Плюсы и минусы ручной сварки
Если вы намерены купить сварочное оборудование, обратите внимание на тот факт, что стоимость такой продукции напрямую зависит от опций и функциональных возможностей. Среди основных функций, которые предусмотрены в моделях ручного типа, выделяют такие:
- Возможность проводить сварку во всех пространственных направлениях.
- Сварка элементов в труднодоступных местах.
- Возможность относительно быстро поменять свариваемый материал.
- Обработка различных видов стали, что связано с наличием обширного спектра выпускаемых электродов.
- Простота в уходе и эксплуатации. Освоить такое оборудование может любой желающий человек.
- Простота транспортировки. За счёт компактных габаритов подобные приборы очень легко транспортируются.
Что касается слабых сторон, то они представлены следующими минусами:
- Ряд вредных условий, которые возникают в процессе сварки.
- Вероятность низкого качества конечного изделия при недостаточной квалификации оператора.
- Низкий коэффициент полезного действия и относительно небольшая производительность, если сравнивать систему с другими сварочными решениями.
Однако, если ответственно подойти к вопросу изучения определенных навыков, вы сможете успешно проводить множество важных мероприятий для своей дачи, гаража или загородного особняка. Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.
https://youtube.com/watch?v=eNo05v10ToM
Подготовка к ручной дуговой сварке
Чтобы соединение получилось качественным и надежным, следует придерживаться целого комплекса условий.
Выбор режима дуговой сварки
Эффективность процесса зависит от правильного выполнения технологических моментов, поэтому важно выбрать режим сварки. Для этого нужно точно знать конфигурацию и толщину заготовок, химсостав металла и конструкцию сварочного соединения
В результате будет подобран подходящий диаметр электрода и величина тока.
Разные факторы имеют различное влияние на процесс, поэтому их поделили на 2 вида.
Основные параметры (они связаны с характером горения дуги), которые нужно учитывать:
- количество проходов;
- быстрота дуговой сварки – зависит от толщины металла и шва, оптимальная скорость перемещения должна быть такой, чтобы шов оказался в 2 раза шире диаметра электрода;
- длина дуги сварки – связана с диаметром электрода, от нее зависит прочность свариваемого соединения;
- полярность и род тока – бывает прямой и полярной, в зависимости от того, из какого металла сделано изделие;
- сила тока – влияет на качество шва и производительность сварки;
- диаметр электрода – зависит от кромок свариваемых изделий и способа сварки.
Дополнительные параметры:
- наклон и длина электрода – от этих показателей зависит степень и скорость его нагревания;
- температура металла для сварки начальная;
- расположение изделия в процессе – электрод удерживают вертикально, это имеет значение для ширины и глубины шва.
Зная особенности всех параметров режима сварки, можно настроить свой сварочный аппарат на максимально продуктивную и эффективную работу.
Сварочное оборудование и типы электродов
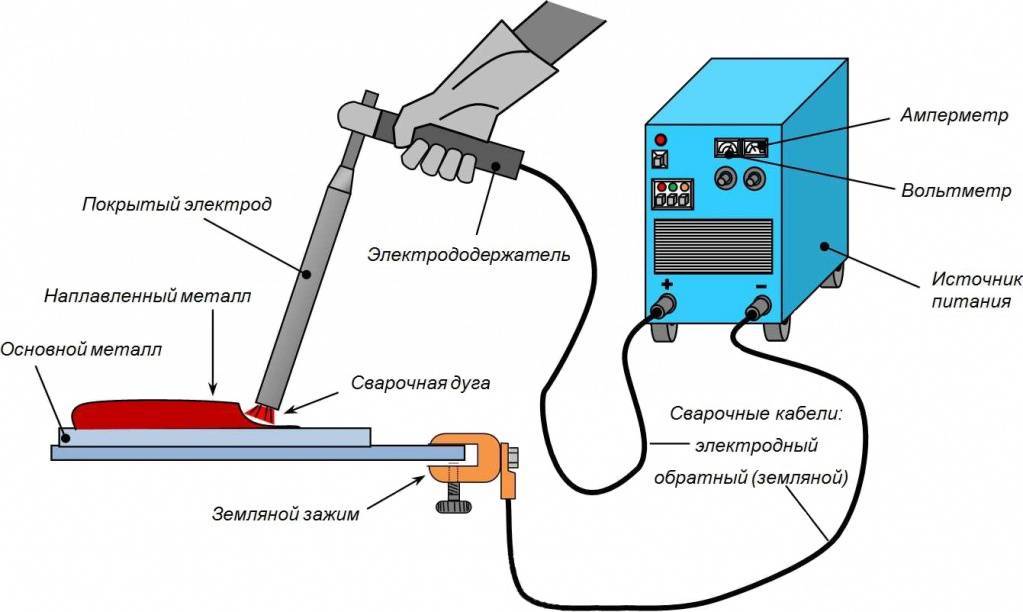
Основное оборудование для ручной дуговой сварки – разного рода трансформаторы, которые способствуют непрерывности электродуги и являются источником питания. Эту же функцию выполняет и сварочная установка.
