Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Как собрать своими руками простой стол-трансформер, подсказки мастерам
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
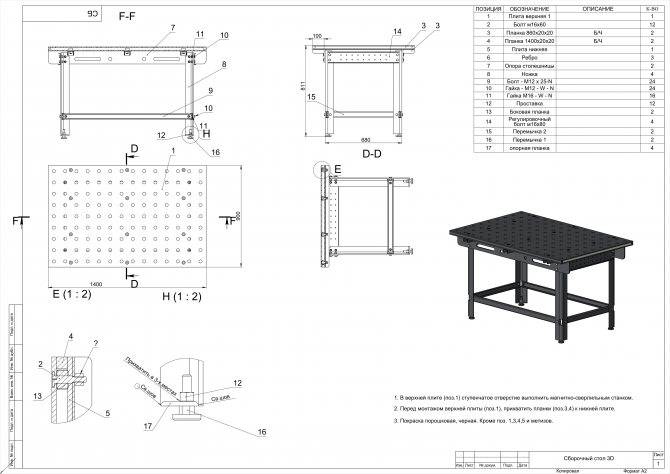
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.
 Простой
Простой
 Полупрофессиональный
Полупрофессиональный
 Сборочно-монтажный
Сборочно-монтажный
 Чертеж
Чертеж
Изготовление
Для примера рассмотрим, как сделать сварочный стол из металлических профильных труб и уголка из стали. При его создании возможно применение других размерных габаритов, материалов и форм конструкции.
Принцип работы плазмотрона — примеры устройства, варианты конструкции и принцип действия
Токарные станки по металлу для дома: как выбрать настольные решения и профессиональные модели
- Споттер своими руками — подробная инструкция изготовления и правила сборки устройства
Вентиляция на рабочем месте
Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.

Вентиляция на рабочем месте сварщика
Вентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем.
Требования и особенности
Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86.
Планировка сварочной кабины
Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя. Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов. Если имеется выдвижной ящик, то там можно хранить документы и инструменты.
Под ногами работника должен иметься резиновый коврик.»
Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства. Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.»
Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным.
Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.»
Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности.
Изделия должны производиться из токонепроводящих материалов.»
Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла.
Одежда должна закрывать с запасом все части тела, не оставляя голых мест.»
Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям.
Дополнительные инструменты. Анализ условий труда на рабочем месте сварщика будет неполным без дополнительных инструментов. Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
Оборудование сварочного поста для ручной дуговой сварки
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
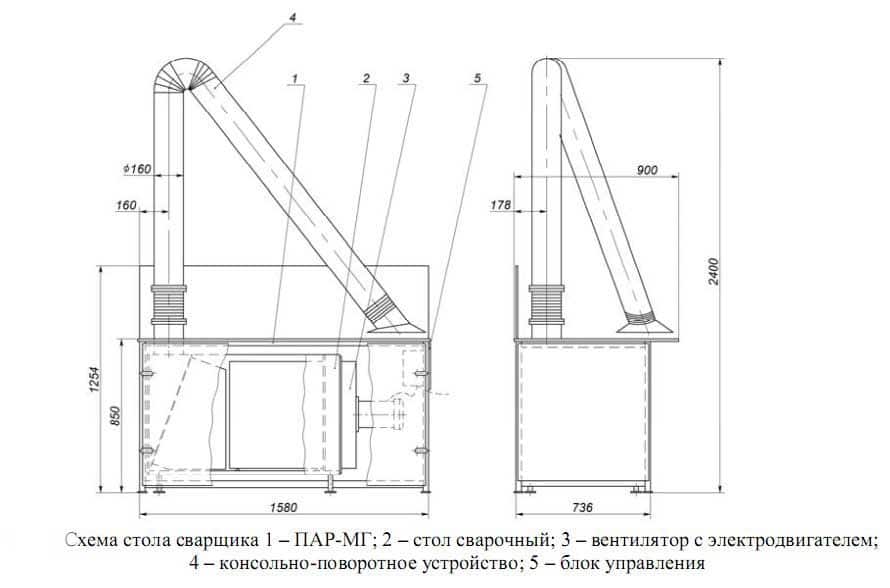
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом









Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Этапы изготовления
Пошаговая инструкция по изготовлению сварочного стола в домашних условиях состоит из нескольких этапов. Первый блок работ включает сооружение столешницы, второй — ножек, третий — защитного короба. Весь процесс основан на сварке металлических деталей.
Поэтапное изготовление письменного стола своими руками, примеры декора
Рабочая поверхность
Столешница сварочного верстака готовится в два приема: сначала — рама, затем — сама поверхность. Согласно чертежу, из профильной трубы нарезают болгаркой отрезки, необходимые для изготовления рамы. Торцы металлических деталей зачищают от заусенцев. Затем профиль сваривают, выдерживая четкую геометрическую форму.
Далее из профильной трубы или швеллера нарезают внутренние детали, также ориентируясь на чертеж или размер уже готовой рамы. Перед тем как сварить стол, заготовки выкладывают на раму на расстоянии 3–5 см друг от друга. Если это не швеллеры, а профиль, его вставляют внутрь рамы. Детали фиксируют сваркой и зачищают швы. В заключение по бокам конструкции приваривают ручки из закругленной арматуры.

Из профильной трубы нарезать отрезки, необходимые для изготовления рамы

Торцы металлических деталей зачистить от заусенцев
Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы

Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга

Зафиксировать детали сваркой и зачистить швы
Ножки
По заданной высоте стола из трубы нарезают четыре стойки. Их приваривают к углам уже готовой столешницы
Важно выдержать точный угол в 90 градусов, иначе конструкция будет неустойчивой. Для этого пользуются угольником
Далее на металлических столах для усиления крепят перекладину. Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря.

Нарезать четыре стойки из профильной трубы по заданной высоте

Приварить их к углам уже готовой столешницы

Сделать для усиления поперечную перекладину

При необходимости на низ стоек закрепить колесики

Для удобства в комплект к столу можно изготовить полки для инструментов
Защитный короб
На заключительном этапе монтажа для сварочного стола делают специальный монолитный поддон. Для этого из металлического листа вырезают заготовку по размерам, превышающим рабочую поверхность крышки верстака. У выкройки загибают вверх края, чтобы получились невысокие бортики. Защитный короб крепят снизу столешницы под незначительным уклоном. Такой экран выполняет защитную роль во время сварочных работ. В него собираются шлак, окалина. Благодаря этому конструктивному элементу на предметы, лежащие внизу, не попадают искры и мусор.

Сделать монолитный поддон и закрепить его снизу столешницы под незначительным уклоном
Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
ОКОФ, амортизационная группа
Сварочный стол в процессе эксплуатации изнашивается
В производственных условиях, в отличии от личного применения, важно знать нормативное время полезной эксплуатации оборудования. Это позволит грамотно списать или отремонтировать изношенный объект и заменить на новый

Сварочно-монтажный стол 1200х1200 ВТМ. Фото ВсеИнструменты.ру
ОКОФ (общероссийский классификатор основных фондов) служит базой для определения амортизационных групп. Для столов сварщика и площадки для сварщика код ОКОФ 14 2922726. По этому коду определяется амортизационная группа – пятая (имущество со сроком полезного использования свыше 7 лет до 10 лет включительно).
Сборочные и сварочные стенды
Стенды, стеллажи и плиты — простейшие устройства для укладки и фиксации в удобном для сварки положении собранных под сварку изделий.
Стеллаж для сборки и сварки
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий. При ручной сварке часто применяют универсальные сборочно-сварочные плиты с пазами для различных крепежных устройств или стеллажи.
Стенды и приспособления, в которых совмещены операции сборки и сварки, бывают стационарными, передвижными и накладными.
Различные балки собирают и сваривают на козлах такого стеллажа, установленных на небольшом расстоянии друг от друга по всей длине, или на универсальном стенде, состоящем из ряда неподвижных стоек 2, к которым крепятся, в зависимости от конфигурации балки, сменные опоры 1.
Схема универсального стенда для сварки балок: 1 — опора; 2 — стойка; 3 — сварочный трактор.
Перечисленные стенды относятся к беззажимным приспособлениям. К ним относятся столы для сварки сравнительно мелких деталей и плиты. Стенд или стол подключаются, как правило, к источнику питания дуги и обеспечивают подвод тока к свариваемому изделию.









