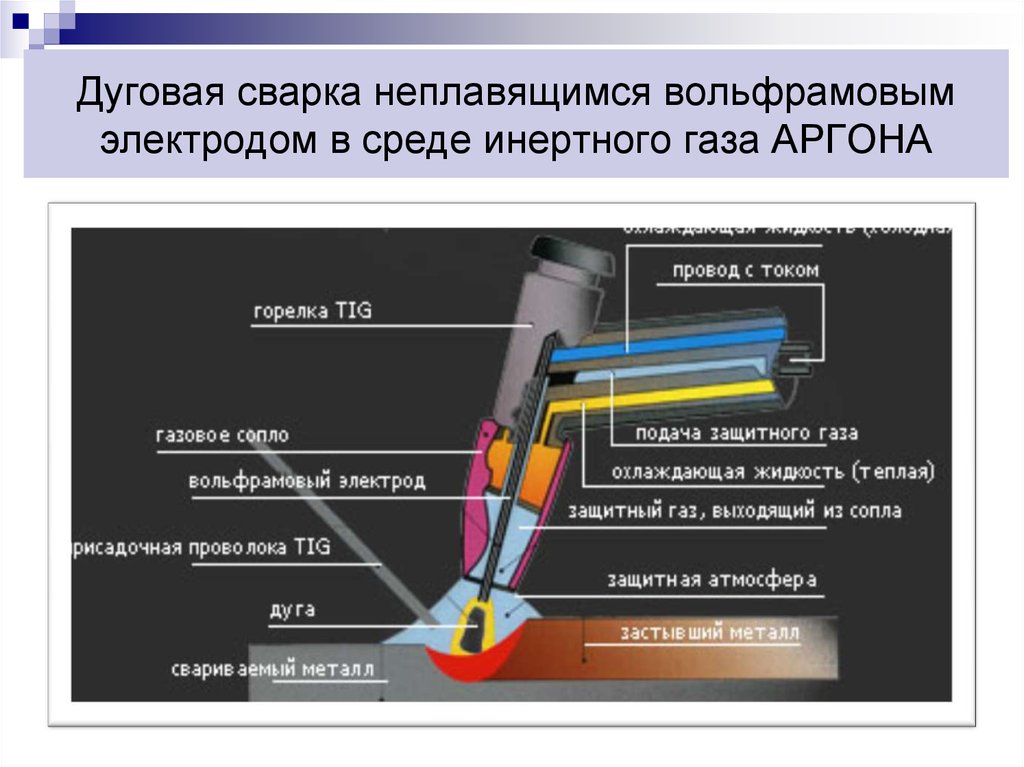
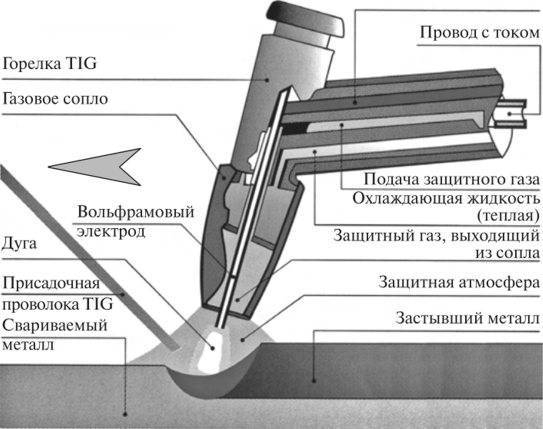
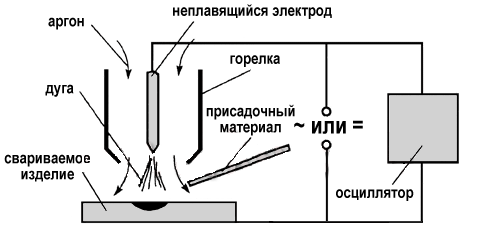 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Характеристика электрода
Вольфрамовые электроды применяются для сварки неплавящимся электродом. Они отличаются высокой температурой плавления и тем, что не участвуют в формировании сварочного шва. Широкое применение получили такие марки (ГОСТ 23949−80):
- чистый вольфрам;
- с окисью лантана;
- с окисью иттрия;
- с окисью тория.
Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Выбор диаметра электрода зависит от марки вольфрама, рода и величины сварочного тока. Если правильно подобрать режим сварки, то за каждый час сгорания расход стержня не будет превышать двух сантиметров. Температура рабочей среды может достигать 6 тыс. градусов тепла.
