Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.

Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.
Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.

Несмотря на то, что используемый сварочный аппарат – полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток. Все зависит от особенностей свариваемого металла
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки – MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями – при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах – с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.
Сварочная проволока
Полуавтоматическая сварка MIG MAG TIG подразумевает применение сварочной проволоки, которую заправляют в аппарат. От ее характеристик также зависит качество шва. В некоторых случаях можно даже обойтись без защитного газа, при использовании порошковой проволоки.
Существует четыре вида присадки: алюминиевая, стальная, омедненная и порошковая. Самые востребованные две последние. Их использование гарантирует отсутствие брызг и высокую производительность работ.
Кроме порошковой, присадочная проволока должна применяться в защитной газовой среде. При приобретении обязательно нужно уточнять совместимость со свариваемыми материалами и наконечниками.
TIG
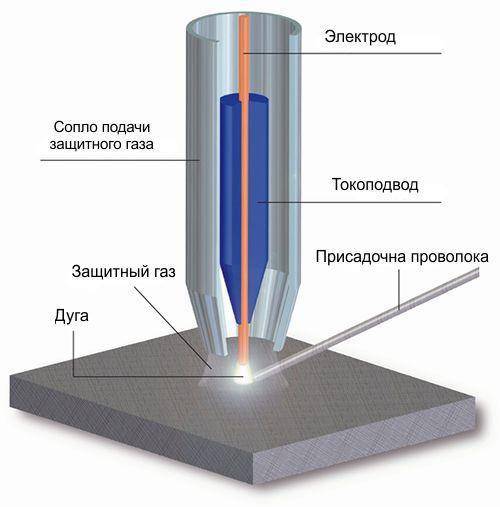 Схема tig технологии
Схема tig технологии
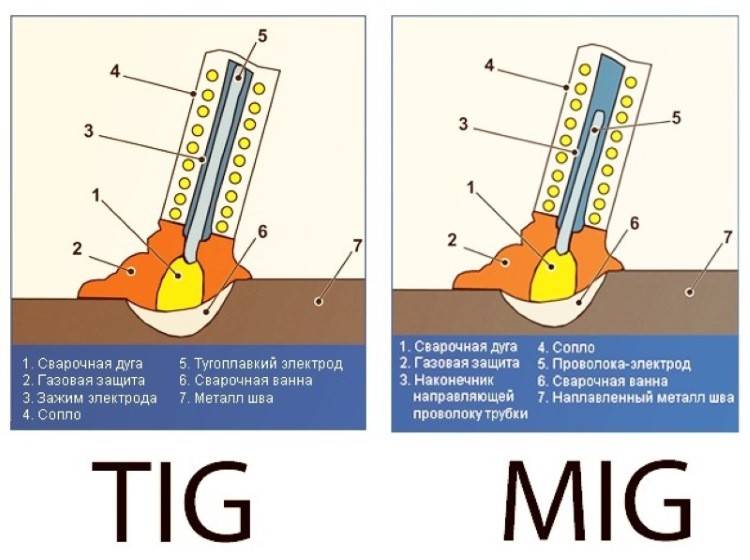
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Flux
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
TIG
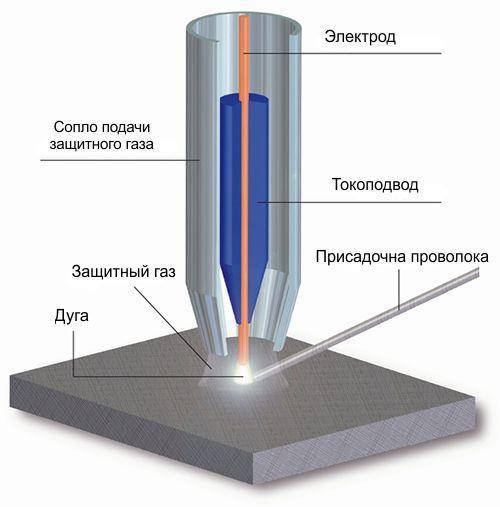
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Виды сварочного аппарата полуавтомата
При необходимости создания более качественных соединения, или если планируется работа со сложными сплавами, профессионалы советуют приобретать сварочный аппарат типа полуавтомат. У него тоже есть свои разновидности. По исполнению механизмы делят на:
- однокорпусные, в которых все детали и система управления размещены в одном корпусе;
- сложные установки, состоящие из нескольких частей.
