Собираю-восстанавливаю станок. Вроде 675 – Фрезерные 675, 676, 6В75
Добрый вечер, уважаемые чипмейкеры!
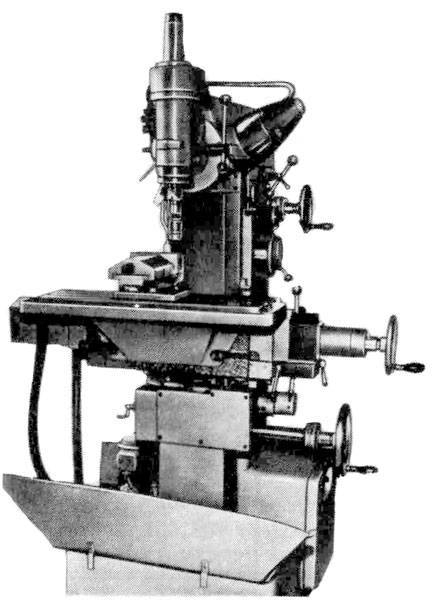
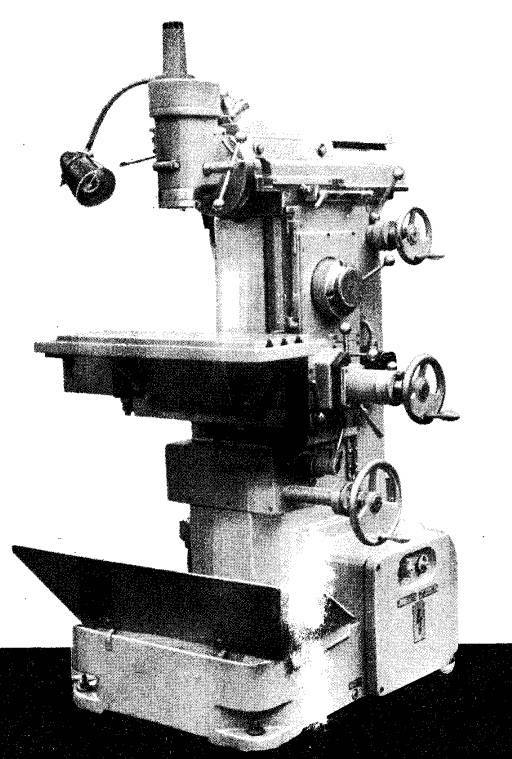
Как-то примерно 2 года назад, попался мне в металлоломе фрезер. Выглядел он вот так:
Как видно, на шильдике написана модель станка – 6А75В, завода им. Кирова, Одесса, на который он ни разу не похож. Вот фото настоящего 6А75В:
Как видно, это совсем другой станок. 6А75В угловатый и совсем по другому выглядят коробки, хотя и других отличий хватает. Можно посмотреть и другие фото в сети или паспорт станка (который я скачал как только приобрёл станок).
На вид мой фрезер – обычный 675 станок, и несоответствие с шильдиком лично для меня является весьма странным. Хотелось бы объяснения сего феномена.
Я пытался определить точно на что похож мой станок – производителя и модель. Получилось, что самые похожие на него варианты это 675 армянский, (как у автора этой темы http://www.chipmaker…7/page__st__320):
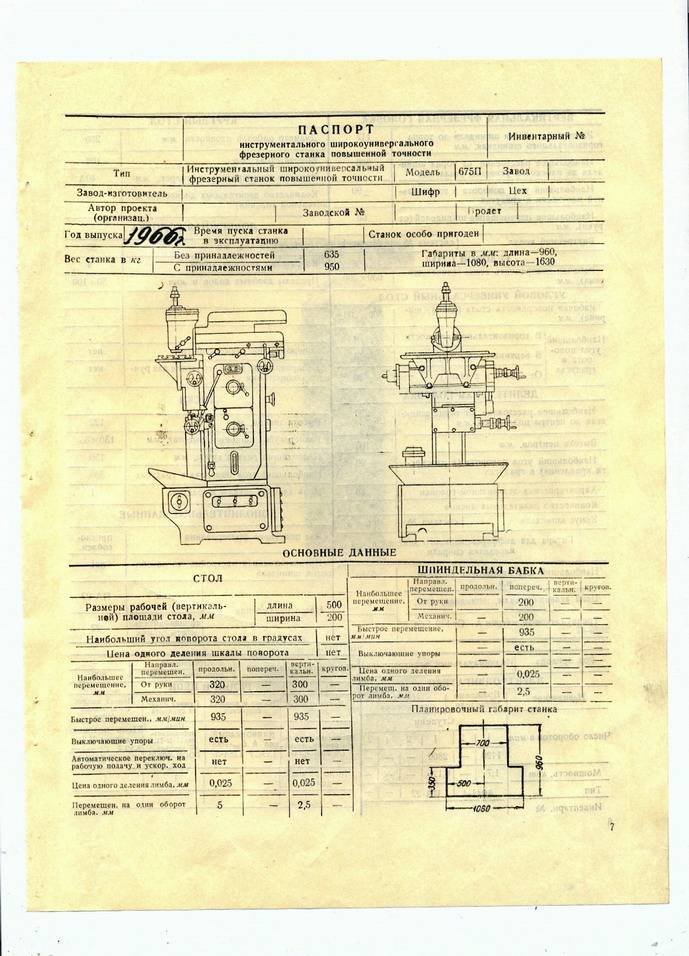
И 675П одесский (взято из темы http://www.chipmaker.ru/topic/26853/):
Эти два варианта по внешнему виду (обводы, форма основания станины, хобота станка, отсутствие одной ручки на коробке подач и других мелочей) практически идентичны моему (я опять же полностью не уверен из-за отсутствия некоторых деталей.
