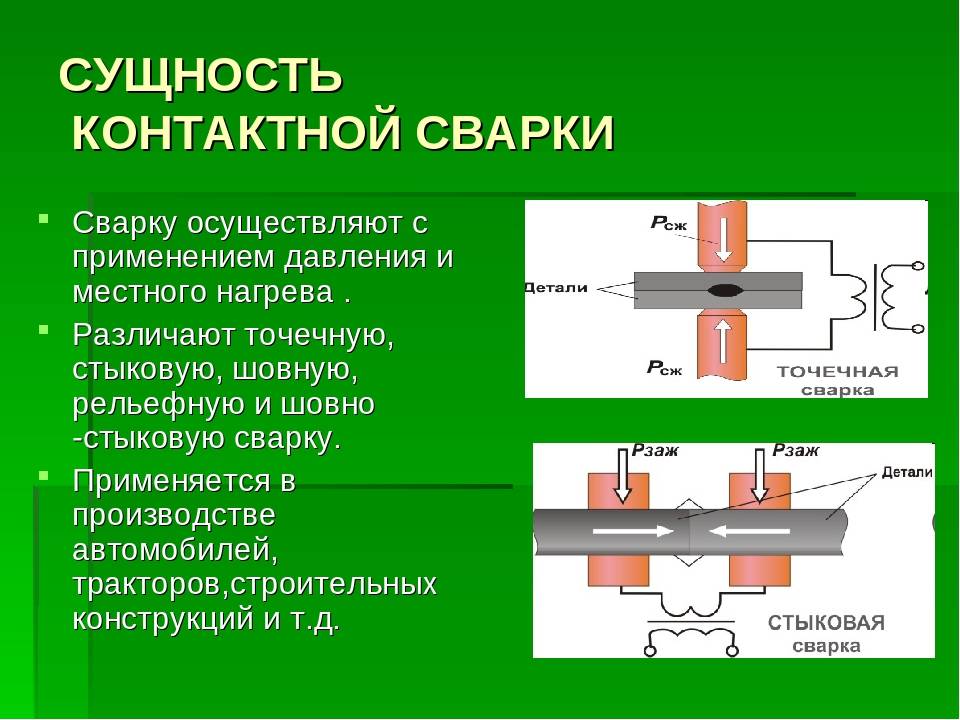
Области применения контактной сварки в промышленном строительстве
Примерный перечень металлопродукции с соединениями, выполняемыми различными видами контактной сварки, приведен в табл. XIII.2.
XIII.2. Перечень металлопроката с соединениями, осуществляемыми контактной сваркой
| Вид сварки | Свариваемые металлы | Перечень металлопроката (низкоуглеродистая сталь), размеры свариваемых сечений или толщин металла |
| Стыковая: сопротивлением | Сталь, алюминий, медь, сплавы меди и алюминия | Стержни с площадью сечения до 300 мм2, трубы диаметром до 40 мм (с газовой защитой), проволока диаметром от 6 до 8 мм |
| непрерывным оплавлением | Сталь низкоуглеродистая, углеродистая, низколегированная и легированная, алюминий, медь, сплавы меди и алюминия | Стержни, рельсы, толстостенные трубы с площадью сечения до 3000 мм2. Профильный и листовой прокат, тонкостенные трубы с площадью сечения до 6000 мм2 и выше |
| прерывистым оплавлением | То же | Профильный прокат, рельсы, трубы и т. д. Площадь сечения этих элементов в мелкосерийном производстве более 300, в массовом производстве более 1000 мм2 |
| Точечная (одно- и многоточечная) | Сталь низкоуглеродистая углеродистая, низколегированная, легированная, цветные металлы и сплавы | Листовой прокат толщиной до 20 мм, крестообразные соединения арматуры железобетона |
| Шовная | То же | Листовой прокат толщиной до 3+3 мм |
В настоящее время в промышленном строительстве контактную сварку применяют при изготовлении в стационарных условиях сеток, каркасов и других арматурных изделий железобетонных конструкций. Точечную сварку используют при изготовлении конструкций из открытых профилей стального проката с толщиной стенок до 6 мм. Стыковой сваркой соединяют короткоразмерные элементы из отходов проката для последующего его применения в конструкциях. Рельефная сварка осуществляется редко.
При изготовлении алюминиевых конструкций и изделий предусмотрена стыковая сварке угловых соединений рам окон и витражей из профильных элементов. Стыковой сваркой соединяют медные и алюминиевые провода (кабели) при электромонтажных работах.
В дальнейшем представляется целесообразным (с учетом использования существующего сварочного оборудования) более широкое распространение основных видов контактной сварки в промышленном строительстве для выполнения следующих работ:
стыковая сварка — угловые соединения рам окон, витражей и каркасов дверей из стальных и алюминиевых профилей; стыковые соединения различных труб; соединение стержневых элементов из профильного металла, включая использование их короткоразмерных отходов; производство режущего инструмента из разнородных сталей и сплавов;
точечная сварка — приварка листовых элементов из сталей или алюминиевых сплавов к окаймляющим каркасам трехслойных стеновых панелей; соединение элементов стальных несущих и ограждающих решетчатых конструкций (секции ферм, мачт, башен и др.) при толщине металла каждого элемента до 16 мм; приварка листовых элементов к каркасам лестниц и площадок;
шовная сварка — выполнение плотно-прочных швов при изготовлении секций тонкостенных труб, газовоздуховодов и других изделий из листового металла толщиной до 3 мм.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.
Сварка может выполняться в жестком или мягком режиме.
Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
Мощность сварочного аппарата – это одна из основных характеристик.
