Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
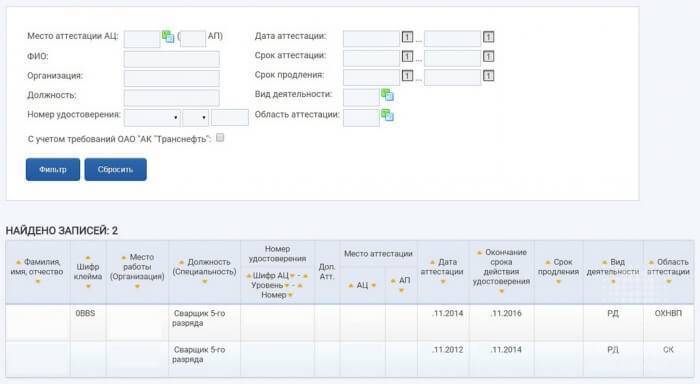
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Где ставится клеймо сварщика при сварке металлоконструкций одним сварщиком
В связи с вступлением в силу Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (далее — ФНП «Сварка на ОПО») вводятся новые требования к клеймам сварщиков.
ФНП «Сварка на ОПО» утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от «14» марта 2014 г. № 102 и зарегистрированы Минюстом России 16 мая 2014 г. (регистрационный № 32308). Вступили в силу 08 октября 2014 года.
ФНП «Сварка на ОПО» устанавливают требования к организации и производству сварочных работ на поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору или иным уполномоченным органам по осуществлению контроля и надзора объектах, технических устройствах и сооружениях опасных производственных объектов (далее — ОПО) при осуществлении деятельности в области промышленной безопасности. Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.

Пункт 8 ФНП «Сварка на ОПО» гласит:
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Сварщики допускаются к сварочным работам, которые указаны в их удостоверениях.
Требования этого пункта к клеймам однозначны, и предусматривают обязательное закрепление шифров клейм за сварщиками, которые выполняют работы на объектах подконтрольных Ростехнадзору.
Шифр к лейма генерируется системой ЭДО автоматически исходя из данных ФИО и даты рождения. Этот шифр закрепляется за сварщиком и не изменяется при продлении, периодической аттестации, аттестации на другие способы сварки и т.п.
По поводу специалистов, которые были аттестованы до вступления в действие ФНП «Сварка на ОПО», Ростехнадзор направил Президенту СРО НП «НАКС» Н.П. Алешину официальное письмо. В письме указано, что сварщики, прошедшие аттестацию до вступления ФНП, могут пользоваться ранее присвоенными клеймами, закрепленными приказом по организации.
Кроме того, ФНП «Сварка на ОПО» устанавливает требования к процедуре клеймения и идентификации сварщика, выполнявшего сварное соединение.
Пункт 21 ФНП «Сварка на ОПО»
Сварные соединения элементов с толщиной стенки более 6 мм подлежат маркировке с указанием шифров клейм сварщиков, позволяющих идентифицировать сварщиков, выполнявших сварку. Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклёп, подкалку или недопустимое уменьшение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации технического устройства.
При выполнении сварного соединения несколькими сварщиками на нем должны быть поставлены клейма всех сварщиков, участвовавших в сварке.
При выполнении всех сварных соединений одним сварщиком, допускается указывать шифр клейма сварщика в доступном для осмотра месте, заключённом в рамку, наносимую несмываемой краской. Место маркировки в таком случае должно быть указано в паспорте технического устройства.
Пункт 23 ФНП «Сварка на ОПО»
При проведении сварочных работ оформляется исполнительная документация, включающая журналы сварочных работ, заключения по контролю, протоколы испытаний сварных соединений, обеспечивающие возможность идентификации записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.

Учитывайте эти требования при организации сварочных работ на ОПО.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
источник
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах
При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций.
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма. В некоторых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Шифр клейма закрепляется за сварщиком – это позволяет избежать путаницы, которая может возникнуть в будущем.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом, должно содержать в себе буквы или цифры, размерами около 6 мм. В случае выполнения особых работ, допускается использование знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика – при клеймении металлических конструкций не должен производиться наклёп, подкалка или уменьшение толщины металла. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).
Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).
- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.
(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.и.о.
- ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.
Dobiralis poezdom. Колягин 10 класс
Архив Образец приказ на сварщика
- Трудовой договор со сварщиком
- Образец приказ на присвоение клейма сварщику — Руководства
- Клеймо сварщика
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Требования к маркировке материалов (полуфабрикатов) и изделий
2.1. Полуфабрикаты — листы, трубы, поковки, штамповки и отливки для изготовления элементов котла, трубопроводов в пределах котла и арматуры, работающих под давлением, и прутки (сортовой прокат) для изготовления болтов, шпилек и анкерных тяг, а также для опорно-подвесной системы котлов и трубопроводов — должны быть маркированы предприятием-изготовителем этих изделий.