Фрезер был куплен и почти полтора года покоился у моего друга в селе на улице, аккуратно замазанный солидолом и обмотанный клеёнкой. Весной станок был распакован и перевезён в школу недалеко от моего дома, где мне удалось договориться с директрисой и подписать соответствующую бумагу о хранении станка и его эпизодическом участии в уроках труда.
Однако руки до сборки станка у меня дошли только неделю назад, когда я наконец разобрался с аспирантской отчётностью.
На данный момент я его почти всего отмыл и немного собрал. Исправил неправильную заштифтовку в механизме включения вертикальной и горизонтальной подачи, так как до этого одна из подач не могла включиться в принципе. Кое каких деталей ещё не хватает – клиньев продольной и поперечной подачи, корпуса крепления подшипников винта продольной подачи (тот конец который у маховичка), ручки включения ускоренной подачи, привода (мотор, шкивы цепи и звёздочки) электрики. Ну и всякой мелочи, типа болтов, деталей системы смазки и т.п. Масляная система вызывает много вопросов, ответы на которые хотелось бы узнать (т.к. трубки хоть и есть, но они выдраны с мест своих креплений и так же они явно короче чем должны быть; так же я понятия не имею куда они должны вести). Однако я лучше сначала сфотографирую интересующие меня объекты, а после буду задавать конкретные вопросы, так сказать, с иллюстрациями.
Паспорта на разные версии 675 я уже скачал, сейчас занимаюсь их изучением.
Сейчас станок выглядит так:
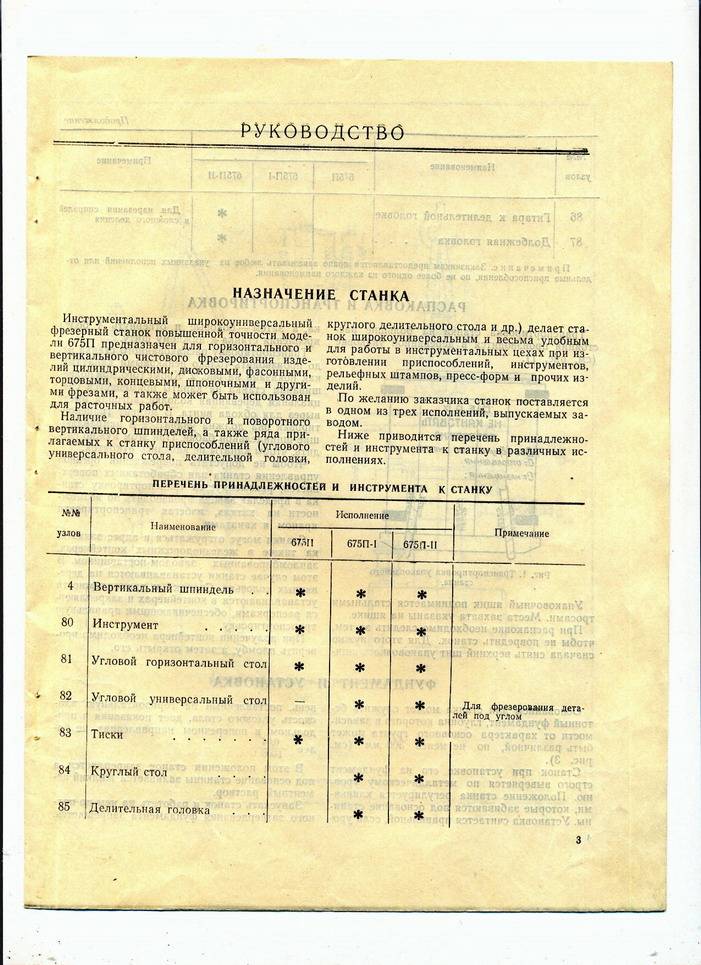
Для чего он предназначен?
Фрезерный широкоуниверсальный станок предназначен для работы на промышленных предприятиях. Для обработки поверхности горизонтальным шпинделем используются фрезы:
- дисковые;
- цилиндрические;
- фасонные.
В работе поворотным шпинделем применяют торцевые и шпоночные фрезы.
В комплект модели 675 входят столы:
- поворотный с делительной головкой;
- наклонный.
Используя головки: резцовую, быстроходную долбежную, расточную, на станке можно выполнять работы:
- сверловку;
- зенкерование;
- расточку;
- долбежку.
На станке 675 производят планки, корпуса, подушки, рычаги, косозубые шестерни, детали со сложной конфигурацией. Точность обработки класса Н. Возможность к вертикальному шпинделю устанавливать горизонтальную поворотную головку делает станок универсальным. На нем можно обрабатывать все стороны и верхнюю поверхность детали, сверлить ее по всем плоскостям и под углом, делать расточку с высокой точностью.
