Предприятия в Омской области

ООО ПК «Вектор»
Омская обл., г. Омск, ул. 2-я Казахстанская, д. 3
Рейтинг по отзывам:
(0.0)
Стаж (лет): 11 Сотрудников: 30 Площадь (м²): 1000 Станков: 20
Подробнее о предприятии Показать услуги (119)
Горизонтально-расточные работы Долбёжная обработка Координатно-расточные работы Механическая обработка на обрабатывающем центре Нарезание резьбы Сверление отверстий на станках с ЧПУ Сверление отверстий на универсальных станках Слесарные работы Токарная обработка на станках с ЧПУ Токарная обработка на универсальных станках Фрезерная обработка на станках с ЧПУ Фрезерная обработка на универсальных станках Закалка ТВЧ Нормализация Объёмная закалка Отжиг металла Отпуск металла Поверхностная закалка Электроэрозионная обработка Гальваническое покрытие никелем (никелирование) Гальваническое покрытие цинком (цинкование, оцинковка) Цементация Оксидирование Многослойное покрытие медью, никелем и хромом Газовая/газопламенная/кислородная резкаПлазменная резка Резка на ленточнопильном станке Изготовление деталей по образцам заказчика Изготовление деталей по чертежам заказчика Изготовление нестандартных металлоконструкций Изготовление изделий из алюминия Изготовление изделий из нержавеющей стали Изготовление изделий из оцинкованной стали Разработка 3D моделей по чертежам Алмазно-расточные работы Заточка инструмента Зенкерование отверстий Зубодолбёжная обработка Зубофрезерная обработка Зубошлифовальные работы Круглошлифовальные работы Накатка резьбы Плоскошлифовальные работы Протягивание Развертывание отверстий Резьбошлифовальные работы Строгальная обработка Хонингование Шлицефрезерная обработка Дисперсное твердение Криогенная обработка Сорбитизация Улучшение металла Азотирование Алитирование Анодирование Борирование Бороалитирование Газодинамическое напыление Газотермическое напыление Гальваническое покрытие медью (меднение, омеднение) Гальваническое покрытие хромом (хромирование) Карбонитрация Многослойное покрытие медью и никелем Нитроцементация ПлакированиеСилицирование Термодиффузионное цинкование Травление металла Химическое фосфатирование Хромоалитирование Хромосилицирование Цианирование Электрохимическая полировка металлаГидроабразивная резка Лазерная резка Поперечная резка рулонной стали Продольная резка рулонной стали Продольно-поперечная резка рулонной стали Резка арматуры Резка пресс-ножницами Рубка на гильотинных ножницах Фигурная резка труб Вальцовка листового металла Вальцовка профиля Вальцовка пруткового металла Вальцовка трубы 3D гибка проволоки Гибка листового металла Гибка на прессе Гибка профиля Гибка пруткового металла Гибка трубы Аргонная (аргонодуговая) сварка Газовая сварка Газопрессовая сварка Диффузионная сварка Дугопрессовая сварка Контактная сварка Кузнечная сварка Лазерная сварка Наплавка Пайка Полуавтоматическая дуговая сварка Роботизированная сварка Ручная дуговая сварка Сварка арматурыСварка взрывом Сварка под слоем флюса Сварка трубСварка трением Термитная сварка Ультразвуковая сварка Химическая сварка Холодная сварка Электронно-лучевая сварка Визуально-измерительный контроль Изготовление типовых металлоконструкций Изготовление изделий из титана
«Не нашли подходящего исполнителя? Разместите заказна портале и получайте предложения от предприятий уже сегодня.Это бесплатно и не займет много времени»
Разместить заказ
3 Ключевые достоинства нитроцементации и цианирования
Относительно невысокая температура процесса повышает эксплуатационный потенциал металлургических печей и оборудования, обеспечивает снижение уровня деформации, а также позволяет выполнять закалку стали сразу же после процедуры насыщения ее поверхности. Причем при закалке отпадает необходимость в остужении до малых температур обрабатываемого изделия.
Газовое цианирование гарантирует высокую устойчивость аустенита, что ведет к повышению степени прокаливаемости нитроцементованных зон металла. Такая высокая степень дает возможность осуществлять в масле закалку низколегированных заготовок.
Присутствие остаточного аустенита в стали увеличивает прочность детали на изгиб, ударную вязкость, пластичность металла. Кроме того, аустенит увеличивает усталостную прочность изделий за счет того, что он эффективно противодействует образованию усталостных нарушений.
Газовое цианирование, обладая всеми описанными достоинствами, стали активно применять для упрочнения валов и зубчатых колес, относимых к группе высоконагруженных элементов машин и механизмов. Они должны обладать высокой прочностью сердцевины (до 200 кГ/мм2) и при этом характеризоваться достаточной вязкостью. Цианирование обеспечивает именно такие результаты.
Отдельно добавим, что существует особое сорбционное цианирование – процесс, используемый для растворения в цианистых соединениях золота. Данная процедура производится в присутствии кислорода. Она позволяет добывать благородный металл из золотосодержащих руд с минимальными затруднениями.
Напоследок скажем, что одновременная загрузка азота и углерода (газовое цианирование или нитроцементация) имеет несколько недостатков. К ним обычно причисляют следующие явления:
- ограничение глубины слоя показателем от 0,7 до 0,8 миллиметров;
- потребность в постоянном корректировании азотирующей и науглероживающей возможности газовой атмосферы.
Карбонитрация

