Электрооборудование строгального станка 7307г
На станке установлено следующее электрооборудование:
- электродвигатель 4A132S6У3
- электромагнитные муфты:
- муфта пусковая ЭТМ094-1Н8
- муфта тормозная ЭТМ066-1А8
- муфта ускоренного перемещения стола ЭТМ074-1Н8
- светильник местного освещения HKC0lxl00/П00-03У4 с лампой М024-40
Вводный автоматический выключатель и аппараты цепей управления установлены в электрошкафу, укрепленном на задней стенке станины.
На станке применяются следующие величины напряжений:
- силовая цепь ~380 В переменного тока частотой 50 Гц
- цепь управления ~110 В переменного тока частотой 50 Гц
- цепь местного освещения ~24 В
- постоянного тока — цепь питания и управления электромагнитными муфтами =24 В
По особому заказу за отдельную плату электрооборудование может поставляться с напряжением силовой цепи 220, 400, 440 В и частотой 60 Гц, напряжением цепи управления 220 В.
Защита электрооборудования от токов короткого замыкания осуществляется:
- на вводе, ответвлениях к электродвигателю M1 (см. рис. 15.. .17) и трансформаторам управления Т1 и Т2 — вводным автоматическим выключателем Q1
- цепи местного освещения — предохранителем F1
- цепи управления 110 В — предохранителем F2
- цепи управления 24 В — предохранителем F3
Защита от перегрузки электродвигателя Ml осуществляется вводным автоматическим выключателем Q1.
Минимальная защита, исключающая самовключение электродвигателя и электромагнитных муфт, осуществляется магнитными пускателями.
Станок оснащен следующей световой сигнализацией:
- „Электросеть подключена» — сигнальная лампа белого цвета, расположенная на электрошкафу