2.2. Маркировку следует наносить ударным или другим равноценным способом. Маркировка должна быть четкой и прочной.
Применяемые способы нанесения маркировки не должны ухудшать свойства материалов.
2.3. При разделении полуфабрикатов и заготовок на части в процессе изготовления маркировка должна быть перенесена на отделяемые части.
2.4. На стальных или чугунных отливках должна быть нанесена маркировка, содержащая следующие данные:
наименование или товарный знак предприятия — изготовителя отливки;
номер плавки при единичной массе отливок более 50 кг;
клеймо ОТК предприятия-изготовителя.
На корпусах арматуры, кроме того, должны быть нанесены:
условный проход D_y в мм;
условное давление р_у в МПа (кгс/см2).
2.5. Каждая поковка должна иметь маркировку, содержащую:
наименование или товарный знак предприятия-изготовителя;
номер плавки и партии;
клеймо ОТК предприятия-изготовителя.
Для поковок, изготовляемых и применяемых на одном и том же предприятии, наименование или товарный знак предприятия-изготовителя не ставится.
(Измененная редакция, Изм. N 1).
2.6. Маркировка листов — по ГОСТ 7566. На листы, подвергавшиеся контролю неразрушающими методами, должна быть нанесена специальная маркировка, заверенная ОТК предприятия-изготовителя.
2.7. Маркировка труб, изготовляемых по государственным стандартам, должна проводиться по ГОСТ 10692.
2.8. Маркировка труб, изготовляемых по техническим условиям, должна наноситься следующим образом: на одном из концов трубы диаметром 25 мм и более, толщиной стенки не менее 3 мм на расстоянии не более 1000 мм от среза трубы должны быть нанесены товарный знак, марка стали и номер партии; на одном из концов трубы диаметром 114 мм и более должны быть нанесены товарный знак, марка стали, номер партии и номер трубы.
В случае обрезки концов труб предприятию-изготовителю предоставляют право переноса маркировки с соответствующим оформлением разрешения ОТК.
Трубы диаметром до 76 мм и толщиной стенки до 3 мм допускается маркировать несмываемой краской.
(Измененная редакция, Изм. N 2).
2.9. По требованию потребителя (заказчика) предприятием-изготовителем на каждой трубе должна быть нанесена цветной несмываемой краской одна продольная полоса по всей длине трубы. Цвет краски должен быть для каждой марки стали (кроме 12Х11В2МФ):
Маркировка труб диаметром менее 20 мм должна быть кольцевой, через каждые два метра по всей длине трубы.
2.10. (Исключен, Изм. N 2).
2.11. Маркировка фланцев — по ГОСТ 12816.
(Измененная редакция, Изм. N 1).
2.12. Маркировка болтов, шпилек, гаек и шайб — по ГОСТ 1759.0.
(Измененная редакция, Изм. N 1, 2).
Как сделать клеймо на металле

: 5 / 5
Elvert Barnes, flickr.com CC BY
Надписи на металле – неплохой способ сделать уникальный подарок или пометить ценную вещь. Существует не так уж много способов сделать четкую и нестираемую надпись или рисунок. Один из них – электрохимическая гравировка…
Нанести на металл надписи или рисунки можно несколькими способами:
- краска, наносимая вручную или по трафарету. Самый простой способ, доступный каждому. Основной недостаток – даже после полного высыхания краску легко удалить растворителем или механическим путем. Поэтому краской можно нанести только временную надпись
- механическая гравировка. Для гравировки нужен гравер и подходящая фреза. Основной недостаток – работа гравером требует достаточного навыка и твердой руки. Новичку сложно нанести четкую ровную линию даже по разметке. Можно отдать гравировальщику в мастерскую, стоит это не очень дорого. Но там вряд ли будут возиться с чем-то сложнее стандартных надписей, да и сделать своими руками намного приятнее
- лазерная гравировка. Позволяет наносить любые рисунки и надписи с мельчайшими деталями и полутонами. Требует дорогостоящего оборудования, доступно только в мастерской
- электрохимическая гравировка. Способ относительно простой и быстрый. При работе по шаблону не потребуется даже художественных навыков
Электрохимическая гравировка – что понадобится?
Электрохимическая гравировка металла по трафарету делается методом лазерно-утюжной технологии, хорошо знакомой радиолюбителям. Также можно сделать трафарет и вручную, если художественные навыки позволяют.
