Приспособления для установки и крепежа
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
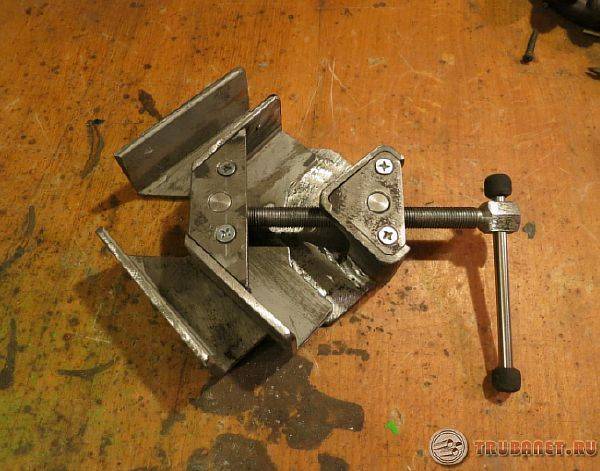
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.

Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.
Нужно подготовить:
- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.
Видео: делаем своими руками фильм 3
Самодельное устройство на магнитах
Необходимо подготовить:
- Квадратную металлическую листовую пластину с размером стороны на 25 см.
- Трубу с квадратным сечением.
- Три болта и три гайки небольших размеров.
- Цилиндр из стали диаметром 4,5 мм.
- Аппарат для сварки, сверло, дрель.
С разных сторон металлической листовой пластины приваривают две трубы на 15 и 20 см. Затем изготавливают две вспомогательных детали.
Видео: делаем своими руками фильм 4
Первая П-образная (из заготовок по 10 см). Вторая – это равнобедренная трапеция. Основание на 11,5 и 5,4 см, а боковые стороны по 10 см.
Собирать приспособления с постоянными магнитами следует в строгой последовательности крепления элементов. Такие приспособления отлично справляются с поставленными перед ними задачами.
Приспособления для сварки профильных труб являются незаменимыми в проведении сварочных работ. Они значительно облегчает весь процесс сварки.
Как изготовить струбцины?
Струбцина является закрепляющим устройством при сварке различных изделий.
Струбцина – закрепляющее приспособление. Ее нельзя однозначно отнести только к сварочным принадлежностям, потому как используется:
- плотниками;
- слесарями;
- токарями;
- сварщиками.
Для разных целей необходима разная прочность этого изделия. Для сварки труб и других металлических вещей необходимы достаточно крепкие струбцины. Те, которые можно купить в магазине очень часто не выдерживают больших нагрузок, ломаются в самый неподходящий момент. Поэтому стоит попытаться рассмотреть устройства, выполненные вручную.
Изготовить такое приспособление своими руками несложно, для этого потребуется:
- лист стали толщиной 10 мм;
- три гайки;
- несколько шайб большого диаметра;
- труба с резьбой снаружи по размеру гаек.
Для непосредственного изготовления необходимо:
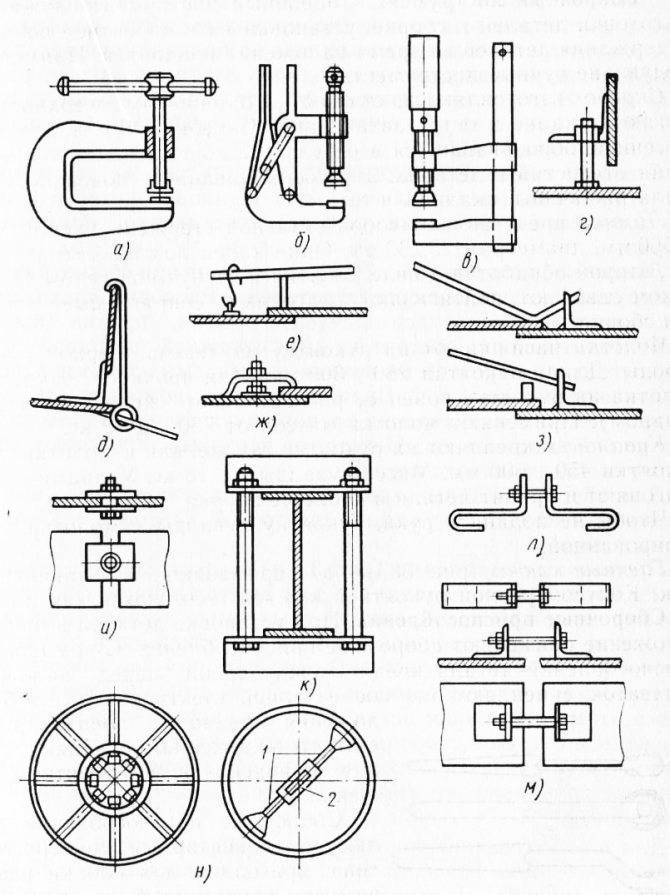
Схема струбцин: 1 – корпус; 2 – кругляк; 3 – шайба стальная; 4 – зажимной винт из стального стержня.
- Вырезать полоску из стального листа длиной в 50 см и шириной в 4 см.
- Вырезать две полоски и некоторые дополнительные мелкие детали:
- для статичного удерживания внизу 25 см;
- передвижная планка 10 см;
- два прямоугольника по 5 см, для крепления передвижной части (с);
- небольшую деталь (d), которая будет обеспечивать опору на статичной части струбцины.
- Приварить к основной части струбцины вспомогательную, образуя между ними букву «Г».
- На короткий край плашмя приварить деталь (d).
- Сварить три гайки вместе.
- Шайбы вместе.
- Расположить гайки ребром по отношению к передвижной части.
- Приварить, чтобы вкручиваемый стержень проходил параллельно основанию струбцины.
- Стержень можно использовать от магазинной струбцины.
- По необходимости приделать к нему ручку из дерева, закрепив сверху гайкой.
- Выполнить сваривание по внешнему краю частей (с).
- Вставить между ними полоску струбцины.
- Выполнить сварку по внутреннему краю частей (с), присоединив к ним передвижную планку.
- На край металлического стержня плашмя приварить шайбы большого диаметра.