При нагреве неплавящиеся электроды могут в атмосфере окисляться, поэтому рабочая среда вольфрама защищается газом. За счёт использования аргона и гелия достигается качество сварки. Наиболее комфортной будет сварка с прямой полярностью при постоянном токе. В этом случае горелка комфортная и облегчённая, поэтому процесс сваривания проходит легко.
Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Суть и способы сварки
 Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
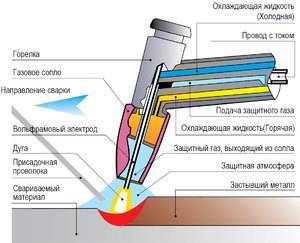
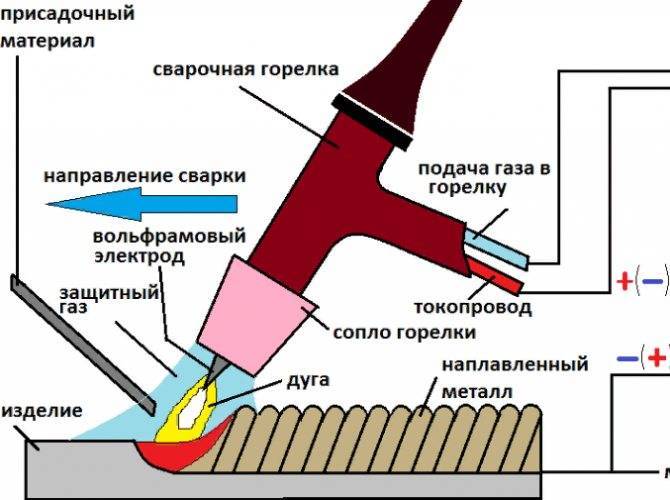
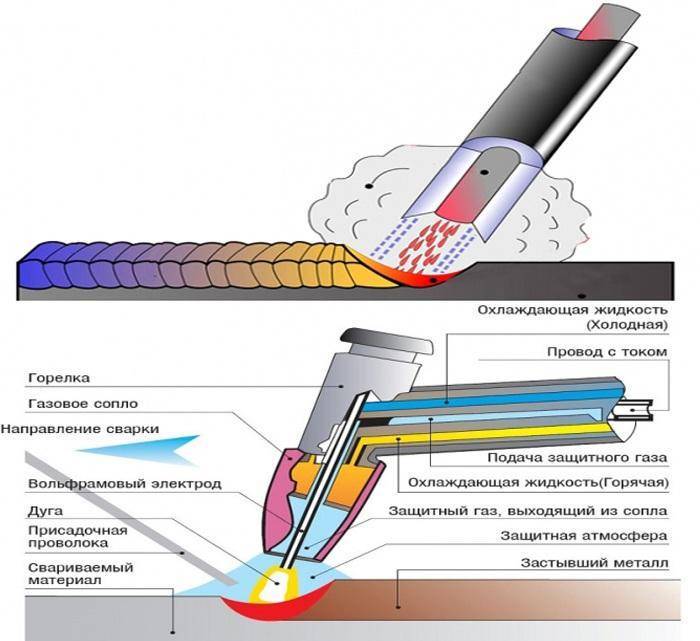
Между изделием и неплавящимся электродом образуется электрическая дуга, которая расплавляет кромки присадочного металла и свариваемого изделия. Горелкой в зону сварки подаётся газ, который защищает сварочную ванну, торец присадочной проволоки, электрическую дугу и кристаллизующийся шов от воздействия воздуха.
Классификацию ручной сварки можно представить:
- По способу зажигания дуги. Дуга зажигается касанием поверхности свариваемого изделия электродом или формирование дуги осуществляется при помощи выводных планок. Практичнее и проще сформировать дугу особым блоком — осциллятором.
- По виду потока защищённого газа. Газ должен равномерно распространяться по всему сечению сопла. Это достигается при ламинарном потоке или в газовой камере.
- По виду защитного газа. В качестве защитного газа может применяться аргон, гелий, азот или смесь газов.