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Список литературы:
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955 Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978




Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
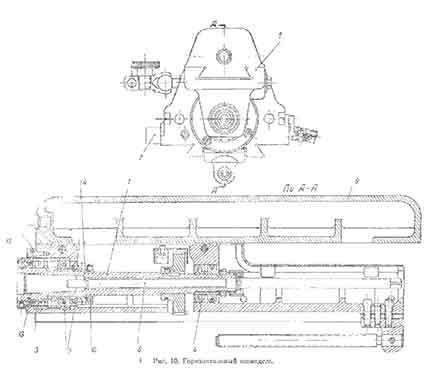
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
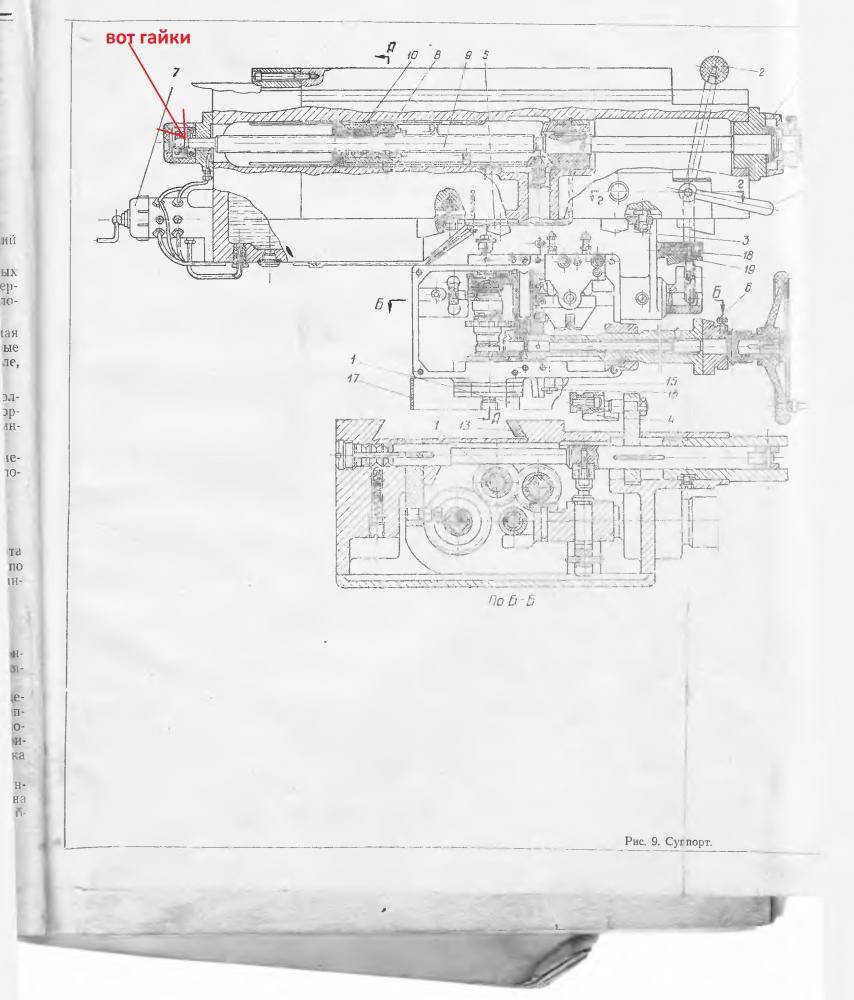
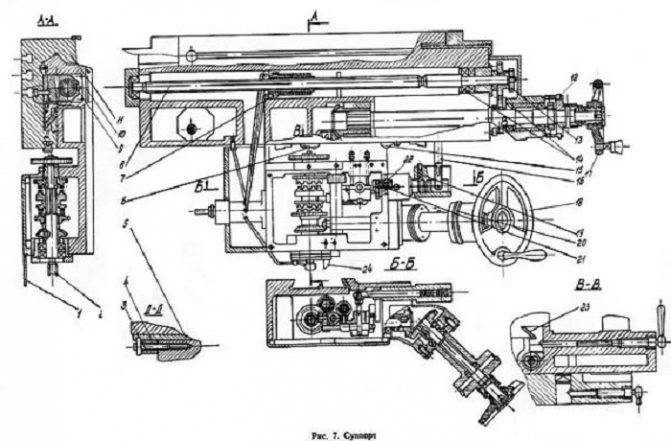