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
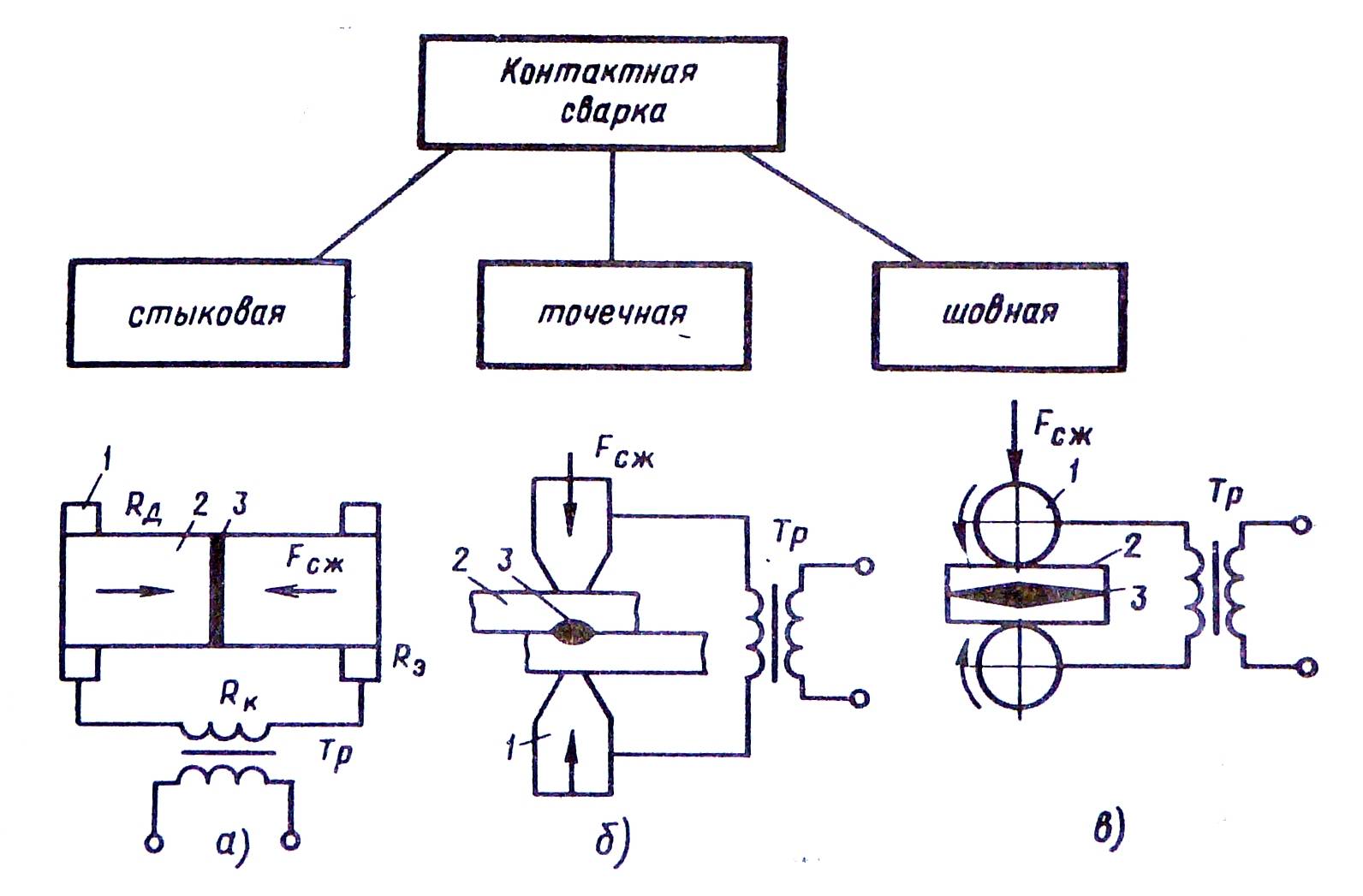
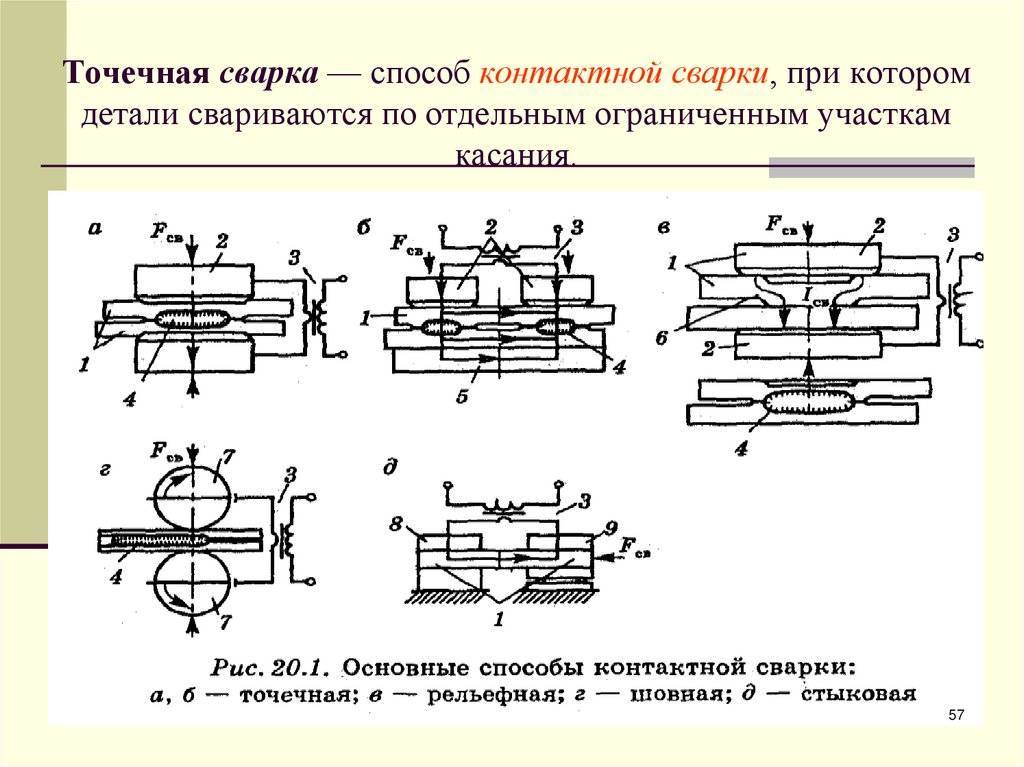
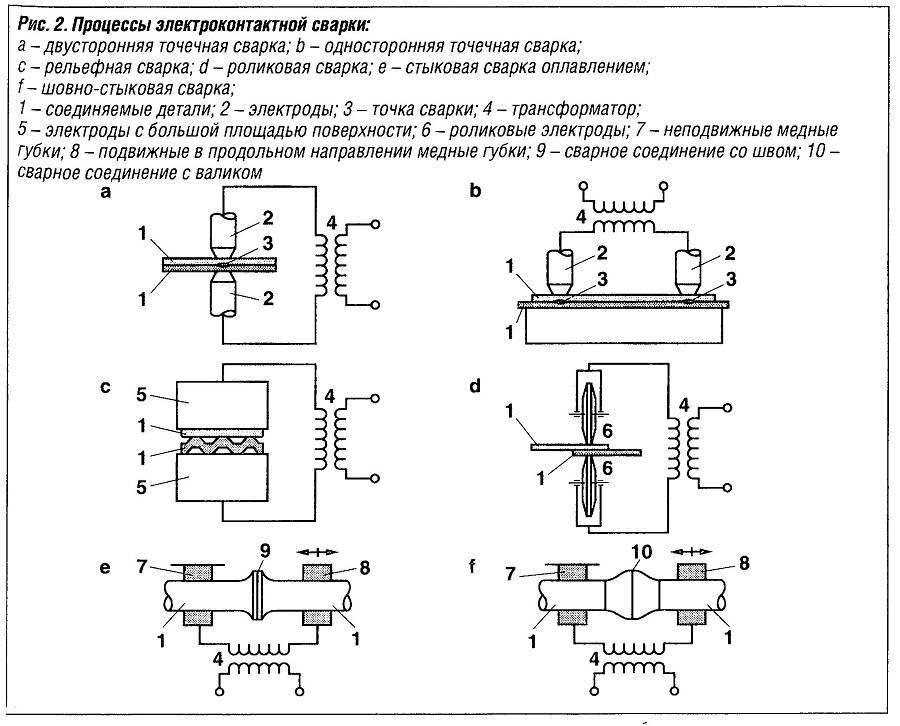
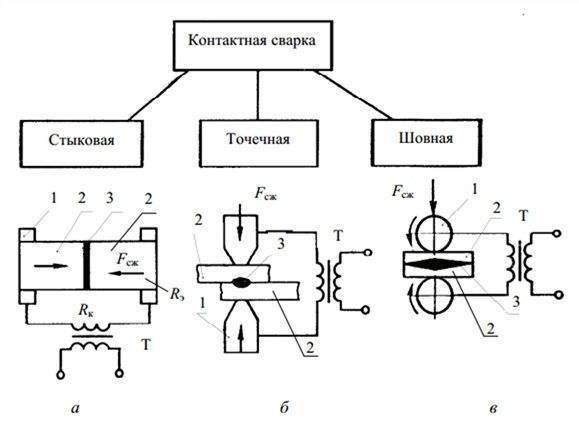
Виды контактной сварки