В сварке такое приспособление позволяет удерживать конструкцию из труб в неподвижном положении. Можно не волноваться, что от первого же импульса сварки, трубы развалятся и работу придется начинать заново.
Рабочее место электросварщика
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больших размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги.
Кабина для одного сварщика имеет размеры 2 х 2 или 2 х 2,5 м и высоту не менее 2 м. Для улучшения вентиляции в кабине стены ее не доводят до пола на 200…250 мм. Каркас кабины металлический, а стены изготовляют из огнестойкого материала, а иногда из фанеры. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. Пол в кабине выполняют из огнеупорного материала: кирпича, бетона и др. Окрашивают кабины в светлые тона.
В кабине устанавливают следующее оборудование: источник питания (при отсутствии централизованной разводки тока); металлический рабочий стол сварщика; стул для сварщика с подъемным винтовым сиденьем; ящик для электродов; ящик для инструмента; стеллажи для деталей и готовых изделий; электропечь для прокалки электродов (при отсутствии электродного цеха); сетевой закрытый рубильник. При источниках питания от генератора постоянного тока, а также при питании постов от многопостовой машины или нескольких параллельно соединенных генераторов источники питания желательно устанавливать за пределами кабин, в специальном помещении.
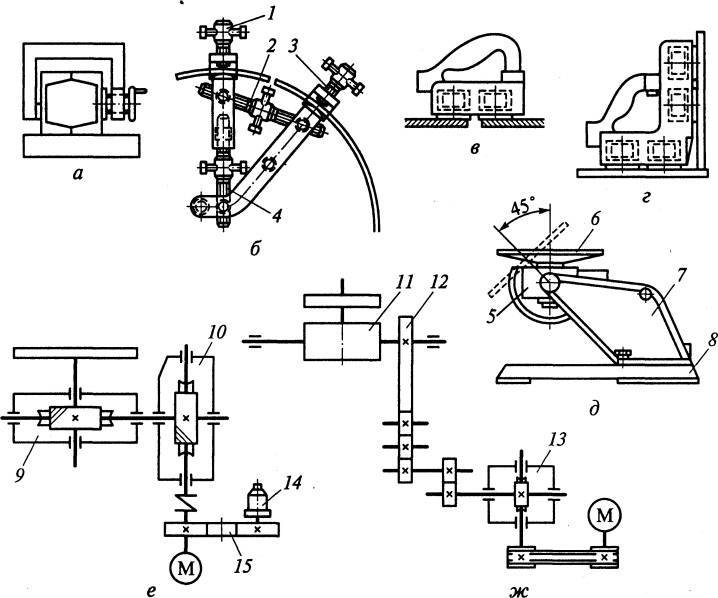
Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения вытяжных заборников к месту горения дуги. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз. Можно рекомендовать столы сварщика моделей С10020 и С10040 (рис. 1.2). На столы устанавливают свариваемые изделия при ручной и механизированной сварке. Применение столов значительно улучшает условия труда сварщика. В конструкции стола сварщика мод. С10020 предусмотрено приточно-вытяжное устройство, обеспечивающее одновременно эффективное удаление вредных веществ и подачу чистого воздуха в зону дыхания сварщика.
Характеристика серийно изготовляемых неповоротных столов сварщика приведена в табл. 1.11.
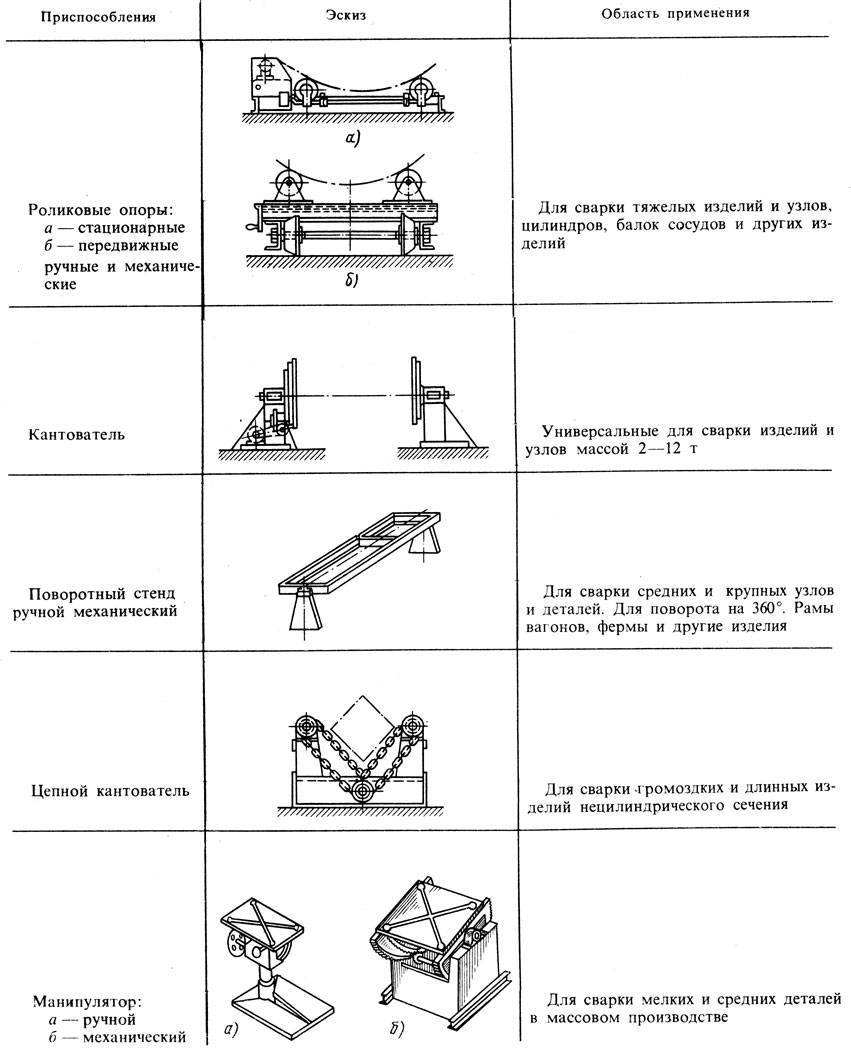
Сборочные и сварочные стенды
Стенды, стеллажи и плиты — простейшие устройства для укладки и фиксации в удобном для сварки положении собранных под сварку изделий.
Стеллаж для сборки и сварки
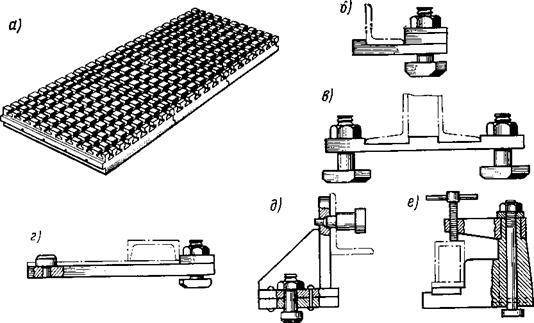
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий. При ручной сварке часто применяют универсальные сборочно-сварочные плиты с пазами для различных крепежных устройств или стеллажи.
Стенды и приспособления, в которых совмещены операции сборки и сварки, бывают стационарными, передвижными и накладными.
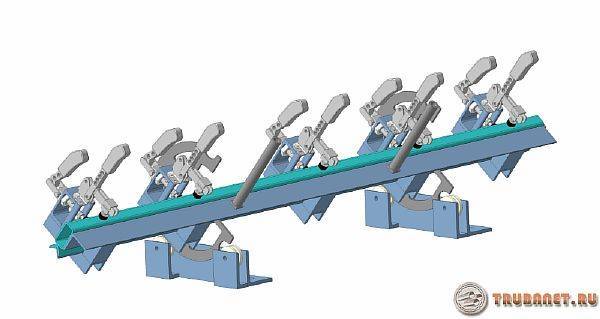
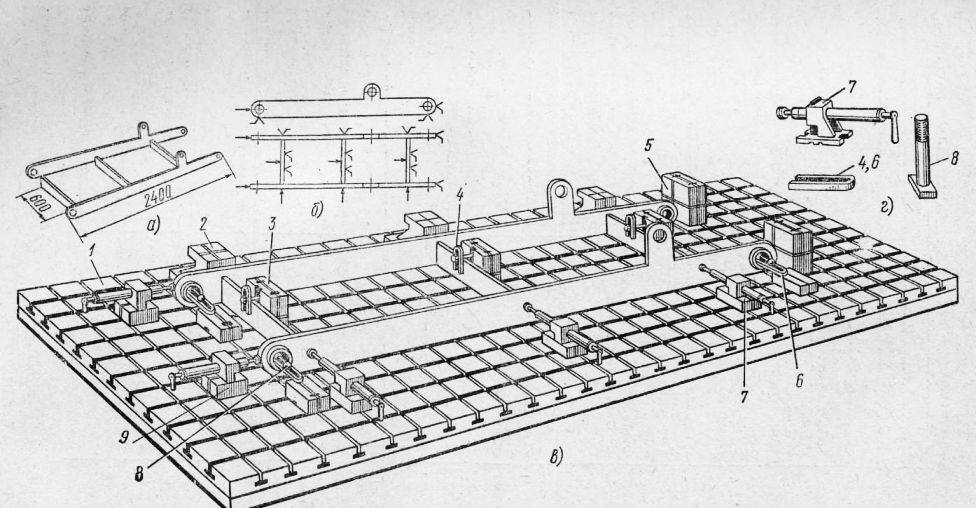
Различные балки собирают и сваривают на козлах такого стеллажа, установленных на небольшом расстоянии друг от друга по всей длине, или на универсальном стенде, состоящем из ряда неподвижных стоек 2, к которым крепятся, в зависимости от конфигурации балки, сменные опоры 1.
Схема универсального стенда для сварки балок: 1 — опора; 2 — стойка; 3 — сварочный трактор.
Перечисленные стенды относятся к беззажимным приспособлениям. К ним относятся столы для сварки сравнительно мелких деталей и плиты. Стенд или стол подключаются, как правило, к источнику питания дуги и обеспечивают подвод тока к свариваемому изделию.