Рабочим инструментом сварщика для дуговой ручной сварки есть электрический держатель. Его цель – удержание электрода и подвод к нему электрического тока. Им выполняются все манипуляции в процессе, со стороны специалиста не прикладываются длительные усилия.
Держатели надежно крепят электрод в любых положениях, перпендикулярно и под углом, что позволяет не деформировать изделие при работе в труднодоступных местах. Электродержатели производят смену не более 4 секунд. По способу закрепления электрода их делят на специализированные и универсальные.
Для ручной дуговой сварки электроды подбирают неплавящиеся и плавящиеся, которые изготавливают из легированной, высоколегированной и углеродистой стали.
Обработка стыков трубопровода
Сборка стыков под сварочные работы заключена в совмещении торцов труб, чтобы их поверхности совпали, а ось трубопровода не была нарушена. Обрабатывают концы механическим способом – фрезой, резцом, абразивным кругом.
Обработка стыков необходима для холодного натяга, который компенсируется при последующем прогревании трубопровода его удлинением. Холодный натяг дает возможность разгрузить конструкцию от температурных напряжений.
Обработка стыков после натяга грозит образованием в них трещин после нагревания. При рабочей или комнатной температуре прочность стыка выше, чем при температуре отпуска. При отпуске первого стыка, который выполняет функцию пластического шарнира, часть натяга снимается.
Предварительный подогрев трубы
При сварочных работах со сталями среднелегированными, с повышенным содержанием углеводорода, которые склонны к резкой закалке, обязателен предварительный нагрев труб. Из-за чувствительности к термическому циклу сварки, область околошовная становится резко закаленной и непластичной при любом виде сварки. Шов формируется неудовлетворительно.
Предварительный подогрев приводит к снижению скорости остывания зоны возле шва, в ней образуются структуры с запасом пластичности. Они служат защитой от образования трещин под воздействием цикла термодеформации.
Температуру подогрева рассчитывают с учетом толщины стали и ее химического состава. После чего корректируют, определив реальную скорость охлаждения и сопоставив эти показатели.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.







При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Расшифровка аббревиатур
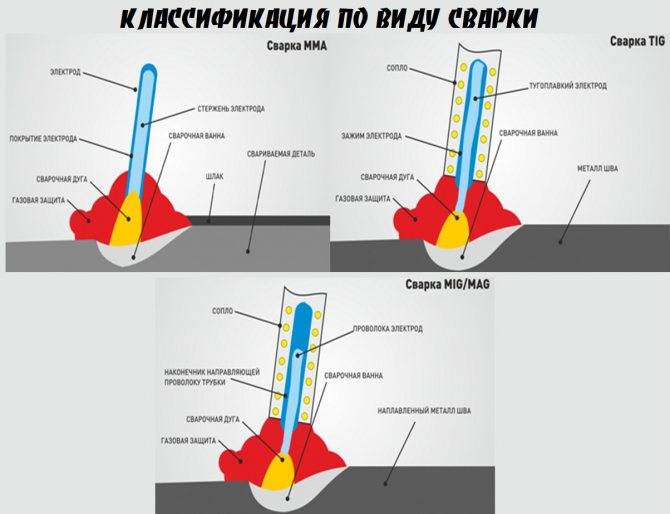
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
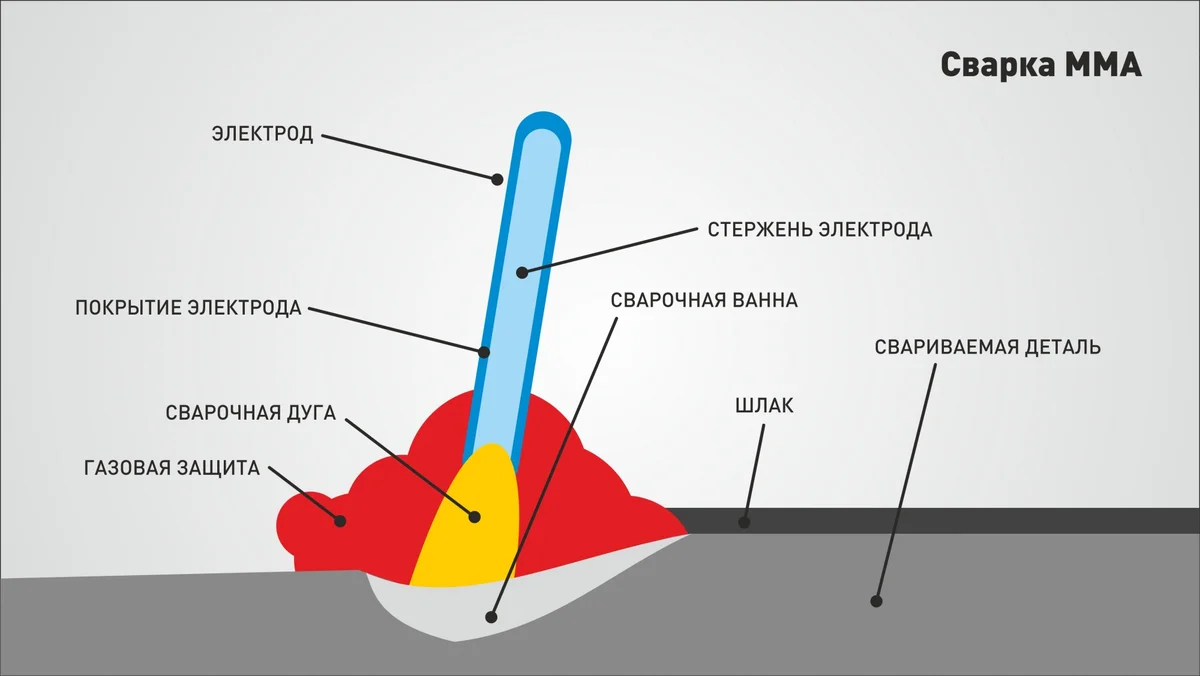
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.
Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.
Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Принцип действия
В рамках данного метода на заготовки через стержень подается ток, который формирует сварочную дугу. Последняя представляет собой концентрированную лучистую энергию, которая нагревает металл до температуры плавления. Благодаря тому что ток подается строго в определенную точку, остальные части заготовки при данной схеме дуговой сварки не повреждаются.
