
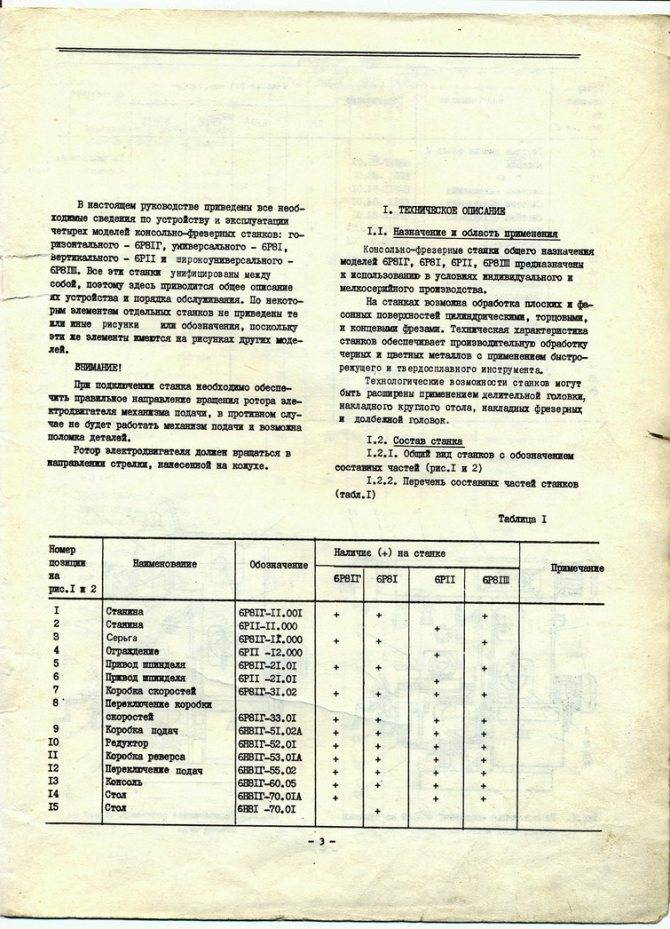
Узлы и агрегаты
Комплектующие станка изготавливаются из специальных сплавов, что обеспечивает низкий шум во время выполняемых работ, сохранение точности обработки, высокий срок эксплуатации основных узлов. Предусмотрена система защиты фрезеровщика от попадания металлической стружки и капель жидкости охлаждения. К комплектующим узлам станка относится:
- станина;
- серьга;
- шпиндельный привод;
- реверсивная коробка;
- редуктор;
- коробка скоростей, блок регулировки;
 Механическая коробка передач
Механическая коробка передач
- консоль;
- стол;
- смазочные системы консольные и столовые;
- охлаждающая система;
- электрошкаф;
- головки фрезерные, поворотные
Согласно размерам рабочего стола, подгоняются размеры основных узлов 6р81. Могут различаться параметры стола, станины, размер консоли, хобота в однотипных фрезерных станках 6р81, в зависимости от производства.
Узлы управления на стандартный фрезерный станок 6р81 устанавливаются согласно ГОСТу, режимы подачи материала и остановки можно усовершенствовать или заменить. Систему охлаждения и подачи можно корректировать, в зависимости от параметров и характеристик обрабатываемого материала.
 Система охлаждения фрезерного станка поддаётся корректировке в зависимости от обстоятельств
Система охлаждения фрезерного станка поддаётся корректировке в зависимости от обстоятельств
К установкам, осуществляющим подачу материала, режим скоростей, контрольные функции в работе станка, относятся:
- Реле питания станка, кнопка насоса охлаждения.
- Направляющий переключатель шпинделя.
- Пусковые кнопки: подача, стол, толчок-пуск шпинделя.
- Переключатели скоростных режимов, подачи стола (горизонтально-поперечно).
- Маховик ручного перемещения.
- Закрепляющие, ускорительные рукоятки.
- Упоры.
- Зажимы, маховики перемещения пиноли.
Условия эксплуатации оборудования
Аппараты моделей горизонтально-фрезерных станков 6Р81Г, 6Р81 на сегодняшний день не выпускаются заводами изготовителями. Вместо них создаются более модернизированные модели. Каждый из современных агрегатов оснащен электронным блоком управления. Это позволяет снизить человеческий фактор, который заключается в браке при изготовлении детали, и повысить класс точности.
Однако данные аппараты можно увидеть еще в использовании для индивидуальных целей. А стажировка сроком в два месяца позволяет человеку быстро научиться обращаться с агрегатом.