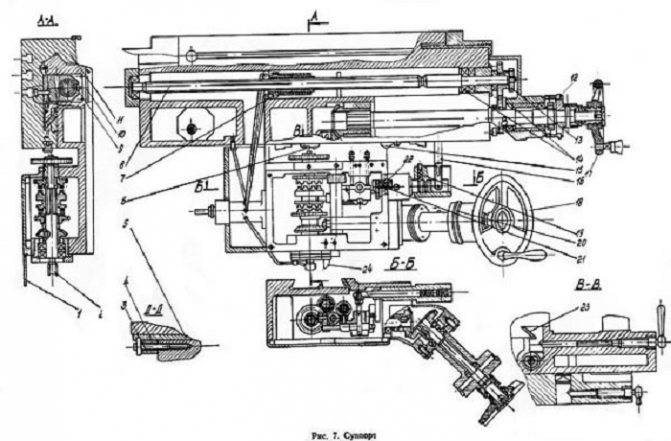
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
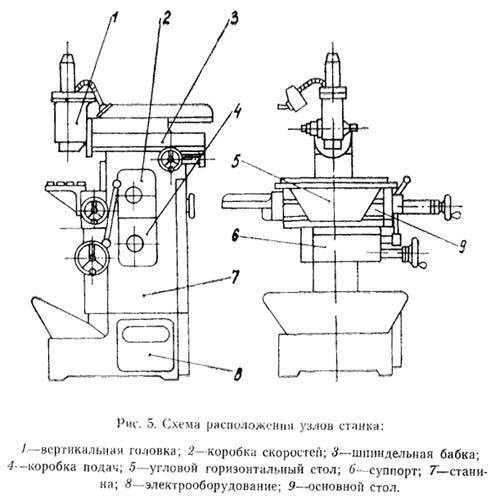
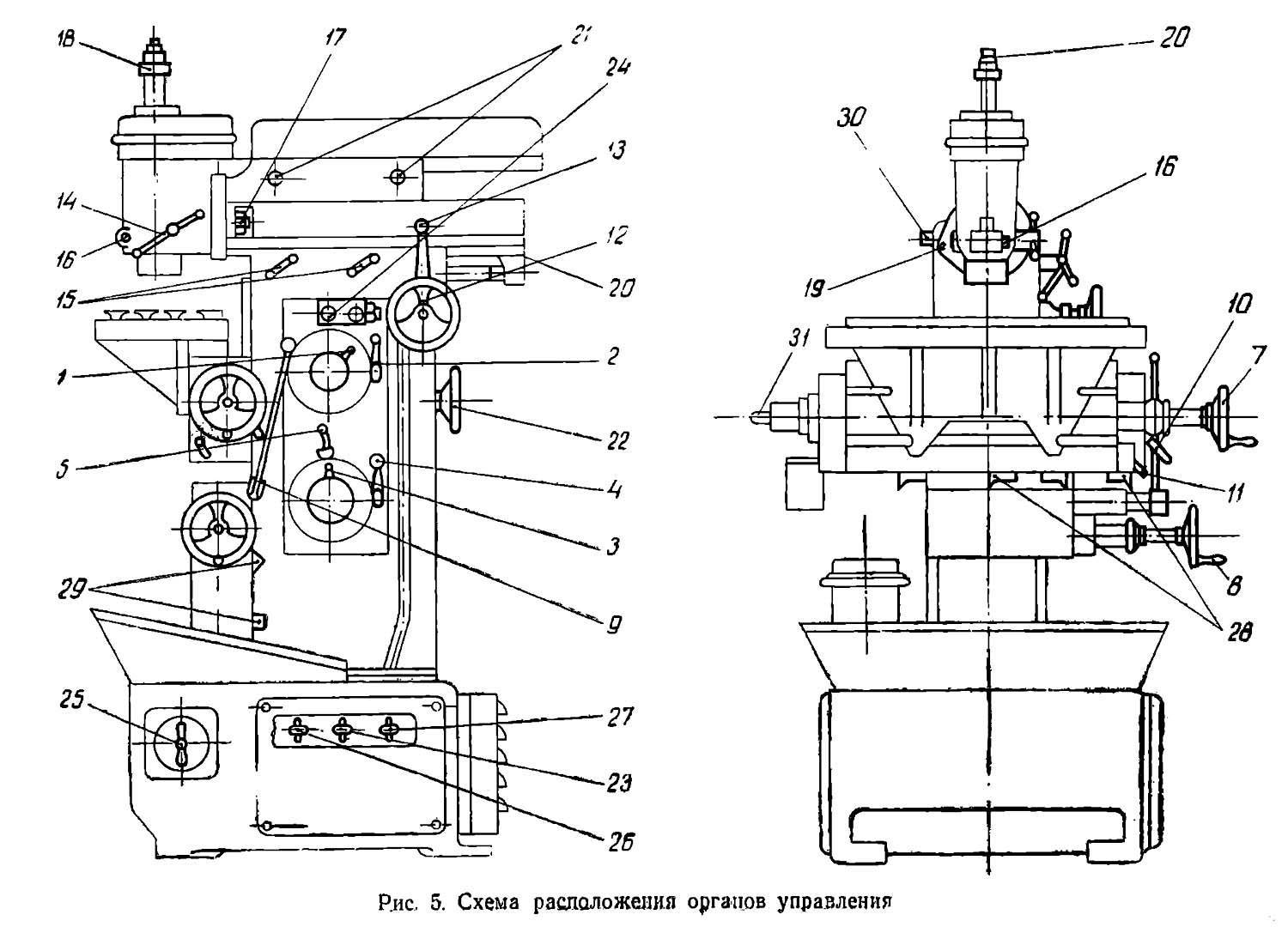
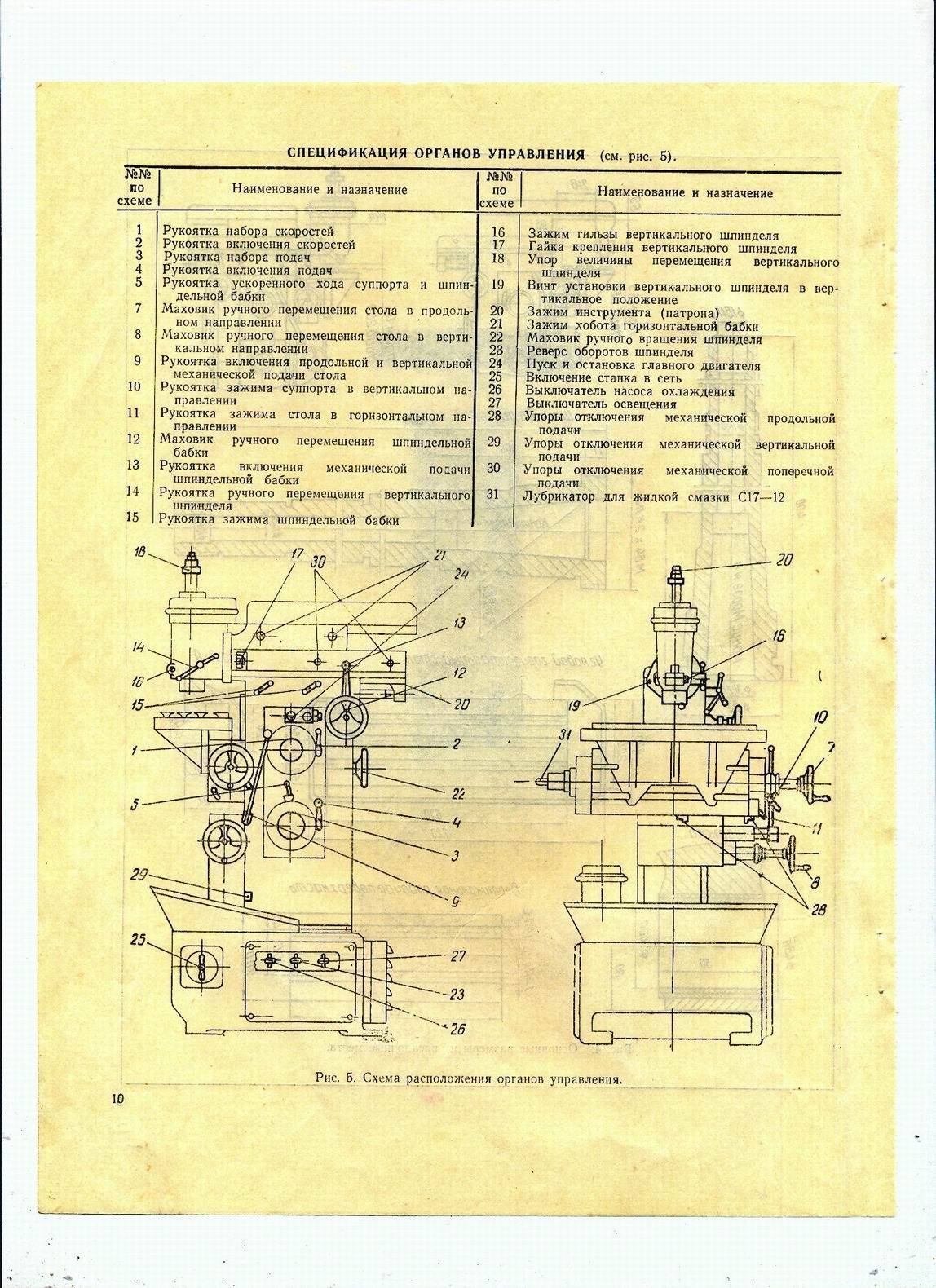
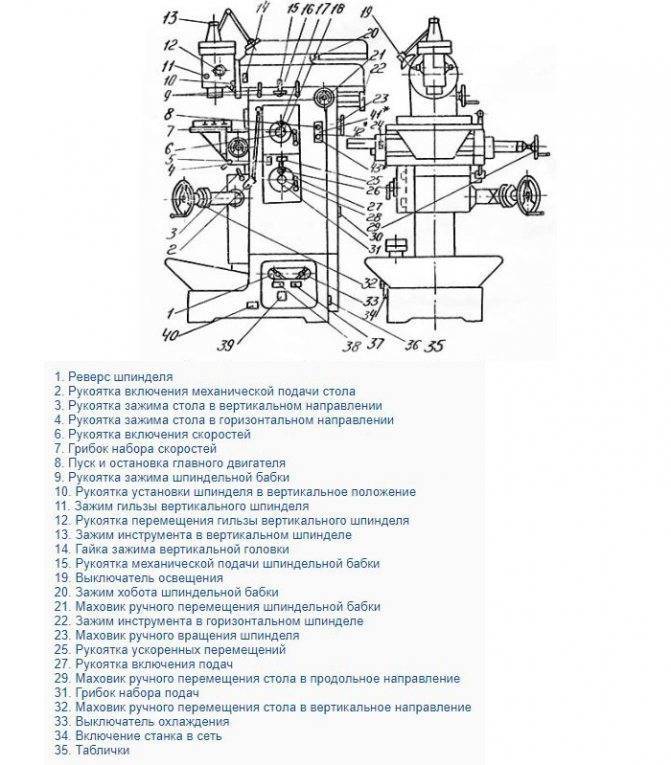
Общий вид и органы управления
Основание высокое с электрическим ящиком сбоку и электродвигателем сзади. Коробка подач внутри толстостенной литой стойки. Коробка скоростей собрана в отдельном ящике и расположена сбоку. Консоль небольшого размера поднимается по направляющим, обеспечивая вертикальное перемещение детали.
На основной стол с Т-образными пазами устанавливаются дополнительные приспособления, включая съемный горизонтальный стол. Справа на стойке и столе расположены маховики для ручного перемещения стола и консоли. Там же кнопки пуска и рукоятка переключения скоростей вращения шпинделя.