Если изделие подается на сварочную установку в собранном виде, то эта установка должна иметь устройства для укладки и фиксации изделий в удобном для сварки положении. В таких случаях могут быть применены универсальные или специализированные стенды. Универсальное приспособление для сварки рамных конструкций содержит ряд плит с пазами, в которые в зависимости от конфигурации свариваемого изделия крепятся различные упоры, фиксаторы и зажимы. Такие стенды снабжают набором универсально-наладочных приспособлений, которые могут фиксироваться в различных сочетаниях в пазах базовых плит. Для сборки и сварки аналогичных конструкций могут также применяться специализированные стенды для определенных изделий. Они снабжены плитой, на которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение собираемых под сварку деталей. Примером универсальных стендов для сборки и сварки плоских листовых конструкций могут служить электромагнитные стенды. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений — отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
Кондуктор — сборочно-сварочное приспособление, снабженное упорами, гнездами, крепежными приспособлениями, дающее возможность вести сборку и сварку изделий в наиболее удобном положении. Кроме того, в состав стендов и приспособлений входят устройства для удерживания ванны расплавленного металла и флюса в зоне сварки, для формирования ша и т.д. Механизированная сварка чаще всего выполняется в сборочно-сварочных или сварочных кондукторах. В этих приспособлениях элементы кондуктора не мешают движению сварочного автомата; сам кондуктор может наклоняться, придавая шву положение удобное для автоматической сварки.
Примеры сборочно-сварочных кондукторов
Фиксаторы — элементы, определяющие положение свариваемых деталей относительно всего приспособления (стенда, стеллажа, кондуктора и т.п.). К фиксаторам относятся: упоры (постоянные, съемные, откидные), установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и регулируемые) и шаблоны.
Съемные упоры применяются в настраиваемых по типу деталей приспособлениях или при сварке деталей, съем которых невозможен из-за упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры. Как правило, упоры служат и опорными базами, а в некоторых случаях могут служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть силовыми (ограничивающими) и направляющими (ненагруженными).
Фиксаторы в виде пальцев или штырей обеспечивают точную установку деталей и применяются в деталях с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют для сварки труб, профилей и т.п.
Шаблоны предназначены для; фиксирования устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким-либо опорным контурам изделий. В этом случае само изделие является несущим элементом приспособления.
Прижимы — элементы приспособлений, обеспечивающие прижим деталей друг к другу, к фиксаторам или несущим поверхностям приспособлений. Прижимы бывают механические пневматические, гидравлические и магнитные.
Механические прижимы конструктивно просты и поэтому наиболее распространены.
Наряду с механическими прижимами применяют также пневматические, гидравлические и магнитные прижимы.
Что важно знать о безопасности при сварочных работах?
При самостоятельном изготовлении сварочных столов необходимо учитывать все требования безопасности.
Самодельные рабочие места для выполнения сварочных работ должны:
- обладать продуманной вентиляцией для сварочного поста, обеспечивающей полноценную очистку воздуха в зоне нахождения человека;
- быть укомплектованными сетью вытяжек для эффективной работы вентиляционной системы;
- располагать грамотно выполненным заземлением;
- быть выполнены из негорючих материалов.
При выполнении сварочных работ имеется несколько факторов риска:
- поражение электрическим током;
- воздействие электрической дуги на зрительные органы;
- попадание посторонних предметов в глаза;
- поражение органов дыхания вредными газами и испарениями;
- попадание расплавленного металла на участки кожи;
- получение травм при работе на высоте;
- ожоги при взрыве баллона со сжиженным газом.
Непосредственно перед началом сварочных работ следует провести несколько подготовительных мероприятий:
- проверка качества электрической сети;
- контроль надежности и устойчивости стола из профильной трубы;
- диагностика целостности изоляции питающей проводки;
- контроль работоспособности системы воздухообмена сварочного поста;
- проверка исправности вспомогательного оборудования.
В целом, техника безопасности при работе со сваркой должна соблюдаться максимально прилежно.
Чертеж сварочного стола.
Для предотвращения риска получения травм, рабочее место должно соответствовать следующим правилам:
Все кабели обязаны быть надежно заизолированы и закреплены. Не допускается использование сварочных рабочих мест с болтающимися силовыми проводами.
Перед тем, как сделать стол, мастер должен досконально продумать заземление. На рабочем месте заземлению подлежат такие инструменты: корпуса источников питания, вспомогательное электрическое оборудование и аппаратный ящик.
Сечение сетевых проводов, проложенных к месту проведения работ должно быть не менее 25 мм2.
Используемая аппаратура должна быть промышленного производства.
Газобаллонная магистраль полностью работоспособна и не имеет течей.
Подключение, отключение и ремонт сварочного оборудования должен выполняться исключительно штатным электриком.
Осветительные приборы, применяемые при сварке, должны питаться от сети с напряжением 12 вольт.
Электрододержатель сварочной аппаратуры должен быть заизолирован
Подобная предосторожность позволит избежать ударов электрическим током при прикасании к токоведущим частям электрододержателя.
Электрододержатель сварочной установки должен обладать хорошими механическими характеристиками и обеспечивать не менее 8 000 циклов зажима электродов.
Оператор сварочного аппарата должен быть одет в спецодежду, обеспечивающую надёжную личную защиту:
- защитные повязки, респираторы и, в редких случаях, противогазы оптимально подойдут для рабочих мест, на которых нет возможности установить качественную вентиляцию;
- комбинезоны и защитные маски для предотвращения попадания капель расплавленного металла на кожу;
- шлем или очки, защищающие глаза от искр и летящих раскаленных капель.
Ножки для стола
Ножки нарезаются из круглой трубы толщиной 5 см (подойдет и из квадратной 5×5 см). Их длина должна быть приблизительно 760 мм. Стойки свариваются по углам к уже готовой столешнице.