Система смазки в этом агрегате должна всегда функционировать нормально. Если по какой-то причине оно перестает поступать в специальный осек для этого, то рекомендуется агрегат отключить от питания электросети. И проверить насосы и механизмы подачи. На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
Если вдруг не включается подача на фрезерном станке, в первую очередь проверить наличие масла в коробке передач. Во втором случае, может сработать блокировка. Подача может не работать при неправильном вращении двигателя.

Ремонт фрезерного станка 6Р81
А также масляные фильтры должны периодически очищаться. Это позволит станку долгие годы функционировать без нареканий.
Вовремя проведенные профилактические работы позволят использовать данный аппарат длительное время без нужды в ремонте.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В ремонте тоже пригодится:
- Кабель аабл 3х120 технические характеристики
- Консервы под шубой рецепт
- Регулятор оборотов электродвигателя от стиральной машины схема
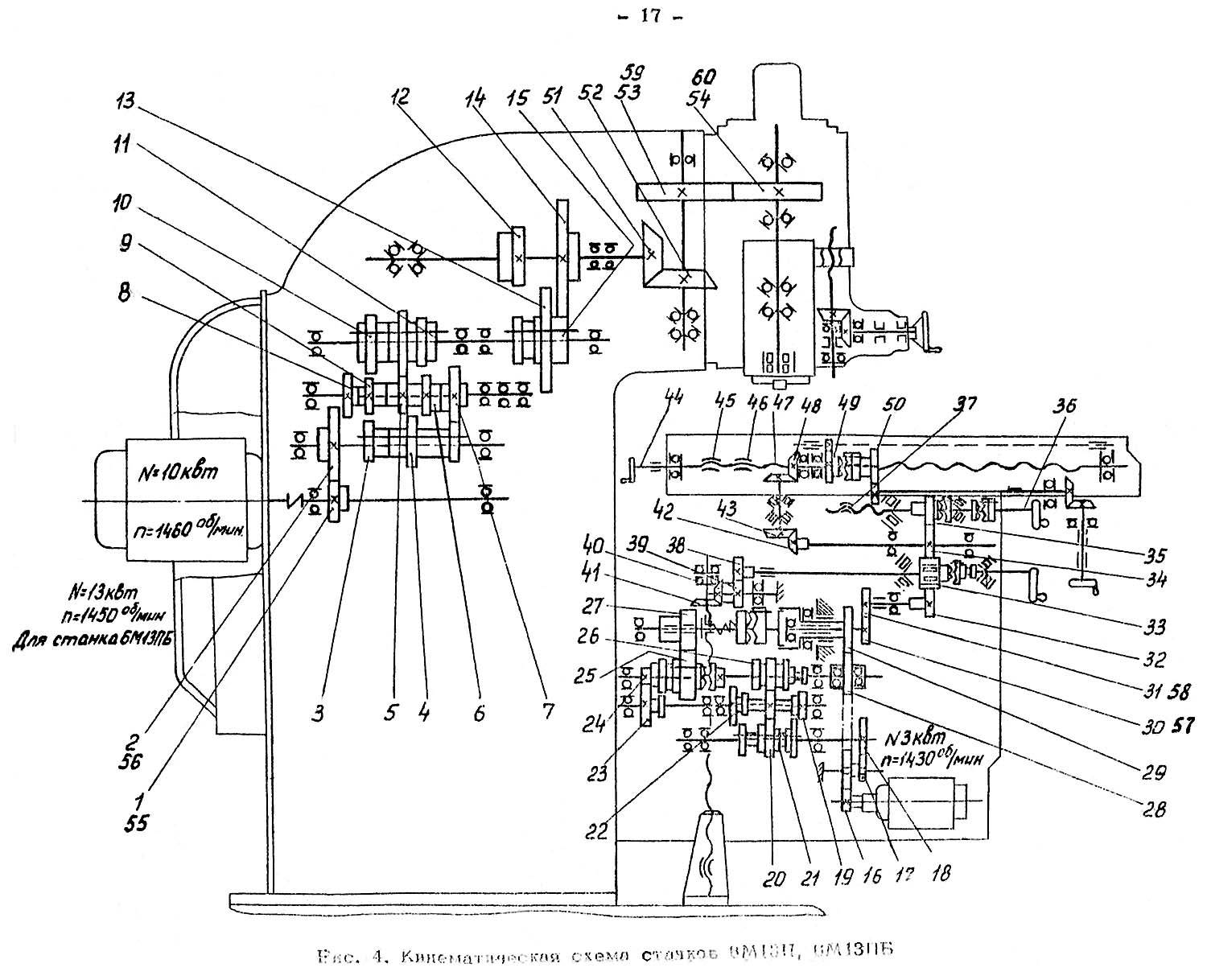
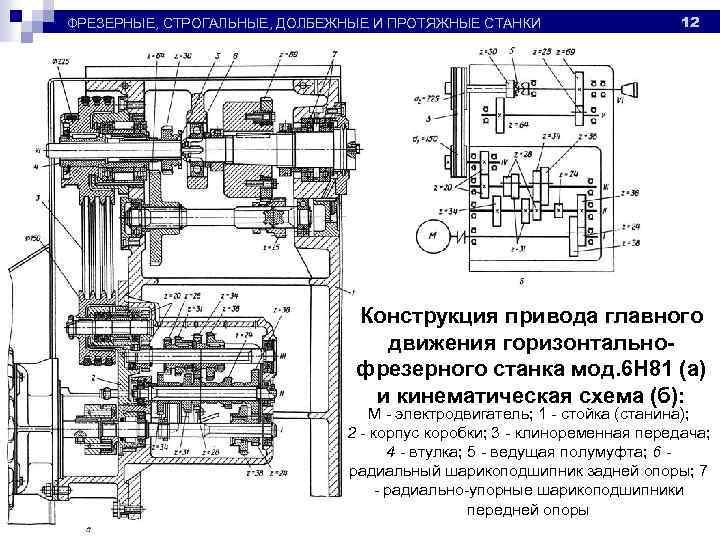
Кинематическая схема
Цепь шпинделя
Вал V сообщает вращение шпинделю напрямую через кулачковую муфту или посредством двух зубчатых пар: 16/18, 19/17. Выбор осуществляется рукояткой перебора, связанной с вилкой, сцепляющей полумуфты или колеса 19/17. Клиноременная передача связывает вал V с выходным валом коробки IV. Сочетания вариантов сопряжений двухвенцовых блоков, размещенных на валах I, III, дают 16 скоростей вращения
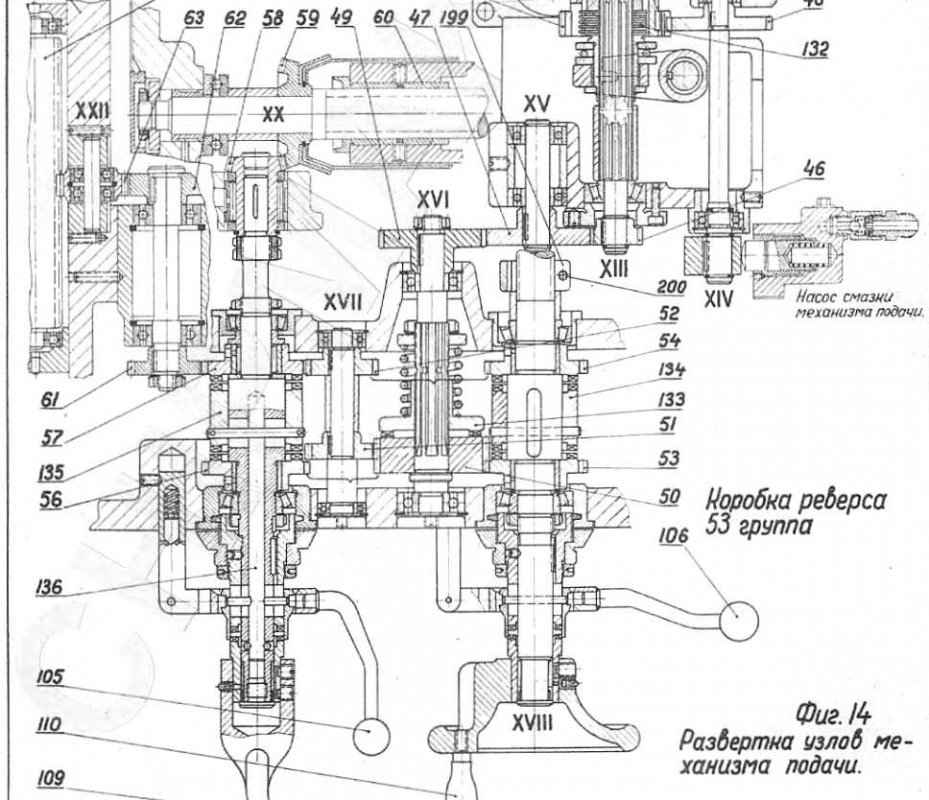
Цепь подач
Передача движения от двигателя подач к столу ясна из кинематической схемы. Рассмотрим разделение цепей рабочего и ускоренного перемещения. Через промежуточную передачу 39/40, червяк 42, насаженный на вал XII, шестерня 33 вращает червячное колесо 43, установленное на валу XIII на подшипниках. Колесо заклинивается обгонными муфтами 131, в результате происходит кинематическое, силовое замыкание, столу придается рабочая подача.
При ускоренных ходах движение сообщается валу XIII передачей 23/44. Собранное на подшипниках колесо 44 вращает вал только при включении фрикционной муфты 132, вызывающем срабатывание муфты 131, отключение колеса 43.
Рис.5. Схема кинематическа.
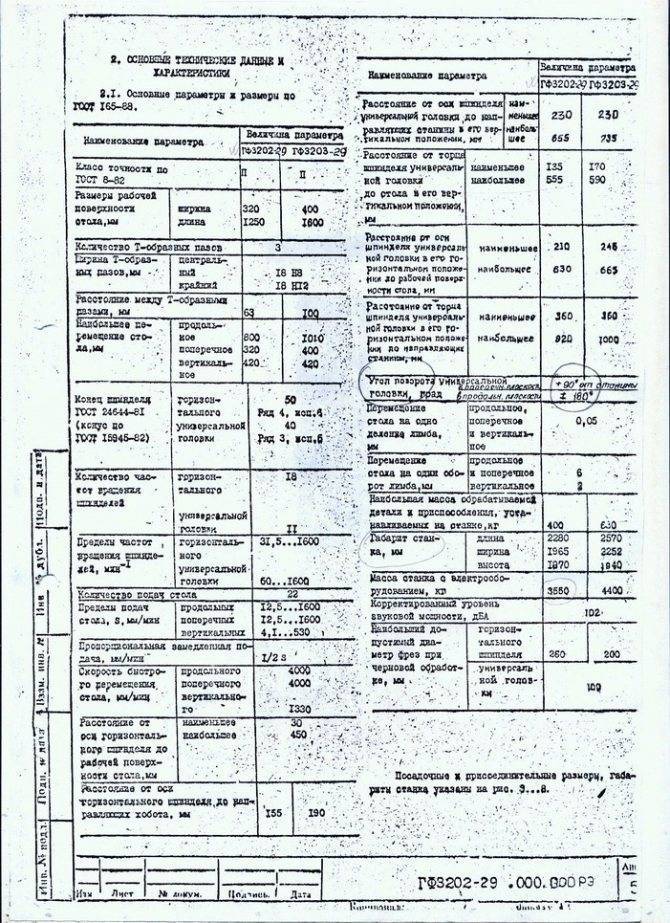