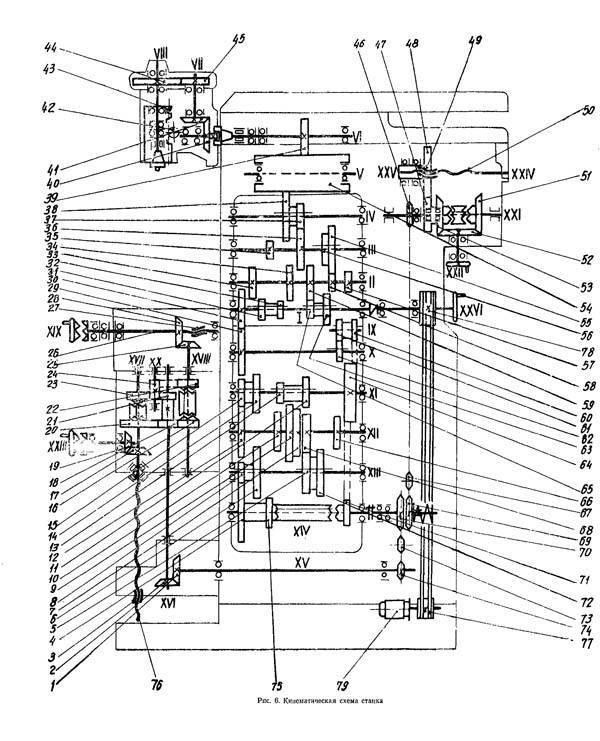
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I. 4—5—7—2—1—8—9—16 — 95 об/мин
- II. 3—6—7—2—1—8—9—16 — 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) — 300 об/мин
- IV. 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) — 470 об/мин
- V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) — 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) — 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) — 17,5 мм/мин
- II. 45—43—44—40—41—36—35—34—33—32—20—19(18) — 26,8 мм/мин
- III. 45—43—44—40—39—38—35—34—33—32—20—19(18) — 44,7 мм/мин
- IV. 45—43—42—37—35—34—33—32—20—19(18) — 69,7 мм/мин
- V. 45—43—42—41—36—35—34—33—32—20—19(18) — 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) — 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
Особенности конструкции станка
Распространенный 675П фрезерный станок характеризуется весьма распространенной компоновкой. Она представлена сочетанием следующих элементов:
- Для фиксации инструмента может применяться два шпинделя. Как правило, вертикальный шпиндель может применяться для фиксации довольно большого количества различных инструментов.
- Вертикальный или основной стол.
- У конструкции есть коробка подачи и скоростей, которые спрятаны в корпусе, обеспечивается доступ для обслуживания и ремонта. За счет установки электродвигателя мощностью 1,5 кВт существенно расширяется область применения оборудования.
- Имеется и горизонтальный съемный стол.
- Шпиндельная бабка предназначена для защиты основных элементов.
- Электрическое оборудование предназначено для управления основными узлами.
- Станина выступает в качестве основания, на котором крепятся все основные узлы. В рассматриваемом случае она представлена литой чугунной конструкцией.
- Вертикальная головка.

Чертеж горизонтального шпинделя и других узлов можно встретить в нормативной документации. Фрезерный станок 675П, паспорт которого включается в комплект поставки, имеет 16 скоростей и несколько ускоренных ходов. Для холостого хода может использоваться режим реверса, когда шпиндель вращается в обратном направлении.




Скачать паспорт (инструкцию по эксплуатации) токарного станка 675
Особенности конструкции
Фрезерный станок 675 отличается небольшими размерами при возможности обрабатывать заготовки длиной до 600 мм. Конструкция включает в себя два шпинделя, рабочий вертикальный стол и съемный горизонтальный. В комплект станка входит шкаф под приспособления и инструмент.
Цепь главного движения
К горизонтальному шпинделю вращение передается через зубчатое зацепление с барабанной шестерней, соединенной с коробкой скоростей. Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Цепь подач
Цепь подач передает движение сразу на 3 рабочих узла, обеспечивая перемещение по всем осям:
- суппорт – вертикальное;
- салазки – продольное;
- шпиндельная бабка – поперечное.
Ускоренный ход составляет 935 мм/мин. Рабочих подач 16, от 12,5 мм/мин до 400 мм/мин. Механизм подач работает от главного привода, получая вращение от коробки скоростей через зубчатое зацепление шестеренок.
Суппорт
Через суппорт осуществляется продольное и поперечное перемещение стола с деталью через ходовой винт и приводной вал. Направление перемещения по 3 направлениям включается одной крестовой рукояткой в сторону направления движения. Смазка деталей производится лубрикатором.
Станина
Станина имеет высокое основание. Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Горизонтальный шпиндель
Горизонтальный шпиндель находится в верхней части станины, под хоботом. Он получает вращение от коробки скоростей через зубчатое зацепление. Шпиндельная бабка крепится на 2 радиальных опорах и стоит в 4 упорных подшипниках. Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Перемещение хобота ручное. Зажимается в рабочем положении справа 2 ручками. Скорость вращения регулируется ступенчато, имеет 16 положений. Перемещение шпиндельной бабки в горизонтальной оси ограничивают упоры. Смазка минеральным маслом осуществляется разбрызгиванием. Жидкость подается в поддон корпуса шпиндельной бабки.
Вертикальный шпиндель
Вертикальная головка относится к съемным узлам. Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Вертикальный шпиндель вместе с головкой поворачивается на 90⁰ вручную по шкале, нанесенной на основании его корпуса, и фиксируется штифтами. Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
Описание
Цена на фрезерный станок 6в75 указана с учетом погрузки на ваш транспорт. Купить б/у станок можно после осмотра, который проводится по предварительной записи по телефону на сайте.
Фрезерный станок 675, 675П, 6В75 – инструментальный широкоуниверсальный фрезерный станок, предназначенный как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами.