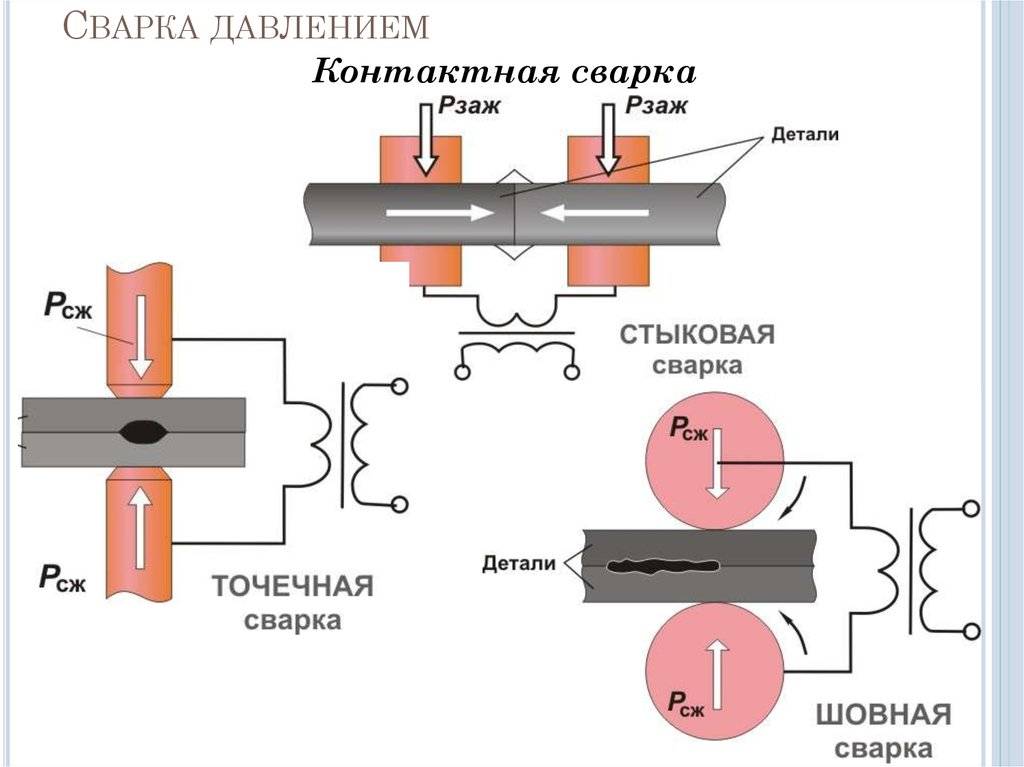
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
Существует несколько разновидностей контактной сварки
ФОТО: goodsvarka.ru
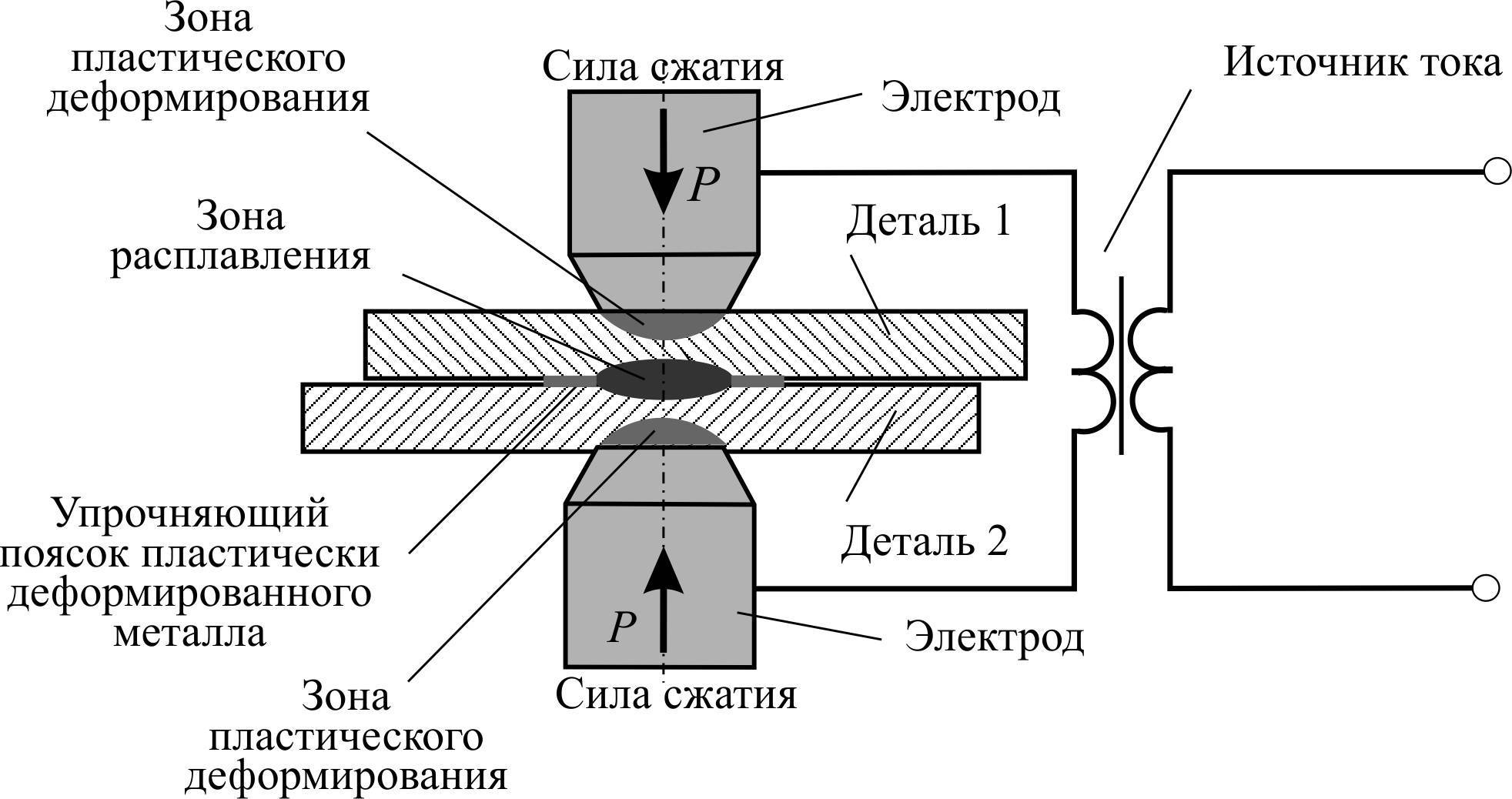