- „Напряжение на электродвигателе» — сигнальная лампа зеленого цвета, расположенная на поперечине
- „Замыкание цепи управления на землю» — две сигнальные лампы желтого цвета, расположенные на электрошкафу
При замыкании на землю какой-либо точки цепи управления 110 В слева по схеме (см. рис. 15) от катушек магнитных пускателей загорается левая лампа, справа — загорается правая лампа. При замыкании цепи управления на землю в двух точках (слева и справа) перегорает предохранитель F2.
Все органы управления расположены на станке слева. Кнопка „Аварийное отключение станка», „Включение станка», „Установочное перемещение ползуна» находятся на съемной боковой крышке станины. Кнопки „Включение хода ползуна», „Выключение хода ползуна», „Ускоренное перемещение стола» расположены на поперечине.
Ввод питающих проводов предусмотрен снизу электрошкафа. Здесь же на задней стенке станины расположен винт заземления.
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Технические характеристики станка
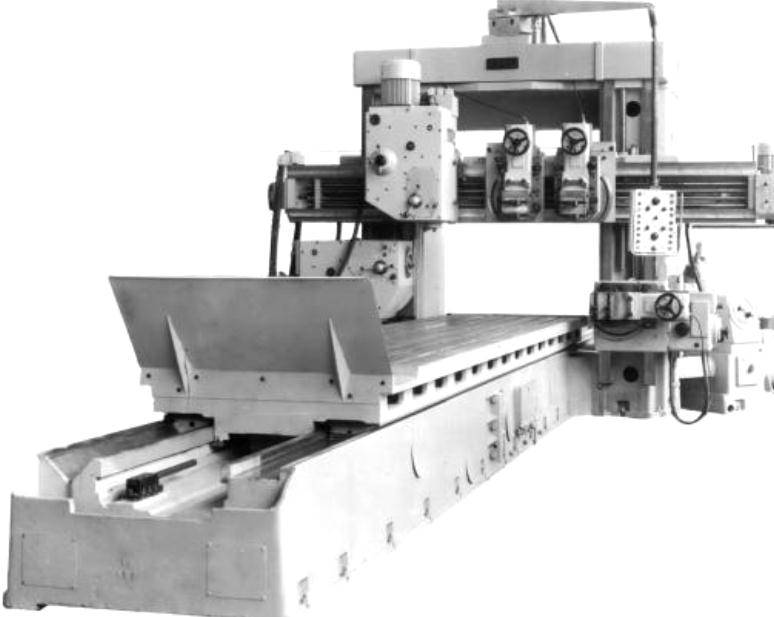
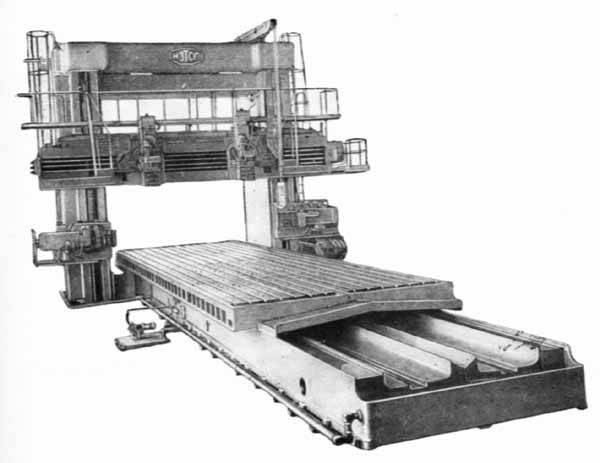
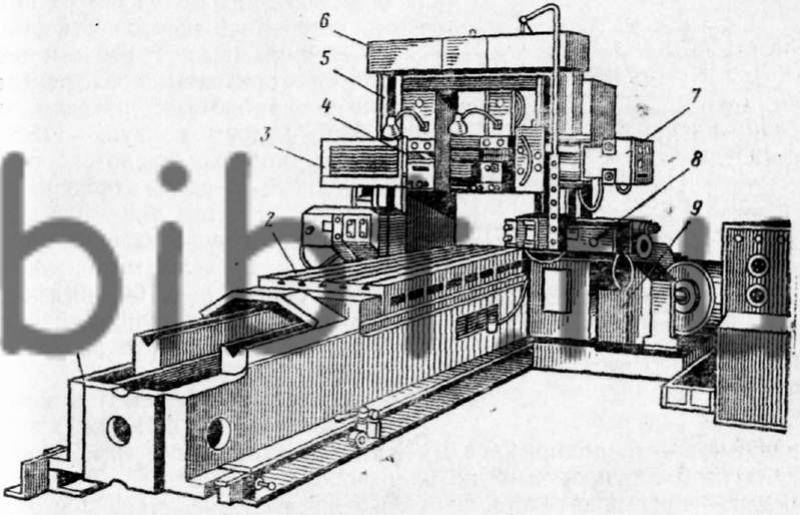
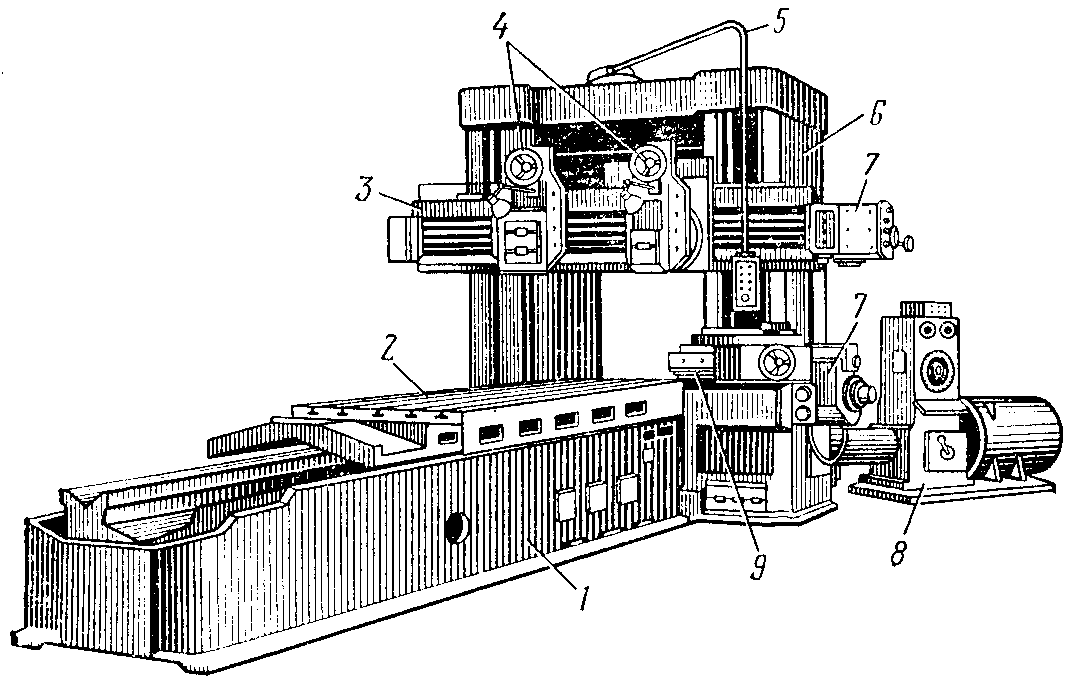
Двухстоечный продольно-строгальный станок модели 7212 предназначенный для обработки резанием длинномерных заготовок из стали и разных цветных сплавов. Для повышения производительности на столе можно обрабатывать с одной установки нескольких заготовок одновременно. Это производится в тех случаях, когда суммарное тяговое усилие, прилагаемое к столу, не выходит за допустимые пределы. Оборудование относится к классу точности Н, и обладает такими технологическими показателями:
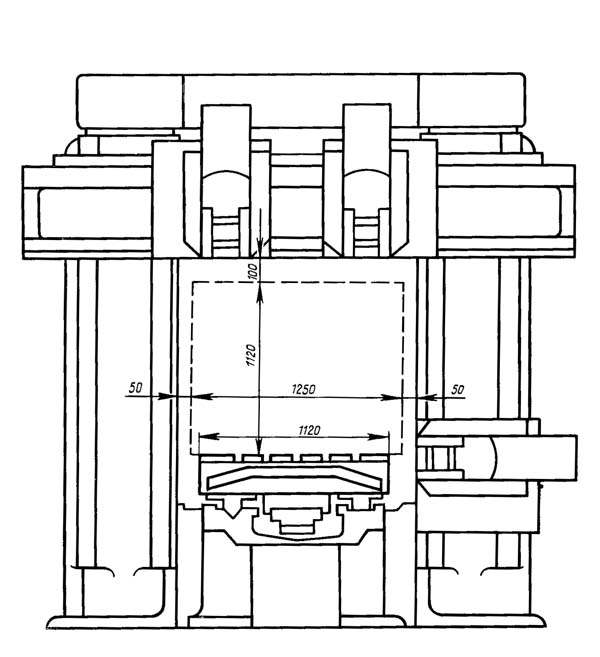
- Размеры рабочего пространства для заготовки, максимальные (длина×ширина×высота), мм – 1120×1250.
- Расстояние между стойками в свету, мм – 1350.
- Размеры стола (ширина×длина), мм — 1120×
- Рабочий диапазон продольных перемещений, мм – 900…1200.
- Тяговое усилие на метр длины, кН – 200.
- Количество суппортов на поперечине станка – 3: два – вертикальных, один – боковой.
- Максимальное значение хода, м: по горизонтали – 1,875, по вертикали – 0,3.
- Максимальное перемещение, м – 1,12.
- Возможность поворота: да, ±60°. Точность поворота ±1°.
- Ход поперечины в вертикальном направлении, м – 1,12.
- Установочная скорость хода поперечины, мм/с – 20,76.
Для удобного и безопасного выполнения производственных операций продольно- строгальный станок оборудуется устройством бесступенчатого регулирования скоростью движения и предохранителем хода в случае перегрузки по усилия (для станка 7212 оно составляет 120 кН). Отвод резцедержателя при обратном перемещении узла выполняется автоматически.
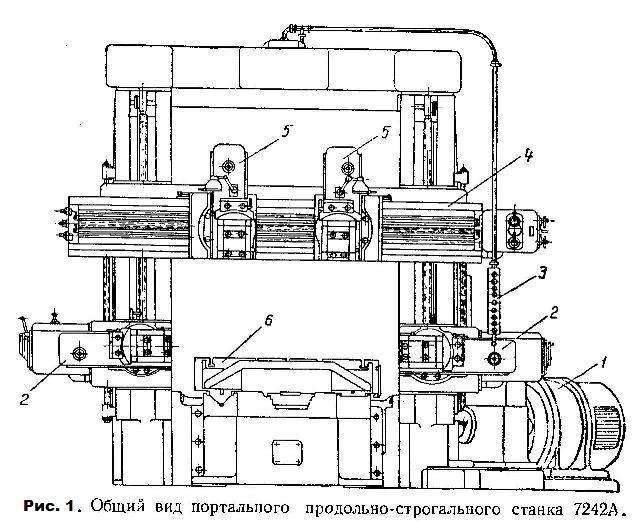
Электрическая схема станка очень сложная, что обусловлено наличием нескольких электродвигателей:
- Главного привода, 100 кВт;
- Привода машинных преобразователей (для модели 7212 электрическая схема станка включает в себя два двигателя, 55 кВт и 3 кВт);
- Двумя двигателями, приводящими в движение поперечину, и осуществляющими её торможение ( соответственно 5,2 и 0,8 кВт);
- Двумя двигателями, управляющими действием суппортов: вертикального и бокового, по 2,2 кВт каждый;
- Для привода вентилятора, 0,8 кВт;
- Для питания генераторов и управляющих приводов, 4,9 кВт.