Фрезерный станок 675, 675П, 6В75 представляет собой вертикальную станину, на верхней части которой имеются горизонтальные направляющие, по которым перемещается шпиндельная бабка с горизонтальным шпинделем. На переднем торце этой бабки может при необходимости устанавливаться вертикальная фрезерная головка, в которой находится вертикальный шпиндель. На передней части станины имеются вертикальные направляющие, по ним передвигаются салазки, передняя вертикальная поверхность которых представляет собой основной рабочий стол станка. На рабочем столе при необходимости может быть установлен угловой стол, рабочая поверхность которого горизонтальна.
Для повышения универсальности фрезерный станок 675, 675П, 6В75 комплектуется поворотными тисками, делительной головкой и поворотным круглым столом, которые могут устанавливаться как на угловом столе, так и на основном вертикальном столе станка. Также он может быть укомплектован быстроходной головкой, увеличивающей число оборотов для работы с большими нагрузками, долбежной головкой, монтируемой на торце шпиндельной бабки и резцедержателем для выполнения расточных работ.
Главное движение станка – вращение фрезы – обеспечивается через коробку скоростей, передается на горизонтальный шпиндель и через коническую пару шестерен – на вертикальный шпиндель. От того же привода движение поступает и в цепи подач: для вертикального перемещения суппорта, продольного перемещения салазок и поперечного перемещения шпиндельной бабки.
| Технические характеристики | Параметры |
| Размеры поверхности углового горизонтального стола, мм | 500 х 200 |
| Число т-образных пазов | 2 |
| Ширина т-образных пазов, мм | 14 |
| Расстояние между т-образными пазами, мм | 50 |
| Размеры поверхности вертикального стола, мм | 630 х 200 |
| Класс точности по ГОСТ 8-71 и 70-11 | П |
| Расстояние от оси горизонтального шпинделя до стола, мм | 80 – 380 |
| Расстояние от торца вертикального шпинделя до стола, мм | 0 – 380 |
| Расстояние от торца станины до оси вертикального шпинделя, мм | 130 – 330 |
| Расстояние от торца горизонтального шпинделя до торца серьги, мм | 210 |
| Перемещение суппорта, продольное / вертикальное, мм | 320 / 300 |
| Цена одного деления лимба, мм | 0,05 |
| Перемещение на один оборот лимба, продольное/вертикальное, мм | 0,5 / 2,5 |
| Наибольшее перемещение шпинделя, мм | 200 |
| Цена одного деления лимба шпинделя, мм | 0,05 |
| Перемещение на один оборот лимба, мм | 5 |
| Внутренний конус | Морзе 4 |
| Наибольший угол поворота вертикальной головки, градусов | 90 |
| Наибольшее перемещение вертикальной головки, мм | 60 |
| Внутренний конус вертикальной головки | Морзе 4 |
| Габаритные размеры станка (Д х Ш х В), мм | 1110 х 1170 х 1650 |
| Масса станка с электрооборудованием, кг | 770 |
Фрезерный станок 675, 675П, 6В75 оснащен системами смазки вращающихся и подвижных частей станка и подачи в зону фрезерования смазочно-охлаждающей жидкости.
Технические свойства и назначение
Рассматриваемый станок для фрезеровальных работ 675, технические свойства которого формируют его большую сферу использования, отличается большой точностью. Модель может использоваться для фрезеровки во время установки таких видов инструмента:
- Концевые и торцевые, шпоночные. Аналогичные фрезы ставятся в вертикальном положении, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они ставятся при фиксации в шпинделе горизонтального типа.
Станок многоцелевой фрезерный рассматриваемой модели может применяться для обработки заготовки под угол. При этом аппарат располагает специализированной делительной головкой и столом круглой формы, благодаря чему можно создавать отверстие и иные элементы на равном расстоянии по отношению друг к другу.
Рассматриваемая модель укомплектовывается инструментальным шкафом, предназначенного для хранения инструмента и разного оборудования. За счет данного компонента значительно становится шире сфера применения устройства. При использовании дополнительного инструмента и оснастки проводятся непростые операции, которые выполнить на обыкновенных моделях не выйдет.
Техвозможности рассматриваемого оборудования также очень обширны. Ключевыми моментами можно назвать следующее:
- Размеры конструкции дают возможность проводить фрезеровка заготовок, ширина которых более 25 см и длина до 80 см. Очень высокая точность дает возможность проводить обработку заготовок с маленькими геометрическими размерами.
- Вертикальный шпиндель устанавливается на специальном подвижном хоботе. При этом имеется возможность поворота во обоюдно поперечных плоскостях под угол 90 градусов.
- Требуемая точность достигается благодаря уменьшению степени вибрации установки во время работы. Для этого все узлы размещены на чугунной станине, которая отлично справится с задачей по гашению вибрации.
- На станине есть электрический насос с критерием продуктивности около 22 литров за минуту. Благодаря этому узла выполняется подача смазочно-охлаждающей жидкости. Аналогичное вещество дает возможность значительно увеличить служебный срок устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобная для оператора. Собственно поэтому не появляется проблем с его управлением.
- Позволяется проводить установку станка для фрезеровочных работ в цехах со штучным и мелкосерийным критерием продуктивности труда.
- Наличие вертикального и горизонтального шпинделя дает возможность значительно увеличить область использования фрезеровочных станков.
- Небольшие размеры агрегата дают возможность проводить его установку в традиционном гараже или мастерской дома. По мимо этого, главные характеристики дают возможность проводить установку станка для фрезеровочных работ в помещениях для производственных нужд.
- Значительно увеличить возможности станка для фрезеровочных работ можно путем установки долбежной головки. В основном, они используются для проведения долбежной процедуры.
