Уход за станком
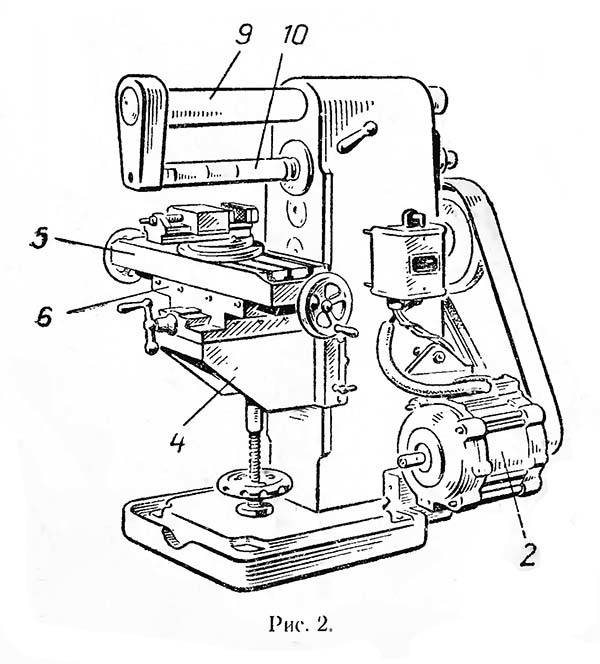
Правильно обслуживать оборудование может только тот, кто хорошо знает устройство всех механизмов и как они действуют. Основные механизмы, которые нужно изучить:
- привод;
- шпиндель и его подшипники;
- коробку скоростей и подач;
- стол;
- делительную головку;
- принадлежности и приспособления.
 Одним из основных условий, гарантирующих правильность обслуживания оборудования, является правильная своевременная смазка и чистота рабочего места.
Одним из основных условий, гарантирующих правильность обслуживания оборудования, является правильная своевременная смазка и чистота рабочего места.
Все механизмы должны быть отрегулированы на плавность хода, это значит, что они должны работать без остановки и люфта. Нельзя допускать перегрузки, так как это скажется на работе станка. На результат работы влияние оказывает закрепление фрезы и обрабатываемого изделия. Недопустимо вращение фрезы в обратную сторону. Её зубцы выкрошатся, и она придёт в негодность.
Нельзя класть на стол станка посторонние предметы. Стружку, которая образуется на столе, надо удалять часто, так как она не только мешает наблюдать за работой фрезы, но и заполняет промежутки между зубцами, увеличивая трение и расход энергии.
Необходимо следить за отводом отработанной жидкости в резервуар, так как если жидкость будет разливаться хаотично, то может смешаться с маслом и понизить качество смазки. После работы оборудование необходимо вытирать сухой ветошью.
Нельзя оставлять механизмы в процессе работы без присмотра.
Технология фрезерных работ в зависимости от вида фрезерования
Работа может проводиться на горизонтальных, вертикальных, наклонных плоских поверхностях и уступах.
Горизонтальные поверхности обрабатывают с помощью цилиндрических и торцовых фрез на горизонтально- и вертикально-фрезерных станках. В соответствии с технологией фрезерных работ, используемые заготовки могут быть разными по форме и размерам, в зависимости от этих параметров их устанавливают либо на столе в специальных машинных тисках, либо крепят болтами, линейками и подкладками.
Технология фрезерных работ на вертикальных поверхностях предполагает использование тех же горизонтально- и вертикально-фрезерных станков, но фрезы заменяют на дисковые трехсторонние концевые и торцовые (или используют продольно-фрезерные станки с торцовыми фрезами). Закрепление деталей осуществляется таким же способом, как описано выше.
В соответствии с технологией фрезерных работ, при обработке наклонных поверхностей нужно использовать горизонтально-фрезерные станки и одноугловые фрезы, а также вертикально-фрезерные станки со шпинделем, установленным под углом с торцовыми фрезами. Необходимый угол получают только на тех станках, где шпиндельная головка поворачивается в вертикальной плоскости.
При фрезерных работах на уступах применяются вертикально-фрезерные станки с концевыми фрезами; это позволяет осуществлять обработку сразу по двум взаимно-перпендикулярным плоскостям поверхности.
Дорогие читатели!
Если у Вас возникли вопросы по поводу разработки и производства:
➜ корпусов для РЭА;
➜ корпусов для светодиодных табло и мониторов;
➜ экранирующих конструктивов для электронных устройств.