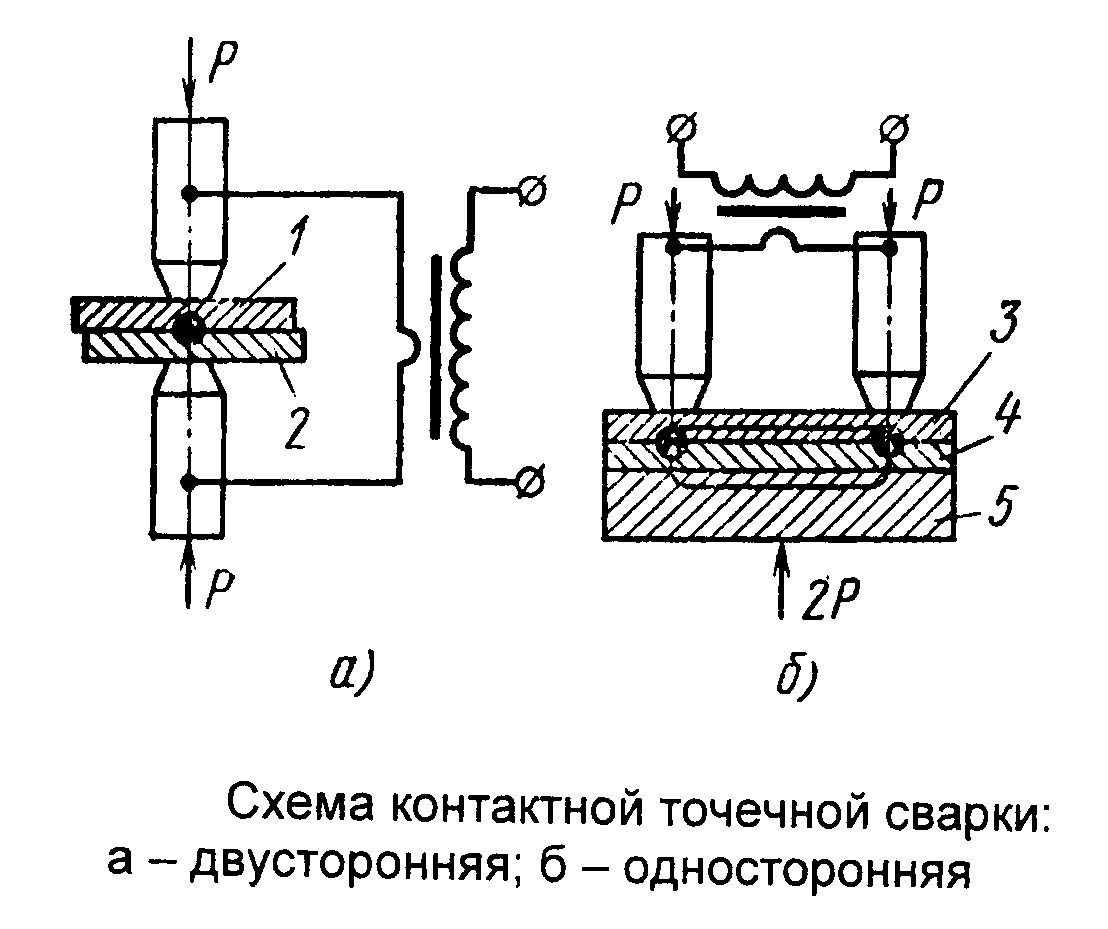
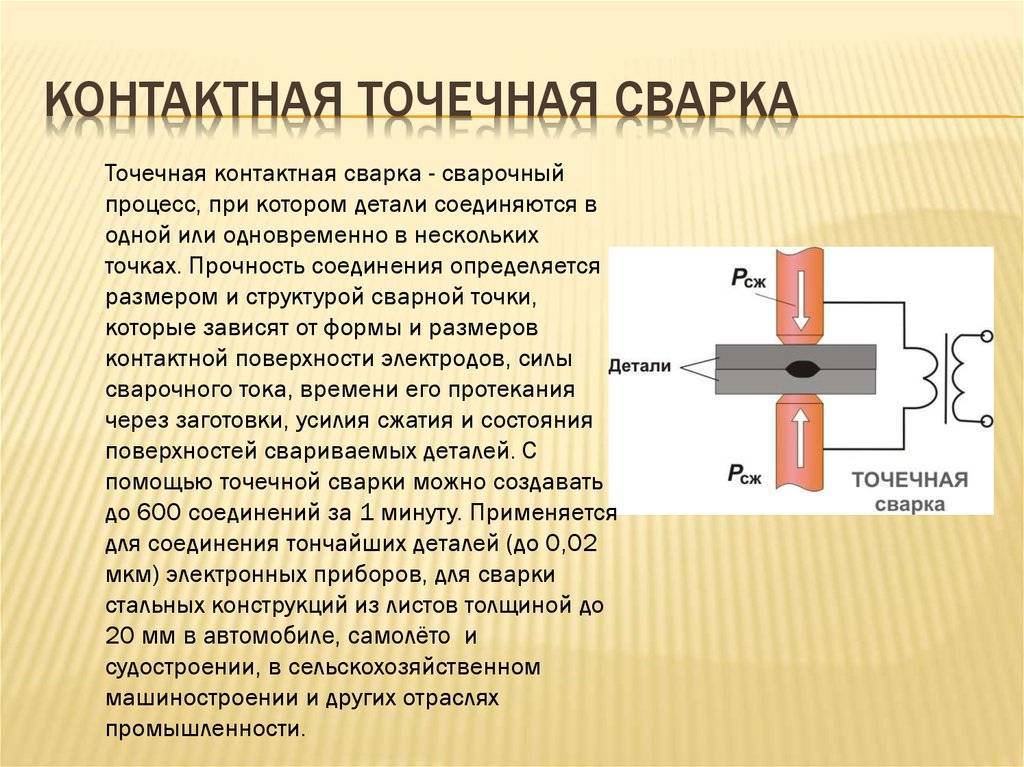
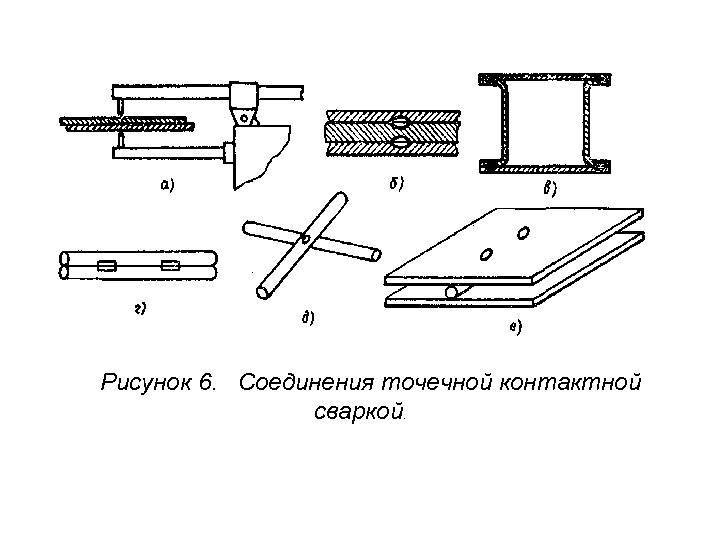
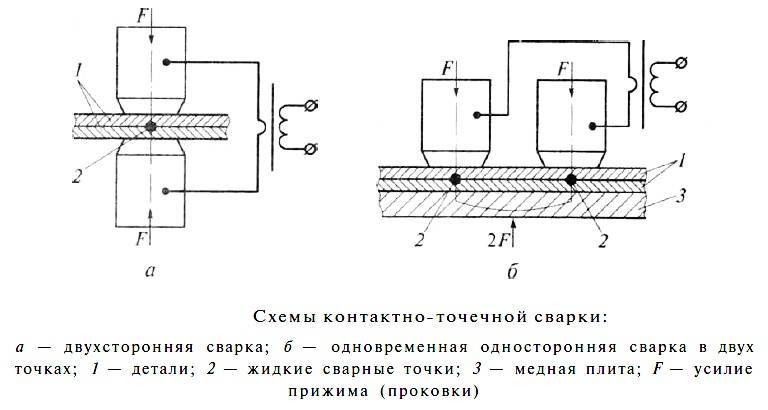
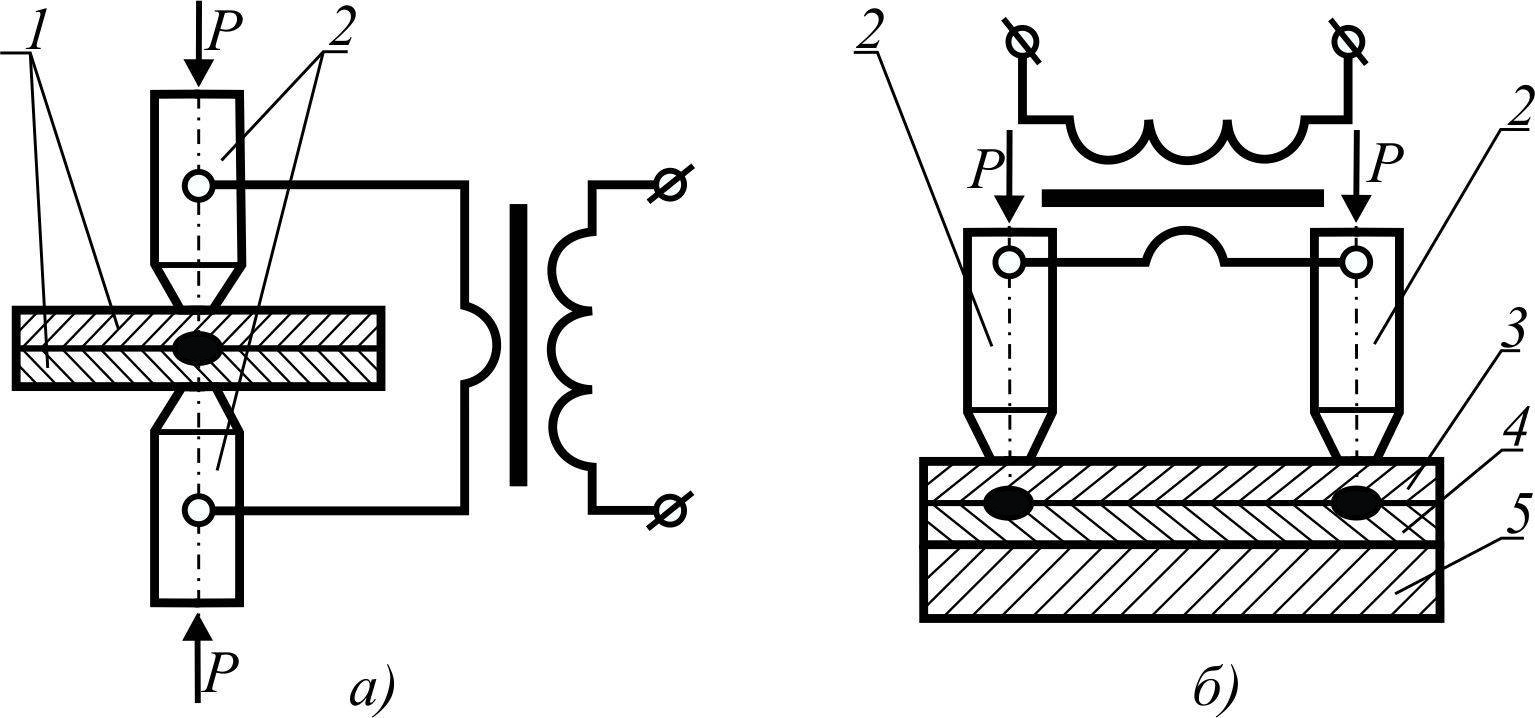
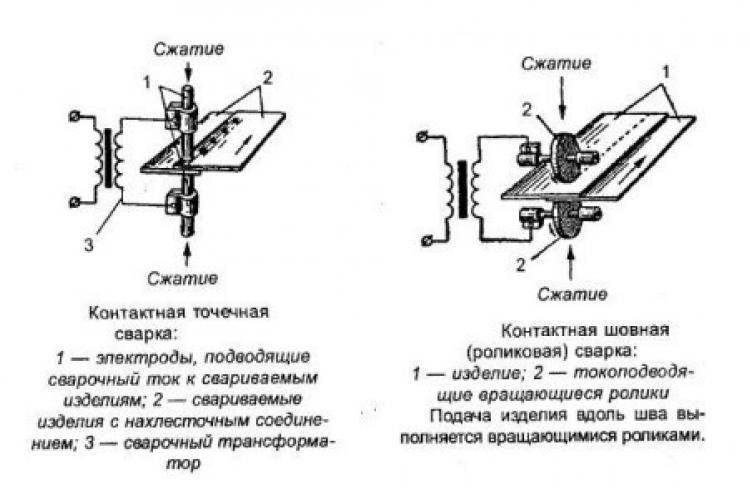