По типу используемого источника питания бывают:
- однофазные агрегаты, подключаемые к сети с напряжением 220 В;
- трехфазные устройства, работающие от напряжения 380 В.
Самый популярный вариант деления устройств – по области применения и цене:
- бытовые аппараты;
- полупрофессиональные агрегаты;
- профессиональные устройства.
По способу защиты сварочной ванны от действия кислорода бывают:
- сварочный аппарат полуавтомат без газа, работающий на флюсовой проволоке;
- приборы для сварки в защитных газах.
Бытовые сварочные полуавтоматы
Выбирая сварочный аппарат полуавтомат для дома для эпизодического использования, можно остановиться на самых простых моделях со средней мощностью 3-5 кВт, работающих от стандартной сети электропитания. Такие агрегаты не выдерживают больших нагрузок и рассчитаны на непродолжительное использование порядка 3 из 10 мин. Остальное время необходимо для остывания узлов агрегата. Они имеют небольшой вес (до 10 кг) и просты в эксплуатации, то есть под силу справиться с таким агрегатом даже новичку сварного дела.










Полупрофессиональные сварочные полуавтоматы
На небольших станциях технического обслуживания автомобилей и малых производствах нередко можно встретить сварочный полуавтомат для сварки полупрофессионального типа. Стоят такие устройства выше, чем домашние аналоги. Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.
Профессиональные сварочные полуавтоматы
Самой мощной моделью является профессиональный сварочный аппарат полуавтомат. Он представляет собой сложную конструкцию из нескольких блоков с широким диапазоном настроек и функций. Используется на крупных промышленных объектах с трехфазной системой электропитания для сварки металлов толщиной от 20 мм. Способен выдерживать большие нагрузки в течение длительного времени. С такими устройствами работают только профессионалы с определенным квалификационным разрядом.
Как выбрать сварочный полуавтомат
Что лучше: полуавтомат или инвертор? Однозначно полуавтомат.
Особенностью полуавтоматов является универсальность, высокая производительность, возможность варить длинные швы, которые получаются более качественными, чем при сварке электродами. В полуавтоматах вместо электродов применяют специальную проволоку. Варить также проще, т.к. проволока подается равномерно и расстояние между соплом и местом сварки не изменяется, в отличие от электродов, которые выгорают и сварщику приходится постоянно «ловить» нужно расстояние. Не образуется шлака, что дает более качественное соединение.

Что можно варить полуавтоматом? Углеродистую сталь, чугун, нержавейку. Аппарат поддерживает электрическую дугу под защитой углекислого газа или его смеси с аргоном. Применяют также аргоново-гелиевую смесь, аргоно-кислородную, углекисло-кислородную. Какой газ лучше для полуавтоматической сварки, зависит от характера работ, но для бытовых целей в основном пользуются аргоном с углекислым газом.
Чтобы разобраться, как выбрать сварочный полуавтомат, нужно рассмотреть отдельные характеристики:
Вид инструмента. Бытовые. Имеют малую мощность, позволяют сварить бак, починить металлоконструкции, заварить днище автомобиля. Мощность до 5 кВт. Полупрофессиональные. Позволяют работать 4–6 часов за день. Обычно применяют на небольших СТО. Мощность 5–7 кВт. Профессиональные. Обычно они самые оптимальные по критерию цена-качество. Для дома они не нужны. Мощные приборы используют трехфазный ток 380 В. Выбор полуавтомата для сварки для домашних работ обычно происходит между бытовым и полупрофессиональным инструментом.
Входной ток. Может быть 220 В, 380 В или комбинированный. Для бытовых целей лучше всего брать 220 В, комбинированный подойдет при работах на выезде.
Мощность. Для работ по дому и на даче хватит 3 кВт, для устройства лестниц, забора, ворот лучше брать аппарат силой 4–5 кВт. Для варки толстого металла нужно оборудование от 7 кВт.
Степень защиты. Бывает трех видов: 21 – только для помещении, строго вертикально, на высокой подставке; 22 – в помещении, под навесом, наклон до 15 градусов; 23 – с защитой от дождя. Для бытового применения можно брать 21 и 22. По надежности они уступают 23, но намного дешевле.