Компания Термохим предлагает услуги по карбонитрации деталей в Москве — в нашем Инновационном центре упрочнения.
Карбонитрация сталей и чугуна
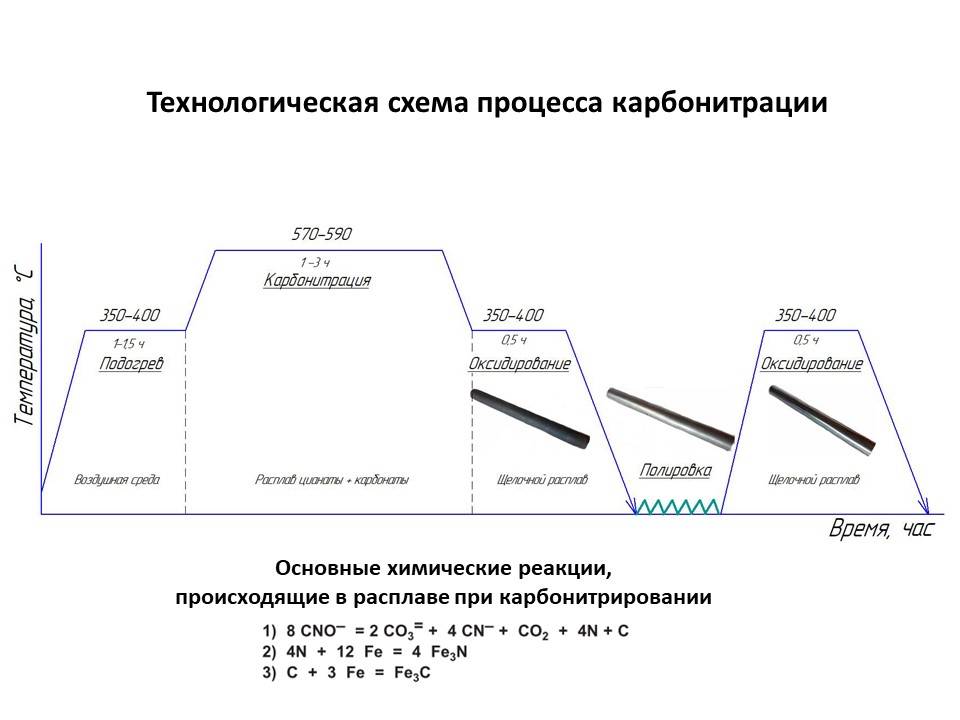
Сущность метода карбонитрации заключается в том, что детали машин и инструменты, изготовленные из любых марок стали и чугуна, подвергают нагреву в расплаве солей, синтезированных из аммоноуглеродных соединений (меламин, мелон, дициандиамид), при температуре 540-600oС с выдержками 5-40 мин для режущего инструмента и 1-4 часа для деталей машин и штампового инструмента в зависимости от требуемой толщины упрочненного слоя. Технология используется для повышения износостойкости, усталостной прочности и – в сочетании с оксидированием – для увеличения коррозионной стойкости. Во многих случаях карбонитрация является альтернативой таких процессов, как поверхностная закалка, гальваническое хромирование, цементация и нитроцементация и др.
После карбонитрации на поверхности сталей формируется упрочненный слой, состоящий из нескольких зон. Верхний слой ε– карбонитрид типа Fe3(N,C). Под карбонитридным слоем располагается зона γ’ – фазы типа Fe4(N,C) , под которой находится диффузионная зона (гетерофазный слой). Она состоит из твердого раствора углерода и азота в железе с включениями карбонитридных фаз, твердость которой значительно выше твердости сердцевины. Концентрация азота и углерода при этом существенно снижается.
| Технологическая схема процесса оксикарбонитрации | Структура стали 40Х после карбонитрации |
Применение карбонитрации для обработки деталей повышает усталостную прочность на 50-80%, резко увеличивает износостойкость по сравнению с цементацией, нитроцементацией, газовым азотированием, обеспечивает минимальные величины деформаций в пределах допуска чертежа. Технология применима для упрочнения деталей из любых марок сталей и чугуна обеспечивает микронную точность (см.
Таблицу характеристик упрочненного слоя и твердости сердцевины после карбонитрации). Среди технологий низкотемпературного упрочнения карбонитрация в расплавах солей является наиболее экономичным процессом, т.к. сокращает длительность насыщения до 0,5-6 ч, вместо 10-60 ч при газовом азотировании. При этом практически отсутствует хрупкость карбонитрированного слоя.
Процесс карбонитрации, как правило, является окончательной операцией.
Свойства карбонитрированного слоя:
- толщина 0,01-0,6 мм;
- поверхностная твердость – 400-1200 HV;
- повышение износостойкости в 2-11 раз;
- снижение коэффициента трения в 1,5-5 раз;
- хрупкость слоя – отсутствует;
- повышение задиростойкости, включая нержавеющие стали;
- повышение усталостной прочности в 1,5-2 раза;
- повышение коррозионной стойкости перлитных сталей в 1,5-2 раза;
- коробление и поводки длинномерных деталей – практически отсутствуют.
| Изменение коэффициента трения стали 12Х18Н10Т в зависимости от удельного давления при контактном трении | Коррозионные испытания штоков автомобильных амортизаторов из стали 40Х с различными видами покрытий |
| Зависимость износа стали 18ХГТ от пути трения со смазкой | Изменение износостойкости по толщине карбонитрированного слоя чугуна ВЧ50 |
| Распределении твердости по толщине карбонитрированного слоя сталей и чугуна (580oС 3 ч | Изменение коэффициента трения по толщине карбонитрированного слоя чугуна ВЧ50 |
| Структура и фазовый состав стали 25Х2М1Ф после оксикарбонитрации | Коэффициент трения различных видов покрытий на стали типа 40Х |
| Сравнительные характеристики износостойкости цементированной и карбонитрированной стали 18ХГТ | Усталостные испытания чугуна ВЧ5 |
Преимущества
Карбонитрирование также имеет другие преимущества перед науглероживанием. Во-первых, он имеет большее сопротивление размягчению во время закалка и увеличился усталость и ударная вязкость. Можно использовать как нитроцементацию, так и цементацию вместе, чтобы создать оптимальные условия для большей глубины корпуса и, следовательно, производительности детали в промышленности. Этот метод применяется, в частности, к сталям с низкой способностью к закаливанию, таким как седло клапана. Применяемый процесс – это сначала науглероживание до необходимой глубины корпуса (до 2,5 мм) при температуре около 900-955 ° C, а затем нитроцементация для достижения необходимой глубины карбонитрированного каркаса. Затем детали закаливают в масле, и получаемая деталь имеет более твердый корпус, чем это возможно для науглероживания, а добавление карбонитрированного слоя увеличивает остаточные сжимающие напряжения в том случае, если одновременно увеличиваются сопротивление контактной усталости и градиент прочности. Исследования показывают, что нитроцементация улучшает коррозионную стойкость.
Свойства карбонитрированного слоя
Процесс карбонитрации довольно прост, но для успешного завершения обработки стоит строго придерживаться технологии и не пренебрегать ни одним из пунктов. В конечном итоге готовый результат должен иметь следующие свойства:
- Толщина карбонидного слоя должна составлять более 0,01 мм и менее 0,6 мм.
- Твердость полученного слоя должна соответствовать показателям диапазона 400-1200 HV.
- Должна отсутствовать хрупкость обработанного слоя.
- Коэффициент трения материала снижается более чем в полтора раза.
- Стойкость стали к износу должна увеличиться в два и боле раз.
- Усталостная прочность обработанного материала повышается в полтора раза.
- Обработанная деталь не должна терять форму, искривляться и коробиться.
- Устойчивость к коррозийным процессам повышается более чем в 2 раза.