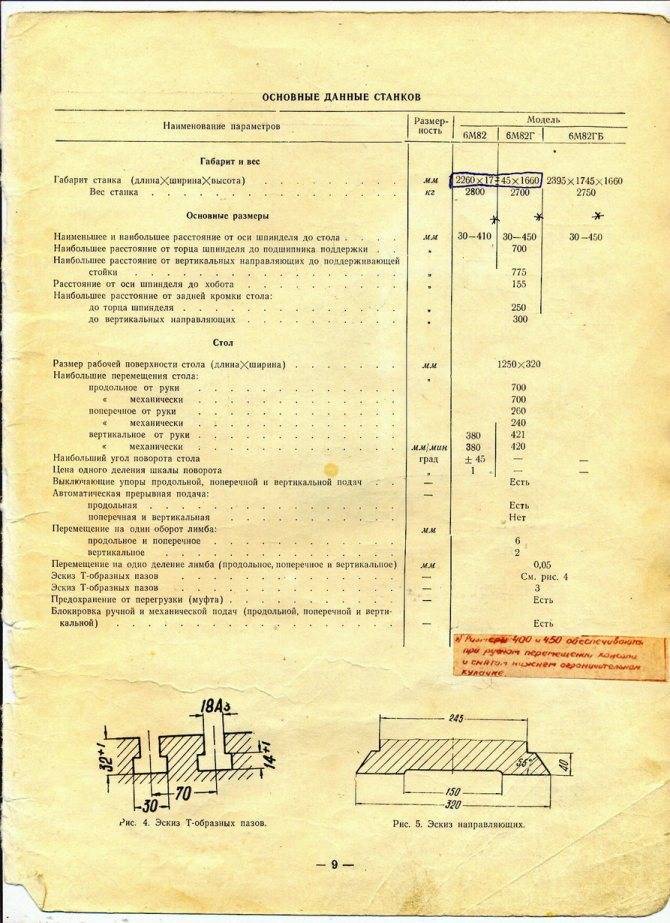
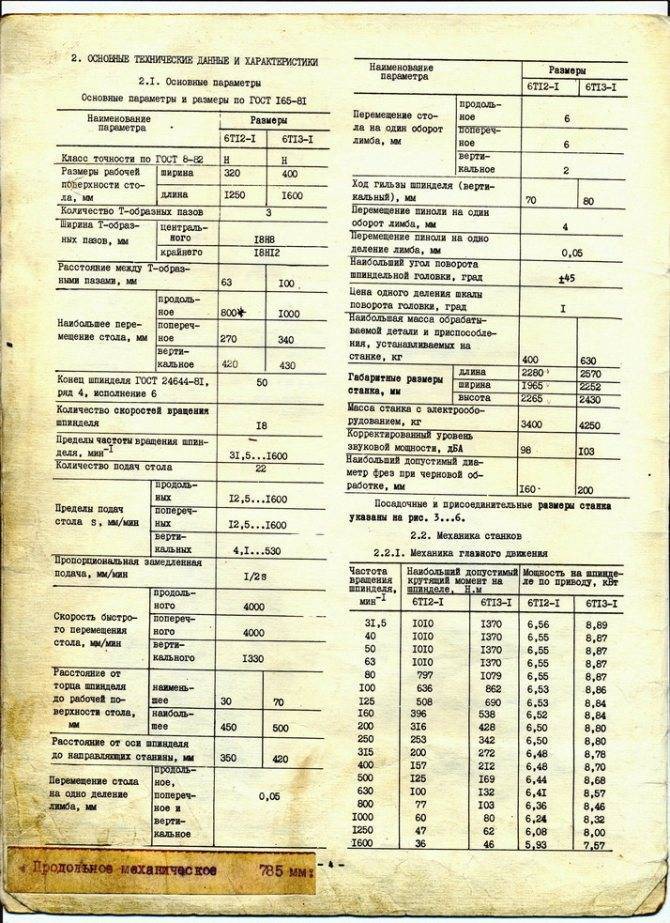
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
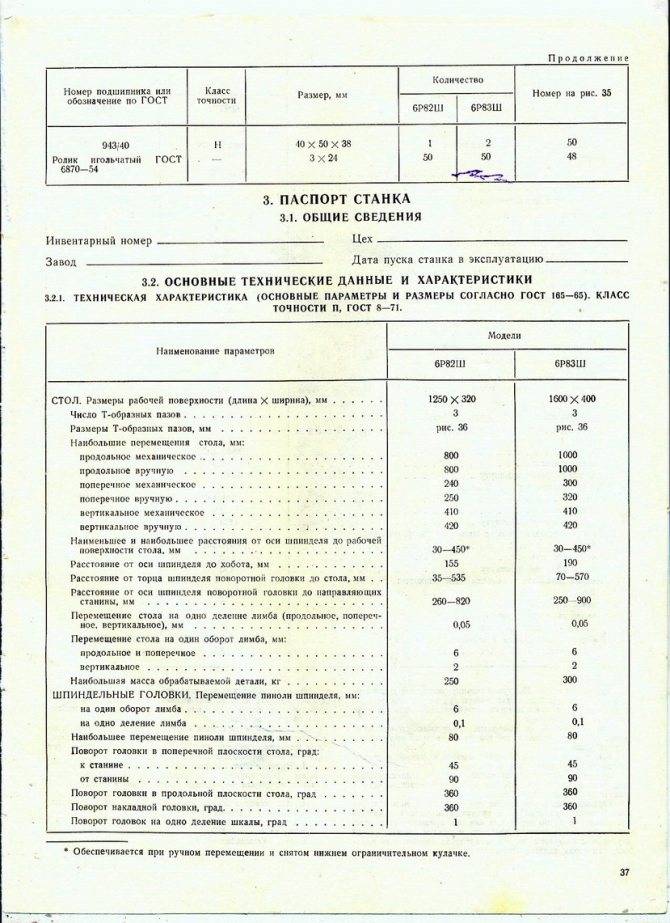
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки. — цена 1 317 000 руб. «> Вертикально-фрезерные станки 6Р12 предназначены для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На них можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности. Станки укомплектованы вертикальным пинольным шпинделем. Перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. Оснащаются копировальными устройствами и сравнительно простыми устройствами ЧПУ. Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола. СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту. Поворотная шпиндельная головка вертикально-фрезерных станков 6Р12 оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Вертикально-фрезерные станки 6Р12 применяются в единичном и серийном производстве. Класс точности станков Н по ГОСТ 8-77.
Сферы использования консольно-фрезерного станка
На оборудовании 6Р81 можно обрабатывать детали из стали, чугуна, цветных металлов. В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах.
Основные сферы применения:
- горная металлургия;
- тяжелая промышленность;
- производство товаров общего назначения;
- частный производственный сектор.
Возможность обрабатывать любой металл под любым углом позволяет обработать деталь используя один станок, что значительно экономит затраты при производстве.
Конструкционные особенности
Разберемся более детально с особенностями.
Расположение и назначение составных частей
Литая станина 1 объединяет остальные узлы. Она разделена на две полости: верхнюю, частично залитую маслом, с коробкой скоростей 7, приводом шпинделя 5 и основание, где размещена система охлаждения. Ползун 24 с серьгой 3 двигается по горизонтальным направляющим, выполненным сверху станины. Слева расположены механизм переключения скоростей 8, электрошкаф 19.
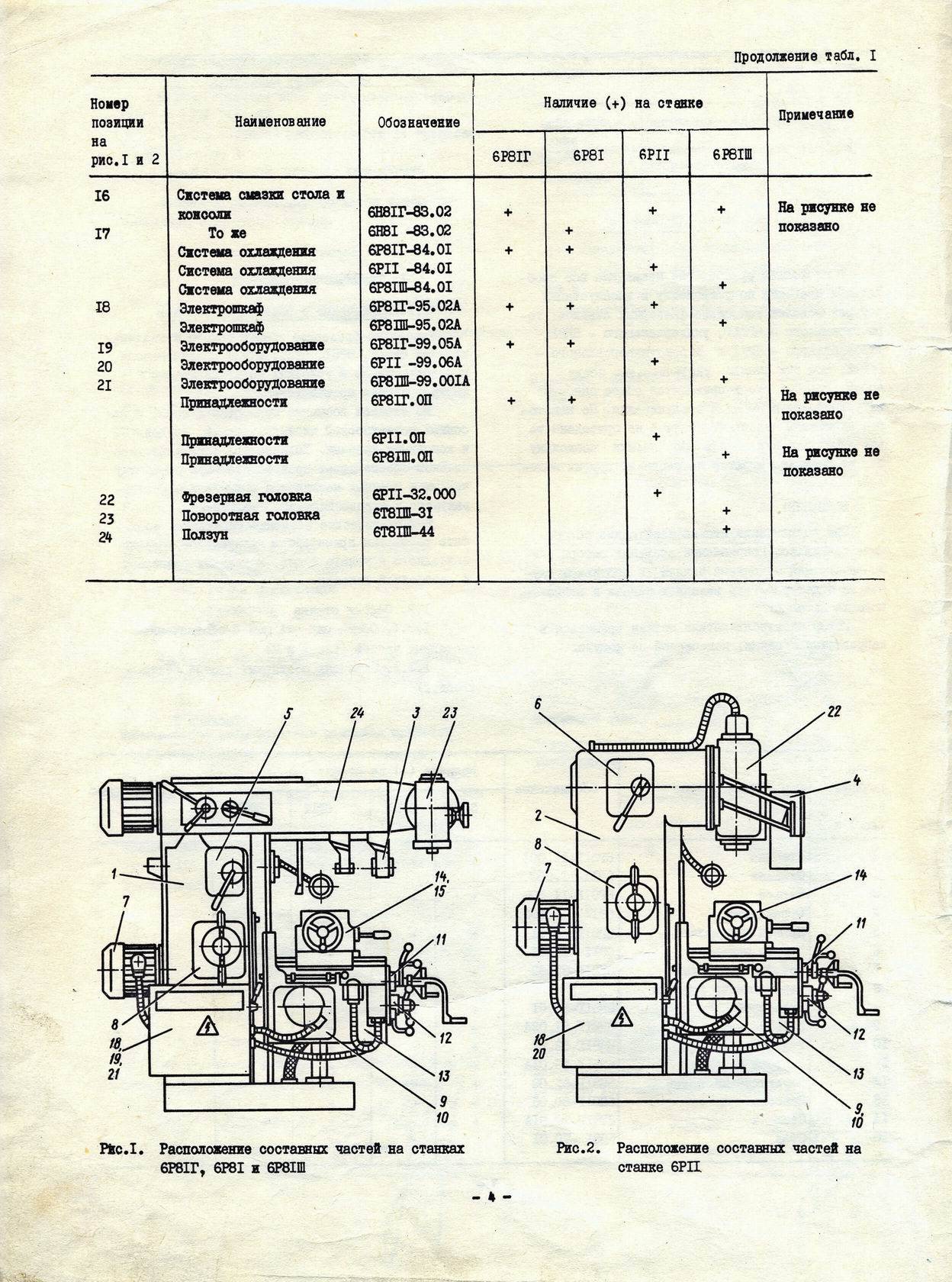
Консоль 13 опирается на вертикальный винт, прикрепленный через стакан к основанию, и направляющие станины. По ним перемещается вручную, механически на рабочей или ускоренной подаче. Корпуса редуктора 10, коробки подач 9, соединенные болтами в единую единицу, установлены внутри консоли. Сопряженные колеса 47, 49 (см. рис.5.) связывают редуктор с коробкой реверса 11.