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
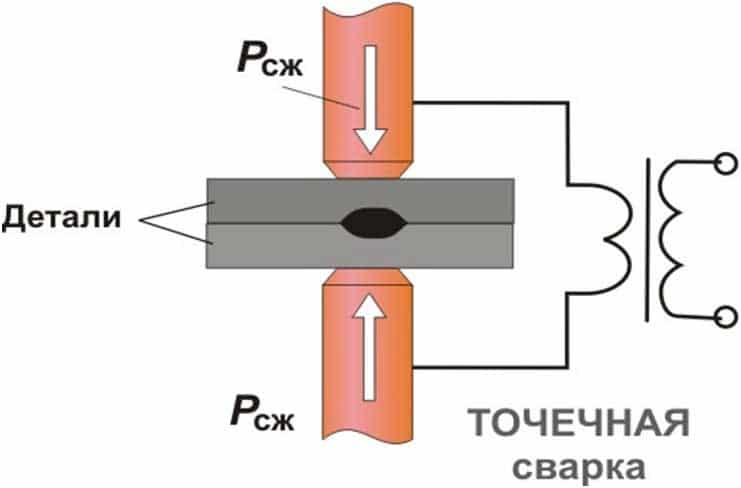
Точечная сварка
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
Рельефное соединение
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.