Например, высокий коэффициент трения негативно влияет на износостойкость деталей, сохранность карбонидного слоя, сохранение геометрических параметров во время эксплуатации и срок эксплуатации.
Применяемое оборудование
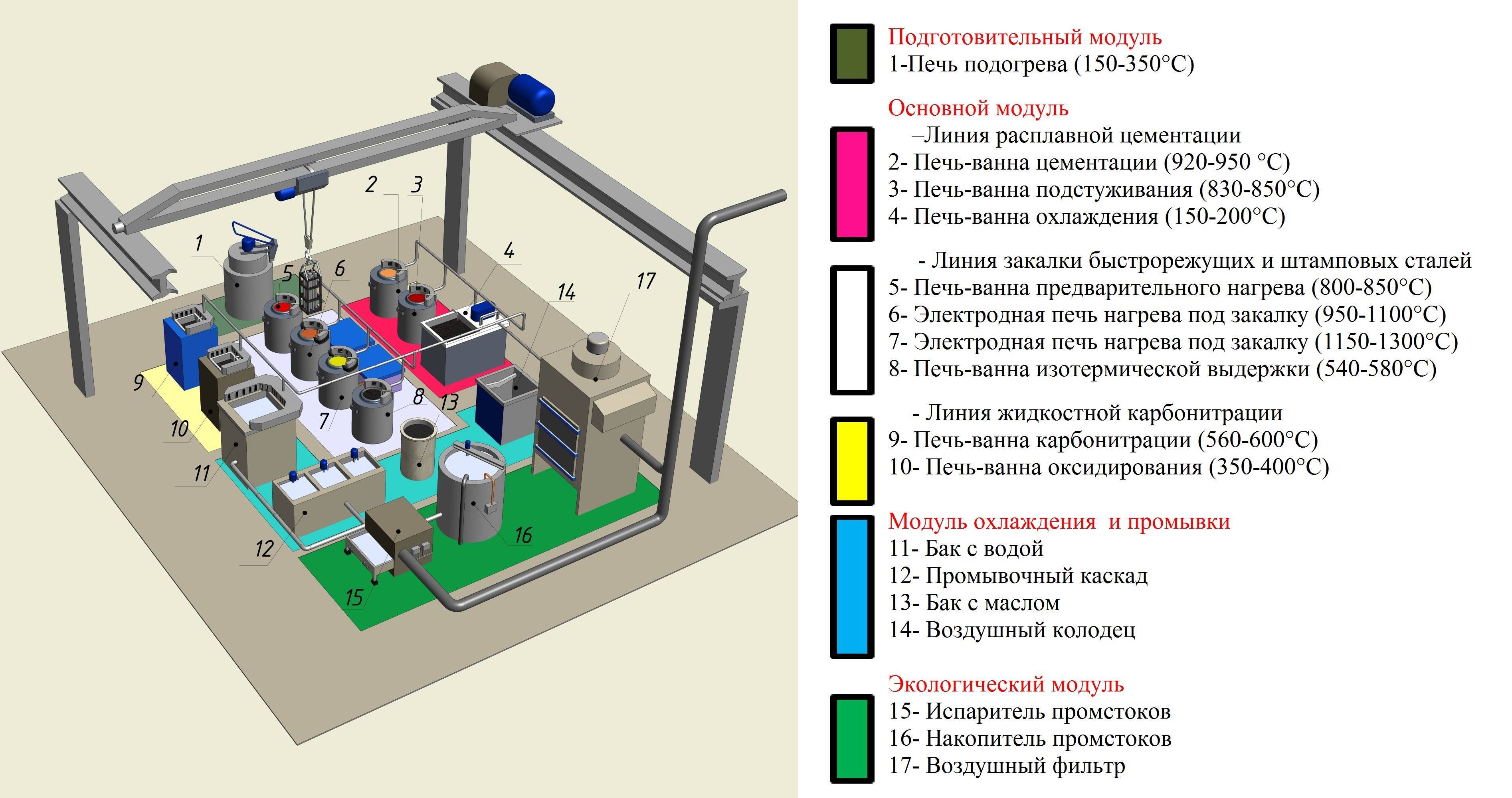
Оборудование для карбонитрации представлено на рынке различными моделями, которые отличаются мощностью, степенью автоматизации и количеством выполняемых работ. Для промышленных предприятий лучше всего подходят модульные линии обработки, которые состоят из подготовительного, основного, экологического модулей. Некоторые модели дополняются модулями промывки и охлаждения.
- Подготовительный модуль – состоит печи, в которую загружается смесь солей и обрабатываемый материал, в зависимости от требований может компоноваться оборудованием для мойки и обезжиривания деталей. На этом этапе детали подготавливаются к обработке, очищаются и подогреваются.
- Основной – состоит из оборудования для карбонитрации. Может дополняться оборудованием в зависимости от типа обрабатываемых предметов. В этом модуле может быть установлена печь двух типов: печь-ванна и электронная, предусматривающие нагрев до 1000 градусов. Установка печи и другого оборудования производиться таким образом, чтобы в случае поломки их можно было оперативно заменить.
- Модуль охлаждения и промывки — на этом этапе обработанные детали охлаждаются в подходящей среде, и очистки от следов соли.
- Экологический – предусматривает избавление от отходов, фильтруя их и собирая в специальных стоках.