Как сделать аппарат точечной сварки — как собрать в домашних условиях своими руками аппарат
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
Какие типы сварочных аппаратов бывают: виды, принципы действия и классификация устройств
После крепления ножек, для усиления прочности и устойчивости конструкции в дополнение делают обвязку по низу стоек. Для этого, отступив от пола приблизительно на 20−30 см, ножки свариваются друг с другом уголком на 3×3 или 4×4 см.

Уголок варится ровной стороной к полу для того, чтобы в получившуюся середину уложить лист из ДСП или толстой фанеры. На получившейся полке хранят оборудование для сварки и прочие необходимые предметы.

Во время крепления ножек к столу важно, чтобы их не перекосило. Соединяются они с рамой точно под прямым углом
При необходимости к стойкам приваривают колесики для возможного передвижения стола и 3-4 крючка для подвешивания кабеля, каких-либо предметов.
Меры безопасности во время сварки
Для того, чтобы проводить сварочные работы было удобно и безопасно, необходимо соблюдать простые правила. Выполнение этих требований поможет также повысить качество выполняемых работ.
Правила безопасности:
- Работать можно только в проветриваемых помещениях или в местах, где имеется вытяжная вентиляция.
- Пользоваться всеми необходимыми для сварщика средствами личной защиты: специальной невозгораемой одеждой, обувью, кожаными или брезентовыми рукавицами, сварочной маской или щитком, а в отдельных случаях респиратором.
- Изолировать все соединения сварочных кабелей, их изоляция должна не иметь повреждений.
- С рабочего места убираются все возгораемые материалы и вещества.
- Обязательное освещение рабочего места устанавливается без наличия бликов и миганий.
Материалы для сварочного стола
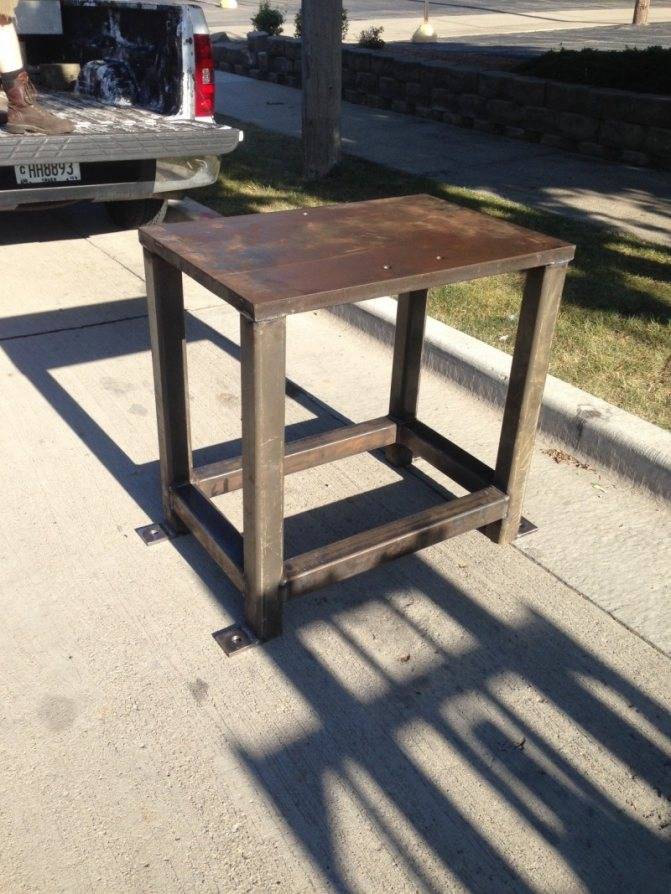
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.