Шовная сварка
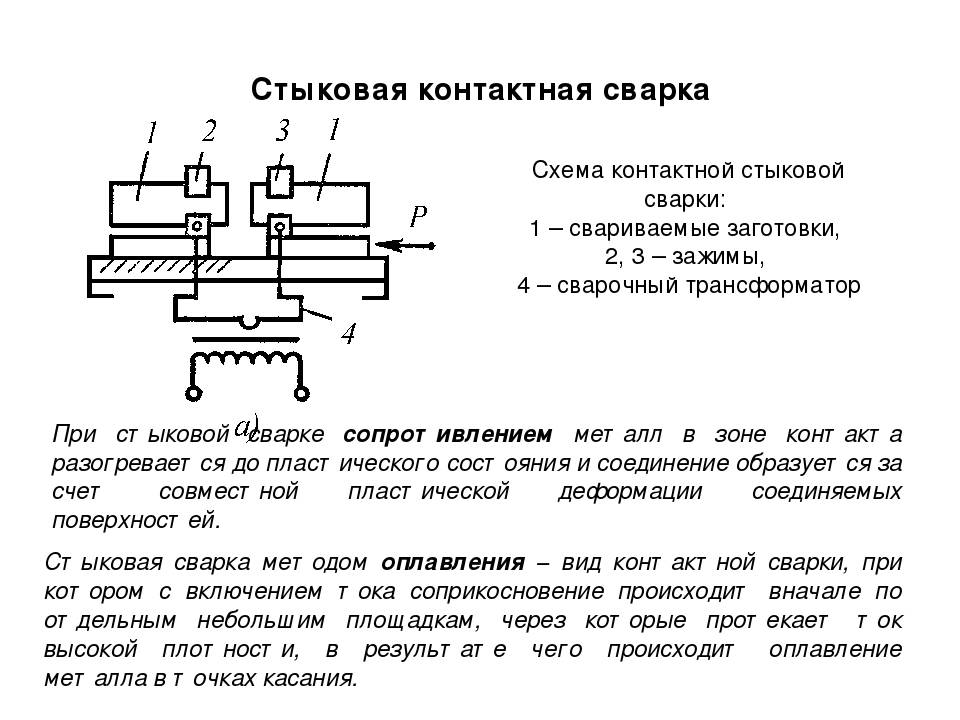
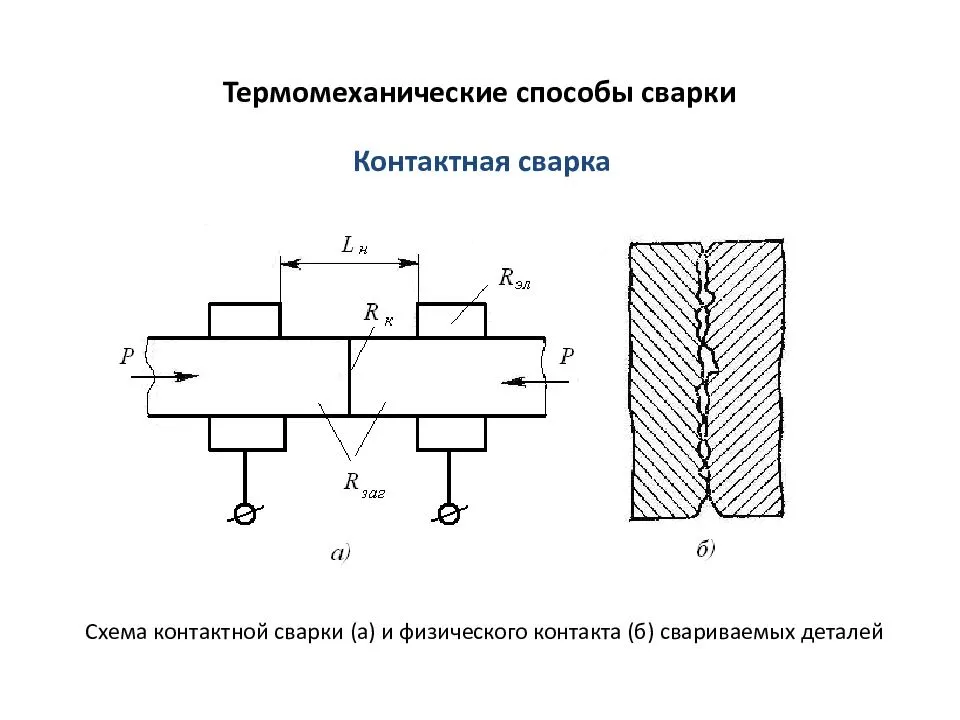
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
Схематическое изображение стыковой сварки металлов
Принцип работы
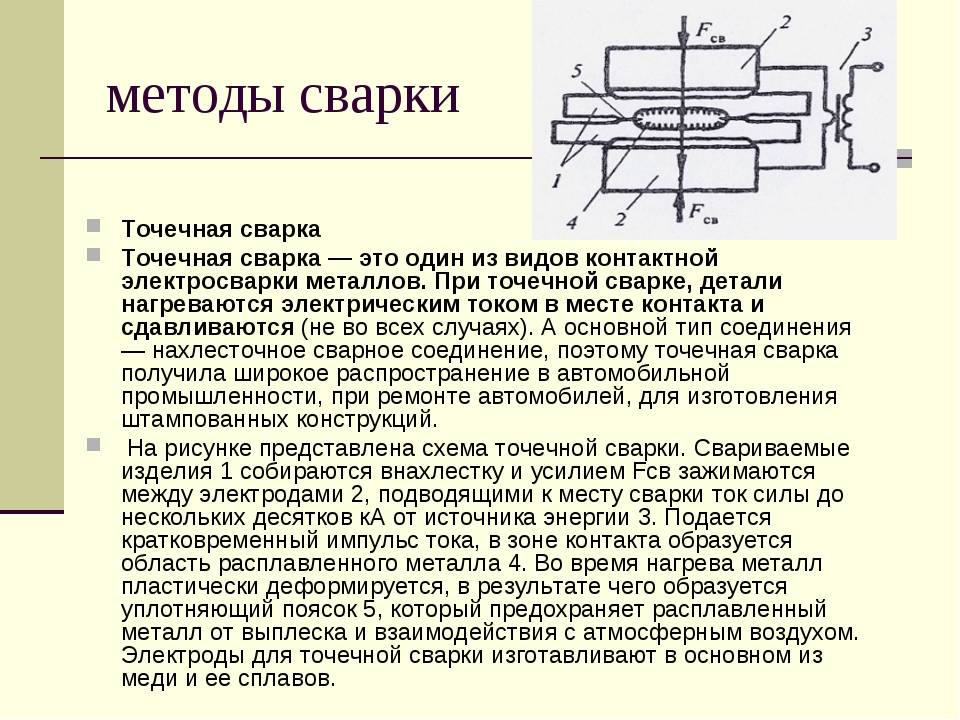
Технологический процесс точечной сварки достаточно простой. Металлические детали плотно прижимают друг к другу, и через небольшие расстояния на них при помощи электродов подаётся ток высокого напряжения. В результате, осуществляется быстрый нагрев металла в точке соприкосновения, и образуется расплавленное ядро. Поскольку соединяемые детали плотно сжаты, происходит процесс диффузии, после прекращения подачи тока место контакта электродов остывает, и материал кристаллизуется. Соединение получается настолько прочным, что при попытке разрыва лопается металл рядом с ним, а точка приложения сварки остаётся в целостности.
Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Устройство аппарата контактной сварки
Любое оборудование для контактной сварки, промышленное или бытовое, состоит из двух основных (механического и электрического) и одного вспомогательного блоков.
Механический узел включает в себя:
- электроды (в аппаратах точечной сварки — зажимные клещи, в шовной — ролики);
- устройство сжатия;
- привод вращения (в шовных агрегатах);
- устройство сжатия и осадки (стыковая сварка).
Электрический блок состоит из:
- силового трансформатора;
- регулятора выходного напряжения;
- вторичного контура;
- прерывателя первичной цепи;
- регулятора сварочных циклов.
Вспомогательные блоки:
- пневмогидравлика, содержащая специальные фильтры, устройства смазки подвижных узлов, систему подачи сжатого воздуха и регулировки давления;
- водяное охлаждение.
Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
Для получения необходимого мощного разряда при малом напряжении необходим трансформатор индукционного типа. Правильное соотношение обмоток (первичной и вторичной) даёт электрический импульс, обладающий мощностью, достаточной для плавления металла в точке контакта электродов.
Зажимные клещи представляют собой два графитовых или медных контакта, закреплённых на разных рычагах и приводимых в действие прижимным устройством. Механизмы для зажима могут иметь разный привод:
- Механический. Устройство состоит из рычага и мощной пружины, а сжатие свариваемых заготовок осуществляется благодаря применению мускульной силы оператора. Используется в бытовых заводских и самодельных агрегатах, однако не позволяет контролировать силу сжатия и имеет низкую производительность.
- Пневматический. Чаще всего используется в переносных устройствах, имеет лёгкую настройку посредством регулировки давления в системе подачи сжатого воздуха. Среди недостатков отмечают медленное срабатывание и невозможность изменения давления в процессе сварки.
- Гидравлический. Непопулярный вариант, медленный, как и пневматический привод, однако имеет широкий диапазон настроек, которые реализуются благодаря использованию регулируемых перепускных клапанов.
- Электромагнитный. Используется как на больших промышленных, так и на ручных бытовых агрегатах. Отличается высокой скоростью срабатывания, имеется регулировка сжатия заготовок во время рабочего процесса, что позволяет добиться хорошей проварки металла.
Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Статья по теме:
Дефекты и причины их появления
Многоточечная сварка востребованный метод, который используется на производствах и в домашних условиях. При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
Среди основных дефектов можно выделить:
- Прожог. Этот дефект имеет вид отверстия, которое возникает в обеих деталях. Сплавленные края с легкостью отрываются. Перегревание и стекание металла может возникнуть из-за нескольких условий — применение высокой силы тока, большая длительность импульса, избыточная сила сжатия. Чтобы предотвратить прожог рекомендуется снизить силу тока и прижимания.
- Выплескивание и растекание металла. При сильном сжимании или при использовании долговременного слабого импульса металл может выйти из ядра, а на его области появляются пустоты. Во время рабочего процесса выплескивание металла имеет вид искр, которые вылетают из точек. До определенного предела выплескивание не наносит особый вред качеству шва, но все же наличие этого факторы снижает прочность сварного соединения.
- Непровар. Не прогревание ядра может проявляться по ряду причин — слабая степень подаваемого импульса, оказание недостаточной силы сжатия, ослабление клещей. Непровар может возникнуть в случаях, когда сварные точки находятся рядом — соседняя точка выступает шунтом, через который может проходить часть объема электрической энергии. Это значит, что она не будет применяться для расплавления металла.
- Уменьшение показателей диаметра сварки. Недостаточная площадь расплава может появляться в случаях, когда подается слишком короткий импульс или наблюдается не слишком плотное прилегание свариваемых элементов. В данных ситуациях в одной точке может быть один или несколько микросплавов, в сумме они значительно слабее цельной точки.
Как исправить дефекты
Контактная или бесконтактная точечная сварка должна выполняться в соответствии с определенной технологией. Но все же этот метод обладает некоторые сложностями, которые могут привести к появлению разных дефектов. А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
Если после проведения сварки будут выявлены вышеперечисленные дефекты, то для их устранения можно воспользоваться следующими рекомендациями:
- провести повторное проваривание точки;
- высверливание и последующая сварка при помощи полуавтомата;
- если отмечаются наружные выплески металла, то их можно аккуратно зачистить;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Технология точечной сварки
Многие интересуются, как сделать точечную сварку в домашних условиях? Но перед тем как начинать ее самостоятельное изготовление стоит изучить особенности проведения сварочного процесса. Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.

Точечная контактная сварка проволоки и других металлических изделий проводится в несколько этапов:
- На начальном этапе требуется провести подготовку металлических поверхностей. Свариваемые элементы требуется очистить от лакокрасочных покрытий, а также материалов, которые могут затруднять проведение тока. После очистки материалы должны без напряжения плотно прижиматься друг к другу.
- Сжимание свариваемых элементов. При помощи привода клещей необходимо плотно сжать поверхности, произойдет их частичное деформирование. Это обязательное условие, он требуется для улучшения проводимости тока между контактами клещей.
- Нагревание свариваемых металлических элементов электрическим импульсом. Чем толще элементы, тем дольше требуется удерживать нагревание. Для работ может использоваться импульс с постоянной и с регулируемой (переменной) силой тока.
- В оборудовании с автоматическим управлением присутствует этап ослабления давления на детали — это необходимо для предотвращения выдавливания металла из расплавленного ядра. Если для сварки применяются ручные клещи с механическим управлением, то этот этап пропускается.
- Далее происходит отключение тока. Визуально момент отключения можно выявить по степени нагрева зоны между электродами. После того как металлическая структура становится красного цвета, необходимо отпустить ток.
- Прижим и проковка в период остывания металла. Данные действия требуются для формирования прочной структуры сварочной точки.