На сегодняшний день можно найти качественное оборудование как импортного, так и отечественного производства, причем большинство производителей предоставляют услуги индивидуального планирования. В процессе разработки проекта учитывается необходимая мощность, количество процессов обработки, размеры и особенности производственного цеха и другие пожелания клиента.
Выберите регион
Россия
- Алтайский край
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Ивановская область
- Иркутская область
- Кабардино-Балкарская Республика
- Калужская область
- Кемеровская область
- Кировская область
- Костромская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Московская область
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Приморский край
- Псковская область
- Республика Адыгея
- Республика Башкортостан
- Республика Дагестан
- Республика Карелия
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Мордовия
- Республика Татарстан
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Ханты-Мансийский АО — Югра
- Челябинская область
- Чувашская Республика
- Ярославская область
Карбонитрация сталей и чугуна
Сущность метода карбонитрации заключается в том, что детали машин и инструменты, изготовленные из любых марок стали и чугуна, подвергают нагреву в расплаве солей, синтезированных из аммоноуглеродных соединений (меламин, мелон, дициандиамид), при температуре 540-600 o С с выдержками 5-40 мин для режущего инструмента и 1-4 часа для деталей машин и штампового инструмента в зависимости от требуемой толщины упрочненного слоя. Технология используется для повышения износостойкости, усталостной прочности и – в сочетании с оксидированием – для увеличения коррозионной стойкости. Во многих случаях карбонитрация является альтернативой таких процессов, как поверхностная закалка, гальваническое хромирование, цементация и нитроцементация и др.
После карбонитрации на поверхности сталей формируется упрочненный слой, состоящий из нескольких зон. Верхний слой ε– карбонитрид типа Fe3(N,C). Под карбонитридным слоем располагается зона γ’ – фазы типа Fe4(N,C) , под которой находится диффузионная зона (гетерофазный слой). Она состоит из твердого раствора углерода и азота в железе с включениями карбонитридных фаз, твердость которой значительно выше твердости сердцевины. Концентрация азота и углерода при этом существенно снижается.


![Карбонитрированиесодержание а также процесс [ править ]](https://snabkz.ru/wp-content/uploads/e/2/7/e278feed6c83d4c1bd7598f95404b1c9.jpeg)




Технологическая схема процесса оксикарбонитрации

Структура стали 40Х после карбонитрации
Применение карбонитрации для обработки деталей повышает усталостную прочность на 50-80%, резко увеличивает износостойкость по сравнению с цементацией, нитроцементацией, газовым азотированием, обеспечивает минимальные величины деформаций в пределах допуска чертежа. Технология применима для упрочнения деталей из любых марок сталей и чугуна обеспечивает микронную точность (см. Таблицу характеристик упрочненного слоя и твердости сердцевины после карбонитрации). Среди технологий низкотемпературного упрочнения карбонитрация в расплавах солей является наиболее экономичным процессом, т.к. сокращает длительность насыщения до 0,5-6 ч, вместо 10-60 ч при газовом азотировании. При этом практически отсутствует хрупкость карбонитрированного слоя. Процесс карбонитрации, как правило, является окончательной операцией.
Свойства карбонитрированного слоя:
- толщина 0,01-0,6 мм;
- поверхностная твердость – 400-1200 HV;
- повышение износостойкости в 2-11 раз;
- снижение коэффициента трения в 1,5-5 раз;
- хрупкость слоя – отсутствует;
- повышение задиростойкости, включая нержавеющие стали;
- повышение усталостной прочности в 1,5-2 раза;
- повышение коррозионной стойкости перлитных сталей в 1,5-2 раза;
- коробление и поводки длинномерных деталей – практически отсутствуют.
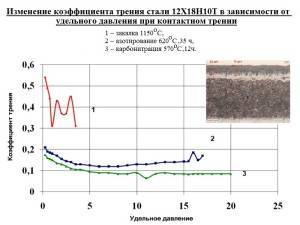
Изменение коэффициента трения стали 12Х18Н10Т в зависимости от удельного давления при контактном трении

Коррозионные испытания штоков автомобильных амортизаторов из стали 40Х с различными видами покрытий

Зависимость износа стали 18ХГТ от пути трения со смазкой

Изменение износостойкости по толщине карбонитрированного слоя чугуна ВЧ50

Распределении твердости по толщине карбонитрированного слоя сталей и чугуна (580oС 3 ч