Все электродвигатели питаются от сети переменного тока напряжением 380 В и частотой 50 Гц.
Среди главных технических характеристик продольно-строгального станка также находятся:
- Возможность регулировки значений подачи, мм — 0,25…12,5.
- Минимальное значение шага подачи, мкм – 50.
- Скорость установочных перемещений: в вертикальном направлении — 1,47 м/мин, в боковом направлении – 0,735 м/мин.
- Количество режимов передвижения – два: 4…80 м/мин – для прямого и 12…80 м/мин — для установочного (холостого) хода.
- Масса агрегата, т – 35.
Технические характеристики долбежного станка 7430
| Наименование параметра | 7430 | 7М430 | 7Д430 | 7Д450 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Ход долбяка H1, мм | 125..380 | 120..320 | 120..320 | 120..500 |
| Диаметр стола, мм | 650 | 630 | 630 | 800 |
| Расстояние от плоскости стола до направляющих долбяка Н, мм | 420 | 500 | 500 | 700 |
| Расстояние от долбяка до станины (вылет) l, мм | 560 | 590 | 615 | 710 |
| Наибольшая высота обрабатываемого изделия при обработке наружной поверхности, мм | 300 | 320 | 500 | 650 |
| Наибольшая высота обрабатываемого изделия при обработке внутренней поверхности, мм | 250 | 250 | 325 | |
| Долбежная головка станка (долбяк) | ||||
| Наибольшее перемещение долбяка, мм | 570 | 500 | 700 | |
| Наибольший угол поворота долбяка в направлении продольной подачи, град | 10 | 10 | 10 | |
| Наибольшее сечение резца, мм | 40 х 25 | 32 х 20 | 40 х 25 | |
| Скорость долбяка под нагрузкой, м/мин | 3..38 | 3..38 | ||
| Установочное регулирование хода долбяка, мм | ||||
| Наибольшее усилие резания, кг | ||||
| Рабочий стол станка | ||||
| Наибольшие перемещения стола продольные (по направляющим станины), мм | 635 | 650 | 650 | 800 |
| Наибольшие перемещения стола поперечные (по направляющим салазок), мм | 635 | 500 | 510 | 650 |
| Наибольшие перемещения стола круговые, град | 360° | 360° | 360° | 360° |
| Цена деления лимба при продольном и поперечном перемещении стола, мм | 0,2 | 0,1 | 0,1 | |
| Цена деления лимба при круговом перемещении стола, град | 1 | 1 | 1 | |
| Пределы подач за один двойной ход продольные, мм | 0,1..1,25 | 0,2..2,4 | 0,1..2,5 | 0,1..2,5 |
| Пределы подач за один двойной ход поперечные, мм | 0,1..1,25 | 0,2..2,4 | 0,1..2,5 | 0,1..2,5 |
| Пределы подач за один двойной ход круговые, град | 0..2,0° | 0,1..1,4° | 0,1..1,4° | 0,1..1,4° |
| Скорость быстрого перемещения стола продольная, мм/мин | 2,5 | 2,8 | 2,8 | |
| Скорость быстрого перемещения стола поперечная, мм/мин | 2,5 | 2,8 | 2,8 | |
| Скорость быстрого перемещения стола круговая, об/мин | 4,07 | 4,5 | 4,5 | |
| Электрооборудование. Привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | |
| Электродвигатель гидропривода (главного движения), кВт | 7 | 7 | 10 | 10 |
| Электродвигатель ускоренного перемещения стола, кВт | 1,7 | 2,2 | 3,0 | |
| Электродвигатель электронасоса СОЖ, кВт | 0,12 | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 8,82 | 12,32 | 13,12 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2500 х 1990 х 2670 | 2650 х 1810 х 2890 | 3030 х 2175 х 3010 | 3540 х 2890 х 3465 |
| Масса станка, кг | 5500 | 5200 | 5700 | 8200 |
Список литературы:
Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
Петруха П.Г. Резание конструкционных материалов, режущие инструменты и станки, 1974
Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
Связанные ссылки
Паспорта к долбежным станкам и оборудованию
Каталог справочник долбежных станков
Прайс-лист информационных изданий
Устройство и принцип работы
Механическая часть строгальных станков состоит из следующих элементов:
- чугунная или стальная станина — основная часть конструкции, воспринимающая основные нагрузки, используемая для размещения узла с режущим инструментом и рабочего стола;
- рабочая поверхность — предназначена для размещения заготовок, их крепления;
- направляющие —необходимы для перемещения ползуна или рабочей поверхности;
- ползун — выполняет поступательные перемещения при обработке заготовок;
- резец, используемый для резки металла;
- суппорт — фиксирует резец под определённым углом;
- коробка переключения передач — применяется для изменения скорости вращения шпинделя с закреплённой заготовкой;
- тиски для фиксирования деталей при обработке.