Максимальный сварочный ток. Находится в пределах 110–500 ампер. Чем больше показатель, тем толще можно варить металл. Следует выбирать агрегат правильно с учетом предстоящей работы. Для кузовных работ (металл 0,6–0,8) хватит 100–120 А. Двери, баки, ворота (1–1,5 мм) требуют 160–180 А. Трубы со стенками до 4 мм свариваются на 200 А. Варка швеллеров, толстой стали – 300–400 А.
Минимальный сварочный ток. Тоже важна толщина металла. Для кузовного ремонта это 10–20 А, для дверей и ворот – 20 А, для водяного бака – 30–40 А.
Регулировка тока. Для бытовых целей достаточно кругового ступенчатого переключателя с шагом 10 А. Для работы с разной толщиной материала лучше выбирать цифровую регулировку с шагом 1 А.
Холостой ход. Достаточно значения 30–40 А для дома, для мастерской лучше 50–60.
Кабель-канал. Для домашнего мастера хватит длины 2–5 м.
Импульсная сварка. Функция нужна для сварки тонкого железа. Применяется в СТО для кузовного ремонта.
Разъем горелки. Лучше использовать при сварке полуавтоматом разъемы стандарта Евро или Евро 19 pin. Они стандартны и замена горелки проблем не вызовет.
Пониженное входное напряжение. Нужно для сельской местности, где параметры сети нестабильны.
Сварка без газа. Функция необходима для бытовых нужд, расширяет возможности применения агрегата.
Источник тока. Сварочники бывают инверторные и выпрямительные. Инверторные советуем брать новичкам – с ними легче обращаться. Выпрямительные требуют опыта, но проще в обслуживании и ремонте.
Диаметр проволоки максимальный. Для труб, ворот, дверей флюсовая проволока должна быть 1 мм, металл толщиной 5–7 мм требует диаметра 1,2 мм. Для более толстых конструкций нужно 1,6 мм. Какая проволока для полуавтомата лучше, зависит от выполняемой работы и материала, который приходится работать. Любители чаще всего применяют флюсовую проволоку, тем более что ее можно использовать без газа.
Стоимость. Аппарат для бытовых нужд обойдется в 15–20 тысяч рублей, для изготовления дверей, заборов, ворот – 20–30 тысяч рублей. Для кузовных работ на небольшой СТО потребуется агрегат за 20–27 тысяч рублей.
Лучшие производители
Стоит обратить внимание на следующие фирмы: Ресанта, Сварог, Fubag, Inforce, Aurora, Patriot, ELITECH, Ставр, Wester. По конкретным моделям рекомендуем смотреть не только на спецификации, но и на советы владельцев, которые уже успели несколько месяцев пользоваться оборудованием
Особенности защитного газа
MIG/ MAG сварка осуществляется в среде защитных газов, которые позволяют получить качественный и прочный сварной шов. Главная задача защитного газа состоит в предохранении расплавленного металла от атмосферного воздействия — кислород вызывает сильное окисление, а азот и влага из воздуха делают структуру шва пористой. Кроме этого они способствуют нормальному разжиганию сварочной дуги.

Тип защитного газа обеспечивает следующие важные условия:
- Регулирует скорость плавления;
- Оказывает влияние на уровень проникновения сварочной дуги;
- Предотвращает сильное разбрызгивание при сварочном процессе;
- Обеспечивает правильную форму;
- Улучшает механические свойства сварного соединения.
При проведении сварочного процесса специалист должен применять определенное количество защитных газов, которые смогут обеспечить стабильность электрической дуги. Используемый состав оказывает влияние на то, как расплавленный металл передается от присадочной проволоки к области сварной ванны.