Изменение коэффициента трения по толщине карбонитрированного слоя чугуна ВЧ50

Структура и фазовый состав стали 25Х2М1Ф после оксикарбонитрации

Коэффициент трения различных видов покрытий на стали типа 40Х

Сравнительные характеристики износостойкости цементированной и карбонитрированной стали 18ХГТ
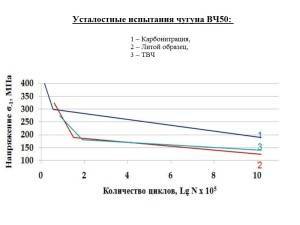
Усталостные испытания чугуна ВЧ5
Выберите регион
Россия
- Алтайский край
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Ивановская область
- Иркутская область
- Кабардино-Балкарская Республика
- Калужская область
- Кемеровская область
- Кировская область
- Костромская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Московская область
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Приморский край
- Псковская область
- Республика Адыгея
- Республика Башкортостан
- Республика Дагестан
- Республика Карелия
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Мордовия
- Республика Татарстан
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Ханты-Мансийский АО — Югра
- Челябинская область
- Чувашская Республика
- Ярославская область
Свойства и преимущества алитированных сталей
Алитированная сталь обладает рядом ценных качеств:
- После хроматирования получается поверхность с высокой адгезией к лакокрасочным изделиям.
- Низкая себестоимость покрытия позволяет использовать алитирование в качестве достойной альтернативы дорогостоящим жаростойким покрытиям.
- Алюминизированная сталь обладает устойчивостью к механическим повреждениям.
- При температуре свыше 470 °C образуется промежуточный сплав, который имеет высокую устойчивость к температурным воздействиям.
Алитирование – это высокотехнологичный процесс, который придает поверхности обрабатываемого металла новые защитные свойства. А что вы думаете о технологии? Возможно, считаете, что есть более качественные методы металлизации? Поделитесь вашими мыслями в блоке комментариев.
Технология цементации стали
Этот процесс подразумевает диффузионное насыщение поверхностного слоя стальных заготовок углеродом. Обработка осуществляется в карбюризаторе, выделяющем активный углерод, при температурах устойчивости аустенита – 850-950°C, хорошо растворяющего большое количество углерода. Для завершения процесса после цементации проводят закалку и низкий отпуск. Результаты химико-термической и термической обработок в комплексе:
- высокая твердость и износостойкость поверхности;
- повышение предела контактной устойчивости;
- улучшение показателей предела выносливости при изгибе и кручении.
Внимание! Желаемый эффект достигается на сталях с низким содержанием углерода – до 0,2%. Без цементации такие марки закалить невозможно
Чаще всего цементации подвергают легированные стали.
Эта операция является длительной, поскольку процесс науглероживания протекает очень медленно. Основные типы сред для цементации (карбюризаторов):
- твердые;
- газообразные;
- растворы электролитов;
- пасты;
- кипящий слой.
Отличительные признаки:
- Модульная компоновка (подготовительный, основной, экологический модули, а также модуль охлаждения и промывки) позволяет в широких пределах варировать конфигурацией оборудования и технологиями упрочнения.
- Обработка с частичным погружением позволяет проводить упрочнение отдельных участков деталей.
- Высокая скорость обработки деталей в расплавах, по сравнению с газовыми технологиями достигаются за счет значительного сокращения времени прогрева и выдержки.
- Отсутствие газообразных выбросов и жидких отходов обеспечивается экологическим модулем, в который входит воздушный фильтр и испаритель промышленных стоков.
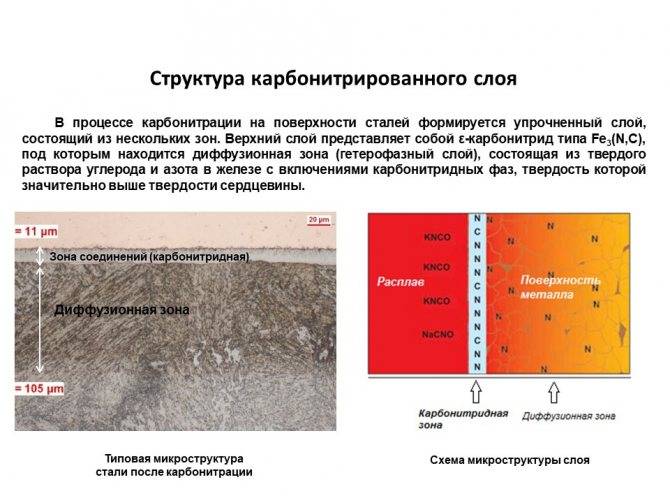
Структура карбонитрированного слоя
В процессе карбонитрации на поверхности сталей формируется упрочненный слой, состоящий из нескольких зон. Верхний слой представляет собой ε-карбонитрид типа Fe3 (N, C) — зона соединений (Compound layer), т. н. «белый слой», под которым находится диффузионная зона (Diffusion layer), т. н. «гетерофазный слой», состоящий из твердого раствора углерода и азота в железе с включениями карбонитридных фаз, твердость которой значительно выше твердости сердцевины.


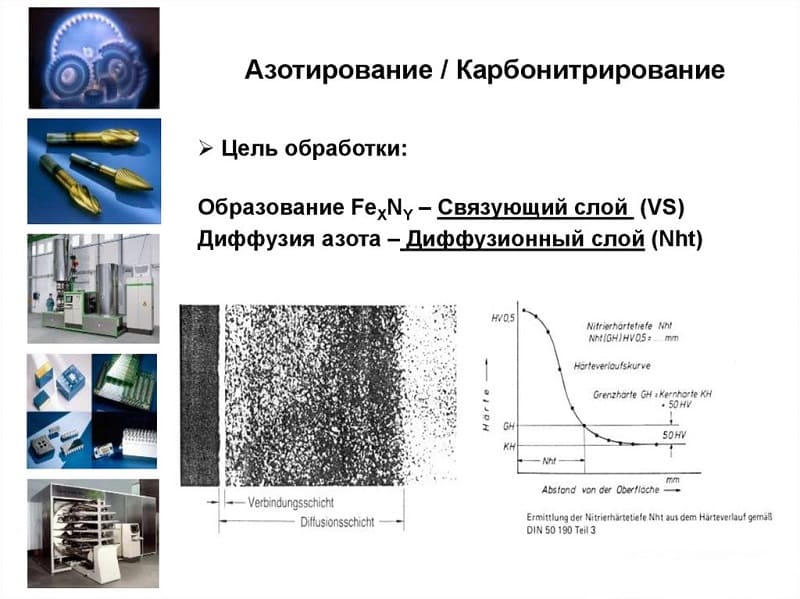

Типовая микроструктура стали после карбонитрации
Схема образования упрочненного слоя в расплаве солей
Сталь 3. Карбонитрация 580 °С, 3 часа. Глубина слоя – 0,2 мм
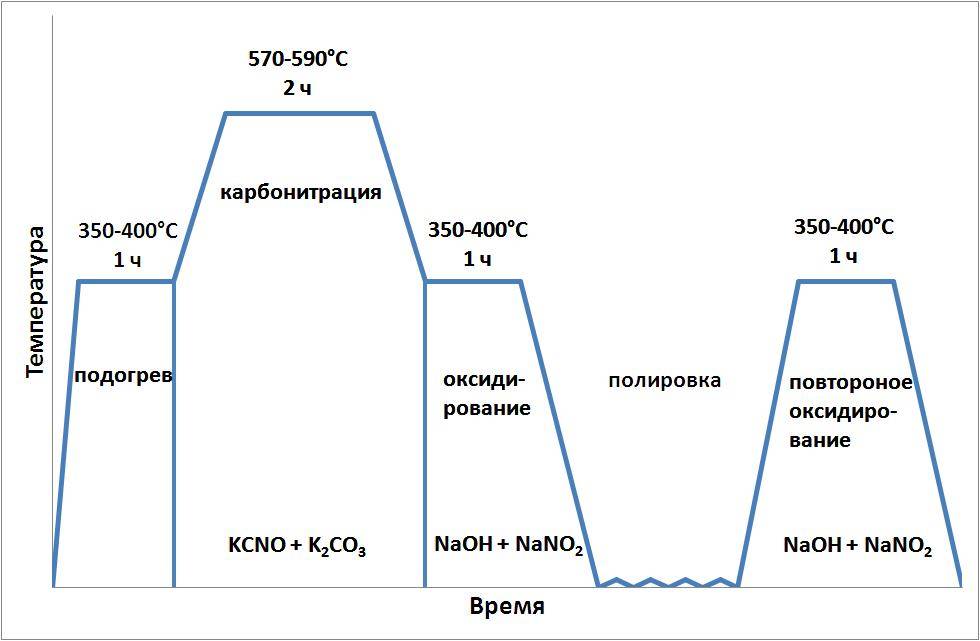
Ниже приведены результаты проведенных компанией DURFERRITE (Германия) коррозионных испытаний упрочненного слоя, полученного методом TENIFER-QPQ, в сравнении с другими способами поверхностной обработки.
Зависимость износа образца из Cтали 20 от пути трения со смазкой. Путь трения км х 100
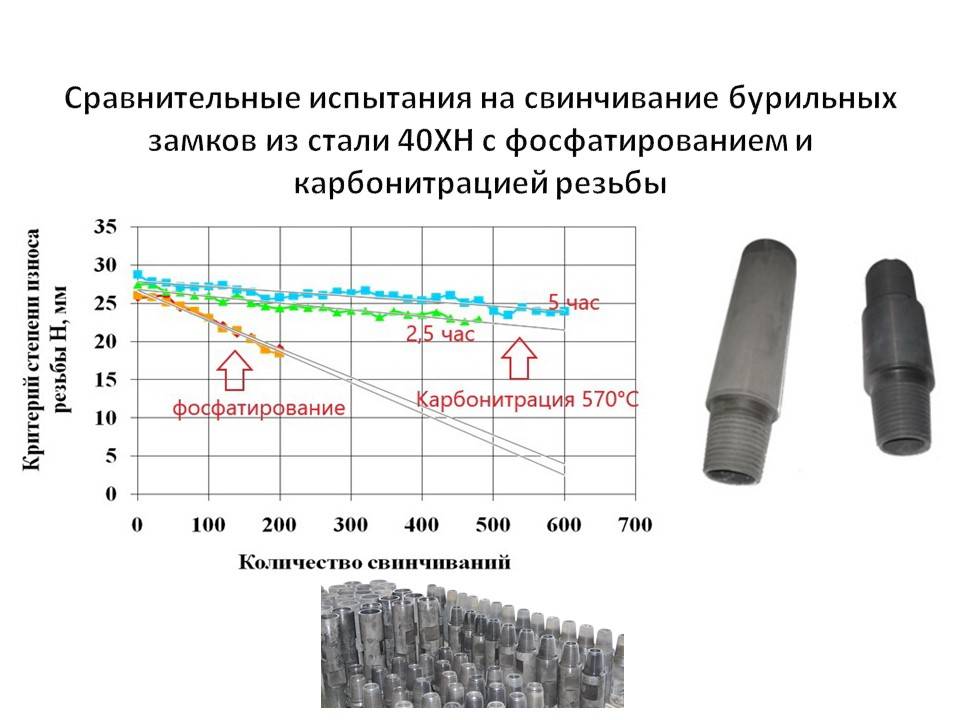
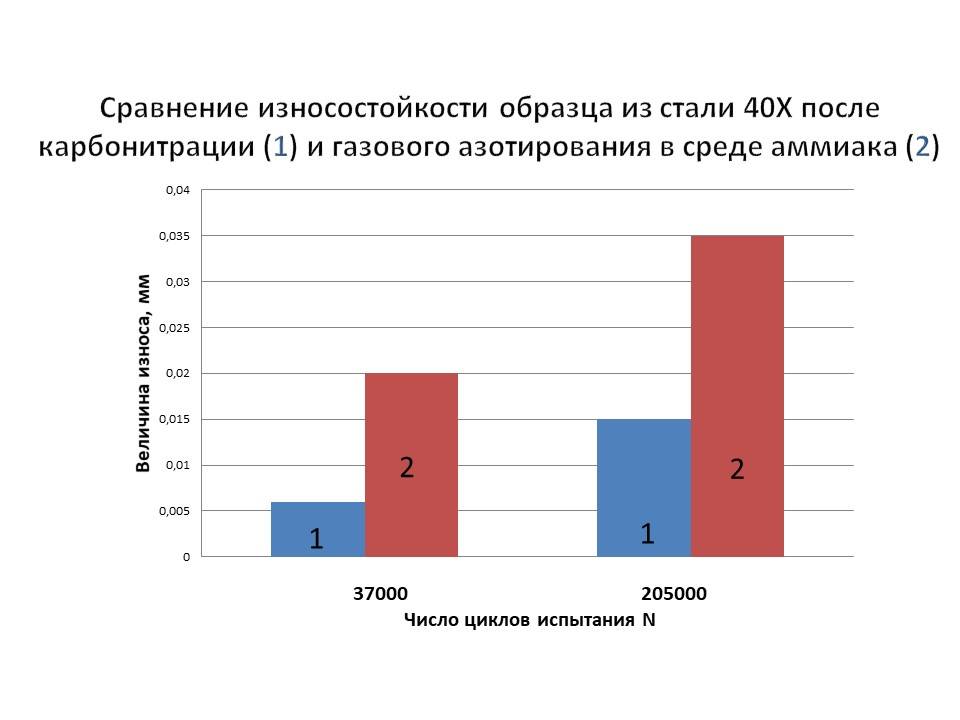
Сравнение износостойкости образца из стали 40Х после карбонитрации (1) и газового азотирования в среде аммиака (2)
Коррозионные испытания (CASS) в соответствии с немецким стандартом DIN 50021 стали SAE 1045
На указанных примерах наглядно видны преимущества карбонитрированного слоя по сравнению с традиционными, наиболее часто применяемыми у нас процессами поверхностной обработки: цементацией, азотированием, хромированием. Кроме того, следует отметить, что при хромировании снижается усталостная прочность при циклическом изгибе основного материала. По сравнению с этим, при карбонитрировании всегда увеличивается усталостная прочность. После карбонитрации с последующим оксидированием повышение усталостной прочности составляет более 50%, в то время как после твердого хромирования усталостная прочность, наоборот, снижается на 20%.
Всё вышесказанное предопределило массовое распространение технологии жидкостного карбонитрирования за рубежом. Какова же ситуация в нашей стране?
Таблица 3. Результат теста на коррозионную устойчивость стали С45 (3% NaCl, 0.1% H2O2)
Исследованные виды поверхностного упрочнения | Потеря в весе в г/м2 через 24 ч |
Карбонитрация с последующим оксидированием + полировка + оксидирование (QPQ) | 0,34 |
Твердое хромирование: 12 мкм | 7,10 |
Двойное хромирование: 20 мкм мягкого хрома, 25 мкм твердого хрома | 7,20 |
Никель: 20 мкм | 2,90 |
Тройное покрытие: 37 мкм меди, 45 мкм никеля, 1,3 мкм хрома | 1,45 |
Это интересно: Карбид вольфрама — свойства и обработка сплава
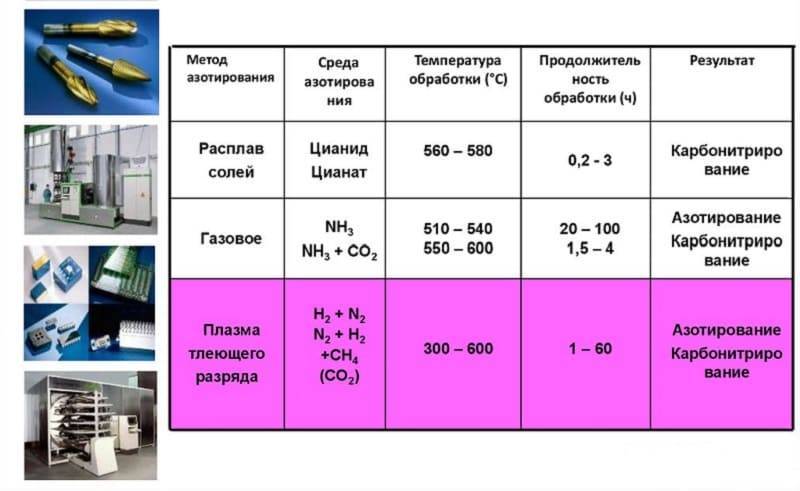
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
. . . Азотирование