Шов между металлическими изделиями образуется во время кристаллизации материала, который запускается сразу после того, прекращается нагрев. То есть данный процесс запускается во время остывания обрабатываемой зоны, в том числе и за счет принудительного охлаждения. В связи с этим соединению необходимо определенное время для набора прочности, определяемое скоростью остывания.
Технология ручной дуговой сварки
Перед началом сварных работ металл защищается и нарезается на заготовки. Далее запускается источник питания.
Дуга зажигается в два приема:
- Электрод соприкасается с поверхность, что приводит к короткому замыканию.
- Электрод отводится от поверхности на расстояние, равное диаметру стержня.
При необходимости зажигание осуществляют путем чиркания электрода по поверхности. В этом случае металл нагревается в нескольких зонах.









После зажигания в месте, к которому подводится электрический тог, формируется расплав материала. Для создания прочного соединения сварщик должен до окончания работ удерживать дугу длиной от 0,5 до 1,1 от диаметра стержня.
Перемещение электрода
При РДС сварке рекомендуется вести стержень, совершая колебательные движения из стороны в сторону вдоль линии будущего шва. Благодаря этому соединение получится прочным.
В зависимости от положения заготовок применяются следующие техники сваривания:
- нижнее положение — проводится полное проплавление соединений;
- вертикальное положение — стержень ведется сверху вниз, чтобы расплавленный металл стекал в сформировавшееся соединение;
- потолочное положение — постоянно приостанавливать сварочные работы, чтобы уменьшить размеры расплава и исключить падение металла вниз.
Ширина получаемого шва напрямую зависит от диаметра используемого стержня.
Как производить сварку силумина в домашних условиях?

Металл получил свое название по созвучию названий образующих его элементов.
Сил — кремний (силициум по латыни), плюс — алюминий (алуминиум). Результатом стал силумин — сплав алюминия с кремнием.
Прочность и соответственно стоимость сплава колеблется в разы. Дешевые изделия (различного рода фурнитура, украшения) иногда ломаются голыми руками. Вместе с тем, подобные по составу сплавы образуют корпуса двигателей, силовые элементы станков, технологического оборудования.
Что такое силумин чем можно сварить этот металл, мы рассмотрим в нашей статье.
Особенные свойства
Количество кремния в сплаве колеблется от 5 до 20%, что и приводит к разнообразию свойств. При том, что внешне это никак не заметно. Кроме того, на физические качества влияет дополнительное легирование. Это марганец, титан, цинк, некоторые другие металлы и галогены.
Внешне силумин представляет собой блестящий серебристый металл. Цвет излома серебристо серый с явно заметной зернистостью.
Технически, металл относится к литейным. Высокая текучесть позволяет точно заполнять мельчайшие детали формы. Она же мешает заварить стык — жидкий расплав легко вытекает из шва.