При проведении сварки по технологии MIG/ MAG могут применяться следующие типы защитных газов:
- Чистая двуокись углерода или двуокись углерода с аргоном или с сочетанием из аргона и кислорода, эта смесь обычно используется для сваривания стали. При использовании первого вида газа — двуокиси углерода, можно получить высокую скорость плавления, хороший уровень проникновения дуги, прочны и выпуклый профиль сварного шва. Однако при использовании чистой двуокиси углерода происходит образование больших нестабильных капель, они передаются в область сварки случайными движениями. Кроме этого он образует сильное испарение. Все это может негативно отразиться на качестве шва, по этой причине могут применяться дополнительные примеси;
- Аргон, гелий и аргонно-гелиевая смесь. Данные виды защитных газов используются для сваривания цветных металлов и их сплавов. Смеси обеспечивают более низкую скорость плавления, низкий показатель проникновения и позволяют получить узкое сварочное соединение. Аргон является бюджетным вариантом, также он позволяет получить небольшое количество брызг во время сварочного процесса. Гелий обеспечивает хорошее проникновение, за счет него достигается высокая скорость плавления, это все позволяет получить прочное и выпуклое соединение. Аргон в чистом виде не стоит применять для сваривания изделий из стали, это связано с тем, что дуга может быть нестабильной;
- Универсальная газовая смесь для сваривания углеродистой стали. Она состоит из 75 % аргона и 25 % двуокиси углерода. Во время ее использования образуется небольшое количества брызг, снижается вероятность прожига через тонкие металлические основы.
Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка — быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм
Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.
Немаловажный момент при выборе – максимальные токи и толщина рукава. Оптимальная для любых сварочных работ – 3 мм. Но в продаже можно найти изделия и большей длины.
Характеристики выбора
Один их основных показателей выбора полуавтомата – это номинальный ток сварки. Как правило, он соответствует продолжительности нагрузки. Чем дольше ток такой силы купленный аппарат может выдержать, тем дольше без остановок он может работать. Продолжительность нагрузки исчисляется в процентах, и оно равно сумме времени нагрузки и времени холостого хода, то есть, когда аппарат не работает, но и не отключен от сети.
Сама же величина номинального тока говорит о том, что аппарат под ее действием не будет перегреваться. Конечно, с учетом продолжительности нагрузки (%). К примеру, если в мастерской будут свариваться детали и узлы толщиною до 3 мм, для чего потребуется проволока диаметром 0,8 мм (см. таблицу ниже), то для этого необходим будет ток силой 80-100 ампер. Для проведения этой работы рекомендуется приобрести полуавтомат сварочный с запасом по току не менее 50%. Оптимальный вариант – 160-200 ампер.
Если решено приобрести профессиональный агрегат, то вопрос, как выбрать полуавтомат, будет основываться и на характеристиках питающей сети. Это 220 или 380 вольт. Если в мастерскую подведена одна фаза, то соответственно придется приобретать однофазный вариант оборудования. Если три фазы, то можно покупать и однофазный аппарат, и трехфазный. Но лучше предпочтение отдать второму, потому что с его помощью получается лучшее качество сварного шва, да и питающая сеть будет без перекосов и перегрузок на одну фазу.
Что касается диаметра используемой проволоки, то на этот показатель влияет в основном толщина свариваемых металлических деталей.
| Диаметр проволоки, мм | Толщина деталей, мм |
| 0,6 | 0,5-1,5 |
| 0,8 | 0,8-2,5 |
| 1,0 | 1-4 |
| 1,2 | 1,5-8 |
| 1,6 | 2-20 |
Тонкости выбора
Есть определенные тонкости, который помогут выбрать лучший сварочный полуавтомат.
Обратите внимание на евроразъем, который соединяет горелку. Это возможность заменить ее в случае необходимости.
Если механизм подачи проволоки небольшой с маломощным двигателем, то это гарантированно, что он скоро выйдет из строя
Обратите внимание на сами ролики подачи, их размер не должен быть меньше вот этих параметров: 30х22х10 мм.
Регулировка индуктивности должна быть плавной. От нее зависит качество сварочного шва, плюс в процессе работы отсутствует разбрызгивание искр, правильно проваривается металл. По сути, регулировка индуктивности – это регулировка жесткости электрической дуги.
Индуктивность цифровая лучше, чем ручная. С ее помощью можно легко настроить сам режим сварочного процесса, при этом аппарат запомнит установленные параметры сварки.
Автоматический выключатель, который спасет прибор от перегрузки и короткого замыкания.
Классика или инверторный
Что лучше, сварочный полуавтомат инверторного типа или классический? Здесь нельзя ответить однозначно.
Классический прибор устойчив к перепадам напряжения, по конструкции прост, легко можно отремонтировать. Правда, является обладателем большого веса и габаритов, по сравнению с инверторным. Второй гарантирует качественный шов даже при сварке тонколистовой стали, на которой не появятся прожоги. Легко настроить его режим работы, настройка очень гибкая.
