Условия поставки
— каждый моток (бухта, катушка, кассета) проволоки должен быть плотно перевязан мягкой проволокой не менее чем в трех местах, равномерно расположенных по периметру мотка;
— мотки проволоки одной партии допускается связывать в бухты (масса одной бухты или мотка не должна превышать 80 кг);
— на каждый моток (бухта, катушка, кассета) проволоки крепят металлическую бирку на которой должны быть указаны: * наименование или товарный знак предприятия-изготовителя; * условное обозначение проволоки; * номер партии; * клеймо технического контроля, удостоверяющее соответствие проволоки требованиям стандарта.
— сварочная проволока поставляется в сопровождении соответствующих сертификатов, удостоверяющих соответствие проволоки требованиям стандарта. В сертификате указывают:
* товарный знак предприятия-изготовителя; * условное обозначение проволоки; * номер партии и плавки; * состояние проволоки; * химический состав в процентах; * содержание α-фазы в пробе в процентах; * результаты испытаний на растяжение; * массу проволоки нетто в килограммах.
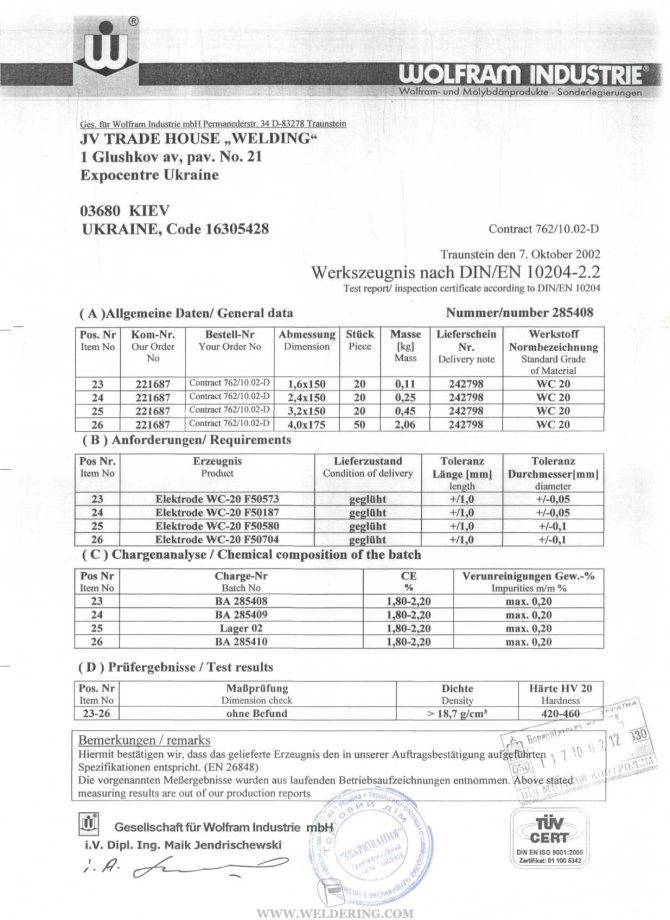
При утере сертификата проволока может быть использована только после определения ее химического состава.
Катушки со сварочной проволокой
Сварочный полуавтомат — принцип работы
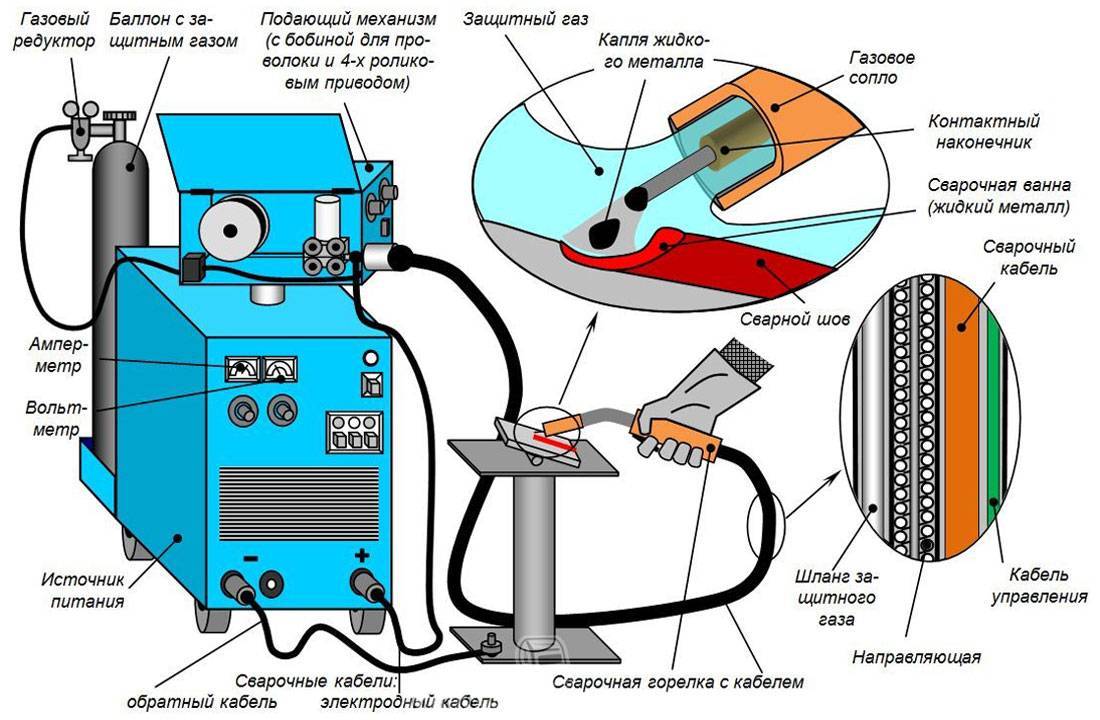
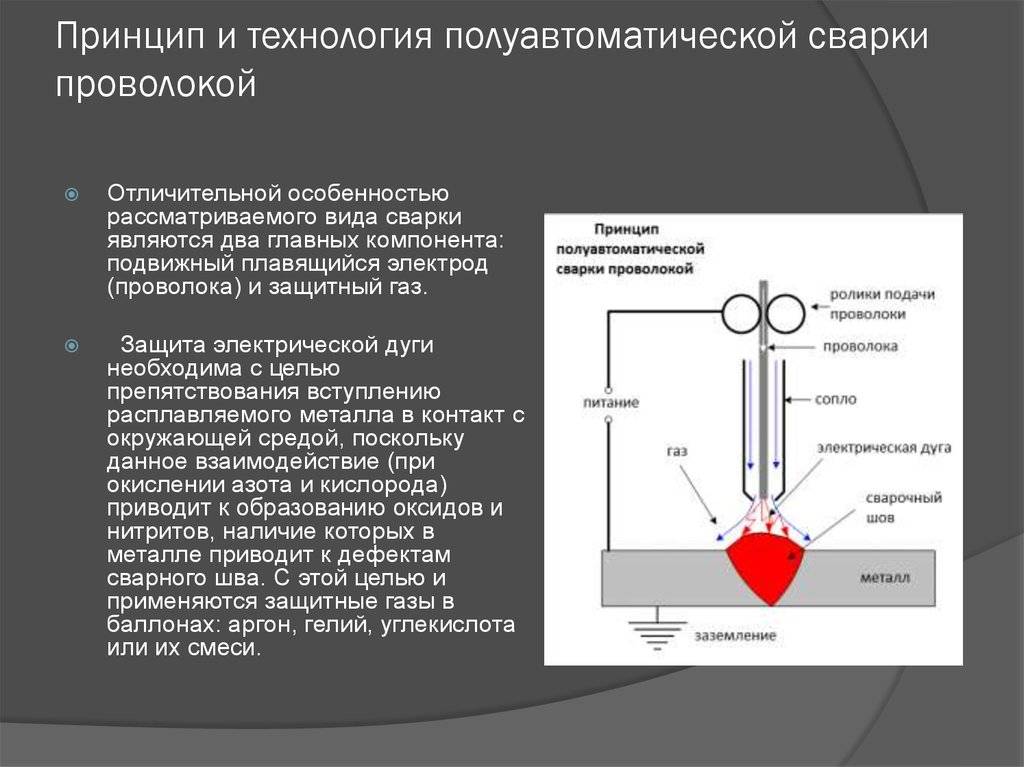
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
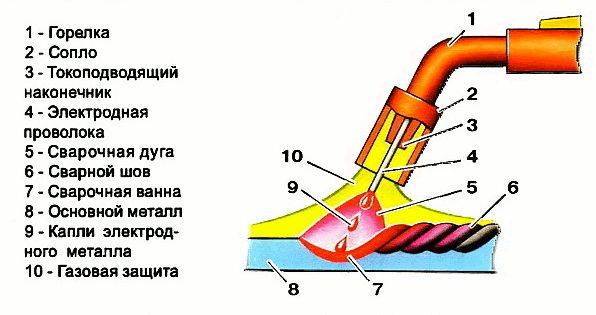
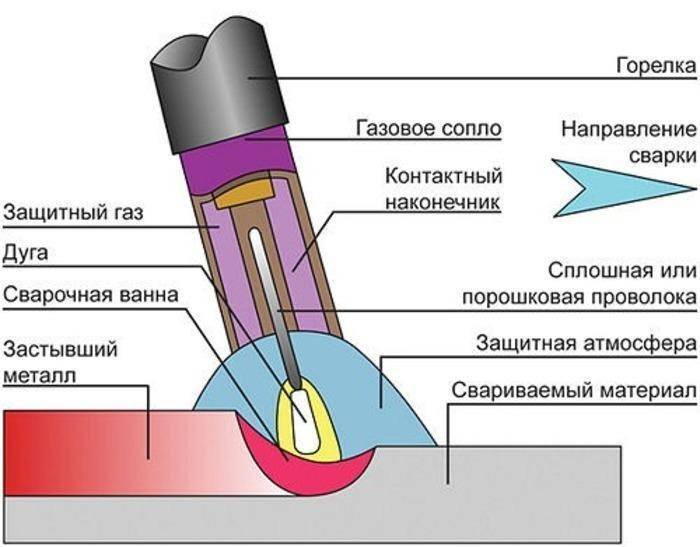
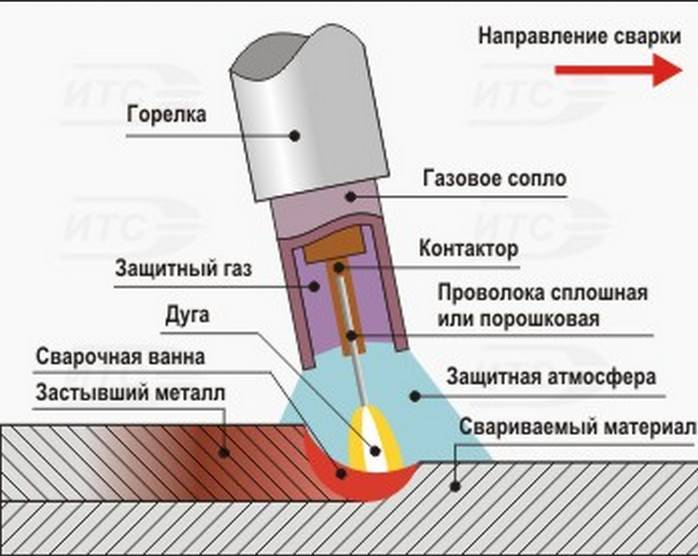
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. - Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
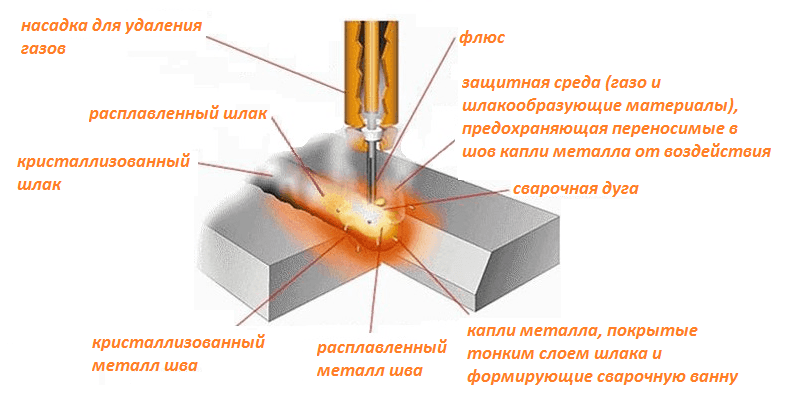
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. - Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
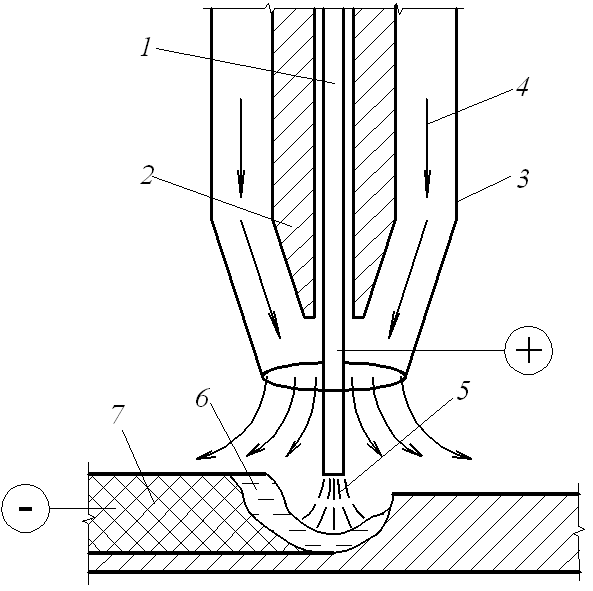
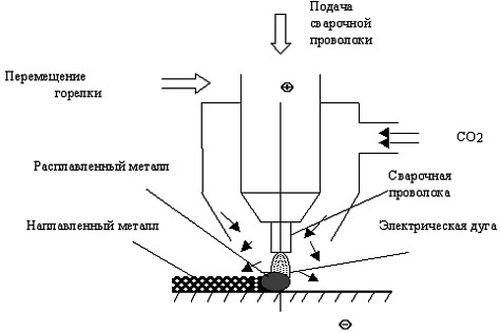
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки
углекислый газ под воздействием высокой температуры дуги распадается на угарный
газ и кислород. Процесс распада происходит по реакции:
2CO2 = 2CO + O2
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый
газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает
зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует
с железом и углеродом, находящимися в составе стали по реакциям:
Fe + CO2 = FeO + CO
2Fe + 2CO2 = 2FeO
2C + 2CO2 = 4CO
2C + 2O2 = 2CO2
Нейтрализовать окислительное действие углекислого газа можно путём введения
в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически
более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Mn + CO2 = MnO + CO
Si + 2CO2 = SiO2 + 2CO
2Mn + O2 = 2MnO
Si + O2 = SiO2
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний
и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке
углеродистых сталей обеспечивается при соотношении количества марганца к
кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния
и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя
легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность
жидкого металла.