Если изделие подается на сварочную установку в собранном виде, то эта установка должна иметь устройства для укладки и фиксации изделий в удобном для сварки положении. В таких случаях могут быть применены универсальные или специализированные стенды. Универсальное приспособление для сварки рамных конструкций содержит ряд плит с пазами, в которые в зависимости от конфигурации свариваемого изделия крепятся различные упоры, фиксаторы и зажимы. Такие стенды снабжают набором универсально-наладочных приспособлений, которые могут фиксироваться в различных сочетаниях в пазах базовых плит. Для сборки и сварки аналогичных конструкций могут также применяться специализированные стенды для определенных изделий. Они снабжены плитой, на которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение собираемых под сварку деталей. Примером универсальных стендов для сборки и сварки плоских листовых конструкций могут служить электромагнитные стенды. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений — отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
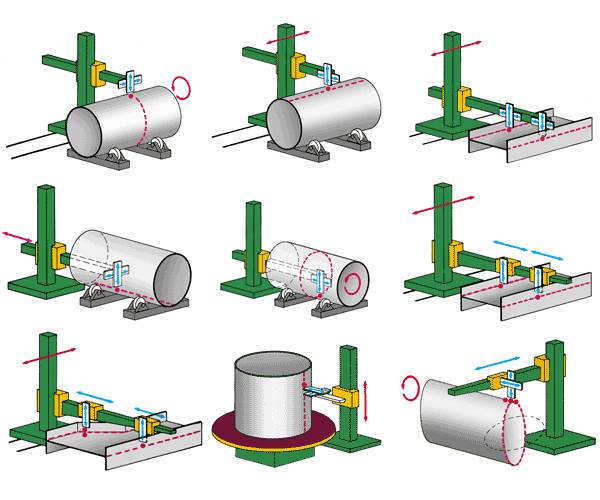
Кондуктор — сборочно-сварочное приспособление, снабженное упорами, гнездами, крепежными приспособлениями, дающее возможность вести сборку и сварку изделий в наиболее удобном положении. Кроме того, в состав стендов и приспособлений входят устройства для удерживания ванны расплавленного металла и флюса в зоне сварки, для формирования ша и т.д. Механизированная сварка чаще всего выполняется в сборочно-сварочных или сварочных кондукторах. В этих приспособлениях элементы кондуктора не мешают движению сварочного автомата; сам кондуктор может наклоняться, придавая шву положение удобное для автоматической сварки.
Примеры сборочно-сварочных кондукторов
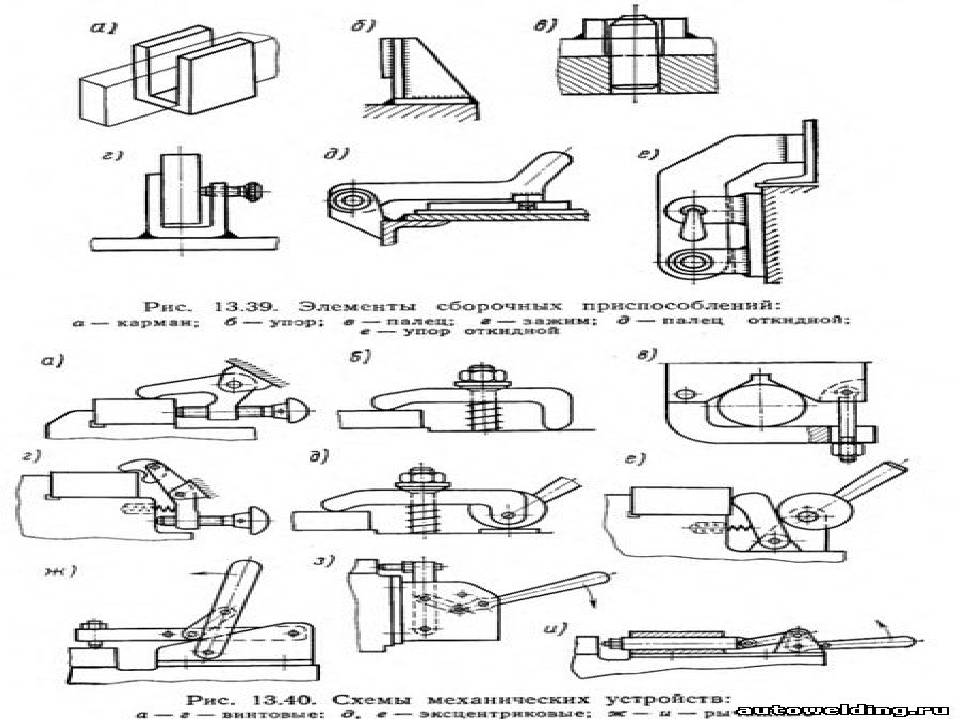
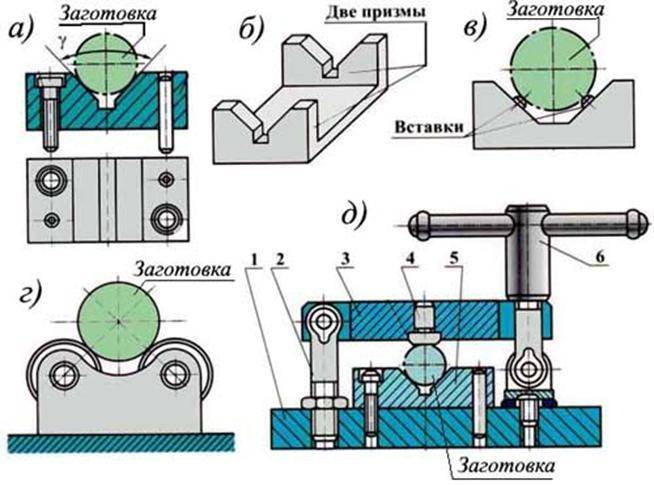
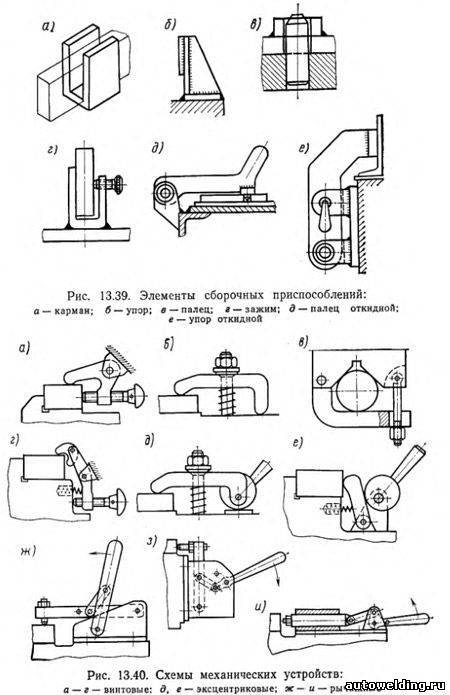
Фиксаторы — элементы, определяющие положение свариваемых деталей относительно всего приспособления (стенда, стеллажа, кондуктора и т.п.). К фиксаторам относятся: упоры (постоянные, съемные, откидные), установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и регулируемые) и шаблоны.
Съемные упоры применяются в настраиваемых по типу деталей приспособлениях или при сварке деталей, съем которых невозможен из-за упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры. Как правило, упоры служат и опорными базами, а в некоторых случаях могут служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть силовыми (ограничивающими) и направляющими (ненагруженными).