Достоинства и недостатки
Если сравнивать инверторы одинаковой производительности, то полуавтоматы MIG/MAG более громоздки по сравнению с аппаратами ручной дуговой сварки. Но современные требования к технологическим процессам заставили большинство производителей выпускать многофункциональные сварочные аппараты, ведущие работу в нескольких режимах. Так, существуют устройства, сочетающие в себе MMA, MIG/MAG и TIG инверторы. Поэтому большие габариты в качестве недостатка рассматривать уже неактуально. Но многие модели комплектуются специальной тележкой, на которой можно разместить все оборудование.
К достоинствам тиг сварки относят, прежде всего, производительность. Если подача проволоки автоматизирована, то сварочный процесс протекает гораздо быстрее, чем сварка штучными электродами. При работе ММА инвертора выделяется вредный для дыхания газ, так как горит обмазка электрода. В данном случае сварщику ничто не угрожает, ведь защитный газ поступает только в область ванны.
Начинающий сварщик всегда сталкивается с проблемой поджига дуги и ее удержания. Дуга MIG образуется достаточно легко. Это значит, что работы удобно вести даже в стесненных местах. Но самое главное достоинство данного режима заключается в надежности и эстетичности шва. Если параметры сварки были подобраны оптимально, то шов получается аккуратным, без пор и трещин, без разбрызгивания.
Преимущества и недостатки
МАГ-сварка пользуется высокой популярностью среди многих профессиональных и начинающих сварщиков.
Повышенный спрос связан с наличием у данной технологии целого ряда положительных качеств:
- Процесс проводится в среде защитных газов, которые защищают сварную область от окисления. Газы предотвращают проникновение воздуха в рабочую область, они отлично изолируют сварную ванну от внешнего воздействия;
- Удобная эксплуатация. Сварка в защитных газах с использованием технологии MIG-MAG предоставляет возможность работать в любом положении;
- При проведении данной сварочной технологии можно визуально прослеживать процесс сварки, формировать сварное соединение и при необходимости можно править его;
- Сварка обеспечивает отличный результат. Сварной шов имеет ровную поверхность, в его структуре не наблюдается шлак. Это позволяет сэкономить время на проведении зачистки обработанной поверхности металла;
- Этот метод обладает высокой производительностью.
Важно! Дуговая сварка в защитном газе обладает уникальной особенностью – она позволяет создавать длинный шов без остановок и повторных разжиганий дуги. Именно использование технологии маг позволяет производить сцепление материалов данным способом. Однако у данного вида сварки имеются некоторые отрицательные качества
Для осуществления процесс требуется сварочный аппарат, который обладает громоздкими размерами. Его не получиться, просто так повесить на плечо, дополнительно с собой требуется брать газовый баллон и другие комплектующие компоненты
Однако у данного вида сварки имеются некоторые отрицательные качества. Для осуществления процесс требуется сварочный аппарат, который обладает громоздкими размерами. Его не получиться, просто так повесить на плечо, дополнительно с собой требуется брать газовый баллон и другие комплектующие компоненты.
Огромный аппарат и другие составляющие элементы не позволят просто переместиться с одного места на другое. Весь рабочий комплект необходимо будет устанавливать на рабочую передвижную тележку.
Технология MIG/MAG сварки
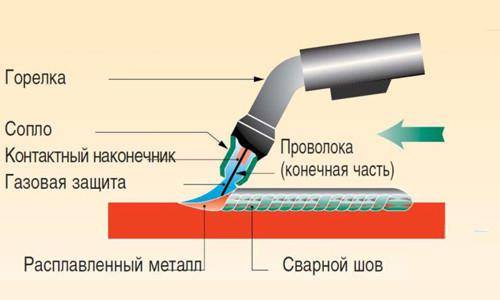
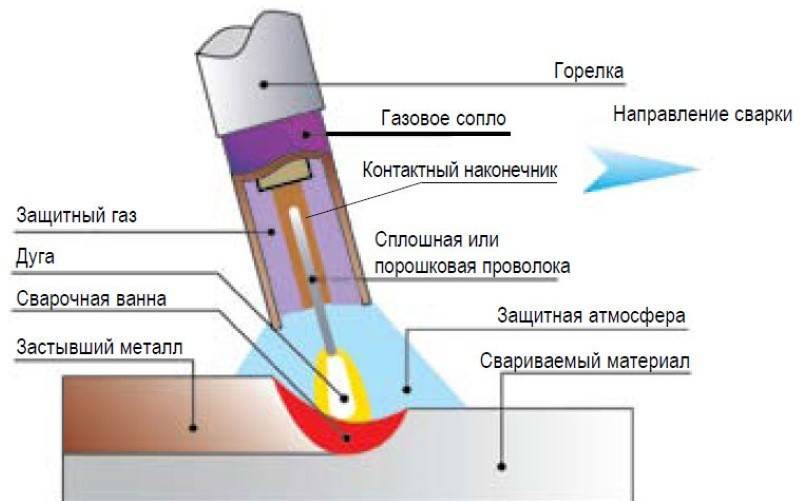
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.
Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.









Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.
В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Сварочная проволока
В большинстве случаев на вопрос, что такое MIG MAG, приходится слышать ответ, что это сварка при помощи электродной проволоки, хотя роль проволоки здесь не основная. Главное — газовая атмосфера. Но и от качеств проволоки зависит немало. В сварочных аппаратах полуавтоматического действия используются различные виды проволоки, всего их четыре:
- алюминиевая;
- стальная (нержавейка);
- омедненная;
- порошковая.
Два последних вида — самые удобные в применении и, следовательно, самые распространенные. Они обеспечивают сварку без брызг, достаточно высокую скорость и купить их можно без особых проблем. Порошковая проволока очень востребована как в любительской, так и в профессиональной сварке.

 Алюминиевая сварочная проволока
Алюминиевая сварочная проволока
Наличие внутри специального порошка, состоящего из антиокислителей (различные руды, ферросплавы, сложные химические соединения), позволяет сваривать металлы без газа — его роль выполняет сгорающий в дуге порошок.
В отличие от покрытия электрода в ММА сварке он практически не выделяет ядовитых испарений, так как находится в проволоке в объеме от 15 до 40% от общего объема материала. Проволока, по сути, полая гибкая трубка, заполненная порошком. Ее необходимо предохранять от деформаций — сломанная проволока непригодна для сваривания. Порошковую проволоку можно использовать для MAG-сварки. В этих условиях дуга горит особенно мягко и стабильно.
Информация в статье представлена в виде краткого обзора. У Вас есть дополнения и более широкая информация о том, что такое MIG/MAG сварка, как ее правильно использовать и для каких работ она применяется? Нас и наших читателей интересует практический опыт. Пишите — самые интересные письма будут непременно опубликованы под именем автора.
Основные компании-производители
Производителей сварочных агрегатов на современном этапе большое множество, однако далеко не все снискали внимание потребителей. Если вы раздумываете, аппарату от какой фирмы отдать предпочтение, ознакомьтесь с самыми популярными производителями:
- Aurora. Компания, появившаяся в результате коллаборации северноевропейской организации AURORA Group of Companies и китайского производителя RILAND Industry. Кроме сварочной техники, предприятие выпускает генераторы, компрессоры, насосы, садовую технику.
- Сварог. Официальный дистрибьютер китайской корпорации Jasic Technology Company Ltd, поставляющий сварочную технику и комплектующие к ней с 2007 года.
- Elitech. Торговая марка компании из России «ЛИТ Трейдинг», возникшая в 2008 году. Компания поставляет компрессоры, триммеры, станки для обработки металла, сварочную и садовую технику от брендов Bosch, AEG, Black&Decker, Makita и др.
- ESAB. Шведский бренд, имеющий филиалы в 47 странах и начинающий свою историю с 1907 года.
- Кедр. Российская компания изготавливает технику на основе американского сварочного оборудования. Несмотря на то, что на рынке фирма находится всего 7 лет, ее продукция поставляется более чем на 100 европейских предприятий.
- Fubag. На рынке профессионального оборудования эта немецкая компания находится более 40 лет. Инверторы производятся на 19 заводах в соответствии с международными стандартами ISO.
- Интерскол. Российский производитель, активно выпускающий бытовые и профессиональные инструменты с 1998 года.
Рейтинг сварочных инверторов для дома среди сварщиков состоит как из отечественной техники, так и из зарубежной. Отметим, что при покупке лучших инверторных сварочных аппаратов не стоит отдавать предпочтение приборам исключительно европейского или американского производства: большинство приборов от известных брендов произведены в странах Азии. Поэтому товар от, например, известного китайского производителя, может оказаться ничем не хуже.