Кроме текучести, сварке силумина препятствуют:
- склонность к образованию пор;
- трещинообразование наплавленного металла, вызванное как высокими остаточными напряжениями, так неравномерной кристаллизацией;
- высокая теплопроводность;
- низкая температура плавления.
Все перечисленное приводит к тому, что задачу того, как сварить силумин приходится решать индивидуально, для каждого конкретного случая.
Силумины менее прочны чем дюралевые сплавы. Вместе с тем они практически не поддаются коррозии. Минус сплава — хрупкость. Она настолько высока, что при обработке металлорежущими станками он просто крошится, не образуя стружки.
Модификация натрием, либо литием позволяет довести процентное содержания кремния до 22%.
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
Что такое электродуговая сварка — классификация и способы
Электродуговая сварка — это один из методов соединения металлических деталей, который характеризуется собственным принципом работы. В рамках данной технологии для получения швов одновременно на электрод подается ток большой силы. В результате такого взаимодействия формируется электрическая дуга.
Указанное определение и дало название данной разновидности сварки. Другое наименование — сварка плавлением. Второе название обусловлено тем, что при подаче большого тока металл в зоне воздействия приобретает жидкую форму.
Выделяют несколько видов дуговой сварки, каждый из которых отличается собственными особенностями.
Виды дуговой сварки
В зависимости от того, какие аппараты и технология применяется для получения швов, сварка дуговая подразделяется на следующие типы:
Ручная.
В рамках такого технологического процесса заготовки двигает и сваривает техник. К преимуществам этого метода относят возможность соединять металлические детали в любых условиях.
Недостаток — увеличиваются риски получения некачественного шва из-за ошибок специалиста.
Механизированная.
В рамках данного технологического процесса заготовки подаются на станок с помощью соответствующего оборудования. Но детали сваривает человек.










В ряде источников выделяют полуавтоматическую технологию электродуговой сварки как разновидность механической. В рамках данного процесса перемещение горелки выполняет сам рабочий, а подача проволоки, процесс зажигания дуги и формирование соединения выполняет специализированное оборудование.
Автоматическая.
Процесс в этом случае полностью автоматизирован. То есть подачей и свариванием заготовок занимается специальное оборудование. Эти устройства самостоятельно (согласно ранее внесенной программе) определяют интенсивность пламени, регулирует подачу расходных материалов и другое.
Возбуждение дуги.
Чтобы получить возбуждение дуги, сварщик прикасается к металлу кончиком электрода, а потом быстро отводит его в сторону, примерно на 2 мм. В результате этого действия образуется дуга, а постоянную ее длину поддерживают простым опусканием электрода по мере его расплавления и уменьшения длины. До того момента, как образуется дуга, сварщику нужно закрыть глаза и лицо щитком, или шлемом, во избежание получения травм.
Есть и другой способ возбудить дугу: сварщик должен быстро чиркнуть по поверхности металла электродом, после чего отвести его в сторону, в результате чего так же образуется дуга.
Дугу всегда рекомендуют держать короткой, так как при короткой дуге не образуется большого количества металлических капель, электрод плавится вполне спокойно и дает равномерный пучок искр. Также, при короткой сварке величина проплавления металла является максимальной.
Что означает маркировка
Рассматривая все о дуговой ручной сварке, стоит особое внимание уделить электродам, именно эти компоненты помогают сформировать прочный и качественный сварной шов
Важно учесть, что маркировка стержней определяет важные функции и качества:
- для каких металлов предназначены стержни;
- положения их удерживания при сварочном процессе – вертикальное, горизонтальное, под углом;
- толщину и состав покрытия.
Вид маркирования сочетает буквы и цифры. Сразу после названия и марки идет буква, которая определяет назначение стержней:
- У – для низколегированной и среднеуглеродистой стали;
- Т – для легированной с высокой теплоустойчивостью;
- Н – для наплавления;
- А – для металлических основ пластичного типа.
Затем идет буква, которая указывает на показатель толщины покрытия: М – тонкое покрытие, С – средняя толщина, Д – толстое, Г – сильно толстое. После идет буквенное обозначение типа стержня. Если это Е, то он является плавящимся.
После букв идут цифры. Они указывают на степень возможного предела прочности на растяжение, показатели относительного удлинения, температурный режим сохранения ударной вязкости. Они важны только для профессионалов, работающие на ответственных и важных предприятиях.
После цифр следуют буквы, которые указывают на тип материала обмазки стержня:
- А – кислотное соединение.
- Б – из щелочей.
- Ц – из целлюлозы.
- Р – рутиловое.
- П – другие разновидности.
Далее идут последние цифры в маркировке электродов, и они означают важные параметры стержней – положение в пространстве, в котором можно производить способ сварки РДС, и характеристики тока для сварочного процесса.