Фиксаторы в виде пальцев или штырей обеспечивают точную установку деталей и применяются в деталях с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют для сварки труб, профилей и т.п.
Шаблоны предназначены для; фиксирования устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким-либо опорным контурам изделий. В этом случае само изделие является несущим элементом приспособления.
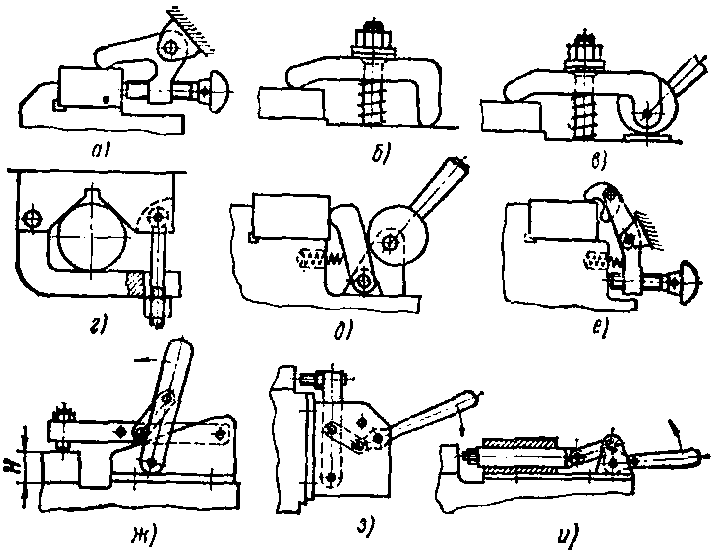
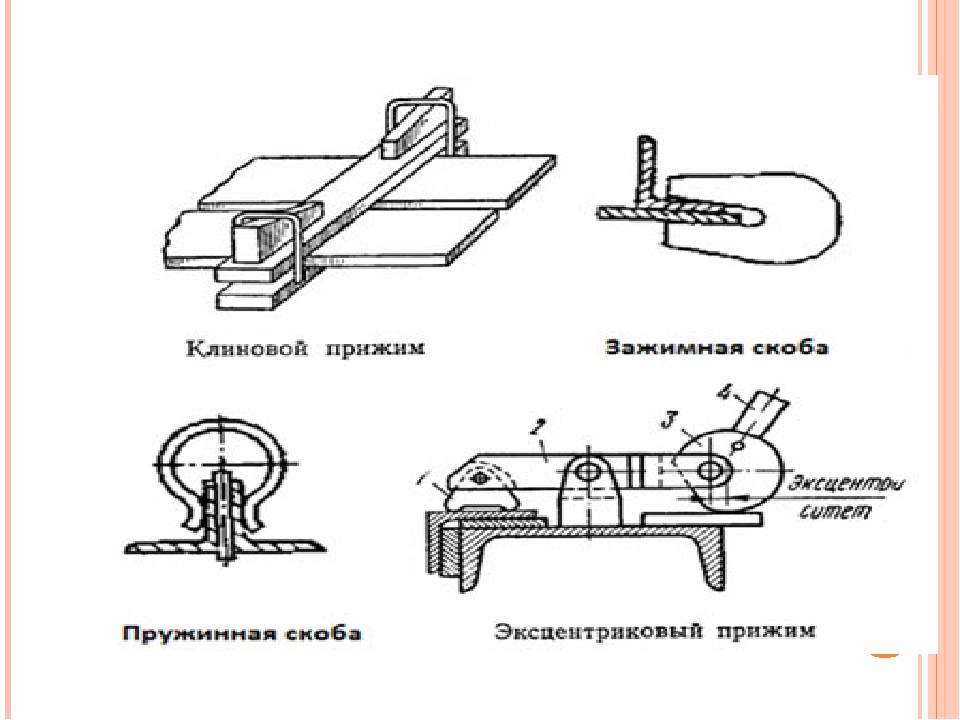
Прижимы — элементы приспособлений, обеспечивающие прижим деталей друг к другу, к фиксаторам или несущим поверхностям приспособлений. Прижимы бывают механические пневматические, гидравлические и магнитные.
Механические прижимы конструктивно просты и поэтому наиболее распространены.
Наряду с механическими прижимами применяют также пневматические, гидравлические и магнитные прижимы.
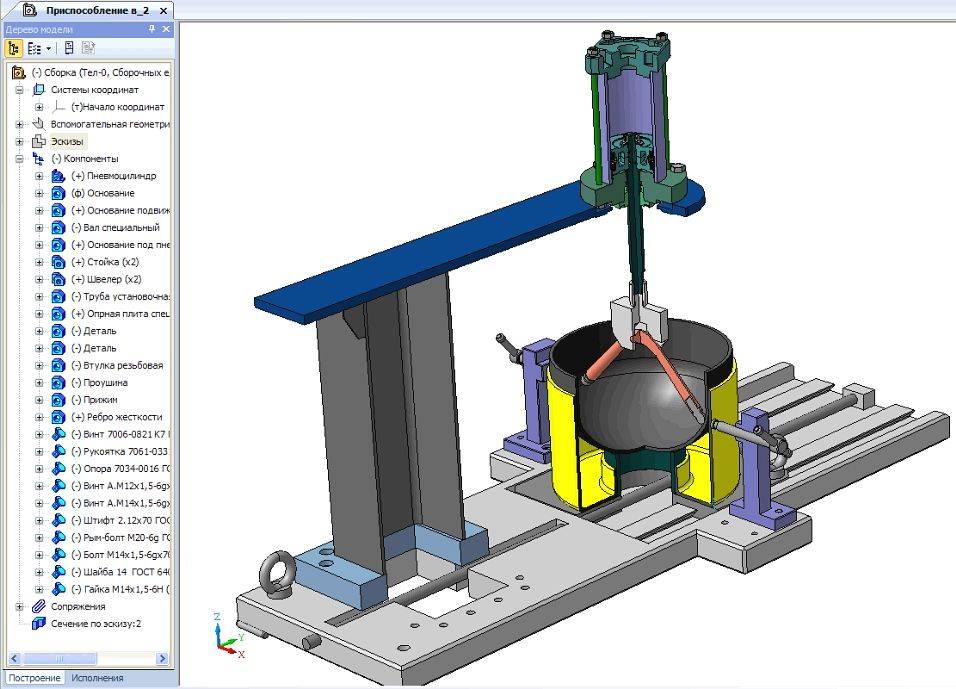
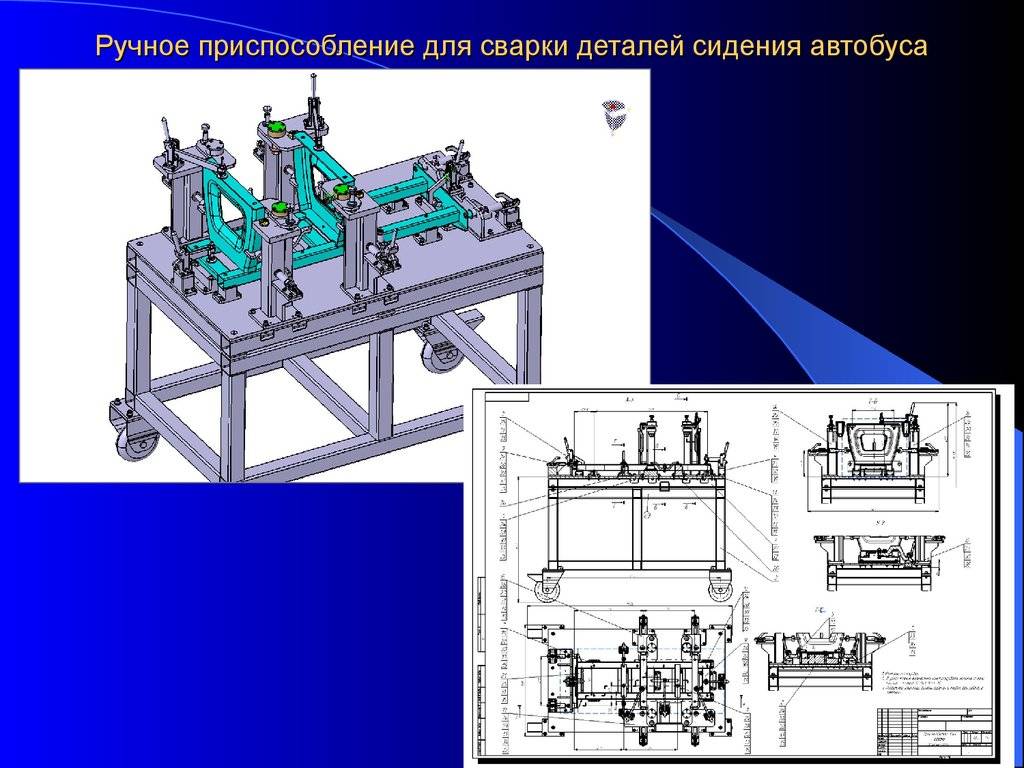
Конструктивные особенности кондуктора для рам “СЛОТ-СТОЛ”
Кондукторы универсальны в применении и подходят для сборки, сварки вручную и модель 4500 может быть приспособлено для роботизированной сварки. Кондуктор для сварки тяжелых рам может быть оснащен электромоторным приводом вертикального поворота со скрыто расположенными подшипниками качения в направляющих профилях. Кондукторы для сварки рам дают возможность быстро и с точным соблюдением прямых углов выставлять длину и ширину различных рам и сваривать их со всех сторон. Углы рам расположены на специальной оснастке и доступны для сварки с верхней и нижней сторон. Передний левый зажимной угол образует 0- пункт осей Х и Y. Левая траверса фиксируется и одна или несколько траверс передвигаются с помощью двойного зубчатого ременного привода. Для установки размеров рамы могут применяться цифровые счетчики.
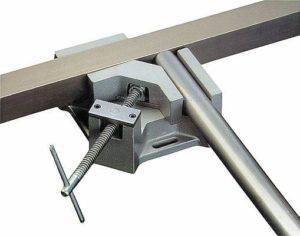
Применение зажимных углов
Для соединения, сборки и сварки деталей рамных конструкций под прямыми углами используются специальные зажимные углы
Крепежные элементы с шпиндельным зажимом устанавливается в непосредственной близости от наносимого сварочного шва, благодаря чему определенные неровности в пределах шва могут быть осторожно устранены. Передний левый зажимной уголок образует 0- пункт осей Х и Y
Зажимные углы (по x- и y-осям) передвигаются параллельно и могут быть совмещены с цифровым счетчиком или расстояния могут отмеряться по рулетке вручную.