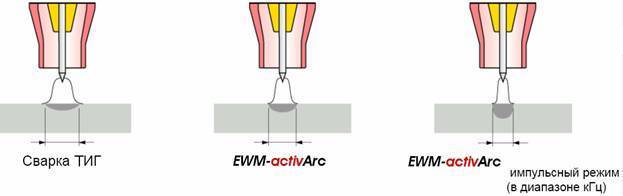
- По виду дугового разряда. Возможна сварка непрерывно горящей дугой или сжатой дугой. Применяется импульсно-дуговая сварка, когда в процессе работы дуга пульсирует с заданным соотношением паузы и импульса.
- По техническим признакам. Сварка осуществляется погруженной или проникающей дугой, спаренными электродами и пучком электродов.
- По видам тока. Сварка бывает на постоянном или на переменном токе.
ТИГ-сварка является универсальным видом соединения самых различных металлов при любом положении в пространстве.
Сварочный источник питания
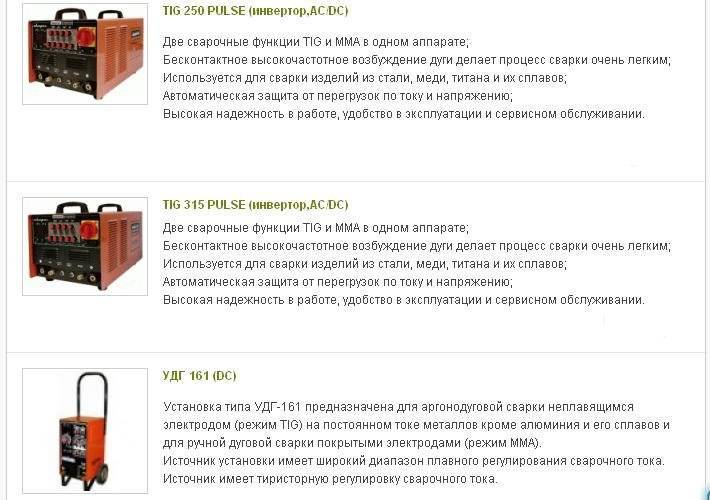
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети
Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду
При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Применение
Сфера применения затрагивает те отрасли промышленности, где применяются высоколегированные или цветные металлы и сплавы:
- космическая;
- авиационная;
- медицинская;
- автомобильная и другие.
Метод ТИГ позволяет соединять почти все металлы:
- черные;
- углеродистые и легированные стали;
- нержавеющую сталь;
- никель;
- алюминий, магний, титан;
- медь и сплавы на ее основе;
- золото, серебро.
Кроме соединений, можно выполнять наплавку, увеличивая общую толщину металла.
Несмотря на достаточно сложный процесс, способ применяется в бытовых условиях. Например, ремонт кузова автомобиля или радиатора, заварка выпускного коллектора.





Общая информация
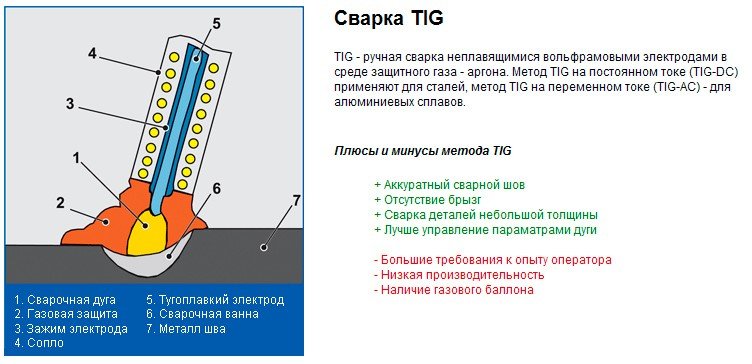
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Особенности сварки алюминия и алюминиевых сплавов
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
– механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); – химической обработкой (довольно сложно и трудоемко); – сваркой на обратной полярности; – сваркой на переменном токе.
При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).
Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности. После разжигания дуги можно приступать к сварочному процессу
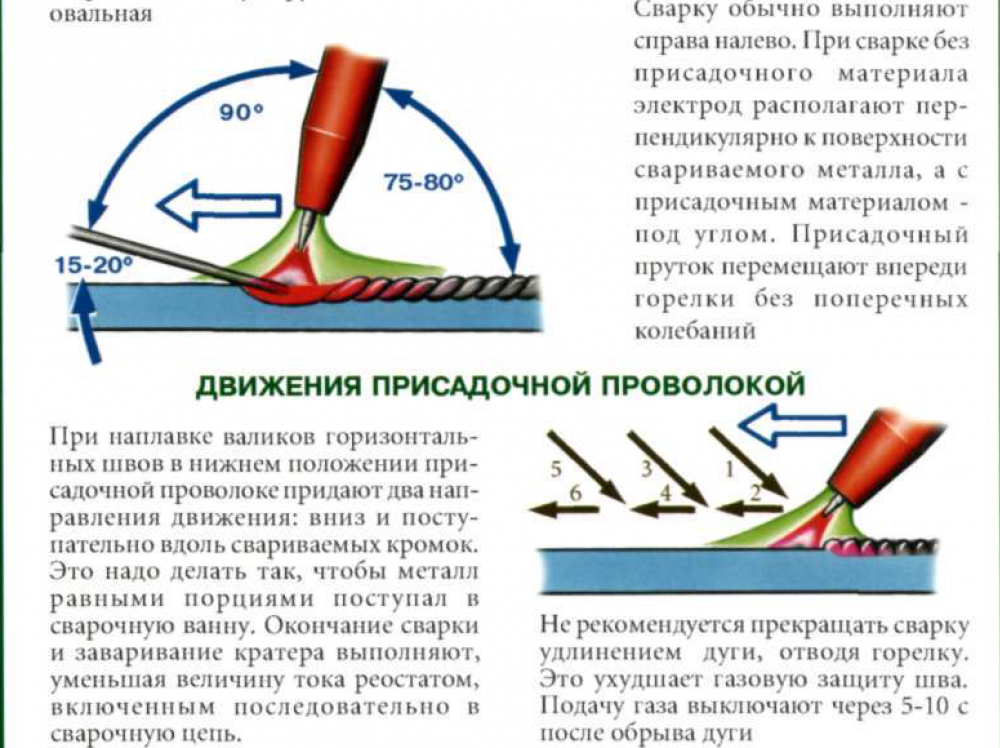
Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
Красивые швы сварки
Технология сварки аргоном
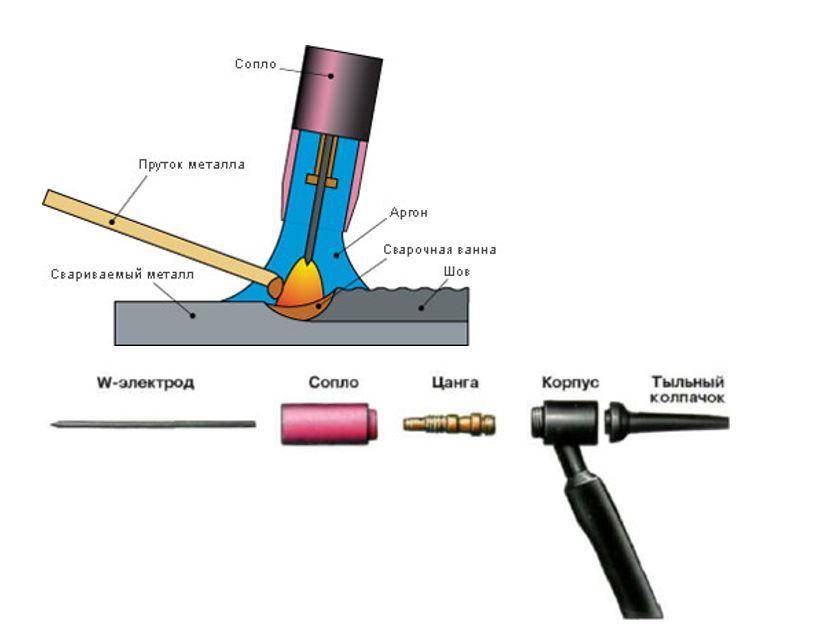
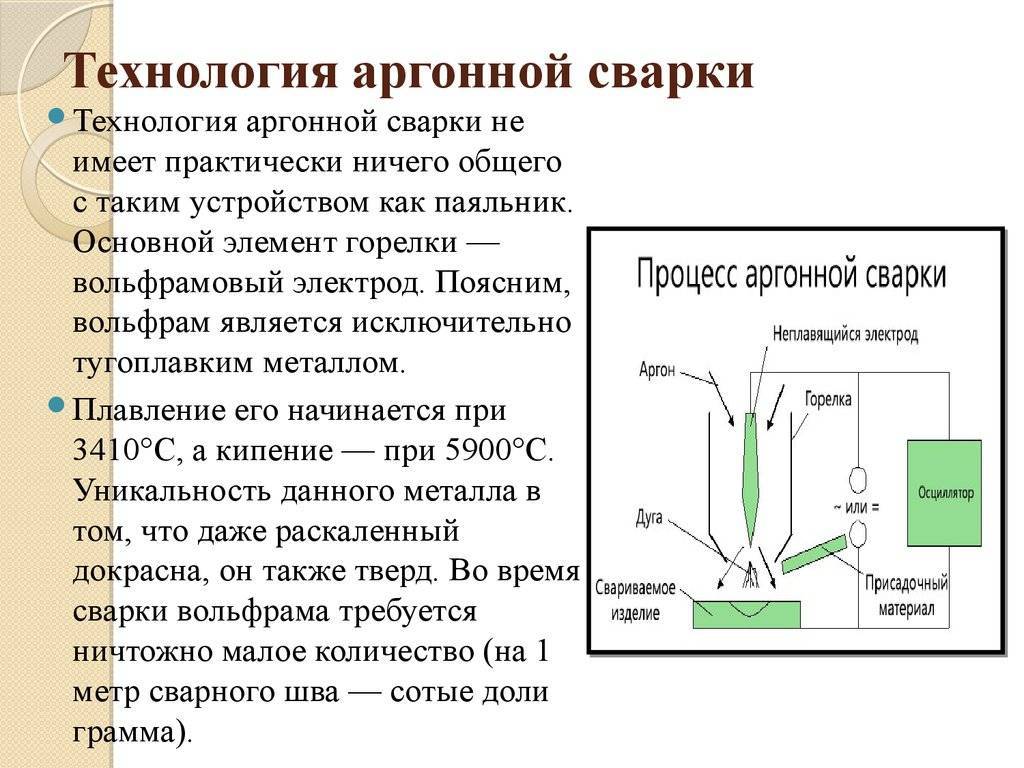
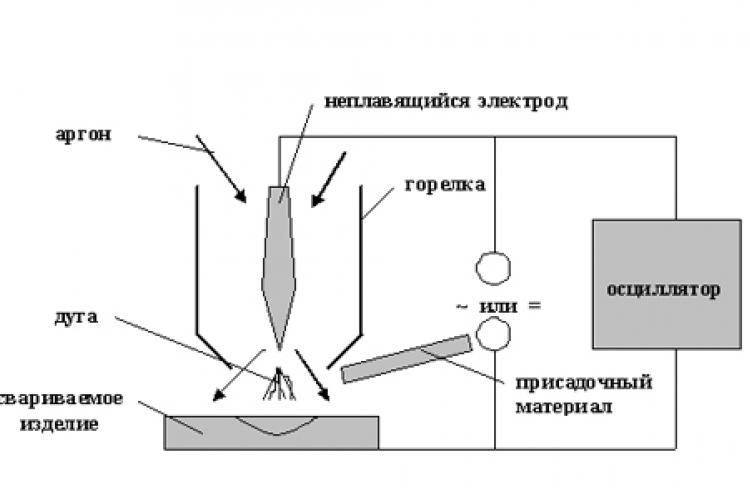
Суть технологии сварки аргоном заключается в создании дуги между изделием и графитовым стержнем, и удержание её в процессе работы. Тут важную роль играет неплавящийся электрод. Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Аргон подаётся через сопло горелки в зону сварки.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для замыкания дуги запрещено. Это может испортить электрод. Зажигание происходит на расстоянии от свариваемого металла. Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании дуги и поддержании стабильного горения дуги. Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 1-1,5 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Режимы сварки TIG
При выборе режимов сварки TIG, первым делом следует учитывать метал который предстоит варить. От этого будет зависеть не только полярность, а и род тока. Так при сварке углеродистых, высоколегированных сталей, а также цветные металлы, варят на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже можно варить.






В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | — | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Во время сварки, особенно алюминия, необходимо соблюдать основные правила:
- Электрод и присадка располагаются перпендикулярно по отношению к материалу;
- Следует избегать колебания электрода в поперечной плоскости;
- Длина дуги – от 1,5 до 2,5 миллиметра;
- Сварка выполняется справа налево.