Позвоните по телефону: +7(495)642-51-25
или оставьте заявку. Мы ответим на все Ваши вопросы! Это абсолютно бесплатно!
Обработка пазов, канавок и шлицев.
Технология фрезерных работ по пазам, имеющим форму прямоугольника, буквы Т, ласточкина хвоста, осуществляется на вертикально-фрезерных станках с использованием соответствующих концевых фрез. Такой способ позволяет осуществлять обработку прямоугольных пазов на горизонтально-фрезерных станках дисковыми трехсторонними фрезами.
При фрезеровке шпоночных канавок прямоугольного сечения используют концевые и специальные шпоночные фрезы. Технологией в данном случае предусмотрены фрезерные работы на вертикально-фрезерных станков. Иногда такие канавки выполняют на горизонтально-фрезерных станках с использованием дисковых трехсторонних фрез.
Изделие при этом закрепляется на столе станка с помощью специальных машинных тисков с установочной призмой и поворотными губками.
Обработка шлицев происходит на горизонтально-фрезерных станках с использованием прорезных фрез.
Обработка фасонных поверхностей.
Технологией фрезерных работ предусмотрена возможность обработки малых фасонных поверхностей на горизонтально-фрезерных станках с использованием фасонных фрез, профиль которых соответствует профилю изготовляемой детали. Если деталь имеет достаточно сложную геометрию поверхности, то для ее обработки потребуется набор отдельных простых фрез или специальные копиры. Способ фрезеровки по объемным фасонным поверхностям (например, штампы) осуществляется при помощи копировально-фрезерных станков.
Обработка зубчатых колес и винтовых канавок.
При обработке цилиндрических зубчатых колес применяется технология фрезерных работ с помощью либо дисковых модульных фрез на горизонтально-фрезерных станках либо модульных пальцевых фрез на вертикально-фрезерных станках
В этих случаях важно правильно подобрать профиль фрезы: он должен подходить по форме и размеру профилю впадины нарезаемого зуба. Если производство поставлено на поток, для нарезки зубчатых колес используют специальные станки
В таких случаях технологией фрезерных работ предусмотрены делительные головки, необходимые для поворота обрабатываемых заготовок на требуемый угол, т. е. окружность таким образом делится на части.
Делительные головки бывают разные: универсальные (с простым и дифференциальным делением), оптические и прочие. Первые наиболее востребованы, так как благодаря им можно делить окружность на части, а также вращать обрабатываемую заготовку при фрезеровке на винтовых канавках, зубьях.
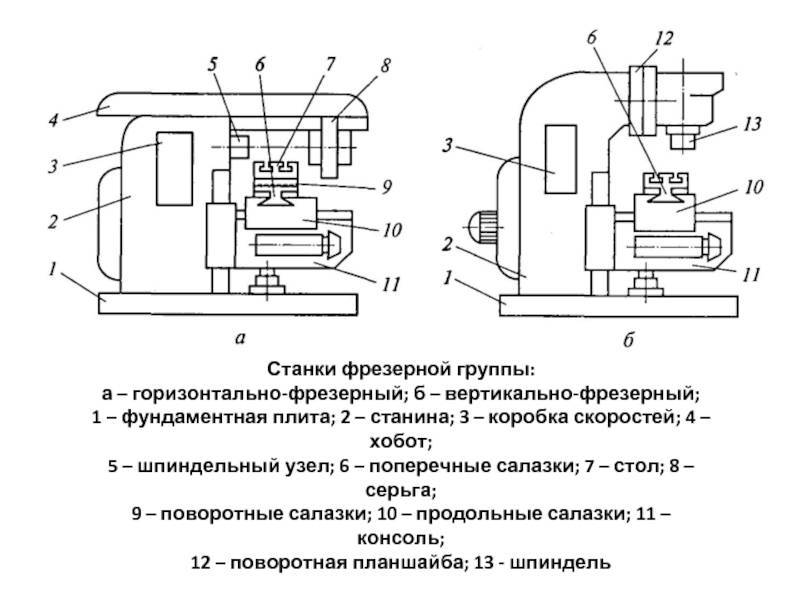
Консольно-фрезерные станки
Консольно-фрезерные станки наиболее распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.