Кондукторы
Кондукторы — это приспособления для сборки и сварки, которые используются в производстве полотенцесущителей, сложных узоров из кованных элементов, и рамок с дверями от промышленных сейфов.
Металлоконструкция имеет две конусообразные опоры по бокам, между которыми фиксируется крутящаяся плоскость. На последней имеются регулирующиеся продольные балки, с рядом винтовых прижимов. Благодаря многочисленным отверстиям в балках, прижимы можно устанавливать по всей длине, в зависимости от размера изделия. Благодаря разводу или сведению самих балок регулируется ширина собираемой конструкции.

Благодаря кондукторам для сварочных работ выставляется и удерживается сразу расстояние между сторонами изделия, его продольная и поперечная плоскость. Сварщиком проверяется только диагональ, и можно приступать к работе. Устройство вращается, поэтому есть легкий доступ к обварке как наружных, так и внутренних швов. Для фиксирования наклона при вращении используется круг с многочисленными отверстиями на одной из сторон плоскости. В него вставляется упор. Более сложные механизмы содержат электромотор и редуктор.
Раздвижные механизмы кондуктора позволяют использовать его как универсальное средство для сварки больших и малых изделий. При работе с нержавеющими сталями, чтобы предотвратить появление царапин от винтовых прижимов, последние снабжаются войлочными наклейками на «губы», а масса вещается непосредственно на изделие. Такой аппарат-кондуктор можно собрать самому из профильной трубы. Понадобятся подшипники и длинные болты для крепления передвижных частей.
Сварочные приспособления своими руками — струбцина
Изготовить сварочные приспособления своими руками достаточно просто. Многие мастера активно используют именно самодельные конструкции, так как они более комфортны в применении. Кроме этого, некоторые магазинные варианты исполнения характеризуются низкой надежностью, слишком высокая нагрузка приводит к деформации и повреждению.