Переданное редуктором вращение коробка реверса распределяет через предохранительную муфту винтам продольного и поперечного хода стола 14; вертикального – консоли.
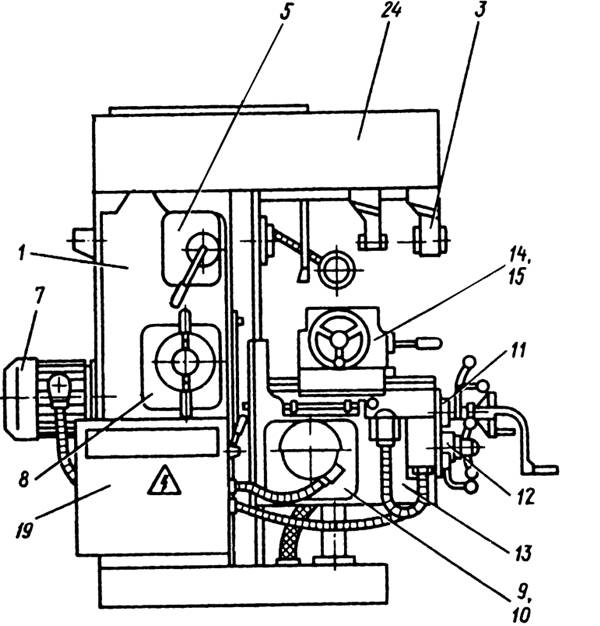
Рис. 3. Расположение основных узлов
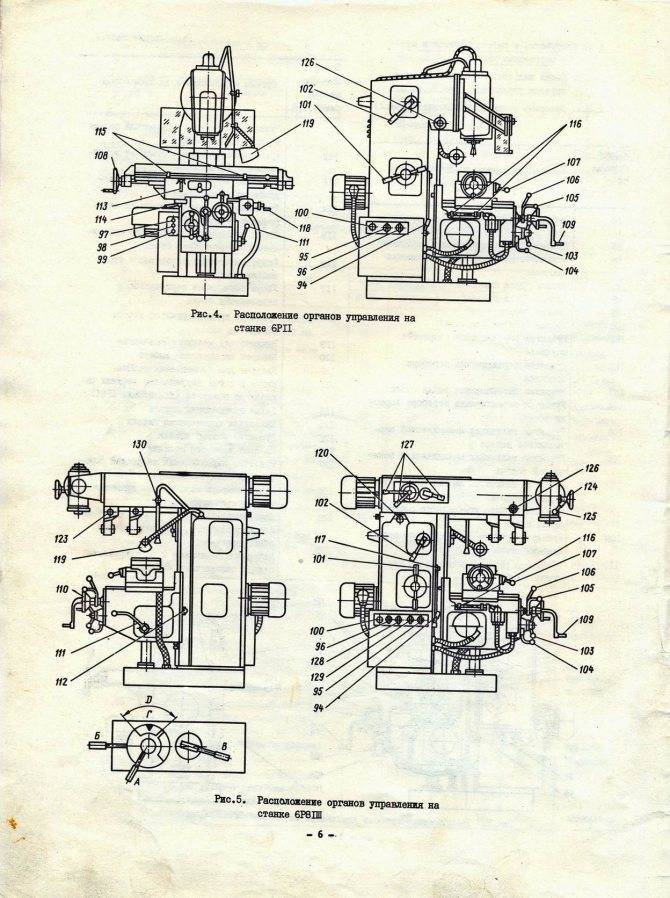
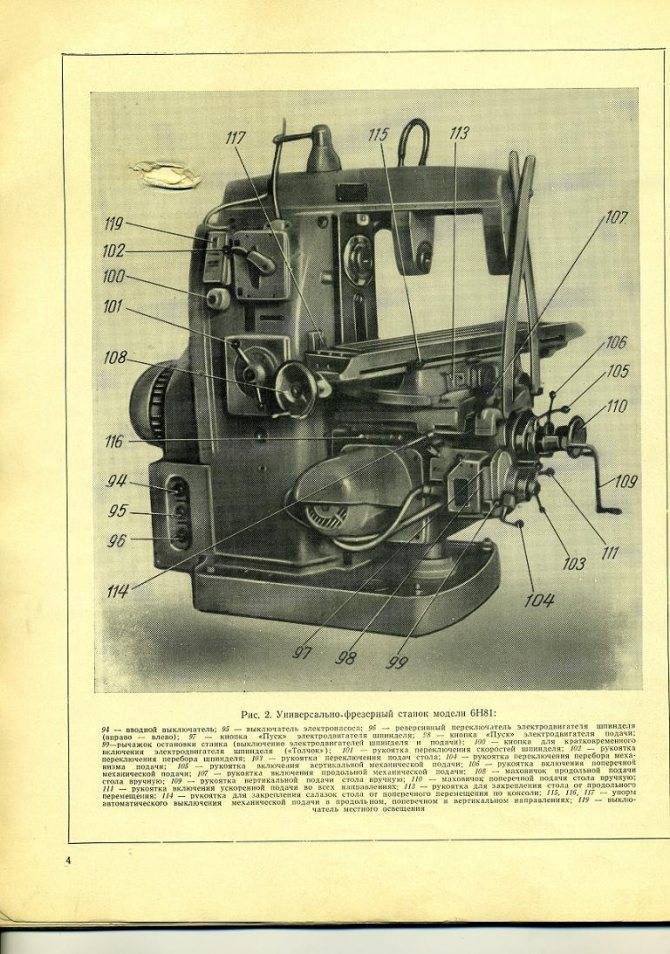
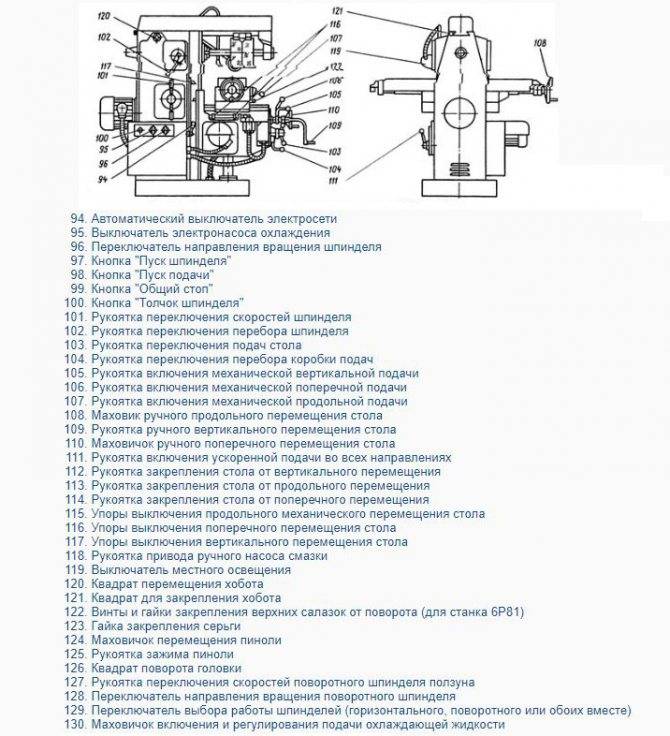
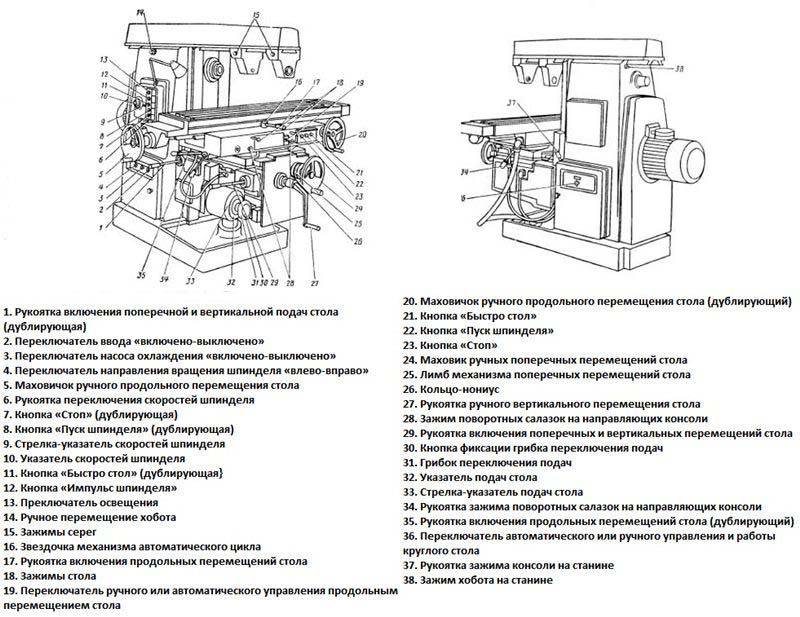
Расположение органов управления
Штурвалы, рукоятки, переключатели, кнопки управления сгруппированы по назначению, размещены на удобной высоте у контролируемых механизмов. Станция 18 объединяет кнопки: пуск шпинделя, подачи; общий стоп. Рядом находятся рукоятки переключения перебора 2 и скоростей 4. Хобот при наладке передвигают, вращая квадрат 1. На дверце электрошкафа смонтированы: кнопка 5 «толчок шпинделя», выключатель помпы охлаждения 6, переключатель реверса вращения 7. Вводной автоматический выключатель 8 установлен на боковой стенке.
