Какие бывают модели сварочных аппаратов
Сварка нужна для того, чтобы соединять разнообразные металлические элементы. Популярность свою приобрела около ста лет назад. На сегодняшний день используется в разных сферах: от электроники до процесса производства огромных конструкций.
Аппараты сварки могут выглядеть как:
- Выпрямляющие конструкции.
- Полуавтоматические.
- Инверторные типы.
- Трансформаторы.
- Генераторы, работающие исключительно на дизельном либо бензиновом топливе.
Аппараты трансформаторного типа считаются самым легким и распространенным видом аппаратов для сварки. Основной элемент в данной модели – это понижающий трансформатор, который преобразует электричество до нужного для работы напряжения.
Силу тока можно изменить, используя разные методики: достаточно сместить одну обмотку по отношению ко второй. Изменяя промежуток между обмотками можно изменить силу тока.
Сварочные выпрямители

Принцип работы выпрямителей несложен. Сперва устройства снижает напряжение сети 380В до напряжения холостого хода, потом преобразует переменный ток в постоянный. Контролируемый сварочный ток может быть использован во время сварочных работ.
Главное отличие выпрямителя от трансформатора: первый использует для создания сварного шва постоянный ток, а трансформатор переменный. В остальных аспект оба вида сварочного оборудования можно назвать похожими. Некоторые сварщики даже утверждают, что выпрямитель – тот же трансформатор, только в применении более прост.
Достоинство выпрямителя – возможность эксплуатации в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют. Также он отлично подходит для выполнения сложных сварочных работ, таких как сварка нержавеющей стали или цветных металлов.
В умелых руках дуга горит стабильно, что дает возможность делать ровные и аккуратные соединения. Большинство сварочных технологий могут быть использованы с выпрямителями: MMA, TIG, MIG или MAG. Еще один плюс – возможность, используя лишь один выпрямитель, создать несколько сварочных постов, что позволит одновременно работать нескольким специалистам.
Тем не менее, у выпрямителей можно выделить три существенных недостатка:
- Большой вес. Это часто не позволяет перемещать оборудование самостоятельно.
- Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень много, но полный комплект всего необходимого оборудования может обойтись в немалую сумму. Также необходимо приготовиться к высоким затратам электроэнергии.
- Необходимость наличия определенной сноровки работника. Новичкам будет не очень комфортно работать с таким аппаратом, но зато после постоянной практики с выпрямителем начинающий специалист совладеет с любым сварным оборудованием.
Лучший выбор для домашнего пользования. Чаще всего они также оснащаются функциям подзарядки аккумулятора автомобиля. Иногда в комплектации встречаются приспособления для подачи проволоки, которая требуется при сварке MIG/MAG (полуавтомат). Такие приспособления для сварки не потребуют много электроэнергии. Они очень практичны. У таких аппаратов обычно есть три режима работы:
- Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
- Запуск автомобильного двигателя. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
- Сварка. Ток регулируется от 30 до 180 А, коэффициент прерывистости работы современных сварочников измеряется в процентах. То есть коэффициент, равный 60%, означает, что дуга будет непрерывно гореть 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Аппарат для точечной сварки
Для отдельных операций при сборке конструкций такой вид оборудования становится очень востребованным. Аппарат имеет характерную форму: два электрода расположены в одной плоскости и при работе нагревают заранее зафиксированные детали и деформируют их в точке соприкосновения, что и стало причиной названия этого класса оборудования.
Происходит это за доли секунды. Электрический высокочастотный импульс тока плавит металл на небольшой площади, без образования окалины, обжига, перегрева детали. По этой причине сборку часто делают даже из деталей, покрытых лакокрасочными составами.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Особенности
Сварочные аппараты было бы неправильно называть конкретным видом техники, поскольку схема работы у отдельных разновидностей может заметно различаться, но при этом у них и довольно много общего, чтобы давать им единое название. Любая сварка представляет собой процесс точечного плавления легкоплавкого металла (припоя), который в жидком виде наносят на место будущего шва. Затвердевая, металл скрепляет отдельные детали, делая их единым целым, благодаря чему достигаются высокая прочность готового изделия и впечатляющая долговечность конструкции. Обыватели нередко воспринимают сварочные аппараты как ручное оборудование небольшого размера, которое используется преимущественно в полулюбительском сегменте работ, но на самом деле сфера применения сварки крайне широка.