Конструкция также включает электрические компоненты: двигатель, органы управления, контролирующие датчики, системы защиты. Для охлаждения механических элементов используется система подачи смазочных, а также охлаждающих жидкостей. Все узлы станка располагаются внутри стального или чугунного корпуса.








Принцип работы основан на прямом контакте режущего инструмента с обрабатываемой деталью. Обработка происходит при перемещении или вращении заготовки относительно резца.
Обработка детали (Фото: Instagram / khuevgen)
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.
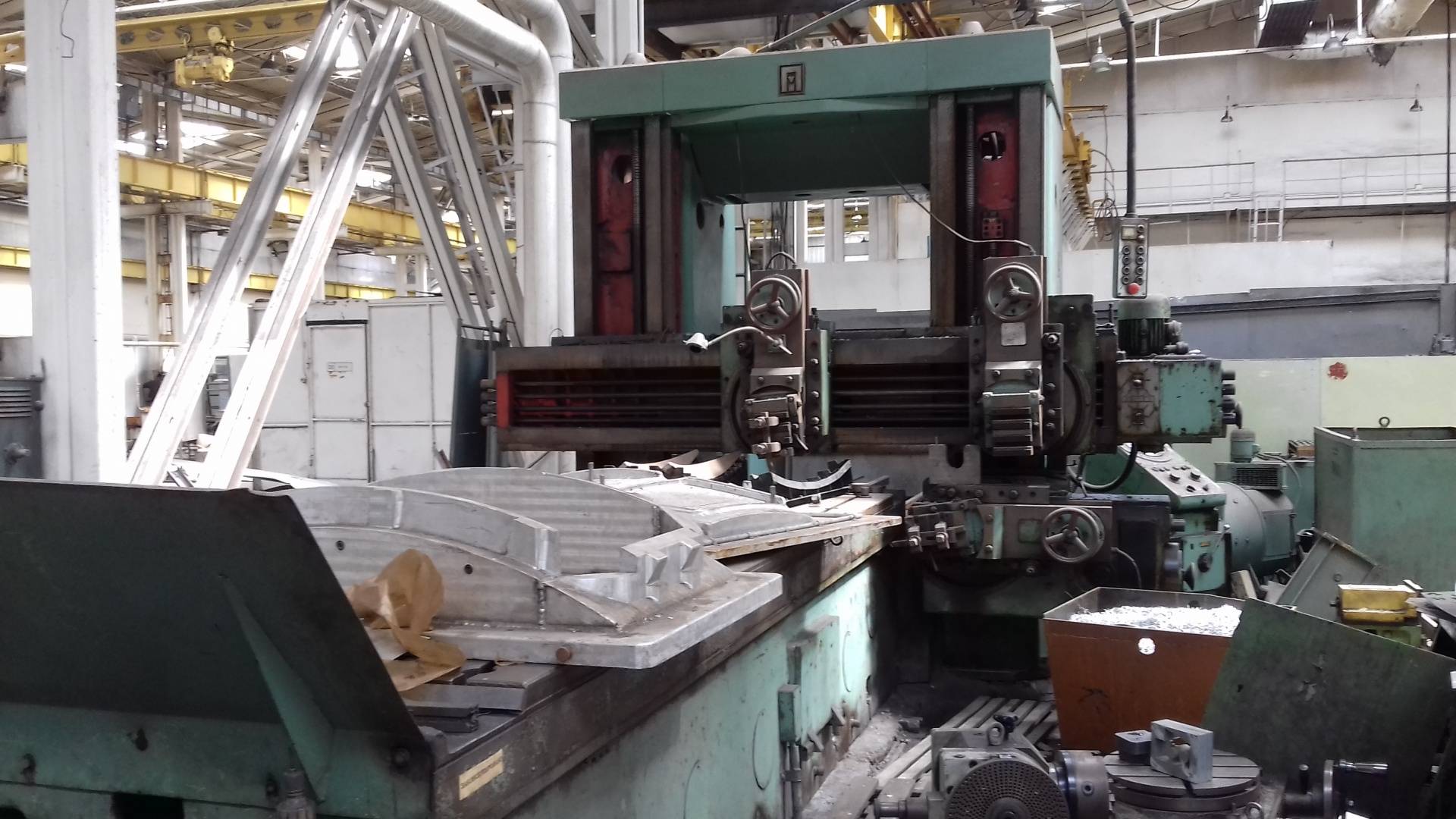
Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Это интересно: Особенности горизонтального расточного станка и его виды — излагаем детально
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.
Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
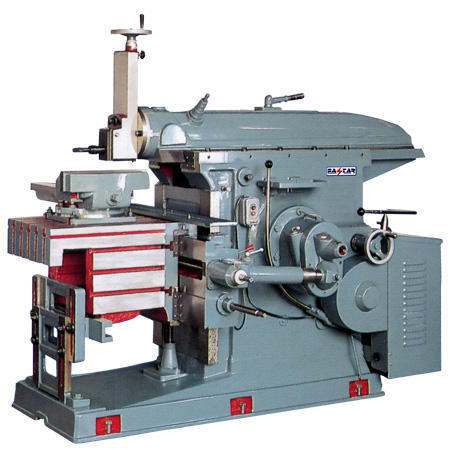
Поперечно-строгальный станок
Главный узел поперечно-строгального станка – это станина, на которой присутствуют горизонтальные направляющие, гарантирующие перемещение в продольной плоскости ползуна с суппортом. Вертикальные направляющие станины гарантируют перемещение поперечины, по которым передвигается стол, имеющий стойку для гарантии высокого уровня устойчивости. Заготовка крепится на горизонтальной и вертикальной опорных поверхностях стола в особых Т–образных пазах. А вот резец находится в особом держателе, который находится на суппорте. Базовое прямолинейное возвратно–поступательное движение передается ползуну, имеющему резец. Во время строгания горизонтальных плоскостей движение подачи передается на обрабатываемую деталь, которая двигается вместе со столом по направляющим поперечины. Чтобы осуществить строгание вертикальных и наклонных поверхностей подача происходит при помощи перемещения суппорта по вертикальным направляющим.
Станина такого инструмента состоит из чугунного корпуса в виде коробки, который установлен на плиту, монтируемую к фундаменту на крепежные болты. Внутренние ребра жесткости позволяют достичь высокого показателя жесткости и прочности станины. При этом в верхней части станины имеются плоские горизонтальные направляющие, к которым на винты крепятся планки, образующие направляющие типа «ласточник хвост». Такой формы направляющие помогают ползуну перемещаться и обеспечивают плотную посадку этого станка за счет регулировки одной из направляющих планок винтами сбоку станины.
На передней стенке станины есть плоские направляющие, которые обеспечивают вертикальное движении удерживающей стол поперечины. Внутри станины присутствует коробка скоростей и кулисный механизм, монтаж и ремонт которых можно осуществить через особые отверстия и люки, с крышками, установленные в стеках станины.
Такой станок работает от электродвигателя, который передает вращение шестискоростной коробки скоростей на вал, оборудованный скользящей шпанкой. Шпанка держит тройной блок шестерен, гарантирующий валу режим из трех скоростей. Следовательно, во время движения блока вдоль оси вала происходит поочередный захват шестерен с шестернями, закрепленными на шпонке на валу. Таким образом, вал имеет шесть скоростей.
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Такое оборудование осуществляет одномоментное строгание заготовки за один проход со всех сторон. Строгание происходит по фасонному профилю, чем гарантируется создание гребня, шпунта, калевки, а также лицевой части в виде плинтусов, наличников и карнизов. И все это за один проход. Фактически четырехсторонний строгальный станок объединил в себе стразу три станка: рейсмусовый, фуговальный и фрезеровальный. На таком станке есть нижний и верхний горизонтальный ножевой вал, который оснащен прямыми ножами и двумя ровными вертикально расположенными шпинделями.