Механические продольная, поперечная, вертикальная подачи включаются рукоятками 10, 12, 13 соответственно. Механику перебора подач задействует рычаг 17. Подачи переключаются фиксируемой рукоятью 16. Ручные продольные, поперечные перемещения производят, вращая маховики 22, 14 соответственно. Для подъема – опуска консоли со столом служит съемная изогнутая ручка 15. Ускоренный ход в любом направлении включает рычаг 21.
Винтами 11 салазки фиксируются от поворота. Рычажками 24, 25 стол закрепляют от продольных, поперечных перемещений (зажим консоли не показан). Ползун обездвиживают квадратом 19. Упоры 3 отключают подъем стола, упоры 9 – поперечное перемещение (аналогичные продольные 23). Местное освещение коммутируется тумблером 20, ручную смазочную помпу прокачивают ручкой 26.
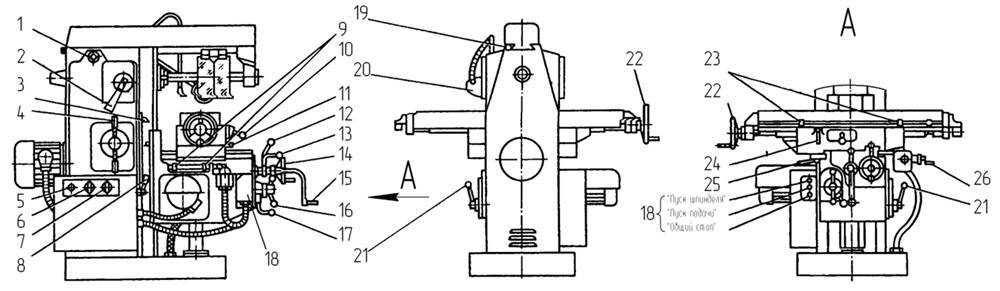
Рис.4. Органы управления
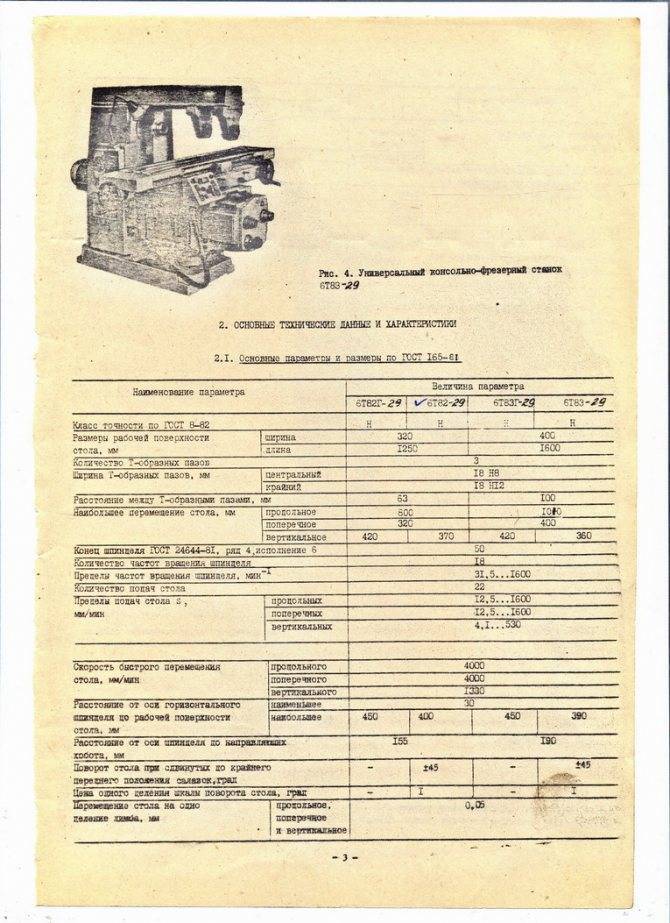
Обзор станка 6Р82: конструкция, специфика, технические характеристики
Модель станка 6Р82 с горизонтально расположенным шпинделем относится к разряду консольно-фрезерного оборудования. На выпуске подобных агрегатов специализируется Горьковский завод фрезерных станков. Они предназначены для фрезерования заготовок и деталей различной формы, изготовленных из черного, цветного металла или чугуна.
Конструкция и ее специфика
Консольно-фрезерный станок 6Р82 обладает стандартной схемой компоновки. Горизонтально расположенный шпиндель оборудования имеет жесткую фиксацию. Изменение положения детали происходит за счет смещения стола в различных плоскостях.
Обработка материалов может выполняться дисковыми, фасонными, цилиндрическими и концевыми фрезами различной конфигурации. В конструкции универсального горизонтально-фрезерного станка 6Р82 предусмотрена возможность работы как в ручном, так и в полуавтоматическом и автоматическом режимах. Благодаря этому оборудование применяется для комплектации серийного и штучного производства.
К техническим особенностям можно отнести следующие характеристики:
- широкий диапазон величин подачи стола практически во всех направлениях;
- автоматическая подача смазывающей жидкости в ответственные движущиеся части агрегата;
- быстродействующие магнитные муфты увеличивают производительность;
- возможность перемещения рабочего стола одновременно по нескольким координатам;
- в комплектацию входит электродвигатель постоянного тока, который осуществляет привод подач;
- возможности модернизации. В стандартную конструкцию станка можно установить электронный блок программного управления.
Также стоит отметить дублирование системы управления. Оно заключается в установке кнопок во фронтальной части станка и в боковой.
Для быстрой смены положения заготовки или режущего инструмента предусмотрен механизм быстрой остановки постоянным током.
Технические характеристики станка
Согласно принятой классификации горизонтально-фрезерному станку 6Р82 присвоен класс точности «Н». Его габариты в рабочем состоянии составляют 230,5*195*167 см. При этом масса конструкции равна 2900 кг. Максимальная нагрузка на рабочий стол не должна превышать 250 кг по центру.
Размер поверхности рабочего стола составляет 125*32 см. Для фиксации заготовки в нем есть 3 Т-образные пазы. Характеристики перемещения рабочего стола, см:
- поперечное – 24/25;
- продольное – 80/80;
- вертикальное – 36/37.
Благодаря универсальности конструкции стол может разворачиваться на 45°.
Горизонтальный шпиндель станка 6Р82 имеет стандартные характеристики для такого типа оборудования:
- вариативность частоты вращения – от 31,5 до 1600 об/мин;
- число скоростей составляет 18;
- при максимальных оборотах крутящий момент равен 107 кг/м;
- конус шпинделя — 50.
К преимуществам эксплуатации можно отнести многофункциональную механику работы, улучшенные характеристики точности. Они заключаются в наличии выключающих упоров подачи для всех направлений, возможности ручной и механической блокировки, режиме прерывистой продольной и поперечной подачи. Кроме этого при работе станка возможна оперативная остановка шпинделя и предохранение муфты от перегрузок.
Для функционирования станка в его конструкции присутствует два электродвигателя – главного привода и подачи. Мощность первого составляет 7,5 кВт, второго – 2,2 кВт. Дополнительно есть насосы для подачи охлаждающей жидкости и СОЖ.