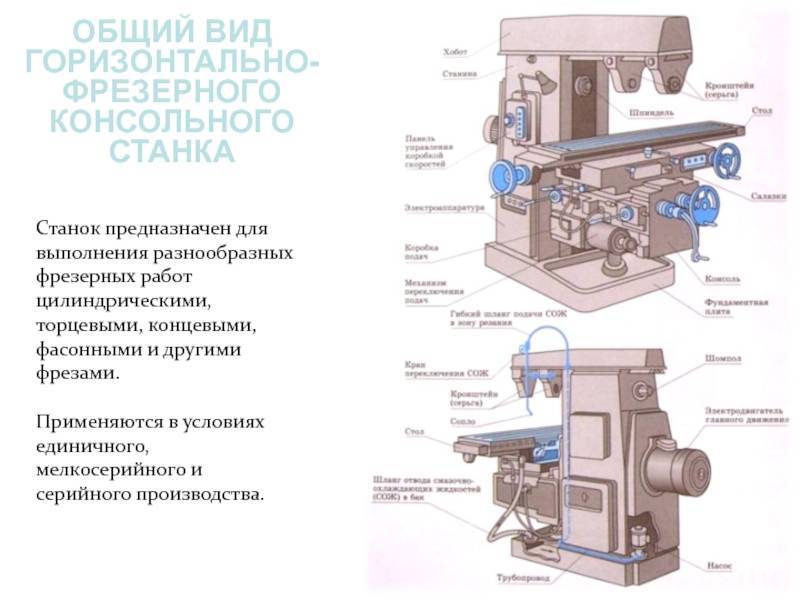

Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом) и вертикально-фрезерные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Обрабатывать заготовки на консольно-фрезерных станках можно цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами. В табл.1 приведены значения основного параметра-ширины стола в зависимости от размера (номера) станка.
Ширина стола в зависимости от номера станка
| № станка | — | — | 1 | 2 | 3 | 4 | |
| Ширина стола | 125 | 160 | 200 | 250 | 320 | 400 | 500 |
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Консольно-фрезерные станки малых размеров с шириной стола 125*160 мм
Эти станки предназначены для обработки заготовок небольших размеров, главным образом из цветных металлов и сплавов, пластмасс и для чистого фрезерования заготовок из стали и чугуна. Автоматизированные станки позволяют вести обработку по заданному циклу.
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Какие еще бывают фрезерные станки?
Также существуют и другие виды станков — горизонтальные, сверлильные, настольные. Они выполняют те же функции, что и вертикально-фрезерные конструкции, а используются они также в основном для обработки изделий или конструкций. Однако они могут иметь отличия — дополнительные узлы или агрегаты, направление обработки, наличие вспомогательных обрабатывающих блоков.
Горизонтально-фрезерные
У таких станков шпиндель располагается не в вертикальной, а в горизонтальной плоскости, что обуславливает другой способ обработки деталей. Горизонтальные установки отлично подходят для работы с небольшими объектами на основе металла, дерева или пластика. Горизонтальное расположение крепления позволяет применять дополнительные режущие фрезы (цилиндрические, фасонные, торцевые, угловые). На горизонтальные станки можно поставить вспомогательное оборудование, позволяющее выполнять обработку винтовых и наклонных поверхностей, что делает их практически универсальными.
Сверлильно-фрезерные
Сверлильно-фрезерные установки используются для сверления металлических, деревянных, пластиковых, керамических изделий. Важная особенность — необычное расположение обрабатываемого инструмента, поэтому с помощью такого станка можно сверлить наклонные отверстия, обрабатывать пазы крупногабаритных изделий. Головка-сверло может вращаться как в прямом, так и обратном направлении, что заметно упрощает работу с таким станком. Сверлильно-фрезерные установки сегодня пользуются большим спросом как в крупной, так и в мелкой обрабатывающей промышленности, а также в сфере домашней обработки металла.
Универсальные
Они могут обрабатывать детали любых размеров и формы, а при необходимости деталь во время обработки можно наклонить под любым углом к рабочему инструменту. Еще одно конструктивное отличие — шпиндель, стол, стол-цилиндр располагаются внутри полой станины, а все электрические агрегаты вынесены наружу. Универсальные фрезерные станки обычно применяются в небольших и средних мастерских. Также их широко применяют на крупных металлургических и обрабатывающих заводах.