Струбцина своими руками
Для создания универсальных приспособлений для сварки может потребоваться:
- Гайки, которые рассчитаны на возможную нагрузку.
- Листы металла толщиной около 10 мм.
- Шайба большого диаметра.
- Заготовка трубопрокатного типа с наружной резьбой, которая подходит под подобранную гайку.
Стоит учитывать, что при использовании обычного металла со временем на поверхности появится коррозия. Именно поэтому нужно предусмотреть особенности процесса покрытия стали специальным антикоррозионным составом.
Приспособления для сварки труб
Правильно используя приспособления для сварки труб, мастеру удастся выполнить поставленные работы быстро и качественно. В быту применяется широкий спектр различных устройств для сварки профильных труб. Это могут быть как профессиональные, так и самодельные варианты.
Главная задача подобных механизмов – правильно установить детали в нужном положении.
По своей функциональности их классифицируют на:
- упоры;
- угольники;
- шаблоны;
- призмы.
Первый тип применяется для фиксации заготовки на основной поверхности. Второй вариант позволяет устанавливать детали под определенным углом. Призмы располагают трубы в нужном положении по отношению к уже стоящим частям конструкции.
Описанные механизмы позволяют надежно устанавливать трубы и фиксировать их положение от случайного смещения.
 Приспособления для сварки труб.
Приспособления для сварки труб.
К ним относят:
- струбцины для выполнения сварочных работ;
- зажимы крокодилы;
- стяжки;
- распорки.
Струбцина является универсальным механизмом, широко используемым при выполнении различных работ с металлическими деталями. Они относятся к наиболее важным устройствам, без которых не обходится практически ни одна работа.
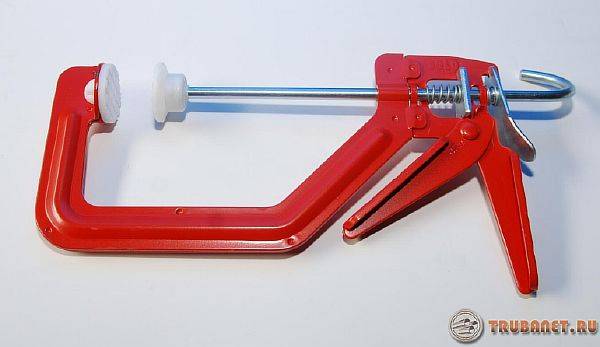
Струбцина может иметь различную форму и конструкцию. Например, существуют быстрозажимные струбцины с кулачковым механизмом.
Для работы с трубами более удобными зачастую оказываются зажимы. Они более приспособлены к такому применению. Их использование очень простое, деталь закрепляется путем изменения зева винтом зажимной ручки.
Стяжки применяются для сближения двух деталей. Длина подобного механизма бывает различной, в зависимости от поставленных задач.
Осуществлять сборку всей конструкции очень удобно с использованием сварочного кондуктора. Он позволяет обеспечить высокую точность сварки. Особенно часто данное приспособление используется в профессиональных мастерских и на производстве.
Для надежного закрепления частей изделия кондукторы оснащены крокодилами на 500 или 200 мм, в зависимости от выполняемой работы. Конечно эти параметры могут быть и другими. В бытовых условиях можно ограничиться клещами для точечной сварки, сделанными своими руками.
Прижимы и стягивающие устройства
 Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Но самые распространенные и универсальные приспособления – винтовые прижимы, их еще называют струбцинами. Они используются большей частью при единичном изготовлении и в домашнем хозяйстве, требуют много времени на установку. Пружинные прижимы используют при сварке мелких и тонких заготовок.
В качестве вспомогательных приспособлений для сварки можно применять пневматические устройства. Они имеют высокое быстродействие, отличаются точностью и «мертвой хваткой».
Так как сжатый воздух упруг, то устройство обеспечивает мягкую компенсацию деформаций возникающих при сварке. Пневматические системы используются в основном при массовом производстве с высоким уровнем механизации. Для захвата и прижима тяжелых деталей (1 тонна и более) используют гидравлические прижимные системы.