В видеоматериале показан пример работы станка:
Базовые комплектующие
Базой 6р81г является станина, для этого узла характерна жесткая оливка, которая обеспечивает плотность всего механизма и его упор (вес укомплектованной машины составляет 2300 кг). Агрегатный хобот производит направляющие передвижения. В зависимости от модели, на хобот устанавливается единичная или комплексная серьга. Охлаждающий блок устанавливается горизонтально на основную конструкцию.
Рабочая поверхность (стол) производит движение в трех параметрах, с определенной скоростью, которая регулируется узлами контроля. При таком режиме осуществляется возможность быстрой регулировки фрезерного процесса для достижения нужной шероховатости (шлифовки) обрабатываемого материала, и высокое качество.
Для предохранения станка 6р81г от возможных сбоев в подаче питания, скоростных перегрузок, в агрегате предусмотрен режим блокировки и торможения шпинделя.
Возможно автоматическое отключение режима подачи, во время непредвиденных сбоев в режиме электропитания, или при механической поломке. В конструкции фрезерного устройства (модель 6р81) предусмотрены механические и ручные упоры, которые осуществляют ту же функцию.
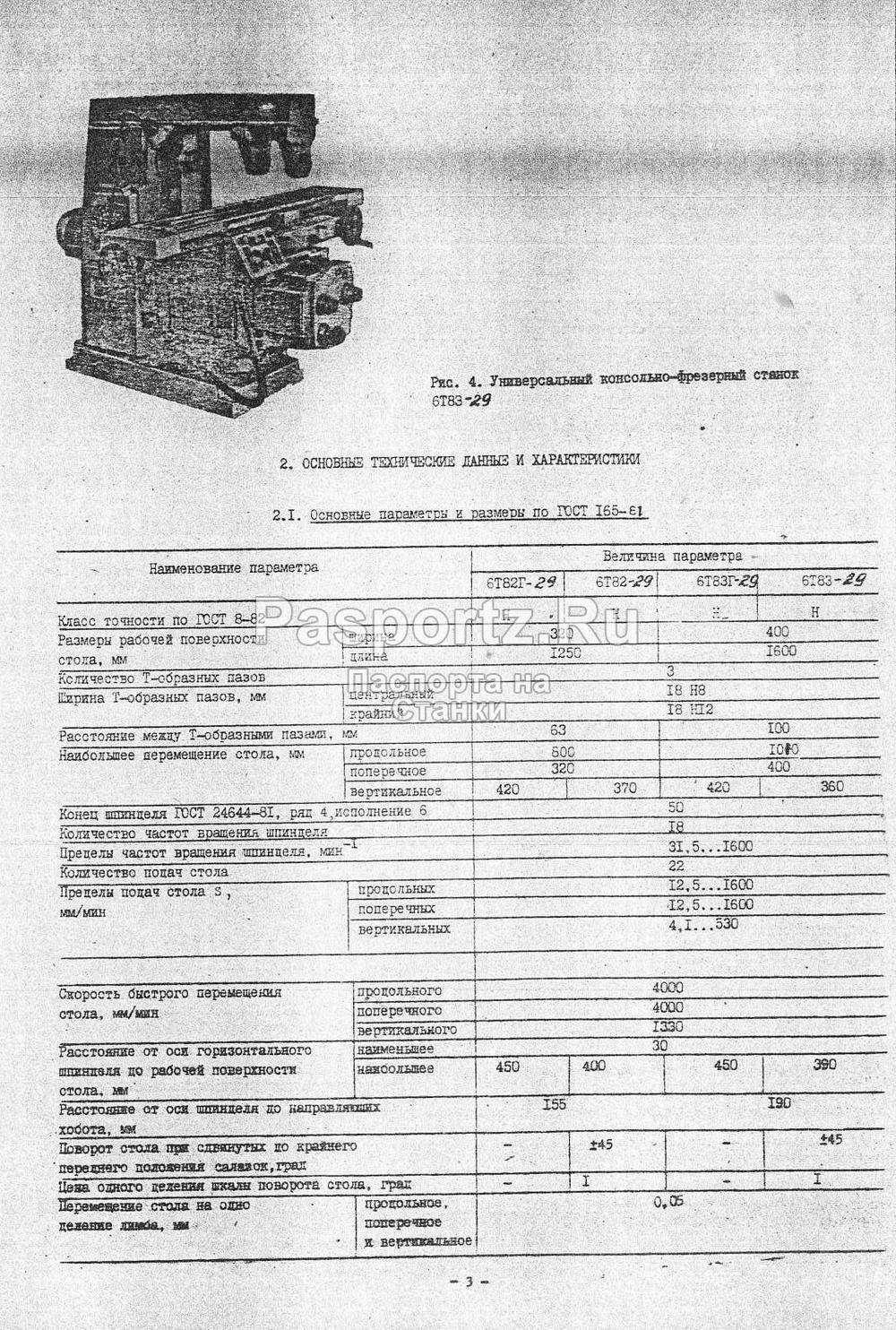
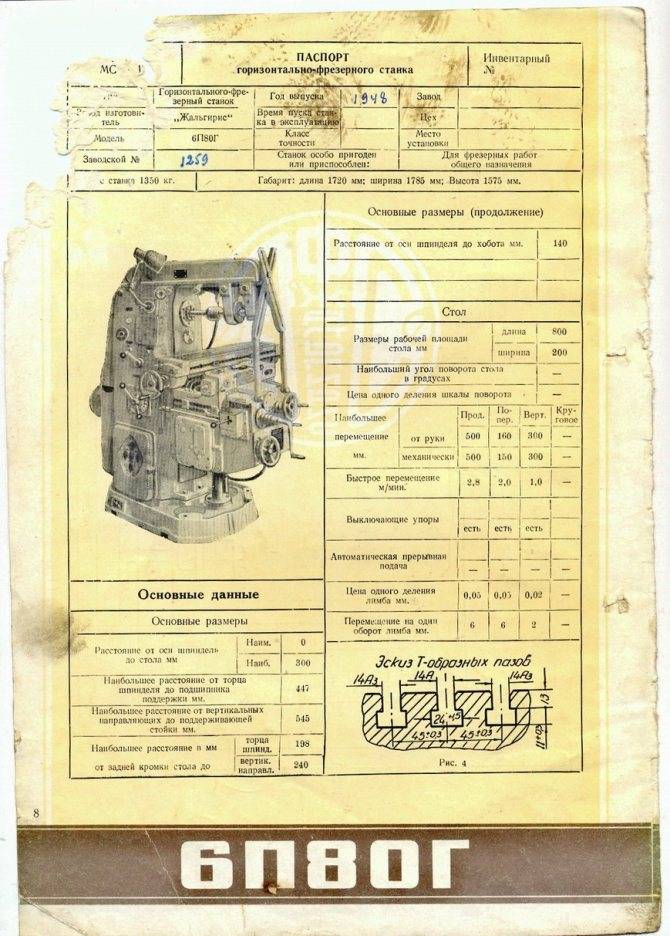
Характеристика фрезерного станка 6Н81Г.
Горизонтальный консольно-фрезерный станок 6Н81Г предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Станок предназначен для обработки плоских и фасонных поверхностей, зубчатых колёс и т. п. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Расшифровка названия станка:
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Н – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.

Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
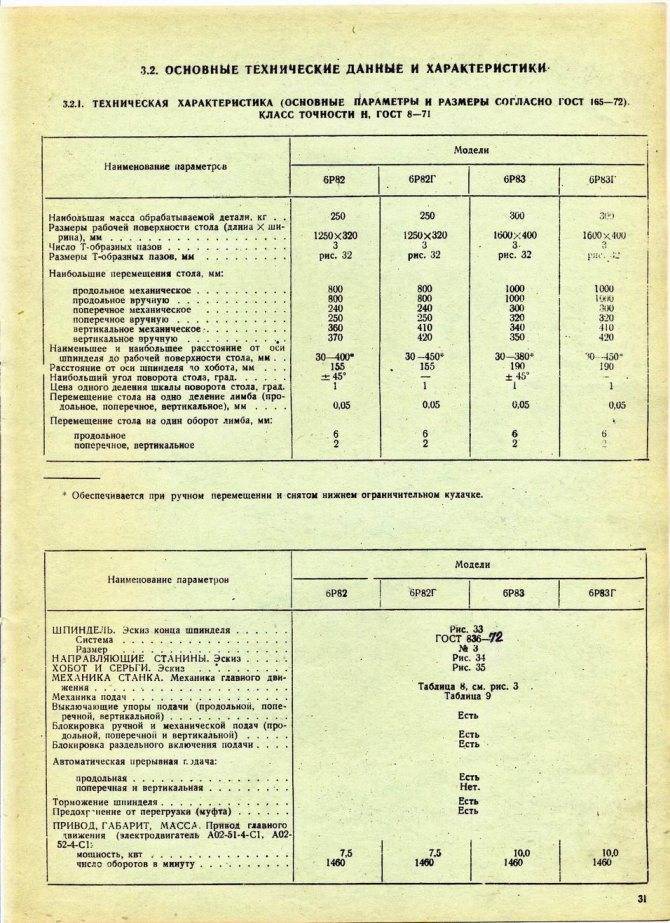
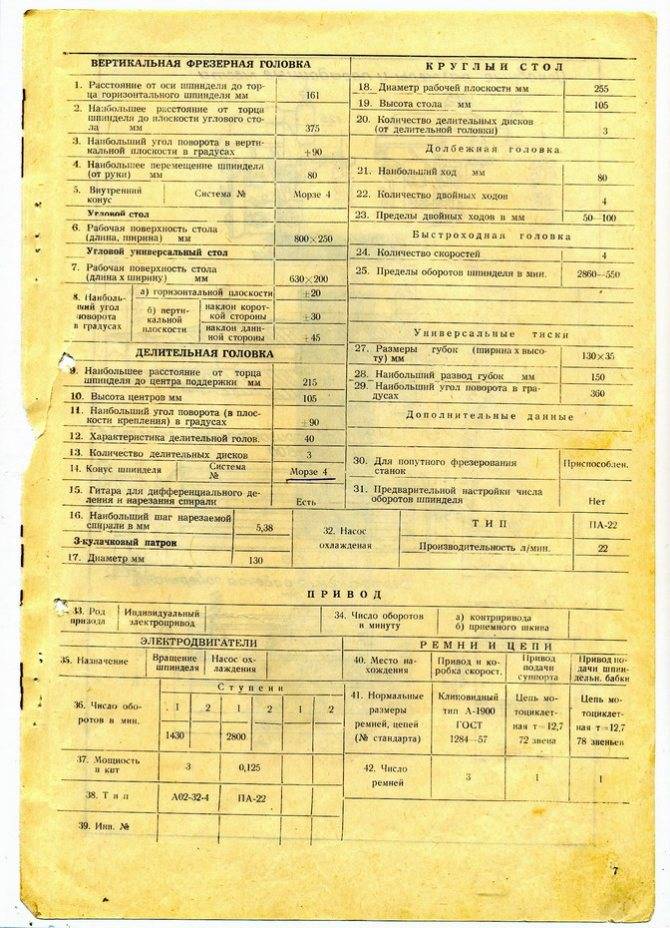
Технические характеристики станка приведены в таблице 2.
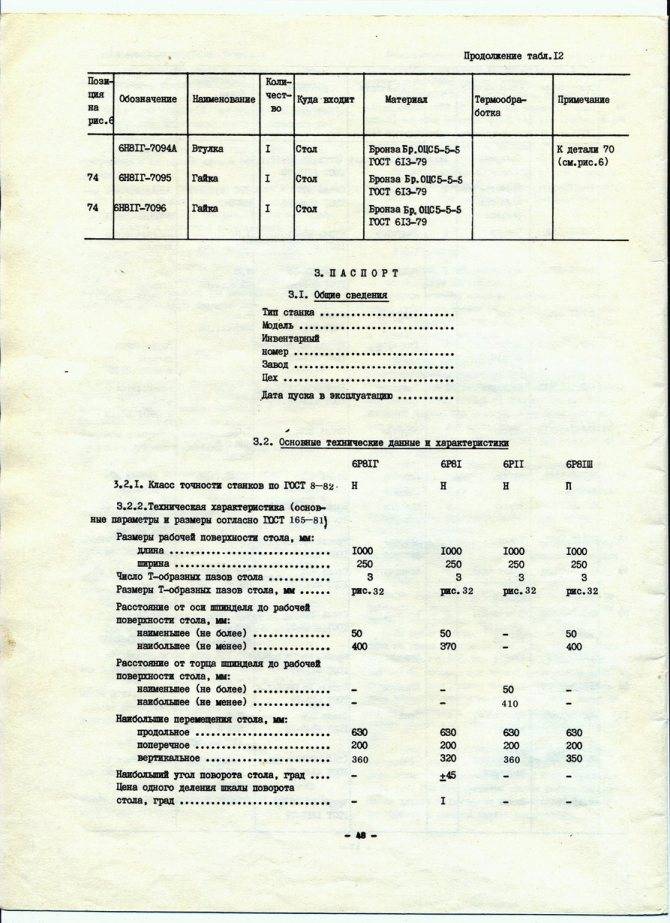
| Таблица 2 | |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 30..380 |
| Расстояние от оси шпинделя до хобота, мм | 150 |
| Рабочий стол | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 600/ 560 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 200/ 190 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 400/350 |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 |
| Продолжение таблицы 2 | |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 65..1800 |
| Количество скоростей шпинделя | 16 |
| Эскиз конца шпинделя | ГОСТ 836-47 |
| Конус шпинделя | 45 |
| Наибольший допустимый крутящий момент на шпинделе Нм | 525 |
| Механика станка | |
| Быстрый ход стола продольный (ось X), м/мин | 2,9 |
| Быстрый ход стола поперечный (ось Y), м/мин | 2,3 |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1,15 |
| Число ступеней рабочих подач стола | 16 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 35..980 |
| Продолжение таблицы 2 | |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..765 |
| Вертикальных (ось Z), мм/мин | 12..380 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной) | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть |
| Торможение шпинделя (муфта) | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения, кВт | 4,5 |
| Электродвигатель привода подач, кВт | 1,7 |
| Электронасос охлаждающей жидкости Тип | ПА-22 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 |
| Окончание таблицы 2 | |
| Габарит и масса станка | |
| Габариты станка (длина ширина высота), мм | 2060 х 1940 х 1600 |
| Масса станка, кг | 2000 |
В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение салазок по направлению салазок 6), поперечном главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки. Схема расположения узлов станка 6Н81Г показана на рисунке 2.
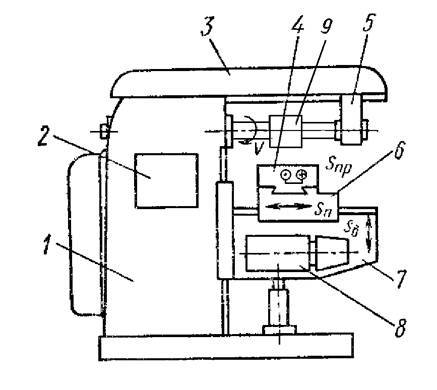
Рис.2. Схема расположения узлов станка 6Н81Г.
6Н81А Станок консольный фрезерный широкоуниверсальный. Назначение и область применения
Широкоуниверсальный консольно-фрезерный станок 6Н81А с поворотной фрезерной головкой предназначен для обработки небольших изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Принцип работы и особенности конструкции станка
Шпиндель станка 6Н81А может поворачиваться в вертикальной плоскости на 115° и занимать горизонтальное, вертикальное и наклонное положение.
При наличии делительной головки на станке 6Н81А можно обрабатывать зубчатые колеса с прямым и спиральным зубом, спиральные сверла, и подобные изделия.
Основные размеры станка соответствуют ГОСТ 165-49, нормы точности соответствуют ГОСТ 154-41, ГОСТ- 155-41.
Станок 6Н81А состоит из следующих узлов:
- Станина;
- Ползун;
- Коробка подач;
- Редуктор;
- Коробка реверса;
- Механизм переключения подач;
- Консоль;
- Стол;
- Охлаждение;
- Смазка;
- Электрооборудование;
- Принадлежности.