Настольные
Настольные установки представляют собой облегченные версии вертикальных, горизонтальных, универсальных или сверлильных станков. Их главное отличие заключается в более компактных размерах — а во всем остальном они повторяют оригинальные модели (размеры, строение, расположение основных узлов). Настольные станки часто покупают для нужд школ, училищ, техникумов и других учебных заведений технической ориентации. Преимущества настольных систем — низкое энергопотребление, неплохие технические свойства, компактность.
Широкоуниверсальные
Главная конструктивная особенность широкоуниверсальных фрезерных станков — наличие дополнительного шпинделя у становленным режущим инструментом. Шпиндели могут работать как совместно, так и автономном режиме. Головки со шпинделем обычно ставятся на подвижных хоботах, которые можно перемещать во всех основных направлениях. Для управления обычно применяются панели ЧПУ, позволяющие автоматизировать процедуру обработки. Широкоуниверсальные модели могут работать практически со всеми материалами, которые обладают высокой твердостью.
Зачистку можно выполнять с помощью различных фрезов — угловых, фасонных, цилиндрических, наклонных. Широкоуниверсальные модели применяются для сверления, зенкерования, растачивания или зачистки поверхностей. Универсальные модели обычно применяются в сфере крупной металлургии. Объясняется это так:
- Высокая цена установок. Широкоуниверсальные модели имеют сложную конструкцию и оборудованы панелями ЧПУ, которые позволяют управлять устройством в автоматическом режиме. Это упрощает работу, но плохо влияет на цену (такие модели дороже обычных в 5-10 раз).
- Нужно дополнительное обучение. Если рабочий всю жизнь работал на вертикальном, горизонтальном или универсальном станке, то ему сперва придется пройти дополнительное обучение. Также ему придется дополнительно «набить руку», поскольку работать с двумя резаками поначалу не так уж легко.
- В сфере мелкой обработки потребности в таких моделях нет. Для небольших мастерских намного выгоднее обычный станок — низкая цена, небольшое электропотребление, простота применения. Покупка дорогого широкоуниверсального станка влетит в копеечку, а траты окупятся нескоро.
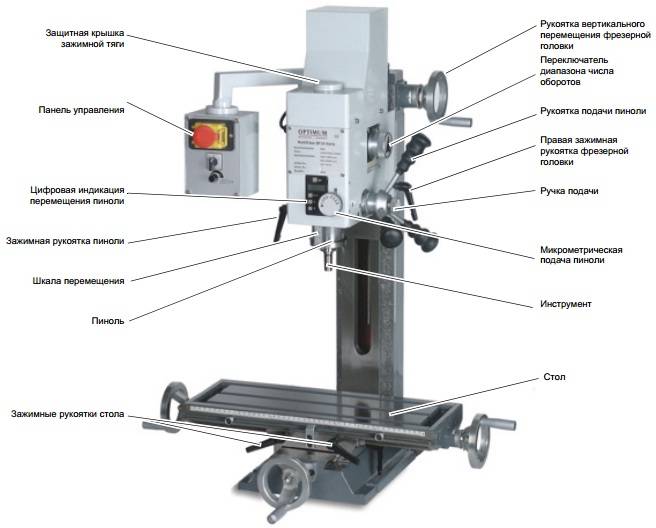
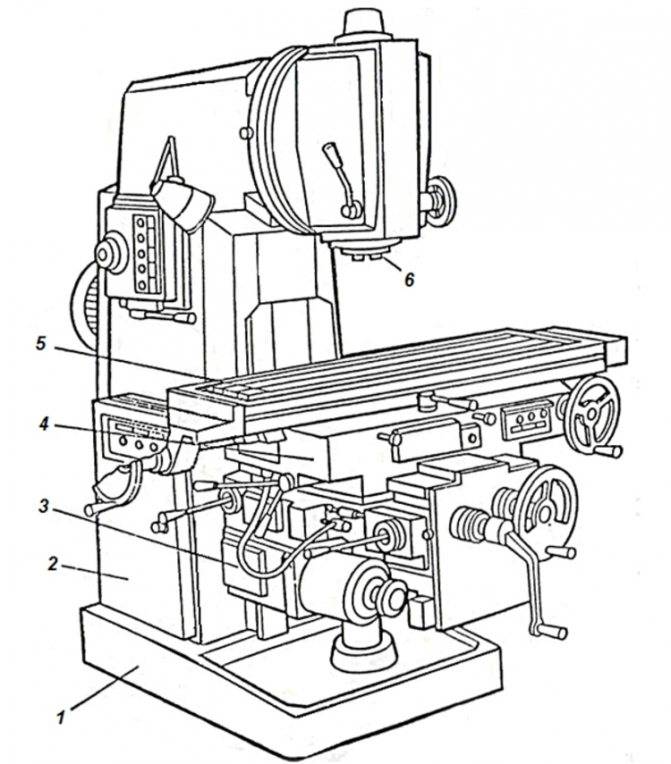
Общая конструкция и назначение
Оборудование имеет вертикальный шпиндель, который размещен в шпиндельной головке. Сама головка установлена на литой станине. Здесь же на станине расположена консоль, а также подвижная каретка и коробка скоростей, коробка подач.