Если в быту чаще всего варят проводку в электронике, то в промышленных масштабах таким способом могут соединять даже многотонные конструкции. Сваривание высоко ценится как не только высокоэффективный, но еще и быстрый, а также сравнительно недорогой способ соединения металлоконструкций между собой. При этом многие агрегаты такого плана более универсальны – они могут не только «склеивать», но и резать металлические листы.
Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.
Аппараты для ручной дуговой сварки ММА
Такие виды сварочных аппаратов построены на базе инверторов, трансформаторов или выпрямителей. Сварщик орудует держателем, на котором закрепляется плавящийся электрод. Металлический стержень замыкает дугу на изделии и служит присадочным материалом. Наружная обмазка, расплавляясь, создает газовое облако для защиты сварочной ванны от внешней среды.
Аппарат для ручной дуговой сварки — MMA.
Применение. Этим типом сварки можно соединять черные металлы. Если установить электроды с нержавеющим стержнем, то получится сваривать легированную сталь. Но скорость работы получается медленной, нужен достаточный опыт, чтобы получить качественное соединение, постоянно приходится контролировать длину дуги, поскольку электрод уменьшается.
Схема процесса электродуговой сварки.
Смотрите видео о сварочных аппаратах MMA:
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
емкость с инертным или активным газом и газовое оборудование к ней.
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.
Рисунок 2 — Унифицированный евроразъем
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка
Рисунок 3 — Устройство горелки
По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Подача проволоки
Рисунок 4 — Механизм подачи
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Общая информация
Что такое трансформатор?
Трансформатор — это наиболее классический представитель сварочных аппаратов. Трансформаторные аппараты повсеместно использовались на протяжении всего 20 века и лишь в начале 21 века начали вытесняться инверторами.
Все современные и старые трансформаторы приспособлены, прежде всего, для ручной дуговой сварки с использованием плавящегося электрода. Такая технология сварки так же является классической и используется до сих пор. Она наиболее проста и понятна даже для новичка.
Сварочный трансформатор осуществляет сварку на переменном токе, этим он существенно отличается от инвертора, который варит на постоянном токе. Что это значит для вас, как для сварщика? Прежде всего, сварка на переменном токе сложнее. Дуга неохотно поджигается, горит нестабильно. Соответственно швы формировать очень сложно, если у вас нет мастерства в этом деле.
Также применение трансформатора связано с другими трудностями. Зачастую для регулировки силы тока необходимо менять величину индуктивного сопротивления, либо менять величину вторичного напряжения холостого хода. У инвертора есть одна простая «крутилка» для настройки силы тока, а вот с трансформатором придется дольше обучаться.
Зато, трансформаторы мощнее и отлично подходят для сварки любых металлов, даже толстых. Они дешевле, неприхотливы к условиям хранения, чинятся быстро и дешево. Обратная сторона медали — большие габариты. Трансформатор может весить несравнимо много. Вес бытовых моделей достигает 100 кг.
Наверняка, многие новички уже решили, что выбрать: трансформатор или инвертор. Не спешите. Далее мы расскажем об инверторах и вы, возможно, измените свое мнение.
Что такое инвертор?
Инвертор или инверторный аппарат — это современная версия классического сварочного аппарата. Его ключевые достоинства — это компактность (вес зачастую не превышает 10 кг), функциональность (есть встроенные функции, упрощающие поджиг дуги и предотвращающие образованию дефектов), и большой выбор аппаратов. На данный момент, инвертор — это самый популярный тип сварочного оборудования во всем мире. И большая часть покупателей — новички.
Существует небольшая путаница в названиях, с которой может столкнуться начинающий сварщик. Инверторное оборудование — это целый класс, состоящий из разных аппаратов, к ним так же относится полуавтомат. Но в кругу сварщиков инверторами принято называть компактные сварочные аппараты инверторного типа, предназначенные ТОЛЬКО для ручной дуговой сварки. Если инверторный аппарат может выполнять сварку в среде защитного газа, например, то его принято называть полуавтоматом, а не инвертором.
Запомнили? Инвертор – это инверторный аппарат для ручной дуговой сварки. Все остальные инверторные аппараты (выполняющие TIG, MIG/MAG, FLUX сварку) — это полуавтоматы. Поэтому вопрос «Что лучше: сварочный полуавтомат или обычный инвертор?» является темой для отдельной статьи. Здесь мы об этом не будем говорить.