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные — 6Н11; горизонтальные — 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные — 6Р11; горизонтальные — 6Р81; 6Р81Г; широкоуниверсальные — 6Р81Ш
- серии 6Т: вертикальные — 6Т11, 6Т12
- серии 6К: вертикальные — 6К11 ,6К12 , широкоуниверсальные —6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами — 6М82Ш
- серии 6Д: вертикальные — 6Д12 , горизонтальные —6Д81, 6Д82; широкоуниверсальные — 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами — 6ДМ83Ш, с ЧПУ — 6ДМ83ШФ2
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя накладную поворотную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
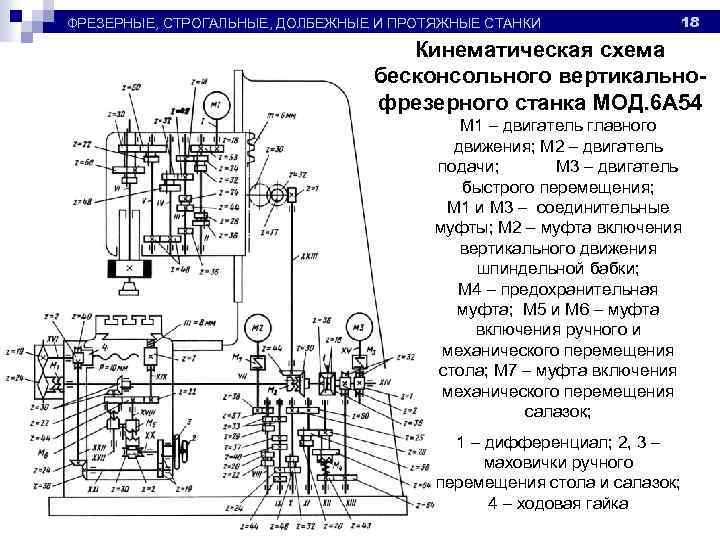
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
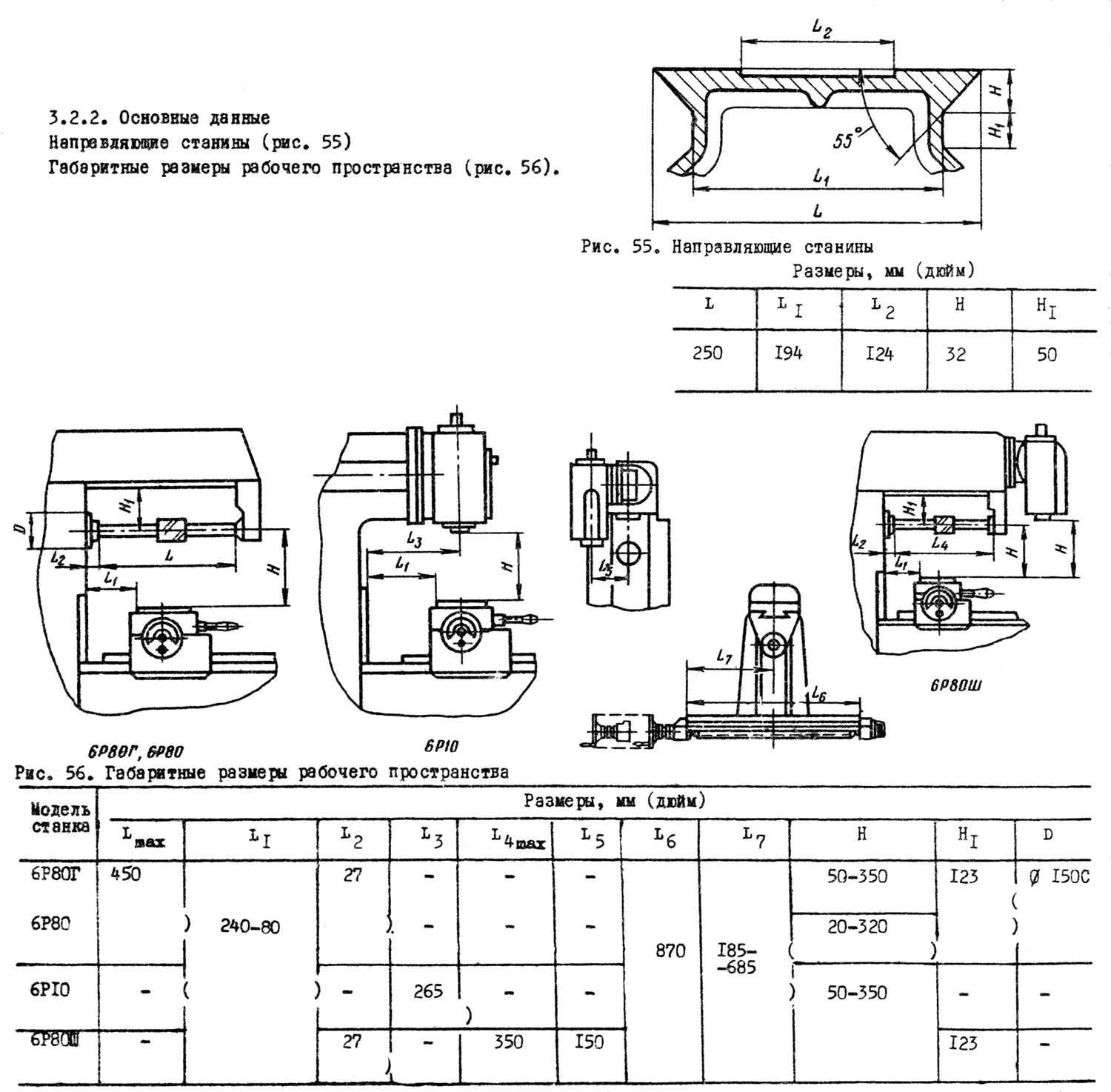
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г, 6Н81А; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Фрезерный станок с ЧПУ: виды и главные особенности

Станок с числовым программным обеспечением является очень удобным и важным устройством, которое должно присутствовать в каждой мастерской. Ранее фрезерное оборудование работало только в ручном режиме, теперь же процессы обработки металла происходят в автоматическом режиме.
Если вы решили купить фрезерно-гравировальный станок с ЧПУ у , вы можете рассчитывать на консультации высококвалифицированных специалистов при выборе оптимального для вас оборудования, а также на помощь в проектировании, разработке технологической линии, оптимизации схемы логистики, монтаже и пуске оборудования
Что такое станок с числовым программным обеспечением?
На агрегатах по фрезерованию с ЧПУ происходит обработка деталей с помощью различных типов фрез. Такой станок может производить развёрточные, сверлильные, отрезные и фрезерные работы. А лазерные станки с чпу по дереву значительно облегчает процесс нанесения рисунков, узоров и надписей благодаря автоматизации процесса.
Конструкция данного агрегата практически не отличается от других фрезерных станков, не имеющих ЧПУ. Единственной особенностью является наличие датчиков, шаговых двигателей для перемещения заготовки или шпинделя и главного компьютера, управляющего всеми процессами.
Классификация станков происходит по таким параметрам, как:
- Возможность различного количества перемещений бабки станка.
- Способ подачи заготовки (ручной, автоматический);
- Количество рабочих частей;
- Расположение шпинделя;
- Также существуют различные виды станков с ЧПУ:
- Вертикально-фрезерный;
- Форматно-раскроечные станки;
- Консольно-фрезерный;
- Продольно-фрезерный;
- Универсальный;
Системы станка могут быть двух типов. Первая – замкнутая; система, при которой работа станка контролируется датчиками. Вторая – разомкнутая; Компьютер обрабатывает данные перемещения шпинделя посредством контроля шагового двигателя.
Современные агрегаты оборудованы асинхронным электродвигателем, а перемещение шпинделя с редуктором происходит с помощью шаговых силовых двигателей.
Вертикальные станки распространены больше, так как горизонтальные фрезерные агрегаты используются для крупных работ.
Узлы фрезерных агрегатов
1. Станина
a. Сварная (станина сложной специфической конструкции);
b. Литая (отличается малой ценой и высокой жёсткостью);
2. Направляющие. Линейные направляющие, отличающиеся высокой жёсткостью, являются обязательной частью станка, по которой перемещается шпиндель.



3. Шпиндель
a. Связанный по средствам ременной передачи с электродвигателем. Скорость вращения шпинделя обычно не превышает отметки в пятнадцать тысяч оборотов в минуту.
b. Самостоятельный электродвигатель со специальным патроном на конце вала. Данный вид дает огромное преимущество в виде скорости вращения превышающей сто тысяч оборотов в минуту.
4. Системы управления;
Особенности
Агрегаты, оборудованные системой ЧПУ, могут производить точение различных поверхностей, фрезеровка, сверление, развёртка отверстий и так далее. Может производиться и более сложная работа с заготовками. Многофункциональность станков данного типа достигается за счёт возможности перемещения режущего инструмента в любом направлении трёх координатных осей.
Существуют модели с пятью координатными осями. Такое число достигается за счёт перемещения заготовки вокруг заданной оси или относительно режущего инструмента.
Для работы с агрегатом, имеющим на борту ЧПУ, нужно учитывать такие показатели, как:
- Размеры и форма заготовки;
- Характер последующей обработки;
- Необходимый набор режущего инструмента;
- Количество необходимых рабочих плоскостей;
- Необходимая шероховатость готового изделия;
Настольные станки с ЧПУ фрезерного типа
Уменьшенная версия полноразмерного станка имеет огромные преимущества:
- Сверхточная обработка;
- Малая стоимость;
- Меньшее потребление электроэнергии;
- Малый объем занимаемого места;
- Наличие специальных знаний мастера не требуется;
Станки настольного типа так же могут использоваться в промышленных целях.
Виды данных агрегатов:
a. Фрезерно-токарный;
b. Фрезерно-сверлильный;
c. Фрезерно-обрабатывающий
d. Многофункциональный
Деревообрабатывающие станки нашли своё применение в мебельной промышленности. Гравировальные используют для обработки бетонных и каменных заготовок, обработки штампов и ювелирных изделий.