Магнитные прижимы (их еще называют держателями) просты в использовании, быстро устанавливаются и снимаются. Их применяют для выравнивания кромок и прижатия плоских изделий к основанию стенда через флюсовую подушку. На предприятиях наибольшее распространение получили электромагнитные прижимы, а в частном пользовании популярны постоянные магниты.
К стягивающим приспособлениям относятся всевозможные стяжки, распорки и домкраты. Они имеют самое разное устройство, иногда довольно сложные конструкции, используются для стягивания и распора заготовок в процессе сварки.
Полезное приспособление для сварки своими руками
Сегодня в нашем обзоре довольна интересная задумка, которая поможет большинству наших подписчиков в гараже. В процессе написании этого обзора, желание сделать такую вещь у меня увеличивалось и увеличивалось. По итогам написания обзора, дал себе слово, обязательно сделать это.
Наш ждет обзор на полезный инструмент-помощник для сварки, а как он работает, я покажу и расскажу Вам в самом конце.
Магнитный уголок для сварки всего за 435 рублей — смотреть

Думаю, большинство из нас, кто сталкивался когда-либо со сваркой, знает, что довольно проблематично сварить между собой две металлические труба.
Трубы круглые, и их весьма проблематично зафиксировать, для этого необходимо какое-то дополнительное приспособление.