Сварочные аппараты постоянного тока
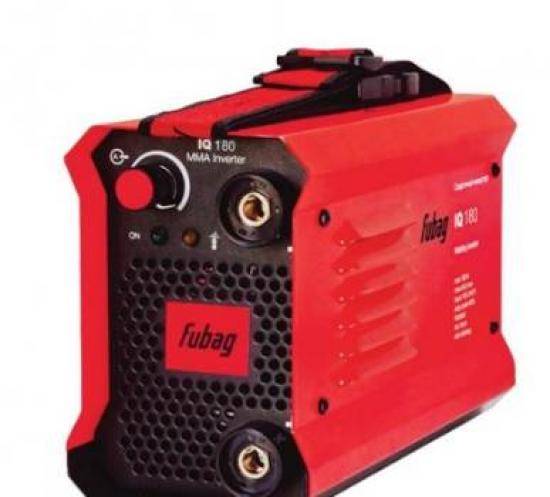
Сварочный аппарат постоянного тока Fubag IQ 180. Способен работать на максимальном сварном токе в 180 А, тип сварки — ручная дуга.

ELITECH ИС 220 стоит несколько больше девяти тысяч рублей. Работает при напряжении в 160 В, весит пять с половиной килограмм. Отличается высоким уровнем стабильности сварочного ока даже в тех случаях, когда в сети наблюдаются перепады напряжения. Имеет функцию регулировки силы сварной дуги. В комплектность входит кабель для заземления и электродный держатель.
PECAНTA САИ 160 К имеет сразу два вентиляторных устройства для принудительного охлаждения, один из которых работает по корпусу, второй – по силовой установке. Стоимость такого аппарата составляет 5 600 рублей. В комплекте включен держатель электродов и заземляющий кабель.

Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Газосварочный комплект
Газовая сварка — создание тепла для расплавления металла посредством сгорания горючего газа в среде кислорода. При высокой температуре (700-3000°C) происходит расплавление присадочной проволоки, оплавление краев обрабатываемых деталей. Создается ванна расплавленного металла, при остывании образующая сварочный шов.
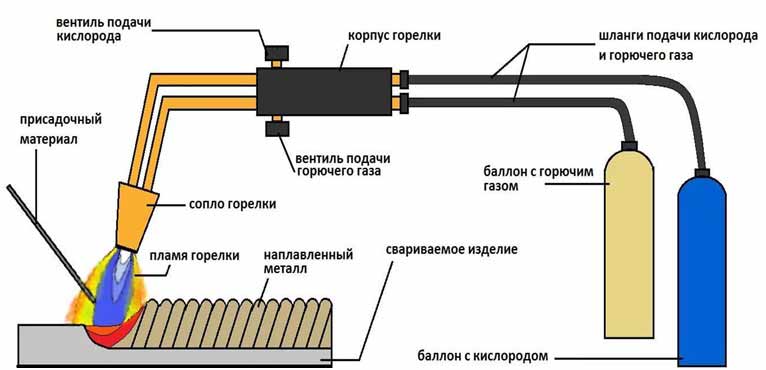 Рис.10 Схема газовой сварки
Рис.10 Схема газовой сварки
Область применения:
- соединение стали с толщиной до 5мм;
- сплавление цветных металлов и сплавов;
- стыковка элементов из инструментальной стали, требующая плавного нагрева и медленного охлаждения;
- сварка чугуна — особенность химической структуры и свойства самого материала.
Достоинства
- простота технологического процесса;
- доступность энергетического носителя (газа) и окислителя (воздух, кислород);
- отсутствует необходимость в стороннем источнике энергии — процесс сжигания является тепловыделяющей операцией;
- легкий контроль за параметрами сварочного процесса — временем нагрева, тепловым потоком, скоростью резки и сварки.
Недостатки
- малая скорость прогрева зоны сварки;
- из-за широкого рассеивания газового факела значительно увеличивается зона нагрева детали;
- отсутствует возможность сужения факела — происходит нерациональное использование теплового потока;
- с увеличением толщины металла падает производительность труда — время тратится на разогрев зоны обработки;
- экономический эффект ниже по сравнению с электродуговым соединением;
- невозможность автоматизации процесса.
 Рис. 11 Типовое газовое оборудование для сварки и резки металла
Рис. 11 Типовое газовое оборудование для сварки и резки металла
Приобретать такое оборудование для решения собственных бытовых задач целесообразно при совмещении с оказанием сторонних услуг газовой сварки. В противном случае оно будет просто пылиться на складе.