Подбор сварочной смеси для полуавтомата
Присадочная проволока выпускается без защитного покрытия, в полуавтоматах предусмотрена подача защитных газов. Их смешивают с расчетом, чтобы создавалась нужная температура горения, при которой металлические заготовки и проволока не слишком быстро расплавлялись. При рациональном подборе газосмеси для полуавтоматической сварки упрощается процесс формирования швов.
Таблица выбора газосмеси для различных сплавов:
| Углеродистые конструкционные стали (листовой, узкопрофильный прокат) | ||||||||
| Размер проволоки (мм) | Величина стыка (мм) | Сила тока (А) влияет на скорость сварки | Название смеси по ГОСТ и международному стандарту | Компонентный состав смеси | ||||
| Ar | CO2 | O2 | He | |||||
| 0,8 | 1 | от 45 до 65 | К-3.1 (возможна маркировка Argoshield 5) | 92% | 6% | 2% | – | |
| 1,6 | от 70 до 80 | |||||||
| 1 | 3 | от 120 до 160 | К-3.2 (возможна маркировка Argoshield TC) | 86% | 12% | 2% | – | |
| 6 | от 140 до 160 | |||||||
| 1,2 | 6 10 | от 250 до 270 от 140 до 160 | ||||||
| 1,2 | 10 | от 270 до 310 от 140 до 160 | К-2 (возможна маркировка Pureshield P31) Универсальная смесь | 82% | 18% | – | – | |
| 1,2 | 10 | от 290 до 330 | К-3.3 возможна маркировка (Argoshield 20) | 78% | 20% | 2% | – | |
| Легированные стали (жаростойкие. жаропрочные, нержавеющие, кислотоустойчивые) | ||||||||
| 0,8 | 1.6 | от 70 до 855 | НП-1 (возможна маркировка Helishield HI) | 13,5% | 1,5% | – | 85% | |
| 1,0 | 3 6 | от 100 до 125 от 120 до 150 | НП-2(возможна маркировка Helishield H7) | 43% | 2% | – | 55% | |
1,2 | 6 10 | от 220 до 250 от 120 до 150 | ||||||
| 1,2 | 10 | от 120 до 150 от 260 до 280 от 270 до 310 | НП-3 (возможна маркировка Helishield H101) | 60% | 2% | – | 38,0% | |
| Сплавы на базе алюминия | ||||||||
| 1 | 1,6 | от 70 до 100 | НП-1 (обозначается также H1 и надписью Helishield-Н1) | 13,5% | 1.5% | – | 85% | |
| 1.2 | 3 6 | от 105 до 120 от 120 до 140 | – | |||||
| 1,2 | 6 | от 160 до 200 | НП-2 (обозначается также H7 и надписью Helishield-H7) | 43% | 2% | – | 55% | |
| 10 | от 120 до 140 | |||||||
| 1,6 | ||||||||
| 1,2-1,6 | от 130 до 200 | |||||||
| 1,5-2,4 | от 300 до 500 | НП-3 (возможна маркировка Н101 и Helishield-H101) | 60% | 2% | – | 38% |
При использовании вольфрамового электрода и проволочной присадки применяют составы из двух инертных газов:
- НН-1 (полное название Helishield-Н3), в этой смеси концентрация гелия в пределах 30%, аргона не более 70%. газосмесь обеспечивает более эффективный нагрев, увеличивается скорость плавления металла, формируется ровная поверхность шва.