Приспособление для сварки от автора MrSyny, которое мы сегодня обозреваем, как раз решает, на мой взгляд, эту проблему на отлично.
Используя эту самоделку мы без проблем можем соединить две трубы, так чтобы они не двигались, и начать сварочные работы.
Думаю, вы согласитесь со мной, что идея правильная, и не будете против, если автору поставим 5 баллов.
Конструкция приспособления для сварки труб
Для создание этого инструмента своими руками, автор использует профильную трубу с квадратным резом и металлический уголок.

Конструкция на первый взгляд выглядит довольно крепко, однако я не совсем согласен с выбранными размерами труб. Чтобы изобретение было более универсальным, на месте автора, я бы использовал сечения в 2-3 раза больше, чем сейчас.

Остальные конструктивные решения у автора верные, и с ними я соглашусь. Это конструкция позволит осуществить заявленный функционал.
Внешний вид приспособления для сварки
Кто нас давно читает, вероятно удивился, как и я. Несмотря, на то что автор MrSyny, как правило, не придает какой-либо дизайн к своим изобретениям. Это приспособление для сварки стало исключение. Это мы обязательно оценим в этом разделе максимальным количеством баллов.

На месте автора, я бы не остановился только на покраске изделия, а сделал бы еще прорезиненные ручки для затяжки крепления труб. Так как это изделие мы используем при проведении сварочных работ, думаю, это необходимо!
Аналоги приспособлений для сварки труб
Существуют ли аналогичные подставки для сварки труб? К сожалению, заводских приспособлений для сварки металлических труб, мы не смогли найти при подготовке этого обзора, что несомненно является плюсом для создателя.
Итог о приспособлении
Оценка 20 из 20
Изделие для сварки, собранное своими руками набирает максимально количество баллов в нашем обзоре, это 20 из 20 баллов. Такого у нас еще не было. Кто уже начал делать такую подставку для себя?

Магнитный уголок для сварки под любым углом всего за 435 рублей — смотреть
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.
Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно. Струбцина может быть разной формы и размеров
Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.

Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.

Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.

Распорка. Этот механизм дает возможность выровнять кромки собираемых заготовок, придать им нужную форму и исправить небольшие дефекты.
Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих
для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.



В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.
Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.
Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Приспособления для крепежа
Некоторые приспособления для сварки предназначены не для расположения свариваемых элементов, а их надежной фиксации на момент проведения работ. Прижимы и зажимы для сварки получили широкое распространение, так как после образования сварочного шва соединяемые элементы должны находится в неподвижном состоянии. Наибольшее распространение получили:
- Стяжки используются для сближения двух одинаковых элементов. Особенности подобной конструкции зависят от многих моментов, к примеру, предназначения.
- Зажимы характеризуются удобством в применении. Изменить размер зева можно при помощи зажимного винта и штифта. При желании подобный механизм можно изготовить в домашней мастерской.
- Прижимы также получили широкое распространение. Они бывают пружинного, рычажного и клинового типа. Простейший прижим создается из обычной винтовой пары, которые изменяют положение параллельно расположенных пластин. В продаже встречаются гидравлические прижимы, которые применяются крайне редко. Это связано с их высокой стоимостью и малой практичностью в использовании. Если нужно обеспечить давление около 500 кг/см2 и более они практически незаменимы. Более практичны в применении прижимы с магнитным прижимом, так как они просты и маневренны. Их конструктивные особенности позволяют быстро совместить кромки соединяемых деталей. Для оказания давления может применяться пневматика, представленная сжатым воздухом. За счет высокой упругости пневматика компенсирует деформацию свариваемых деталей.
- Распорки применяются для выравнивания кромок собираемых конструкций. Некоторые варианты исполнения распорок используются для решения проблем с дефектами.
- Струбцины считаются универсальным механизмом. Практически все мастера указывают на то, что без подобного инструмента практически не обойтись. В продаже встречаются варианты исполнения разной формы и размеров, за счет чего можно подобрать наиболее подходящий вариант исполнения под конкретные условия сварки. В последнее время наибольшей популярностью пользуется устройства, который позволяет быстро провести зажим заготовки.

Стяжки

Струбцина
Опытные мастера приобретают целый комплект различных крепежных элементов, но в большинстве случаев они изготавливаются на месте и подгоняются под определенные заготовки.
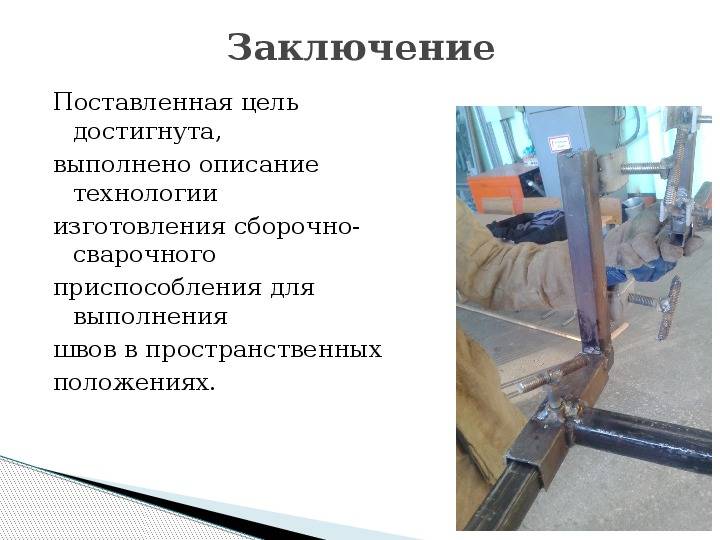
Заключение
Тем не менее, мало кто загорится идей установки сборочного кондуктора у себя в гараже или сарае во дворе. Объем работ и размах у домашних умельцев не тот.
Стол-манипулятор – это уже производственный масштаб. В домашних условиях рациональней и дешевле применять фиксаторы поменьше и попроще, те же струбцины.
Без сварочных кондукторов сегодня не может быть серьезного производства. Экономят трудозатраты и расход материалов.
Если у вас есть опыт в этом деле, можете размещать свои комменты на нашем сайте. Работы вам без дефектов!

Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)