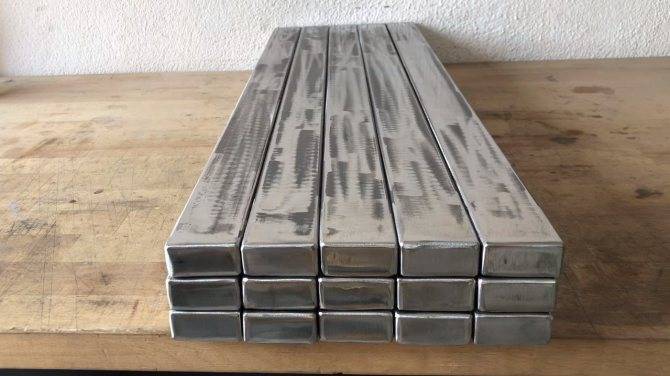
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов
Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.
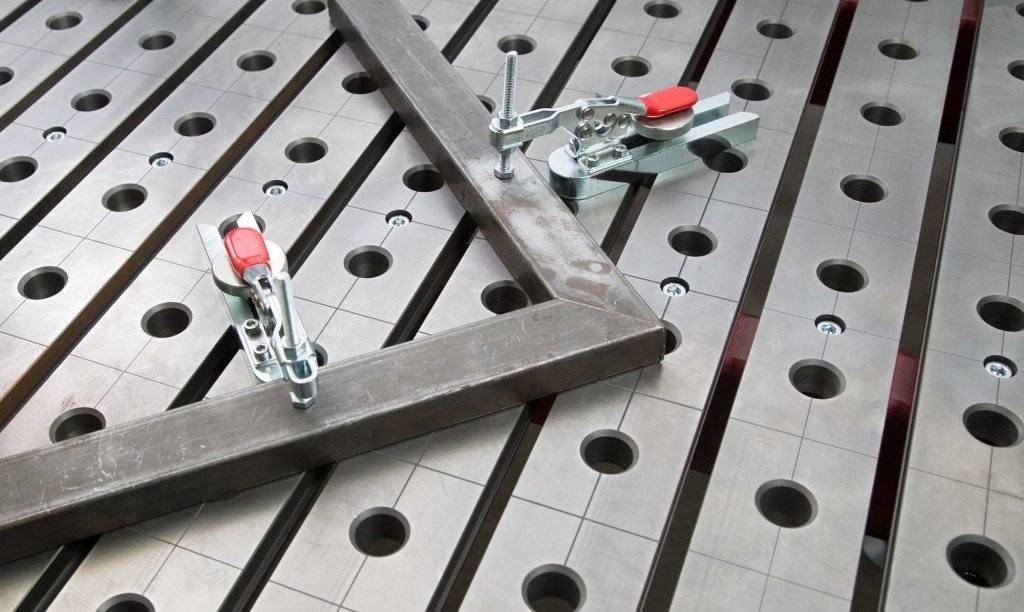
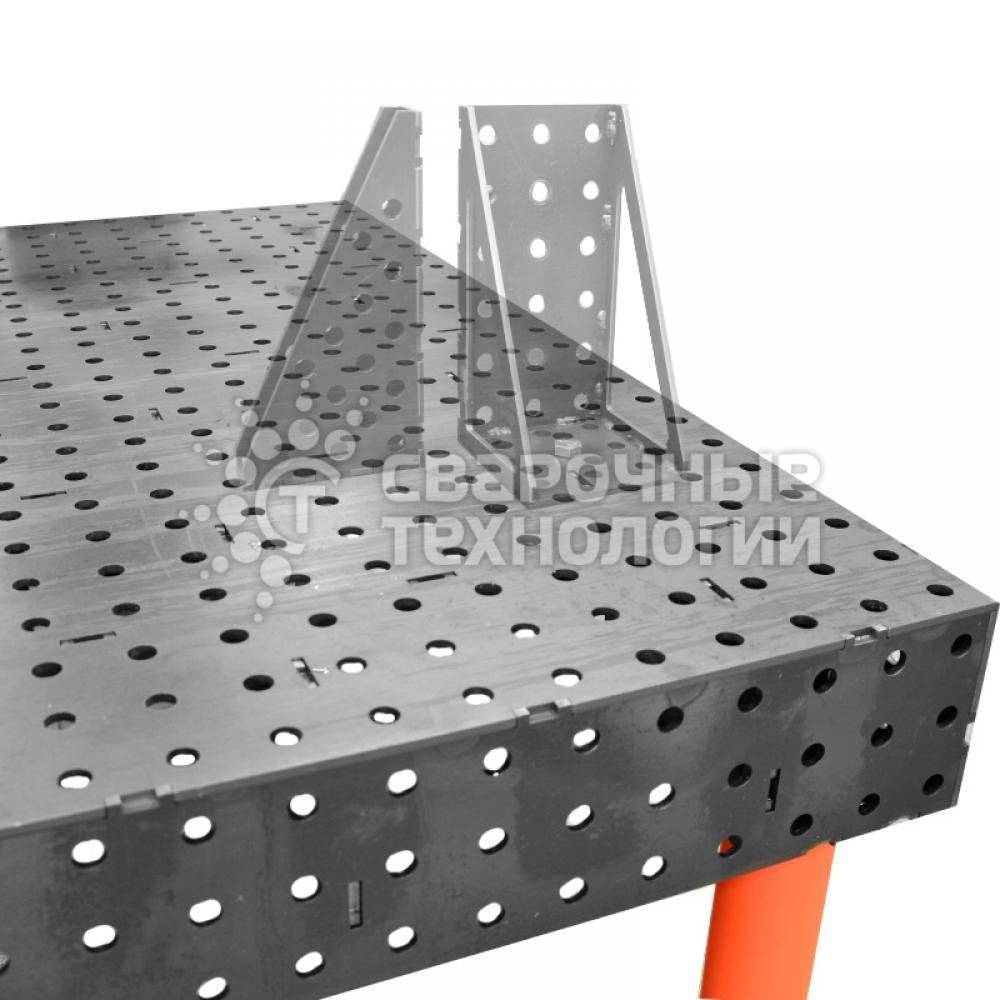
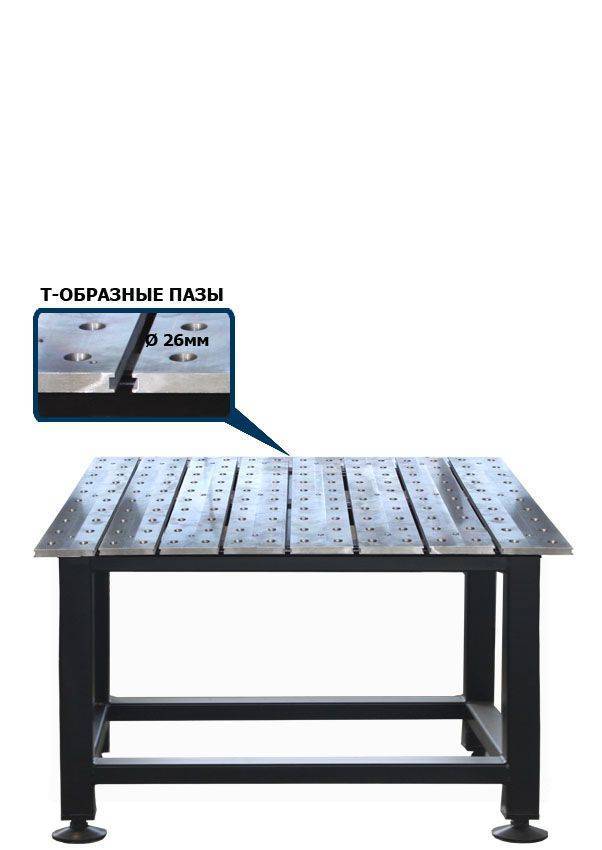
Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.
Помимо столешницы из полос, часто используют вариант с перфорацией.
В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.
Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.
В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.
Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.. Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.