- НН-2 (международная маркировка Helishield-H5) – это в равных пропорциях смешанные два инертных газа: аргон и гелий. Универсальная смесь применяется для соединения черных и цветных заготовок практически любой толщины.
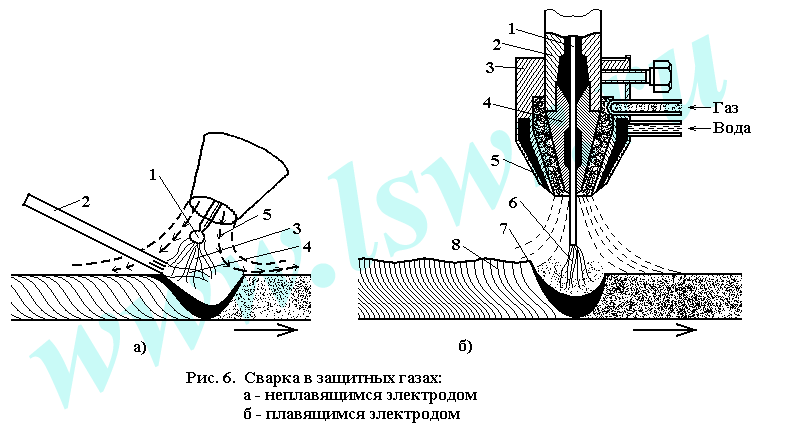
Описание и принцип действия полуавтоматической сварки
Сварка проводится в атмосфере инертных газов во избежание нежелательного окисления материала стыков и шва. Сварочный агрегат нагнетает газ (чаще всего — аргон) к месту сварки под небольшим избыточным давлением, вытесняя, таким образом, кислород воздуха из рабочей зоны. В качестве электрода используется тонкая проволока, хранящаяся на барабане внутри сварочного аппарата. И газ, и проволока подаются в рабочую зону специальным механизмом через армированные трубки и далее через пистолетную рукоятку сварочной горелки.
Масса подается на деталь зажимом, как и при обычной электродной ручной сварке. Плюс подается на сварочную проволоку. Сварщик открывает кран подачи газа и регулирует напор, после чего включает механизм подачи на заданную техническими условиями скорость и касается детали кончиком электрода, торчащим из горелки. Возникает электрическая дуга, электрод плавится и используется в качестве припоя. Края соединяемых деталей разогреваются электрической дугой и свариваются вместе. Инертный газ при этом образует защитную атмосферу, препятствуя нежелательному окислению.
Возможно также использование полуавтомата без газа, для сварки обычного черного металла, для чего применяются специально предназначенные марки сварочной проволоки.
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Сварочный полуавтомат какой фирмы лучше выбрать
Из-за большого разнообразия марок такого сложного технического оборудования выбор покупателя может быть трудным. Эксперты рекомендуют учитывать репутацию, опыт производителей, какими преимуществами они выделяются от конкурентов. На отечественном рынке наибольший спрос наблюдается у следующих компаний:
- Wester – торговая марка, которая принадлежит группе компаний «Импульс». Основное производство находится в Китае. Под таким именем на российском рынке представлены автоинструменты, сварочные аппараты, пневматика, бытовое и полупрофессиональное оборудование для строительства, ремонтных работ. Спрос наблюдается не только в России, но и многих странах Европы.
- Aurora – российская компания, представляющая технику высокого качества с минимальным гарантийным сроком от 2 лет и выше. Сборка сварочного оборудования происходит в Китае. Помимо этого ассортимент постоянно пополняется новыми моделями компрессоров, генераторов, минимоек, насосов.
- Ресанта – молодая латвийская компания, выпускающая электрооборудование достойного уровня по низким ценам. На российском рынке можно увидеть широкий ассортимент, среди которого будут представлены сварочные полуавтоматы MAG/ MIG в десятках разновидностей по мощностям и другим параметрам.
- Elitech – российская компания, которая вышла на рынок в 2008 году. Несмотря на недолгий срок производства, она уже освоила выпуск широкого спектра качественной техники с демократичными ценниками. Основные заводы находятся в Китае, где продукция также востребована.
- Fubag – немецкая компания, действующая с 2007 года. Большая часть продукции – это сварочное оборудование и сопутствующие товары с хорошими техническими характеристиками и средними расценками. Сегодня Fubag стали партнером для большинства профессионалов.
- FoxWeld – масштабная производственно-торговая компания, которая реализует электро- и газосварочное оборудование, собранное из расходных материалов азиатского и европейского происхождения. Являясь российской фирмой, сотрудничество ведется только с брендовыми поставщиками деталей, комплектующих, сырья.