Технологичными характерностями модели можно назвать приведенные ниже параметры:
- Масса станка для фрезеровочных работ составляет 1,1 тонн. Данный момент определяет то, что оборудование может ставиться без подготовительной подготовки основания. Значительно увеличить точность обработки можно за счёт создания основания, представленного плитой.
- Для подачи СОЖ ставится насос с мощностью 0,12 кВт. Подача аналогичной жидкости проходит в территорию резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов за минуту, у вертикального данный показатель в диапазоне от 63 до 2000 оборотов за минуту.
- Самый большой вращающий момент 214 Нм.
Область назначения рассматриваемого оборудования состоит в установке в домашних мастерских, а еще маленьких помещениях на производстве. Благодаря использованию самых разных инструментов имеется возможность получить изделия очень разной формы и размеров.
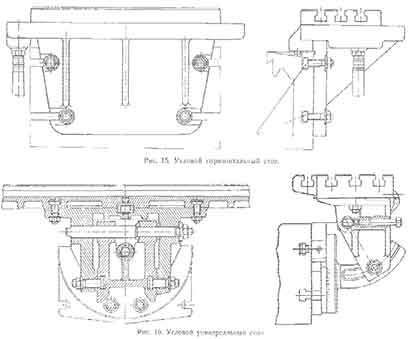
Угловой универсальный стол
Съемный угловой стол вешается на суппорт верхними шпонками. К рабочей поверхности прикручивается болтами. Он имеет 5 Т-образных пазов для крепления заготовки и вращает ее вокруг горизонтальной оси. Вращение стола производится вручную, по лимбу на передней части. Там же расположена ручка зажима приспособления.
Справка! Угловой стол позволяет обрабатывать боковые плоскости детали обоими шпинделями. Делать сверление и расточку, шпоночные пазы, фрезеровать многогранники по периметру.
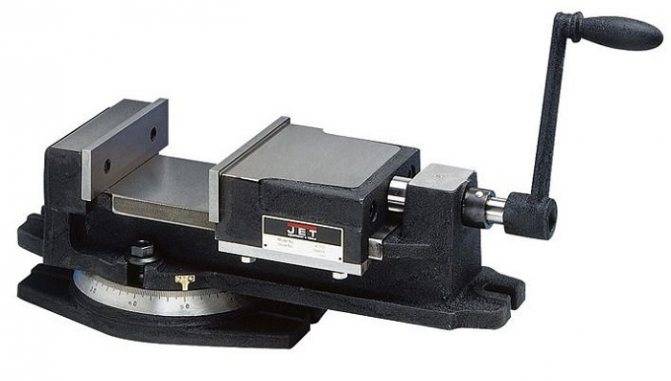
Тиски
Тиски устанавливаются на рабочий и поворотный стол. Они позволяют производить обработку мелких деталей с высокой точностью, делать сложные рельефы.
Круглый стол
К съемным приспособлениям, входящим в комплект станка, относится круглый стол. Он крепится к продольному столу. Благодаря делительной головке его функциональность увеличивается. Обработка боковых и верхней поверхности заготовки производится горизонтальным шпинделем.
Делительная головка
Делительная головка позволяет с высокой точностью прокрутить деталь на заданный угол. Приспособление позволяет изготавливать зубчатые колеса и другие сложные детали с повторяющимися элементами.

6720В станок фрезерный широкоуниверсальный высокой точности. Назначение и область применения
Инструментальный широкоуниверсальный станок модели 6720В выпускался Одесским заводом фрезерных станков c 1982 года прошлого века и заменил устаревшую модель .
Станок предназначен для выполнения разнообразных фрезерных работ в различных плоскостях и под различными углами наклона в широком диапазоне режимов резания. Наличие горизонтального и вертикального шпинделей и большого количества принадлежностей позволяет производить следующие операции: сверление, долбление, шлифование, растачивание, подрезку торцов, нанесение рисок, фрезерование винтовых поверхностей.
Фрезерный станок модели 6720В предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Станок 6720В применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Широкие технологические возможности станка позволяют наиболее эффективно применять его в инструментальном производстве.
Принцип работы и особенности конструкции станка
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.







Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
К станку 6720В прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
На станке механизированы зажимы инструмента и рабочих органов, что позволяет увеличить производительность работы.
Система смазки — централизованная. Категория качества станка — высшая.
Шероховатость обрабатываемых поверхностей Ra 2,5 мкм.
Класс точности станка В по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не должен превышать 88 дБА (без головки вертикальной).
Год принятия станка к серийному производству — 1982.
Проектная организация — Одесский завод фрезерных станков им. С. М. Кирова.
Основные характеристики фрезерного широкоуниверсального станка 6720В
Производитель: Одесский завод фрезерных станков им. С.М.Кирова.
- Размеры рабочей поверхности вертикального стола (основного) – 200 х 500 мм
- Размеры рабочей поверхности углового горизонтального стола – 200 х 630 мм
- Расстояние от оси горизонтального шпинделя до поверхности углового стола – 80..450 мм
- Расстояние от торца вертикального шпинделя до поверхности углового стола – 22..392 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший вертикальный ход стола (Z) – 320 мм
- Наибольший поперечный ход шпиндельной бабки (Y) – 200 мм
- Конец шпинделя – конус Морзе 4
- Пределы частот вращения горизонтального шпинделя – 40..2240 об/мин
- Пределы частот вращения вертикального шпинделя – 40..2240 об/мин
- Электродвигатель привода шпинделя – 1,5 кВт; 1500 об/мин
- Вес станка – 1,4 т.