Принцип работы прост: от электродвигателя движение через коробку скоростей передается на шпиндельную головку, а через коробку подач – на стол, на каретку и на консоль. Консоль перемещается и перемещает заготовку в вертикальном направлении.
Без ЧПУ
Станок без ЧПУ управляется вручную. Специальными рукоятками регулируется вращение фрезы и величина подачи. Современные станки без ЧПУ отличаются надежностью и износостойкостью. Способны выполнять самый широкий спектр задач. При этом точность выполнения работ у них может быть ниже, чем у оборудования с ЧПУ.
С ЧПУ
Современные станки имеют числовое программное управление, что делает это оборудование высокоточным. Практически все элементы конструкции работают от электрического привода. Механическими в таком оборудовании остается привод подачи стола и шпинделя.
Основным недостатком таких агрегатов является их высокая стоимость и некоторую сложность в обслуживании. Понадобится найти специалиста, который способен починить такой станок в случае поломки.
Вертикальный фрезерный обрабатывающий центр
Это разновидность многооперационного станка, снабженного числовым программным управлением. Он способен производить механическую обработку трехмерной детали. Он снабжен множеством разных инструментов и способен выполнять черновую, чистовую и пред чистовую работу. Наиболее простые обрабатывающие центры имеют в своем комплекте от 5 до 12 инструментов, способных обработать деталь с высокой точностью.
Это дорогостоящее оборудование с наиболее высоким уровнем производительности. У оборудования значительно повышена скорость обработки. Чтобы снизить температуру нагрева используется специальная система охлаждения.

Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | ||||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | ||||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш | |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | ||
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш | |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | ДЗФС | 1987 | 6Д10, 6ДМ80Ш | |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ — Воткинский машиностроительный завод. В настоящее время — Воткинский Завод, ОАО
ГЗФС — Горьковский завод фрезерных станков. В настоящее время — Завод Фрезерных Станков ЗФС, ООО
ДЗФС — Дмитровский завод фрезерных станков. В настоящее время — Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС — Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время — Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ — Воронежский станкостроительный завод.
Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Это интересно: Точилка для ножей своими руками — эффективное приспособление
Рабочий инструмент
Консольные и бесконсольные, обычные вертикально-фрезерные или сверхсовременные станки с ЧПУ не обходятся без главной части – режущего инструмента. В его качестве выступают разнообразные фрезы, изготавливаемые из высококачественной стали, позволяющей обрабатывать любые металлы и поверхности. Любой вид обрабатывающих инструментов жестко фиксируется в шпинделе (в основном – кулачковым патроном), что дает гарантию в точности обработки.
Вкратце перечень возможных плоскостей обработки и необходимых для этого режущих инструментов таков:
- горизонтальные – торцовые фрезы различной конфигурации;
- наклонные – концевые и торцовые;
- вертикальные поверхности и поверхности с уступами – концевые фрезы;
- фрезеровка пазов любой конфигурации – концевыми либо одноугловыми фрезами;
- обработка цилиндрических зубчатых колес – пальцевый инструмент.
Для фрезеровки сложных поверхностей, сочетающих в себе участки различных видов (выпуклых, прямолинейных или вогнутых, с уступами или выемками) более эффективным показало себя использование современных фрезерно-консольных агрегатов, оснащенных ЧПУ. Однако и на обычном вертикально-фрезерном станке возможно изготовление деталей такого типа, хотя и с затратой на это несколько большего времени. Для этого обязательно составляется специальная схема обработки заготовки и уравнение изготовления детали сложной формы.