- BlueWeld – итальянский производитель, предлагающий разные сварочные аппараты, комплектующие, аксессуары, фирменные принадлежности к ним. Деятельность ведется с 1963 года, с тех пор фирма достигла большого темпа роста продаж на российском рынке, а повысить качество и характеристики товаров удалось благодаря собственной научной лаборатории.
- Сварог – российский производитель, представивший на рынке оборудование для ремонта, строительных работ. Вся продукция была выпущена впоследствии сотрудничества с китайской компанией Shenzhen Jasic Technology.
- Brima – одна из старейших немецких компаний, представляющих на российском рынке сварочное оборудование. Опыт работы перевалил за отметку в 50 лет. Работать с такими приборами можно даже при отсутствии опыта, так как каждая единица надежная и многофункциональная.
- Форсаж – торговая марка, принадлежащая российскому производителю АО «ГРПЗ». За 20 лет плодотворной работы компания наладила сервисное обслуживание, внедрила передовые функции, что позволило создавать инструменты профессионального уровня. Наибольший спрос демонстрируют инверторные сварочные аппараты.
Как выбрать сварочный аппарат
Как и любая техника сварочный аппарат имеет свою конструкцию и она состоит из:
- Горелка, различающаяся по типу мощности и способам охлаждения
- Механизм подачи проволоки. Он включает в себя способ подачи, регулирование скорости и количество прижимных роликов
- Шланг, который различается по диаметру
- Газовый редуктор, который в обязательном порядке должен иметь два манометра.
Выбирая полуавтоматический сварочный аппарат следует учитывать толщину металла, который будет находиться под воздействием сварки, какую длину шва производит аппарат, а также условия выполнения сварочных работ.
Перед покупкой необходимо уточнить все вышеуказанные параметры, так как это поможет выбрать подходящий именно для вас аппарат.
Подбирать сварочный аппарат необходимо по следующей методике:
Выбор начинается с выяснения задач, для которых приобретается аппарат
При выборе обращайте внимание на качество сварочного аппарата, прочитайте информацию о заводе-изготовителе и изучите отзывы о нем и об аппарате. Также обратите внимание на стоимость, которая не может быть ниже средней.
Если вы выбираете маломощный аппарат, то следует учесть что он способен обрабатывать исключительно небольшие поверхности.
В месте покупке узнайте особенности гарантии, наличие сервисных центров и доступность расходных материалов и запчастей к аппарату, таких как токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики.
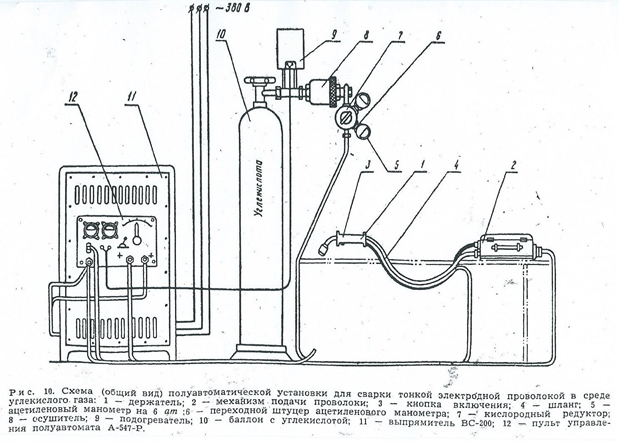
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