Газосварочный комплект
Газовая сварка — создание тепла для расплавления металла посредством сгорания горючего газа в среде кислорода. При высокой температуре (700-3000°C) происходит расплавление присадочной проволоки, оплавление краев обрабатываемых деталей. Создается ванна расплавленного металла, при остывании образующая сварочный шов.
Рис.10 Схема газовой сварки
Область применения:
- соединение стали с толщиной до 5мм;
- сплавление цветных металлов и сплавов;
- стыковка элементов из инструментальной стали, требующая плавного нагрева и медленного охлаждения;
- сварка чугуна — особенность химической структуры и свойства самого материала.
Достоинства
- простота технологического процесса;
- доступность энергетического носителя (газа) и окислителя (воздух, кислород);
- отсутствует необходимость в стороннем источнике энергии — процесс сжигания является тепловыделяющей операцией;
- легкий контроль за параметрами сварочного процесса — временем нагрева, тепловым потоком, скоростью резки и сварки.
Недостатки
- малая скорость прогрева зоны сварки;
- из-за широкого рассеивания газового факела значительно увеличивается зона нагрева детали;
- отсутствует возможность сужения факела — происходит нерациональное использование теплового потока;
- с увеличением толщины металла падает производительность труда — время тратится на разогрев зоны обработки;
- экономический эффект ниже по сравнению с электродуговым соединением;
- невозможность автоматизации процесса.
Рис. 11 Типовое газовое оборудование для сварки и резки металла
Приобретать такое оборудование для решения собственных бытовых задач целесообразно при совмещении с оказанием сторонних услуг газовой сварки. В противном случае оно будет просто пылиться на складе.
Устройство и принцип работы сварочного аппарата
Основное действие, которое необходимо выполнить сварочному аппарату – это понизить напряжение, подающееся из сети до необходимого уровня. Для выполнения этого процесса поэтапно в устройстве выполняются следующие шаги:
- Изначально поступающий переменный ток из электросети выпрямляется;
- Далее выпрямленный, постоянный ток преобразуется в переменный с высокой частотой;
- Трансформатор понижает полученное высокочастотное напряжение до значений, применимых при сварке;
- С помощью выпрямителя получают постоянный пониженный ток.
Принцип работы аппарата будет зависеть от его устройства и наоборот, конструкции повлияет на то, как будет происходить процесс преобразования тока. Приведем в пример основные составляющие узлы инвертора:
- диод, принимающий входящий ток из сети;
- фильтр, который включает в себя конденсатор и дросселя. С помощью него осуществляется второй шаг — изменяется тип тока и его частота;
- трансформатор, увеличивает значения переменного тока;
- выпрямитель для завершающей стадии – получения постоянного тока;
- микропроцессор для управления и контроля всеми стадиями, происходящими в инверторе.
В конструкции некоторых сварочных аппаратов могут быть предусмотрены специальные датчики, которые следят за основными параметрами — значения напряжения и тока, также идет контроль изменения температуры. Если эти характеристики достигнут определенных максимальных значений, то сработает автоматическое отключение устройства.
Полуавтоматические сварочные модели
Сварочные аппараты полуавтомат используются для частных работ, бытовых, для ремонта кузова автомобилей. Конструкция такой сварки состоит из:
- Выпрямителя;
- Трансформатора;
- Привода, который подает проволоку;
- Рукава, оборудованного горелкой;
- Баллона с газом.
Сварочный процесс происходит при помощи проволоки, плавящейся в электрической дуге. Регулировать ток можно ступенчато. Полуавтоматические модели могут работать с газом или без (есть возможность переключения), исключительно с газом, либо совершенно без газа.
К преимуществам подобных аппаратов можно отнести высокую производительность, отличные швы, которые получаются на разнообразных материалах.
К минусам таких аппаратов относят то, что они разбрызгивают металл, огромные затраты материала на угар.
Аппарат для точечной сварки
Для отдельных операций при сборке конструкций такой вид оборудования становится очень востребованным. Аппарат имеет характерную форму: два электрода расположены в одной плоскости и при работе нагревают заранее зафиксированные детали и деформируют их в точке соприкосновения, что и стало причиной названия этого класса оборудования.
Происходит это за доли секунды. Электрический высокочастотный импульс тока плавит металл на небольшой площади, без образования окалины, обжига, перегрева детали. По этой причине сборку часто делают даже из деталей, покрытых лакокрасочными составами.