— это термохимическое упрочение поверхности стальных и чугунных деталей, при которой насыщают азотом. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и получает крайне высокую микротвёрдость, значительную устойчивость к коррозии и улучшенные триботехнические свойства (уменьшение коэффициента трения). По уровню получаемой микротвёрдости азотирование превосходит цементацию и нитроцементацию. Так же — детали подвергнутые азотированию держат свою повышенную прочность при нагреве до температуры 550–600°С. Для сравнения- после цементации твердость поверхностного слоя может начать ухудшаться при нагреве детали уже свыше 225°С. В итоге можно четко констатировать — что прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации. Именно поэтому уже более 60 лет такие ответственные и подвергаемые жесткому нагреву детали ДВС как впускные и выпускные тарельчатые клапана обязательно подвергают азотированию.
Другой важной чертой процесса азотирования стали является то, что при этом процессе детали нагревают лишь до 500-550°С. Такой достаточно щадящий процесс термического воздействия приводит к тому, что в даталях практически не возникает термических напряжений и последующих деформаций. Именно поэтому азотированию можно подвергать детали уже изготовленные «точно в размер». В отличие от азотирования, процессы цементирования или закалки предполагают нагрев до 850-950 °С, что приводит к серьезным последующим поводкам деталей (изменению их геометрии за счет появления внутренних напряжений) и необходимости далее шлифовать такие изделия. А шлифовать термоупроченные детали с высокой поверхностной твердостью- дело очень трудоемкое и дорогое….
Особенно такой щадящий режим термовоздействия на азотируемые детали характерен для передовой методики ионно-плазменного азотирования, где нагрев идет более щадящий, чем при азотировании в газовой среде аммиака.
Поверхностная твердость обработанных сталей типа 38Х2МЮА достигает величины в 63-65 HRC (твердость по Роквеллу), стали 40Х- до 50-52 HRC .
Глубина возникающего поверхностного термоупроченного слоя составляет от 0,2 до 0,6 мм в зависимости от типа стали.
Детали после процесса азотирования. Цвет изменился- нитриды железа обладают специфическим цветом.









КАКИЕ ДЕТАЛИ ПОДВЕРГАЮТ АЗОТИРОВАНИЮ?
. . . Азотированию подвергают прежде всего такие детали различных машин и механизмов, которые подвергаются повышенному износу за счет усиленного трения в условиях значительных температур.
ШНЕКОВЫЕ ПАРЫ:
… Например — шнеки и филеры (пилотезы) шнековых прессов для выдавливания с дальнейшим формованием пластиковых изделий, либо шнеков при производстве евродров из опилок-цепы, либо шнековых прессов для отжима растительного масла, и прочих похожих шнековых прессов. Например — большая технологическая проблема шнеков для формовки и прессования евродров из цепы и опила — это очень быстрый износ формующей пары «оконечник шнека- фильера». Особенно- если формовке подвергается щепа с лесосеки, загрязненная песком, глиной и почвой, то поверхности формующей пары дешевых шнековых прессов изнашиваются за 4-6 дней, а «фирменных» прессов держатся не более месяца… После этого шнек практически уже не может выдавать продукт нормального качества и нужной геометрии…
Карбонитрация

Компания Термохим предлагает услуги по карбонитрации деталей в Москве — в нашем Инновационном центре упрочнения.
Карбонитрация сталей и чугуна
Сущность метода карбонитрации заключается в том, что детали машин и инструменты, изготовленные из любых марок стали и чугуна, подвергают нагреву в расплаве солей, синтезированных из аммоноуглеродных соединений (меламин, мелон, дициандиамид), при температуре 540-600oС с выдержками 5-40 мин для режущего инструмента и 1-4 часа для деталей машин и штампового инструмента в зависимости от требуемой толщины упрочненного слоя. Технология используется для повышения износостойкости, усталостной прочности и – в сочетании с оксидированием – для увеличения коррозионной стойкости. Во многих случаях карбонитрация является альтернативой таких процессов, как поверхностная закалка, гальваническое хромирование, цементация и нитроцементация и др.
После карбонитрации на поверхности сталей формируется упрочненный слой, состоящий из нескольких зон. Верхний слой ε– карбонитрид типа Fe3(N,C). Под карбонитридным слоем располагается зона γ’ – фазы типа Fe4(N,C) , под которой находится диффузионная зона (гетерофазный слой). Она состоит из твердого раствора углерода и азота в железе с включениями карбонитридных фаз, твердость которой значительно выше твердости сердцевины. Концентрация азота и углерода при этом существенно снижается.
| Технологическая схема процесса оксикарбонитрации | Структура стали 40Х после карбонитрации |
Применение карбонитрации для обработки деталей повышает усталостную прочность на 50-80%, резко увеличивает износостойкость по сравнению с цементацией, нитроцементацией, газовым азотированием, обеспечивает минимальные величины деформаций в пределах допуска чертежа. Технология применима для упрочнения деталей из любых марок сталей и чугуна обеспечивает микронную точность (см.
Таблицу характеристик упрочненного слоя и твердости сердцевины после карбонитрации). Среди технологий низкотемпературного упрочнения карбонитрация в расплавах солей является наиболее экономичным процессом, т.к. сокращает длительность насыщения до 0,5-6 ч, вместо 10-60 ч при газовом азотировании. При этом практически отсутствует хрупкость карбонитрированного слоя.
Процесс карбонитрации, как правило, является окончательной операцией.
Свойства карбонитрированного слоя:
- толщина 0,01-0,6 мм;
- поверхностная твердость – 400-1200 HV;
- повышение износостойкости в 2-11 раз;
- снижение коэффициента трения в 1,5-5 раз;
- хрупкость слоя – отсутствует;
- повышение задиростойкости, включая нержавеющие стали;
- повышение усталостной прочности в 1,5-2 раза;
- повышение коррозионной стойкости перлитных сталей в 1,5-2 раза;
- коробление и поводки длинномерных деталей – практически отсутствуют.
| Изменение коэффициента трения стали 12Х18Н10Т в зависимости от удельного давления при контактном трении | Коррозионные испытания штоков автомобильных амортизаторов из стали 40Х с различными видами покрытий |
| Зависимость износа стали 18ХГТ от пути трения со смазкой | Изменение износостойкости по толщине карбонитрированного слоя чугуна ВЧ50 |
| Распределении твердости по толщине карбонитрированного слоя сталей и чугуна (580oС 3 ч | Изменение коэффициента трения по толщине карбонитрированного слоя чугуна ВЧ50 |
| Структура и фазовый состав стали 25Х2М1Ф после оксикарбонитрации | Коэффициент трения различных видов покрытий на стали типа 40Х |
| Сравнительные характеристики износостойкости цементированной и карбонитрированной стали 18ХГТ | Усталостные испытания чугуна ВЧ5 |
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.