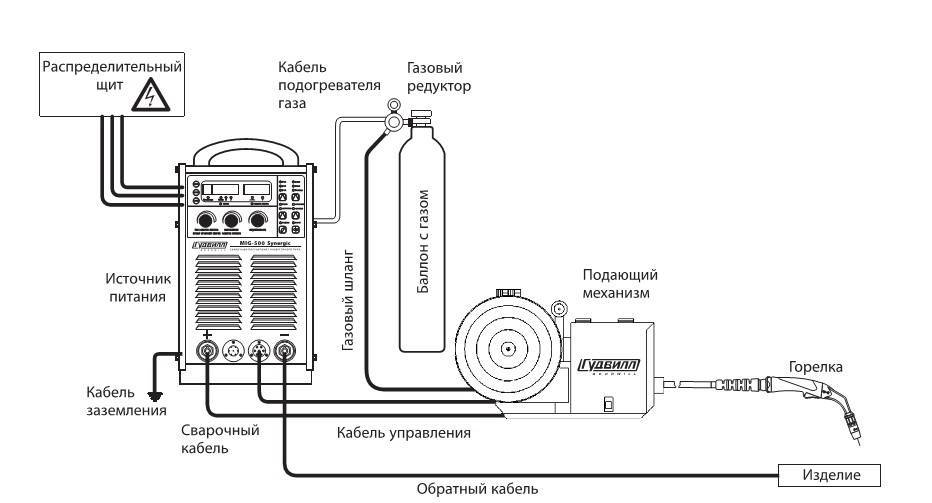
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
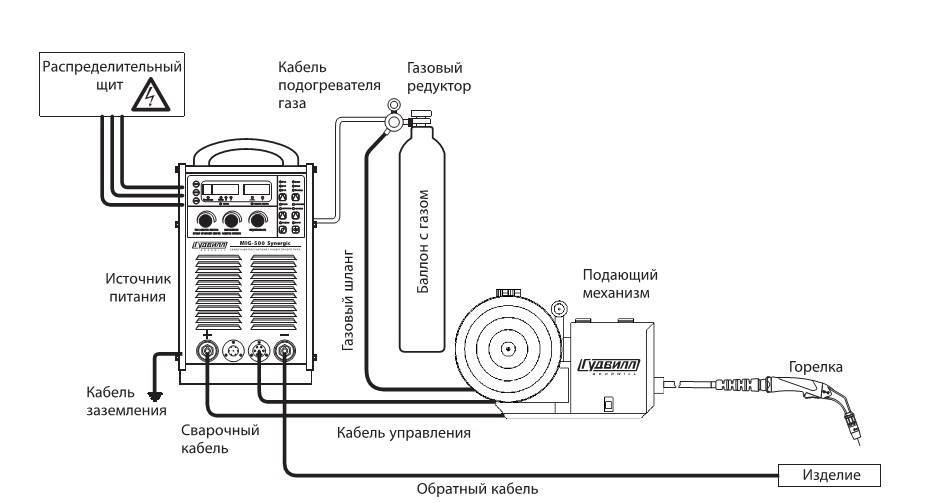
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.





Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли
Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Разновидности проволоки и выбор
В связи с распространением сварки полуавтоматом предприятия начали выпускать разные типы расходных материалов для нее. Правильный выбор проволоки повышает скорость и эффективность, обеспечивает безопасность работы. В ГОСТ 2246 прописаны основные требования к составу материала. Среди множества видов проволоки сварщики выбирают только некоторые марки. Остальные считаются узкоспециализированными.
| Марка стали | Тип проволоки |
| конструкционная, углеродистая, низколегированная | СВ-08, СВ-08Г2С, ER-70S-6 |
| 08Х12, 08Х17Т | СВ-12Х13, СВ-10Х17Т, СВ-08Х14ГНТ |
| 03Х18Н11, 08Х19Н10Т, 12Х18Н10Т | СВ-01Х19Н9, СВ-06Х19Н9Т |
Толщина металла и диаметр проволоки
Характеристики расходного материала зависят от габаритов соединяемых деталей. Производители предлагают проволоки диаметрами от 0,3 до 12 мм. Размер выбирают с учетом габаритов заготовок. Например при сваривании деталей толщиной 3-5 мм используют проволоку диаметром до 2 мм. Выбор материала определяется и силой тока. Для снижения стоимости работ в процессе сварки контролируют расход присадки. Он зависит от типа сплава, характеристик присадочного материала.
Соединение металлов при помощи полуавтомата
Начало работы

угловую шлифовальную машину
Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки

с толщиной от 5 и 6 мм
Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Экономия смеси
Исходя из сказанного, можно сделать вывод, что расход регулируемой углекислотной среды зависит не только от прямых факторов — диаметра прутка, силы тока и толщины соединяемых металлических элементов. Косвенными факторами, влияющими на расход углексилоты являются погодные условия — ветер, открытая площадь.
Однако учитывая последние, имеется возможность минимизировать затраты сварочного процесса.
Оптимизированным вариантом послужит проведения работы в закрытом, искусственно проветриваемом помещении, с привлечением опытного сварщика. Новичку так же можно поручить процесс, однако расход все равно будет несколько или значительно больше. Неопытный сотрудник вправе предложить достичь экономии путем прикручивая вентиля на баллоне с углекислотой при полуавтоматической сварке.
Подобная операция уменьшит поток смеси к сварочной ванне, но увеличит приток кислорода из атмосферы, что скажется на снижении качества шва. Однако существует выход из этого положения.