Для гравировки металла потребуются простые и доступные материалы и оборудование:
- источник постоянного тока 5-15 вольт, способный обеспечить ток не менее 0,5 ампера (блок питания электронной аппаратуры, зарядное устройство от сотового телефона, аккумулятор от автомобиля или электроинструмента)
- провода (удобно, если они будут с зажимами)
- утюг
- упаковочный или канцелярский скотч
- тонкая глянцевая бумага или подложка от самоклеющейся пленки
- пластилин любого цвета
- ватные диски или ватно-марлевые тампоны
- солевой раствор (2 чайных ложки поваренной соли на стакан воды)
- прозрачный лак для ногтей
Электрохимическая гравировка – описание процесса
В качестве примера рассмотрим нанесение личного клейма на лезвие ножа. В принципе наносить надписи и рисунки можно на любые более-менее ровные, желательно полированные металлические предметы. Не страшно, если поверхность будет слегка выпуклой или вогнутой. Совершенно непригодны для электрохимической гравировки по трафарету предметы с тисненой или иным образом текстурированной поверхностью.
Надпись или рисунок, которые необходимо нанести на металл, подготавливаются в любом графическом или текстовом редакторе, позволяющем вывести результат на печать. Учтите, что окончательный результат нужно зеркально преобразовать, чтобы впоследствии получить правильное изображение.
Изображение распечатывается на лазерном принтере. Струйный принтер для лазерно-утюжного метода совершенно непригоден.
Тонкую глянцевую бумагу (хорошо подходит бумага от различных каталогов косметики) можно просто заправить в принтер, имеющиеся на листе типографские рисунки и текст значения не имеют. Также сразу можно печатать и на глянцевой стороне подложки от самоклеющейся пленки. В настройках принтера нужно отменить режим экономии тонера (если он включен) и установить максимальную яркость («черноту») изображения.
К сожалению, мне удалось достать только небольшой кусочек подложки от пленки, которую принтер захватить не мог. Поэтому пришлось прикрепить этот кусочек к обычному листу офисной бумаги обрезками той же пленки.
У меня принтер благополучно прожевал этот бутерброд и даже все удачно распечатал, но повторять эксперимент не советую. Было такое чувство, что еще бы немного – и пленка бы поплавилась и осталась внутри принтера.
Шифр клейма сварщика по НАКС — ccm-msk.com
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Назначение
Согласно действующего ФНП «Сварка на ОПО» от 8.10.2014 года, работы, проводимые на особо опасных объектах, должны сопровождаться определенными мерами предосторожности. В частности, рядом со сварным соединением должна стоять отметка (клеймо) специалиста, который его выполнил
Если окажется, что шов сделан с дефектом, то по данному оттиску, используя материалы единой базы сварщиков, можно легко определить Ф.И.О. сотрудника, его должность, вид деятельности и разряд.
Клеймо сварщика – это устройство, которое применяется для постановки уникального личного оттиска рядом со сварным швом. Оно используется на конструкциях повышенной ответственности. Ставить подобный оттиск может только специалист, прошедший аттестацию НАКС. Клеймением неразъемного соединения он подтверждает свое авторство и ответственность за качество выполненной работы.
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах
При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия
НАКС
Раз уж речь зашла о НАКС, то надо сказать пару слов о том, какая организация «прячется» за этой аббревиатурой. НАКС – национальное агентство контроля сварки. Его основные функции:
- Аттестация сварщиков и других специалистов, работающих в данной сфере.
- Подготовка методических пособий.
- Доработка нормативной и справочной документации.
- Набор сотрудников для проведения экспертиз.
- Консультации проведения ответственных работ.
Сварщику, у которого есть удостоверение НАКС, разрешается работа на опасных объектах. Он получает зарплату намного большую, чем сотрудники аналогичного профиля, не имеющие такого допуска.
В НАКС предлагается несколько видов аттестации:
- Для сотрудников. Обучение и сдача экзаменов могут быть, как добровольными, так и обязательными, по приказу работодателя.
- Для предприятий. НАКС может повысить свои требования к организации, если она, например, серьезно меняет технологию или запускает крупный проект.
- Для сварочного оборудования.
Аттестация НАКС может быть первичной, повторной или внеочередной.
Документы для прохождения
Чтобы попасть в число претендентов на повышение квалификации в центре НАКС надо подготовить следующий пакет документов:
- заявка именная или от руководства предприятия;
- документы об образовании сварщика или же смежных профессий;
- заверенное свидетельство о специальной подготовке по указанной профессии;
- подробная информация о стаже работы в сфере использования сварочных работ или выписка из трудовой книжки, заверенная начальником отдела кадров предприятия или организации;
- копии документов о сдаче нормативов по технике безопасности проведения сварочных работ;
- справка 086/у о состоянии здоровья;
- квитанция об оплате услуг центра.
После этого происходит зачисление в состав группы для получения теоретических знаний и практики сварочных работ разной сложности, что зависит от уровня подготовки, с последующей сдачей экзаменов и проверке полученных навыков по выбранной профессии. По окончании учёбы выдаётся номерное удостоверение, в котором делаются запись о присвоении очередного разряда, указывается допуск к видам сварки и многое другое.
В интернете периодически появляются предложения купить документ о присвоении определённой квалификации сварщика НАКС, но важно помнить, что эти подделки не пройдут официальной проверки в реестре системы
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.