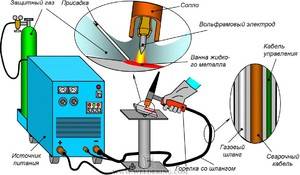
Оборудование для сварка металла аргоном
Аппараты для сварки металла аргоном могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы. Состоит оборудование для аргонодуговой сварки из:
- Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
- Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
- Установка для управления сварочным процессом. Позволяет регулировать параметры сварки;
- Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
- Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Преимущество сварки стали аргоном
Аргонодуговая сварка стали имеет массу преимуществ. Вот самые основные:
- Сварка тонколистового металла любого состава;
- Выполнение сварки цветных металлов и их сплавов;
- Сварка титана и его сплавов;
- Качественный шов.
Недостатки аргонодуговой сварки металлов
К недостаткам следует отнести:
- Низкая скорость сварки;
- Высокая стоимость аргона.
Несмотря на это всё, аргонодуговая сварка стали на сегодняшний день занимает высокую популярность. Видь с её помощью можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Этапы проведения аргоновой сварки
Применение аргонодуговой сварки – это сложный процесс, требующий аккуратного выполнения процедур в определенной последовательности. На начальном этапе нужно подготовить все необходимые для этого элементы:
источник электропитания;
подходящую горелку с тугоплавким электродом;
баллон с защитным газом – аргоном;
присадочную проволоку.
Вольфрамовый электрод должен крепиться в горелке таким образом, чтобы он выступал вперед на 2-5 мм. Диаметр электрода подбирается исходя из типа свариваемого металла, толщины заготовки, характера сварного шва, который нужно получить. Вокруг держателя электрода устанавливается сопло, по которому в зону сварки подается аргон, формируя защитную среду.
После подготовки оборудования и расходных материалов проводится подготовка свариваемых поверхностей
Для сварки аргоном важно то, что нужно удалить с поверхности металлических деталей оксидную пленку, следы ржавчины, краски или масла. Для очистки используются химические и механические методы
Завершением очистки поверхностей является процесс ее обезжиривания.
Закончив подготовку поверхностей, сварщик приводит в рабочее состояние сварочное оборудование. Для этого:
- выполняется подключение источника питания к электросети;
- к детали, которая будет привариваться, подключается «масса»;
- в область сваривания заготовок подается защитный газ – для этого есть специальная кнопка на ручке горелки (газ подается заранее, за 15-20 сек до начала);
- посредством высокочастотного импульса проводится розжиг электрической дуги, замыкающей цепь между свариваемой деталью и электродом.
После разжигания дуги сварщик выполняет формирование шва, соединяющего две области расплавленного металла свариваемых деталей. Нужно плавно вести дугу по линии соединения заготовок, исключая резкие движения горелки в поперечном направлении.
Навстречу движущейся горелке подается присадочная проволока, которая плавится и обеспечивает необходимые свойства сварочного шва. Проволока размещается перед горелкой, находясь под острым углом к свариваемой поверхности – порядка 15-30°. Присадочная проволока должна подаваться медленно, чтобы исключить разбрызгивание расплавленного металла и формирования неровного шва. Горелка с электродом должна образовывать с привариваемой деталью угол в 90°.
В процессе аргонной сварки нельзя допускать, чтобы электрод касался привариваемой детали. Он должен находиться от нее на расстоянии порядка 2 мм. При такой длине сварочной дуги обеспечивается максимальное проплавление заготовки по всей ее толщине, что гарантирует высокую надежность и долговечность соединений.
Завершив работу по привариванию заготовки, подача аргона не должна останавливаться сразу. Прекращают подачу защитного газа через 15 сек. после прекращения горения дуги.
Правильная аргоновая горелка
Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
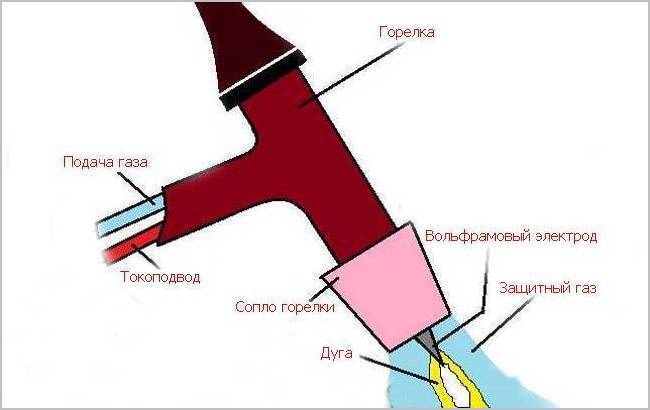
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом
Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.






Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.