При разработке уравнения обязательно должны учитываться такие параметры:
- показатели шероховатости получаемой детали;
- радиус фрезы;
- толщина обрабатываемого материала;
- величина подачи заготовки к фрезе;
- толщина снимаемой стружки (высота гребешка);
- различные осевые углы поворота инструмента.
Качество обработки, характеризуемое величиной шероховатости, наибольшим образом зависит от угла поворота фрезы и величины подачи заготовки. Остальные факторы также оказывают влияние, однако намного меньшее.
Высокоточные вертикально-фрезерные станки, реализуемые нашей компанией, позволяют свести к минимуму потери времени и снизить количество отходов, возникающих во время фрезерования как отдельных деталей, так и целых партий. Это дает значительную экономию средств в целом в рамках предприятия.
Что нужно учесть при выборе оборудования?
Выбирая оборудование следует учесть ряд характеристик, особенно если речь идет о покупке домашнего станка. Приборы, использующиеся в промышленных целях, обычно подбираются группой специалистов.
Размер заготовок
Домашний станок не в силах обрабатывать большие детали максимально быстро. Его функциональность ограничена. Для начала потребитель оценивает, с какими деталями по конфигурации по размеру он будет работать. Обычно небольшой настольный прибор с горизонтальным столом удовлетворят потребности в иссечении обычных заготовок. А вот если нужно обточить коленвал, тормозные диски, необычный уголок потребуется устройство с вертикальной осью.
Универсальные фрезерные станки выбирают те, у кого домашняя мастерская. С числовым управлением — слишком трудные для самостоятельного использования.

Мощность
Мощность, которую показывает фрезер, принято считать эффективностью работы. Но учитывать стоит не только то, сколько и за какое время деталей сделано, а и возможности подключения. Не все домашние приборы подключатся к сети 380 В, что характерно для промышленных линий. Для самостоятельного использования избавляются варианты мощностью 220 В, которые избавят вас от протягивания дополнительного кабеля.
Диаметры сверления
Диаметры сверления напрямую определяются используемыми видами инструментов. Некоторые из резервных станков, особенно те, что относят к годам производства до 1990 не оснащены возможностью замены на инструменты другого производителя. Современное же оборудование позволяет вставлять инструментарий другой компании, что дает широкое поле для работы. Диаметр сверления — важная характеристика для домашнего станка.

Вес
Фрезерные станки на производстве имеют вес от 2-2,5 тонн, могут быть вариации в меньшую или большую сторону. Понятно, что для использования дома такие не подойдут, даже если вы поставите их в гараж. Сейчас продаются мини варианты, при помощи которых начинающий и опытный мастер проводит работы по металлу. Весят они от 300 килограмм. Конечно, вес напрямую определяет функциональность. На самом маленьком по весу выточить можно только небольшие детали, ведь используются маломощные конструктивные узлы.
Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.
Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.
Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:
- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.
Консоль
Консоль служит регулировочным органом для рабочей высоты над столом. Установлена на винт с отдельным приводом, который служит ей опорой. В корпусе консоли размещена коробка скоростей подач стола, салазок, их ходовые винты, механизм быстрого хода. Высота над столом настраивается перед началом работы и не меняется во время рабочего хода.




Коробка переключения скоростей
Привод главного движения фрезера оснащается асинхронными электродвигателями с частотами вращения 1500, 3000 об.мин. Так как технологические режимы обработки требуют индивидуального подбора, то необходим механизм изменения скорости вращения фрезы. Для этого станок оснащен коробкой переключения скоростей. Диапазон регулировки от 25 до 2500 об.мин.
Стол и салазки
Фрезерный стол — это база для всех измерений и место крепления обрабатываемой детали. От точности исполнения его плоскости зависит точность фрезеровки на нем изделий. На столе располагается Т-образный паз, в который устанавливаются крепежные болты. Сбоку стола смонтированы кулачки путевых выключателей и измерительный лимб ходового винта. В системе координат станка стол носит название координаты «Y».
Салазки — это координата «X», по которой деталь перемещается в поперечном направлении. На них также расположены кулачки путевиков и лимб.
В процессе работы приводится в движение только одна координата. Одновременное движение по двум координатам возможно только на станках с независимым приводом, к которым относятся станки с ЧПУ.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.