Важно! Настройки оборудования, которое используется для сварки, зависят от вида металла. На качество сварного шва влияют разные факторы — технология сварочного процесса, тип импульса, режимы сжатия элементов
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
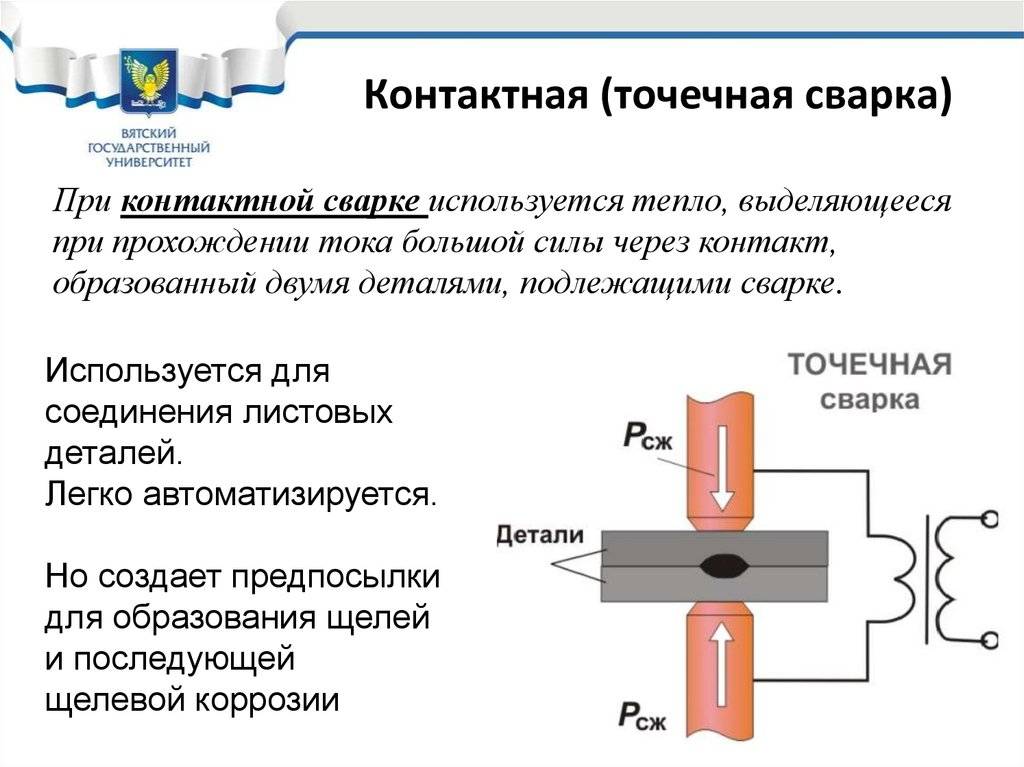
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.


Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.
Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.
Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.
Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.
Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.
Если размер меньше, то элементы проварены не до конца.
Процесс эксплуатации точечной микросварки, сделанной своими руками
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
Во время включения и выключения прибора электроды должны быть сжаты
Иначе вы рискуете сжечь их.
Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
Перед работой важно проверить качество соединения всех элементов сети
А также изоляцию проводов.
Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
Перед работой проведите тестовый запуск на малой мощности.
ГОСТы: сварочное оборудование
| Номер ГОСТ | Наименование |
|---|---|
| ГОСТ Р МЭК 60974-1-2012 | Оборудование для дуговой сварки. Часть 1. Источники сварочного тока. |
| ГОСТ IEC 60974-2-2014 | Оборудование для дуговой сварки. Часть 2. Системы жидкостного охлаждения. |
| ГОСТ IEC 60974-3-2014 | Оборудование для дуговой сварки. Часть 3. Устройства зажигания и стабилизации дуги. |
| ГОСТ Р МЭК 60974-4-2014 | Оборудование для дуговой сварки. Часть 4. Периодическая проверка и испытание |
| ГОСТ IEC 60974-5-2014 | Оборудование для дуговой сварки. Часть 5. Механизм подачи проволоки |
| ГОСТ IEC 60974-7-2015 | Оборудование для дуговой сварки. Часть 7. Горелки |
| ГОСТ IEC 60974-8-2014 | Оборудование для дуговой сварки. Часть 8. Пульты подачи газа для сварочных систем и систем плазменной резки |
| ГОСТ Р МЭК 60974-9-2014 | Оборудование для дуговой сварки. Часть 9. Монтаж и эксплуатация |
| ГОСТ IEC 60974-10-2017 | Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС) |
| ГОСТ IEC 60974-11-2014 | Оборудование для дуговой сварки. Часть 11. Электрододержатели |
| ГОСТ IEC 60974-12-2014 | Оборудование для дуговой сварки. Часть 12. Соединительные устройства для сварочных кабелей |

- ГОСТ 4.140-85 Система показателей качества продукции.Оборудование электросварочное.Номенклатура показателей.
- ГОСТ 95-77 Трансформаторы однофазные однопостовыедля ручной дуговой сварки. Общие технические условия.
- ГОСТ 7012-77 Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия.
- ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия.
- ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры.
- ГОСТ 304-82 Генераторы сварочные. Общие технические условия.
- ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия.
- ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия.
- ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия.
- ГОСТ 24376-91 Инверторы полупроводниковые. Общие технические условия.
- ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия.
- ГОСТ 22990-78 Машины контактные. Термины и определения.
- ГОСТ 297-80 Машины контактные. Общие технические условия.
- ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры.
- ГОСТ 25444-90 Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры.
- ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки.Ряды параметров.
- ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств.
- ГОСТ Р 50664-94 Аппараты ультразвуковые технологические. Рабочие частоты.
- ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний.
- ГОСТ Р 51526-2012 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Часть 10. Требования и методы испытаний.
- ГОСТ Р 55139-2012 Совместимость технических средств электромагнитная. Оборудование для контактной сварки. Часть 2. Требования и методы испытаний.
- ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия.
- ГОСТ IEC 60245-6-2011 Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки.
- ГОСТ Р 55554-2013 Электродержатели для подводной сварки и резки. Общие технические условия.
- ГОСТ Р 55738-2013 Шпильки и керамические кольца для сварки.
ГОСТы: процессы сваркиГОСТы: сварные соединения. Типы, конструктивные элементы и размерыГОСТы: сварочные расходуемые материалыГОСТы: сварочное оборудованиеГОСТы: механическое сварочное оборудованиеГОСТы: безопасность труда, требования безопасности к сварочному оборудованиюГОСТы: неразрушающие методы контроля сварных соединений, качество сваркиГОСТы: методы химического анализа сварочных материаловГОСТы: газовая сварка и резка металлов
Процесс эксплуатации точечной микросварки, сделанной своими руками
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
Во время включения и выключения прибора электроды должны быть сжаты
Иначе вы рискуете сжечь их
Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности
Перед работой важно проверить качество соединения всех элементов сети
А также изоляцию проводов. Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор. Перед работой проведите тестовый запуск на малой мощности.