Специалисты советуют использовать в работе многокомпонентные регулируемые газовые составы, которые позволяют уменьшить расход углекислоты с одновременным улучшением качества шва. Например, аргоновая смесь состоит из 20% двуокиси углерода и 80 — аргона. Ее главными преимуществами считаются:
- уменьшение количества использованной проволоки до 80%;
- сокращение количества прилипших брызг металла;
- увеличенная глубина провара элементов;
- меньшее число пор в сварном шве.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Большинство полуавтоматов для сварки поставляется вместе с сопроводительной документацией, содержащей оптимальные настройки для тех или иных режимов работы. Там указаны параметры, от которых следует отталкиваться при тонкой настройке аппаратуры.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
- Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - Подключение газового баллона к аппаратуре.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. - Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. - Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. - Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Актуальность вопроса
Защитный газ предотвращает попадание из воздуха в сварочную ванну водорода, кислорода, иных вредных веществ, которые ухудшают качество шва. В некоторых случаях, газ выводит подобные элементы из сварочной ванны.
Предприятиям газ поставляется кислородными цехами заводов, домашний сварщик может купить его баллон в торговой сети. Например, 10-литровый баллон углекислоты стоит немногим более 500 рублей, однако израсходовав запас газа, емкость можно заполнить новой порцией двуокиси.
Каждый сварщик старается увеличить продолжительность работы баллона с регулируемой газовой средой, и просто уменьшить его расход обычным зажатием вентиля не получится.
Однако выход CO 2 — двуокиси углерода, при работе полуавтоматической сваркой можно предварительно просчитать, чтобы не бежать в магазин за новым баллоном перед самым окончанием трудового дня.
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.


Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
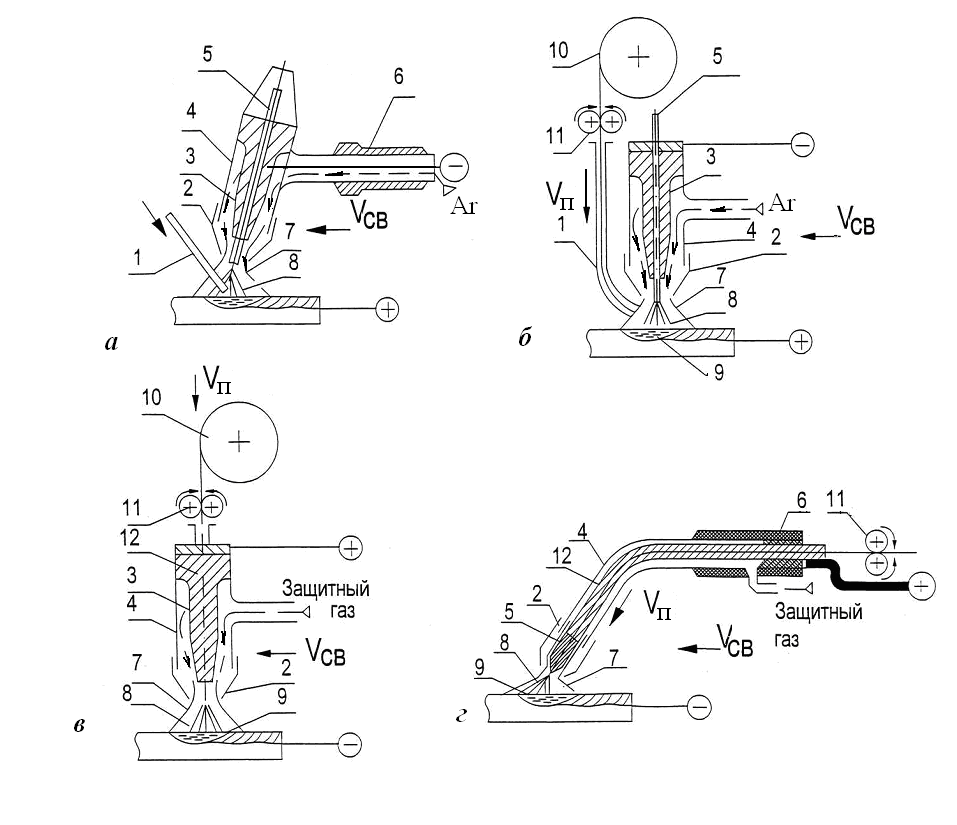
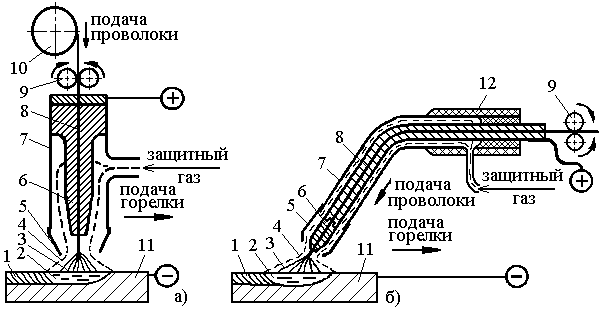
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы