Регулировка зазора между ножами ножниц Н3118.
- При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
- Прямолинейность линии разреза зависит от правильности регулировки зазора.
- Регулировка зазора между ножами производится передвижением стола (см. описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности болееσВ=50 кгс/мм2.
- В случае резки листа, предел прочности которого свышеσВ=50 кгс/мм2, максимально допустимая толщина его определяется по формуле: σХ — максимально допустимая толщина листа из материала, предел прочности которого более 50 кгс/мм2.
- σ- максимально допустимая для резки толщина листа, указанная в характеристике данных ножниц;
- σВХ- предел прочности материала листа, который необходимо резать.
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей.
НЕ ДОПУСКАЙТЕ РЕЗКИ ЗАТУПЛЕННЫМИ НОЖАМИ!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Прижимная балка гильотинных ножниц Н3222 (рис. 9)

Прижимная балка гильотинных ножниц н3222
Прижимная балка представляет собой стальную траверсу 1, закрепленную на передних выступах стоек станины и имеющую специальные пазы для закрепления передних концов кронштейнов станины с дополнительными опорами коленчатого вала. В нижней части траверсы, имеющей наклонный продольный паз, закреплены 12 гидравлических прижимов, которые удерживают от смещения разрезаемый лист. Каждый прижим состоят из сборного поршня 2 с нажимным штоком 3, уплотняющегося резиновыми манжетами 4 и резиновыми кольцами 5, возвратной пружины 6, заключенных в корпусе 7 со сменной втулкой 8 и соединяется с продольным каналом отверстиями, уплотняемыми резиновыми кольцами 9.
Масло под давлением подводится к каналу присоединением 10, уплотняемым резиновым кольцом 11. Сзади крепится экран 12, образующий луч освещения линии реза. Слева крепится корпус с краном 16 и манометром 14 для замера давления и краном 15 с клапаном 13 для выпуска воздуха из гидросистемы. Уплотнение кранов осуществляется резиновыми кольцами 17. Для регулировки зазоров в направляющих ползуна случат 8 резьбовых втулок 19 с упорными сферическими вставками 20, которыми достигается перемещение направляющих клиньев 21. Зажим отрегулированных клиньев достигается шпильками 22 и гайками 23 и 24.
Механизм регулировки заднего упора (pис. 10)
Предстявляет собой балку 1, закрепленную на двух рычагах 2, шарнирно соединенных с двумя ползунами 3, в расположенную параллельно линии реза. Ползуны 3 могут двигаться “от ножей” и “к ножам” с помощью винтов 4, которые вращаясь, перемещают гайки 5 ползунов движущихся по круглым направляющим 6. Одна из гаек каждого ползуна имеет резьбовую регулировку для избежания, осевого зазора в резьбе. Винты 4 с помощью конических шестерен 7 зацепляются с поперечный сборным валиком 8, приводящимся во вращение редуктором 9. Кулачковая муфта 10 валика позволяет отрегулировать положение ползунов на винтах, обеспечивающие параллельность упорной балки с линией реза. Ведущий вал редуктора приводится через предохранительную муфту 11 от трехскоростного электродвигателя который в момент выключения тормозится противовключением с помощью реле контроля скорости 12. Упорная балка связана с ползуном ножниц подвеской, имеющей ролики 13 и пружину 14, обеспечивающую прижим балки с рычагами и роликами 15, к направляющим линейками 16, закрепленными на стойках. Кулачки 17 служат для подъема упорной балки в крайнем заднем положении, что обеспечивает проход разрезаемого листа под балкой. Конечный выключатель 18 ограничивает перемещение балки “от ножей”. Путевой переключатель 19 запрещает включение реза до нажима выключателя 18, что исключает поломку упора в положении хода, обеспечивающего подъем балки. Конечный выключатель 20 ограничивает перемещение балки “к ножам” в положении упора около нижнего ножа. Подвод упора к ножу производится толчками с малой скоростью.
В корпусе 21 имеется пара конических шестерен для передача движения механизму показания положения заднего упора.
Уравновешиватели (рис. 11)
Служат для облегчения работы привода ножевой балки за счет ее уравновешивания. Представляют собой два пневматических цилиндра, усилие которых преодолевает вес ножевой балки и обеспечивает постоянное ее прилегание к направляющим станины для большей точности резки. Подъемные полости цилиндров постоянно соединены с ресивером, наполненным сжатым воздухом под определенным давлением. В цилиндрах I располагаются поршни 2 с полыми штоками, в которых на подвесках 3 шарнирно закреплены тяги 4 на осях 5 через втулки подшипников скольжения 6. Нижние вилки тяг шарнирно соединены с кронштейнами ножевой бачки с помощью осей 7. Поршни и штоки цилиндров уплотняются манжетами 8 и 9. Подвод жидкой смазки к поршням совершается периодически через масленки 10.
Механизм показаний положения заднего упора (рис. 12)
Между корпусом червячного редуктора к станиной вмонтирован счетчик, цифрами которого отмечается расстояние до упорной балки от лиши реза. Движение передается счетчику шестерней I смонтированной на валике счетчика, который закреплен на корпусе 3. Шестерне 1 вращательное движение передается шестерней 2, которая закреплена на сборном валике 4. Валик 4 получает движение от винта упора через конические шестерни 5 и 6. Хвостовики сборного валика смонтированы на шарикоподшипниках в корпусах, укрепленных на стойке станины.
Осветитель (рис. 17)
Представляет собой щит 3, укрепленный на прижимной балке ножниц. На прижимной балке укреплены на кронштейнах лампы люминесцентные для освещения зоны реза, с пускорегулирующим устройством 2 и светильником 4 для освещения поверхности стола.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
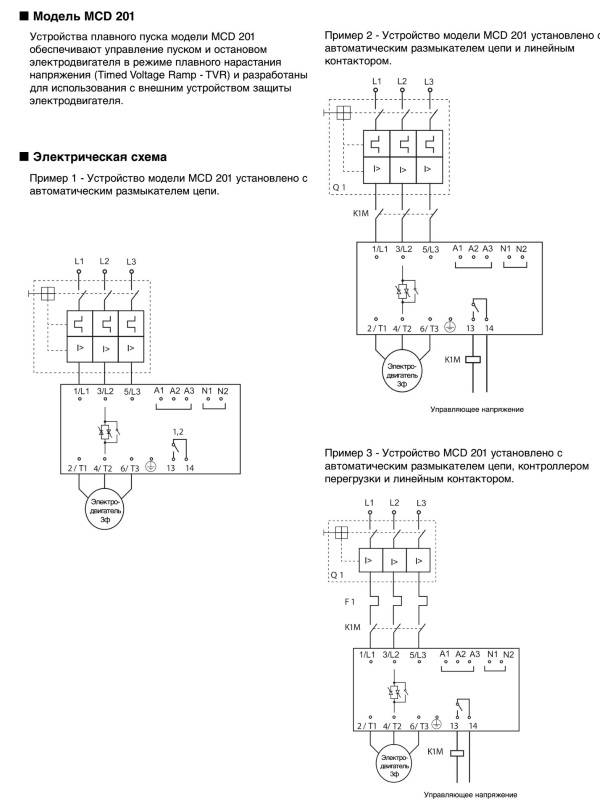
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.

Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
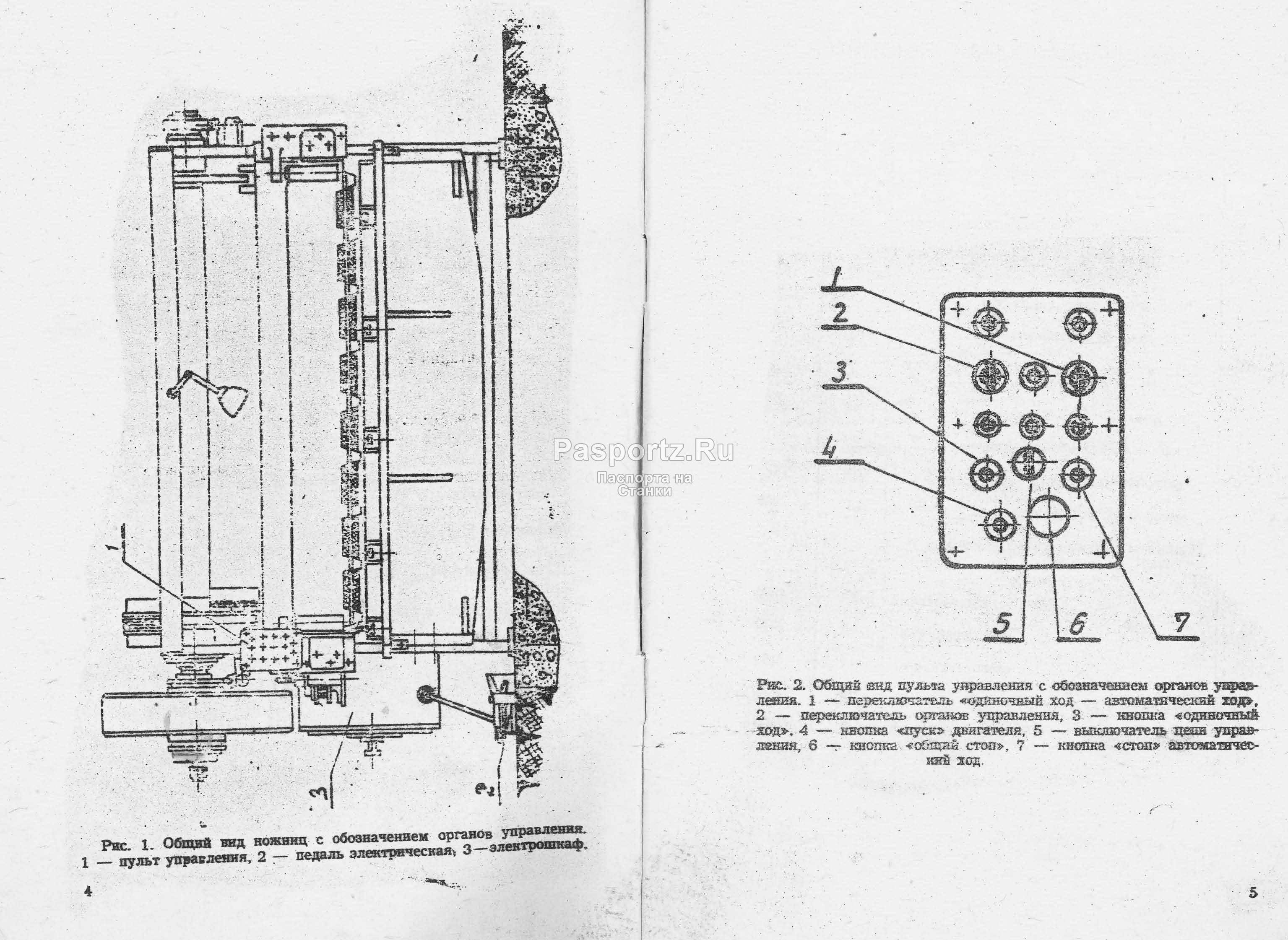
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Особенности разборки и сборки ножниц Н3118
- Прежде чем приступить к разборке ножниц, необходимо отключить их от электросети.
- Осуществляя разборку и сборку ножниц, необходимо соблюдать правила техники безопасности.
- При снятии прижимной балки необходимо предварительно освободить штоки от действия пружин прижима, а затем отвинтить направляющие планки прижимной балки, поддерживая балку краном.
- Перед снятием ножевой балки и шатунов следует зафиксировать балку в верхнем положении, установив в отверстие в верхней части направляющей станины фиксирующий штырь.
- При разборке отдельных механизмов следует руководствоваться приведенными в настоящем руководстве рисунками узловых чертежей.
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.
Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).
Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.
Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у “гидравлики”).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.
У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.
Гильотина пневматическая Н3118
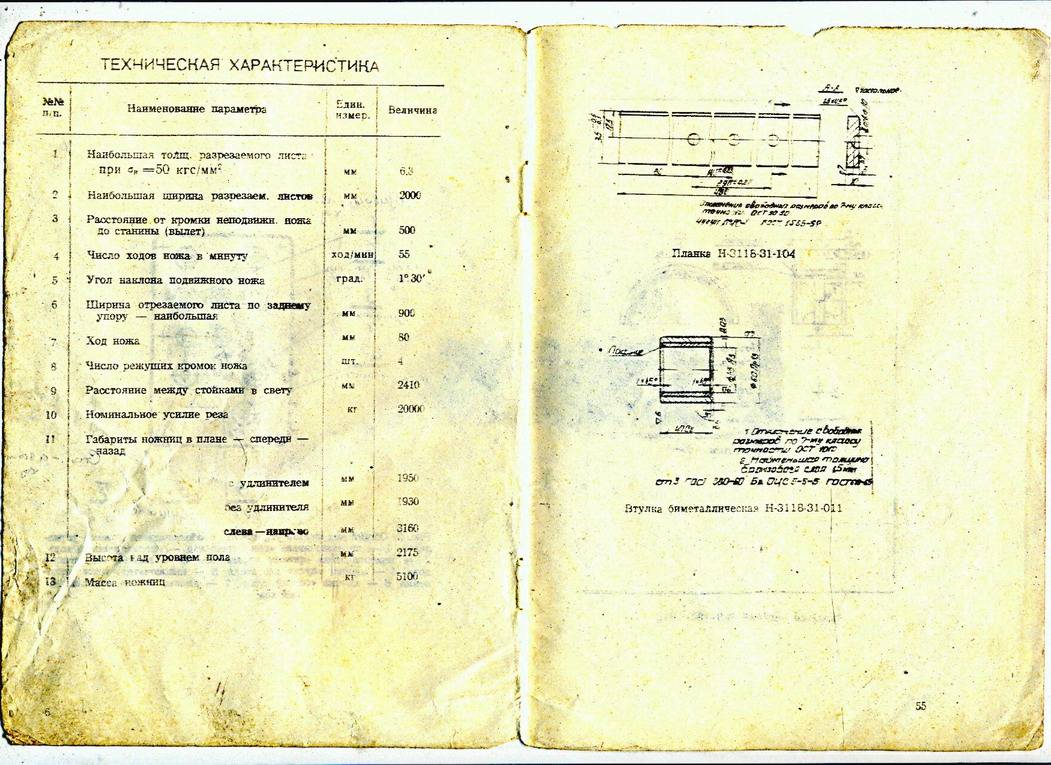
| Наименование параметра | Модель Н3118 |
| Мин. толщина листа при σвр ≤ 45 кгс/мм², мм | 0,4 |
| Макс.толщина листа при σвр ≤ 45 кгс/мм², мм | 6,3 |
| Ширина листа, мм | 2000 |
| Расстояние от кромки неподвижного ножа до станины (вылет), мм | 500 |
| Усилие реза, кН | 200 |
| Длина отрезаемого листа по заднему упору, максимальная мм | 900 |
| Расстояние между стойками в свету, мм | 2410 |
| Угол наклона ножа, град. | 2°30 |
| Установленная мощность, кВт | 7,5 |
| Число режущих кромок ножа | 4 |
| Частота ходов ножа | 55 |
| Скорость вращения, об/мин | 1500 |
| Номинальный объем насоса за 1 ход, см³ | 7,2 |
| Вместимость резервуара, дм³ | 2,5 |
| Давление нагнетания, МПа (кгс/см²) | 10-12,5 |
| Габаритные размеры, мм | 1950x3160x2175 |
| Вес, кг | 5100 |
Ножницы гильотинные кривошипные Н3118 применяются для раскроя листового металла путем резки. Применяют данный тип оборудования для мелкосерийного и серийного производства на промышленных предприятиях, например, в заготовительных цехах, при переработке вторсырья, в судостроении и машиностроении.
Обратите внимание! Резка заготовок осуществляется в продольном, прямом и поперечном направлении по толщине листового проката. Также обработка металла производится по изначально заданным параметрам
Особенности строения пневматической гильотины Н3118
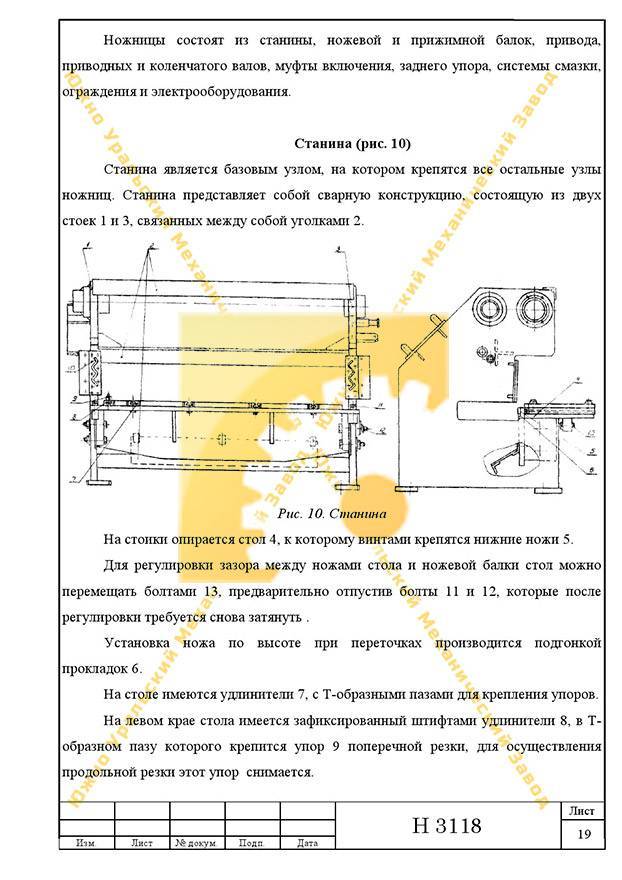
- Основной узел оборудования – это надежная и прочная станина, представляющая собой сварную конструкцию с двумя стойками, которые соединены между собой уголками.
- В процессе произведения резки, отклонение от заданных параметров на длину листовой заготовки 1000 мм — до 0,25 мм.
- Оператор осуществляет управление станком с помощью педали и пульта с кнопками.
- Предусмотрена работа в трех основных режимах – ручной поворот, автоматический или одиночный ход.
- С целью остановки Н3118 при автоматическом режиме работы оператор воздействует на кнопки панели управления, а при одиночном ходе – на промежуточный реле и бесконтактный конечный выключатель.
- Для увеличения точности реза, листовой металл прижимается специальными кулисами, движение которых происходит одновременно с ножевым устройством. Степень прижима кулисы регулируется пружинами, что расположены внутри корпуса станка.
- Н3118 оснащен комбинированной системой смазки, то есть смазочно-охлаждающая жидкость не попадает в рабочую зону, а поверхность заготовок не вымазана маслом.
- Для снижения затрат на содержание гильотин, включение станка производится за счет жесткой муфты, в которую встроен магнит и шпонки.
Станок производит резку металла, толщина которого не должна быть больше 50 кгс/кв мм, в ином случае происходит притупление и растрескивание режущей оснастки.
Преимущества
Кривошипные гильотинные ножницы выгодно отличаются техническими характеристиками, которые позволяют применять оборудование, как при мелких, так и при больших производственных объемах. Использование резака исключает время простоя за счет того, что Н3118 может функционировать в нескольких режимах. Станок отличается достаточно простым управлением и требует минимального технического обслуживания. За счет особенностей строения и высокой функциональности, Н3118 можно эксплуатировать в разных климатических зонах.
Данная модель гильотины способна проводить резку, как по установленной разметке, так и без нее. Для этой цели конструкция станка оснащена боковым и задним упором, что направляют металл в зону резки. Станок отличается простой и надежной конструкцией, высоким качеством проведения работы и скоростью проведения реза. Н3118 не требует длительной подготовки для проведения операции, что значительно снижает временные затраты на обслуживание станка.
Обратите внимание! Для увеличения фактического срока службы и сохранения точности резки, рекомендуется проводить регулярную заливку смазки в трущиеся и подвижные детали
Ротационные и гильотинные ножницы, устройство и принцип работы.
⇐ ПредыдущаяСтр 20 из 20
Срезанный с листоформовочной машины накат поступает на ленточный подводящий конвейер и далее на резательное устройство — ротационные или гильотинные ножницы.
Ротационные ножницы представляют собой литую станину 1 (рис. 9), на которой смонтированы: транспортирующий барабан 9, механизм 8 продольной резки , механизм 11 поперечной резки, прижимные обрезиненные ролики 7 и 10, направляющие металлические листы 3 и 13, пружины 6, винты 5 для регулирования зазора между транспортирующим барабаном 9 и прижимными роликами 7 и 10 и ограждение 4.








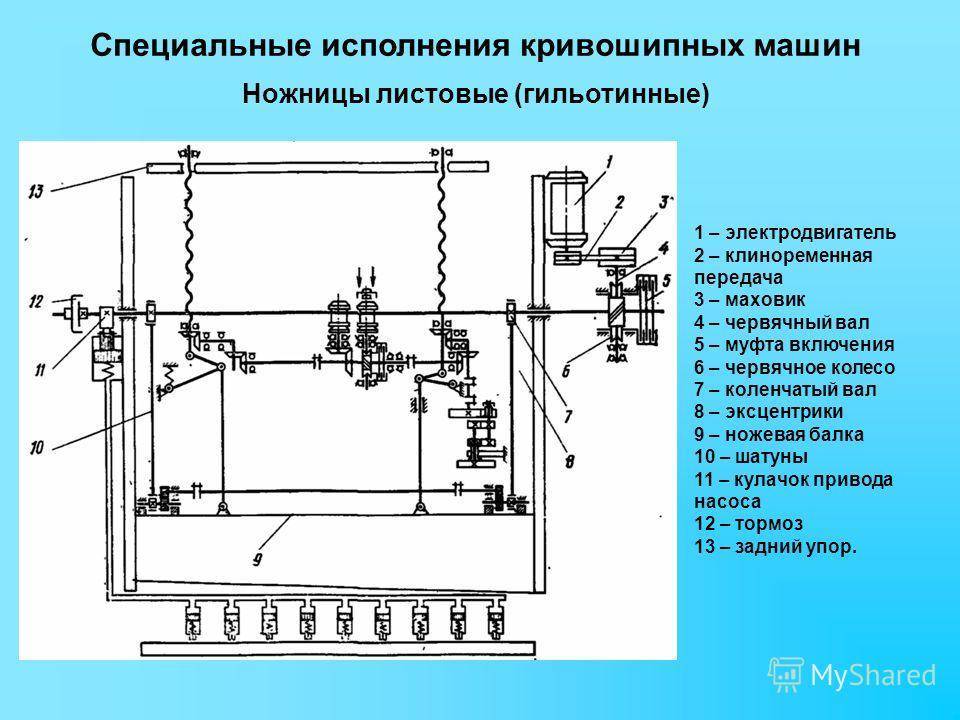
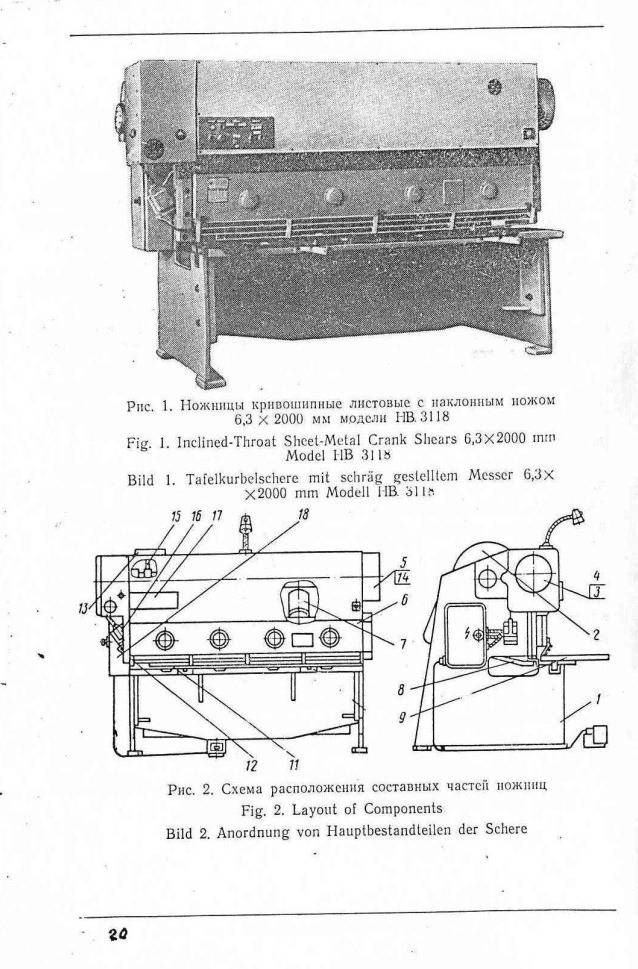
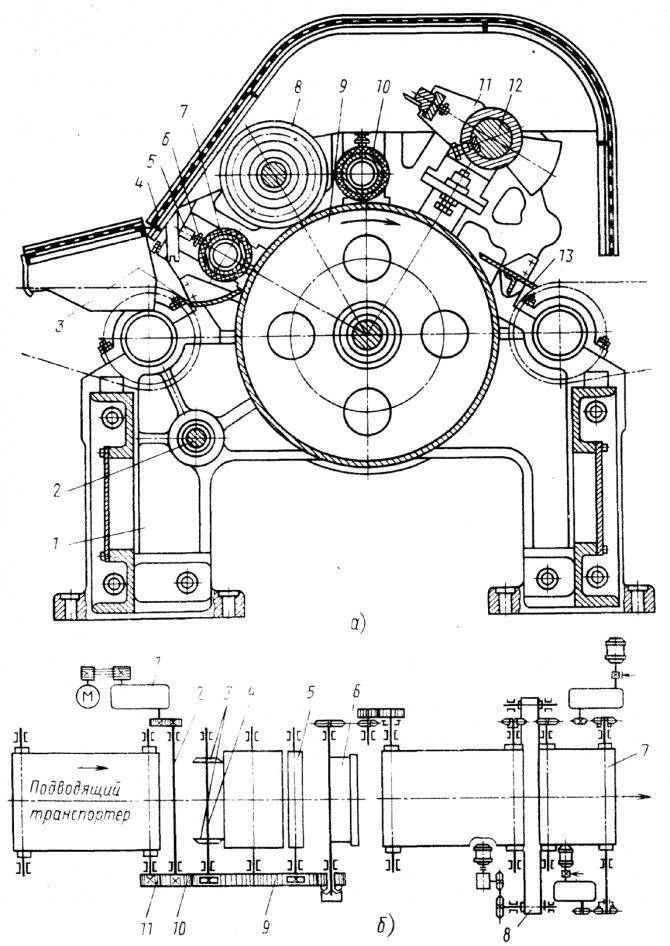
Рис. 9 Ротационные ножницы:
а – общий вид; б – кинематическая схема
Через станину проходит вал 2 контрпривода, на конусе которого закреплена ведущая шестерня, находящаяся в зацеплении с зубчатым колесом транспортирующего барабана.
На станине ножниц предусмотрены опоры для валов подводящего и отводящего транспортеров.
От главного привода 1 (рис. 9, б) и дополнительной зубчатой пары получает движение вал 2 контрпривода, на конце которого закреплена шестерня 10, передающая вращение шестерне 11 вала барабана подводящего транспортера и зубчатому колесу 9 вала транспортирующего барабана. Зубчатое колесо 9 передает вращение шестерням механизма 4 продольной резки, механизма 6 поперечной резки и второму (по ходу движения) прижимному ролику 5 (верный прижимной ролик на схеме не показан). С вала механизма 6 поперечной резки через цепную и зубчатую передачи движение передается отводящему транспортеру. Транспортеры для обрезков 8 и питающий 7 имеют отдельные приводы. Транспортер 8 передает обрезки в мешалку на переработку.
Механизм 4 продольной резки представляет собой вал, приводимый во вращение через зубчатую передачу от вала транспортирующего барабана, и два ножевых диска 3, закрепленных на валу, которые и осуществляют продольную резку наката. Конструкция опор вала механизма продольной резки позволяет, в известных пределах, изменять зазор между транспортирующим барабаном я дисковыми ножами.
Механизм 11 поперечной резки (см. рис. 9, а) смонтирован на валу 12, периодически вращающемся через зубчатую передачу от вала транспортирующего барабана 9.
Гильотинные ножницы
Гильотинные ножницы используют в технологических линиях по производству крупноразмерных волнистых листов длиной 2000 и 2500 мм. В отличие от ротационных ножниц гильотинные ножницы имеют более сложную конструкцию, но обеспечивают высокую точность длины формата, так как раскрою подвергается неподвижно лежащий накат.
Гильотинные ножницы (рис. 10) состоят из приемного транспортера 1, сбрасывателей 2, 4, 10 и 12, поперечных ножниц 3, 5, 7, 9 и 11, транспортеров 6 и 8 раскроя, питающих транспортеров 13, 14, 15 и электроприводов 16, 17, 18, 19 и 20.
Работают гильотинные ножницы в такой последовательности. Накат с листоформовочной машины выстилается на приемный транспортер 1 со скоростью, несколько превышающей скорость сукна. Электропривод 20 приемного транспортера включается еще до начала срезания наката с форматного барабана листоформовочной машины. По окончании выстилки электропривод 20 выключается, и накат продолжает двигаться, получая движение от электропривода 19, по транспортеру 8 раскроя наката до тех пор, пока не выселится на транспортерах 6 и 8 под поперечными ножами. После этого электропривод 19 выключается, и ножи разрезают неподвижный накат на два формата.
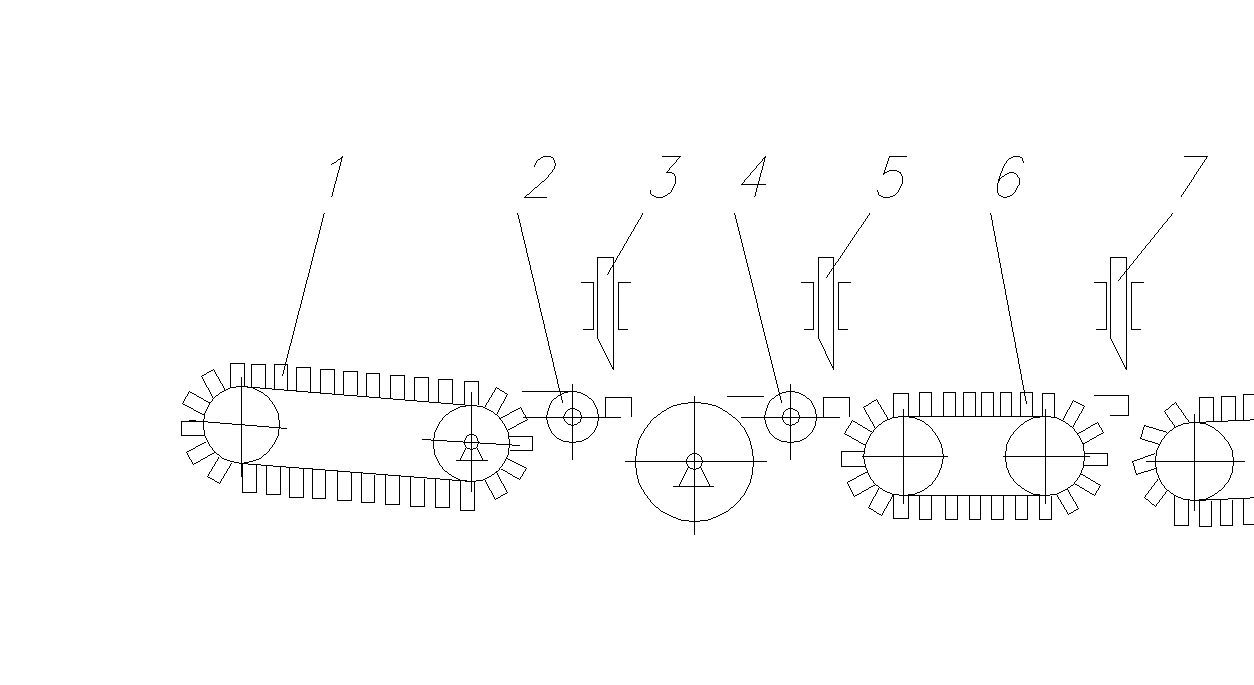
Рис. 10. Кинематическая схема гильотинных ножниц
При раскрое наката на форматы длиной 2000 мм работают по перечные ножницы 5, 7 и 9. Остальные двое ножниц отключены. При раскрое наката на форматы длиной 2500 мм работают ножницы 3, 7 и 11. В первом случае передний и задний обрезки сбрасываются под машину приводными сбрасывателями 4 и 10, а во втором такими же сбрасывателями 2 и 12. Сбрасыватели кинематически связаны с ножевыми устройствами.
После раскроя наката электропривод 19 вновь включается и форматы транспортируются далее по питающим транспортерам 13 и 14, движение которым сообщается их приводами 17 и 18. При выстилке форматов на этих транспортерах привода 17 и 18 отключаются. Дальнейшие движения форматов производятся на малой скорости питающего транспортера 15 от привода 16, с которой они выдаются в волнировщик. Повторное включение приводов 17 и 18 происходит последовательно по мере схода с транспортеров 13 и 14 задней кромки второго формата.
Питающие транспортеры 13 и 14 приводятся от ведомого вала питающего транспортера 15 посредством нескольких цепных передач через обгонные муфты, установленные на ведущих валах передач.
⇐ Предыдущая20
Сведения о производителе гильотинных ножниц НА3121
Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Станки, выпускаемые Шимановским заводом кузнечно-прессового оборудования
- НА3121 ножницы кривошипные листовые гильотинные 2000 х 12,0
- Н3121 ножницы кривошипные листовые гильотинные 2000 х 12,5
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears. Гильотинные ножницы — ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее — по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала — до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 — 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой — консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины — ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
https://youtube.com/watch?v=2Z9sDi_GVkE







Общая характеристика пневматического привода
Данное оборудование также относится к промышленным, а работает оно от воздействия сжатого воздуха. Стоит отметить, что по производительности такие станки превосходят гидравлические, а также практически не отличаются от электромеханических. Для того чтобы привести такую машину в действие, используется либо компрессор, либо центральная магистраль со сжатым воздухом внутри. Чаще всего такие гильотины приобретаются только большими предприятиями, которые занимаются серийным производством заготовок из металлопроката.
Между гидравлическими, электромеханическими и пневматическими моделями есть кое-что общее. Все эти гильотины являются стационарными. Они снабжены столами с большой площадью, контейнерами для сборки уже готовых заготовок, а также автоматизированными устройствами, подающими материал для обработки. Многие модели с пневматическим приводом также обладают таким дополнением, как ЧПУ. Благодаря тому, что увеличивается скорость обработки металла, а также увеличивается точность резки, данные машины с наличием электронного управления считаются одними из лучших.
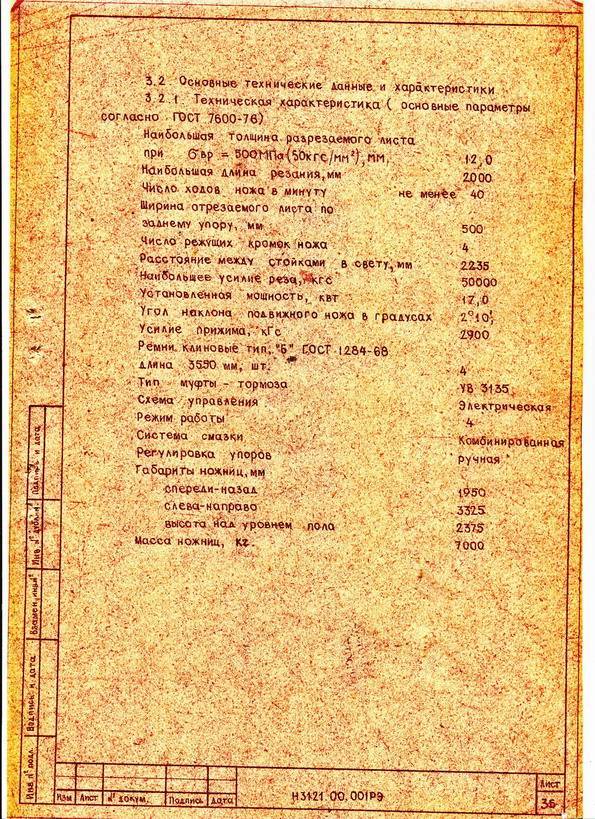
Основные эксплуатационные характеристики
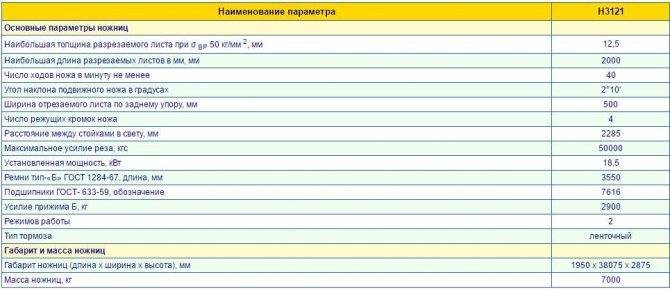
При приобретении ножниц следует обратить внимание на паспорт, в котором указывается основная информация. Как правило, паспорт содержит следующую информацию:
- наибольшая толщина разрезаемого металла 12,5 миллиметров;
- наибольшая длина листа 2 000 миллиметров;
- минимальное число ходов ножа в автоматическом режиме за одну минуту 40 раз;
- ширина листа по заданному упору составляет 500 миллиметров;
- максимальное усилие 50 000 кгс;
- мощность установленного электродвигателя составляет 18,5 квт;
- усилие прижима – максимальное значение 2 900 кг;
- тип установленного тормоза – ленточный;
- масса оборудования 7 000 килограмм.
Технические характеристики
Вышеприведенная информация указана в паспорте. Также в паспорте может быть указана кинематическая схема, которая используется при проведении ремонтных работ.
Порядок установки ножниц гильотинных, кривошипных НА-3218
Транспортирование ножниц гильотинных НА3218

Для транспортирования распакованных ножниц гильотинных НА3218 используется канат или цепь, соответствующие паспортному весу машины. Подцепка машины производится за строповочные отверстия, укрепленные на станине. Доставка к месту установки должна производиться без ударов и толчков.
Установка на фундамент гильотинных ножниц НА3218

- Фундамент для гильотинных ножниц НА3218 должен быть изготовлен на основании чертежа фундамента, приведенного в паспорте.
- Планировка объектов машины на фундаменте может быть изменена с учетом местных условий.
- Фундаментные болты и другие закладные детали в комплект поставки не входят.
- Перед установкой на фундамент очищаются од грязи и краски поверхности машины, подлежащие окончательной заливке бетоном. Выверка ножниц НА3218 на фундаменте до окончательной заливки производится с помощью прокладок из тонкой листовой стали, укладываемых под стойки машины, по уровню, прикладываемому к поверхности стола.
- После предварительной выверки фундаментные болты и поверхности опор заливаются раствором (одна часть цемента, три части песка). Окончательная выверка и затяжка фундаментных болтов производится после полного затвердевания раствора. Точность установки в продольном и поперечном направлениях должна выдерживаться в пределах 0,15 мм на длине 1000 мм во время установки на фундамент и в процессе эксплуатации ножниц.
- После установки ножниц производятся все дополнительные работы по монтажу снятых объектов в соответствии с общим видом машины, электрические соединения с обязательным монтажом заземления и подвод сжатого воздуха.
- Перед подключением к машине энергии необходимо произвести полную расконсервацию машины с нанесением на обработанные поверхности тонкого слоя чистого Машиного масла.
Характеристика ручного прибора
Существует также ручная гильотина, или механическая. В данном случае раскрой металла осуществляется за счет усилий от нажатия на педаль, от давления на рычаг и т. д. Такие станки используются на промышленных предприятиях, а также довольно часто в частных мастерских. Востребованность в данном оборудовании не пропадает, несмотря на то что существуют серьезные ограничения по толщине обрабатываемого материала. Как и в других моделях, ручная гильотина использует в качестве основного режущего элемента два ножа. Однако отличие заключается в том, что нижний нож у такого оборудования полностью неподвижен. Основная работа ложится на верхний нож, который либо перемещается вертикально вниз, либо вращается вокруг оси при помощи направляющих. У таких приспособлений на одном из концов балки имеется точка вращения, а на другом рычаг.
Если устройство способно разрезать заготовки с толщиной более чем 1 мм, то оно обязательно использует редуктор. Ручная гильотина для резки может использовать два типа привода, которые заставляют включаться в работу редуктор. Первый тип — ножной, включение осуществляется за счет нажатия на педаль. Второй тип — ручной, включение осуществляется за счет рычага. Стоит добавить, что некоторые модели механических станков могут быть оснащены обоими типами привода для включения мотора. Для того чтобы обеспечить точный разрез, необходимо установить станок на идеально ровной поверхности. Также нужно озаботиться тем, чтобы оборудование имело хорошую устойчивость.