Шпиндели нужны для крепления ножевых головок, фрез, или патронов, которые оснащены фасонными ножами. Вертикальные шпиндели вместе с нижним ножевым валом монтируются на станину и рабочую плиту. Верхний ножевой вал осуществляет вертикальные движения, вследствие чего гарантируется заданная толщина строгания заготовки. Шпиндели могут двигаться в горизонтальной и вертикальной плоскости по отношению к толщине и ширине обрабатываемой заготовки.
Независимо от конструкции строгальные станки по дереву обладают отличным уровнем производительности, долговечности и экономичности. При этом они обеспечивают высокое качество конечного продукта, который будет соответствовать всем мировым стандартам качества.
Сравнительная характеристика моделей 7110 и 7212
| Наименование модели | Длина хода стола, мм | Ширина стола, мм | Габариты, м | Масса, кг |
| 7110 | 3200 | 900 | 7,8×3,75×3,8 | 27400 |
| 7212 | 4000 | 1120 | 11,5×5,15×4 | 40200 |
| 7303 | 320 | 280 | 1,77×0,9×1,54 | 1100 |
| 7307 Г, 7307 ГТ | 500 | 360 | 0,53×400×320 | 500 |
| 7305 | 510 | 360 | 0,53×400×320 | 500 |
| 7Б35 | 710 | 450 | 2,85×1,68×1,8 | 3400 |
| 7Д36 | 700 | 450 | 2,8×1,65×1,8 | 3300 |
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Устройство фуговального станка
Устройство и принцип работы доменных печей
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.








Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Характеристика видов
Для резки металла используют резцы цельные либо составные. Цельные резцы полностью изготовлены из стали либо специального сплава. Составные детали оснащены насадкой из режущей пластины. Крепится насадка к стержню с помощью пайки, сварки или механическим способом. Виды материала для резцов разнообразны. Каждый из них имеет свои плюсы.
Инструментальная сталь. К ней относят углеродистую сталь, применяемую на небольшой скорости резания. Легированную сталь, теплостойкость которой позволяет обрабатывать металл на более высоких скоростях. Высоколегированная сталь (быстрорежущая) отлично выдерживает большие температуры и для резки металла обладает наилучшей производительностью.

Твердые сплавы. Большую производительность, чем стальные резцы, позволяет получить инструмент из твердых сплавов. Они бывают металлокерамическими, среди которых наиболее производительны вольфрамовые сплавы, титановольфрамовые и титанотанталовольфрамовые. Минералокерамические сплавы обладают хорошей теплостойкостью, но их использование ограничено ввиду хрупкости материала.

Эльбор. Износостойкий материал, позволяющий обрабатывать поверхности легированной стали. Для резки металла идеально подходит по нескольким параметрам, среди которых термическая стойкость наиболее ценное свойство материала. Применяется в промышленных производствах в обтачивание и шлифовании различных сплавов.
 Материал Эльбор в собственном виде
Материал Эльбор в собственном виде
Алмаз. По твердости этому материалу нет равных. В промышленности его уже давно используют для резки и обработки металлов. Многие ножи, сверла и другой инструмент из твердых сплавов изготавливается с помощью резцов с алмазным напылением на режущей плоскости.
Устройство
Для качественного выполнения возложенных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станину;
- суппорт с одним или несколькими резцедеражателями;
- раму (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
- блока управления.
Для рабочих перемещений резца в продольно-строгальных станках используется кривошипно-кулисный привод. Многочисленные варианты его настройки позволяют производить операции с металлом по вертикальным, горизонтальным и даже наклонным плоскостям.
Китайская модель станка
Изменение скорости перемещения подвижных частей производится коробкой передач, в которой имеется набор нескольких шестерённых пар. Включая (вручную, либо по программе) в работу определённую пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшёнными скоростями, чтобы исключить налипание стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Устройство и принцип работы оборудования
Компоновка узлов отличается простотой и включает несколько крупных элементов:
1. Фундаментную плиту с устойчивой станиной, фиксируемой болтами. Строгальный станок по металлу представляет собой довольно массивную конструкцию и весит не менее 1800 кг.
2. Ползун с вмонтированным суппортом, удерживающим и регулирующим положение строгального резца, и механизм его подачи.
3. Шкаф или кожух с двигателем (преимущественно асинхронными) и электрооборудованием и привод. Строгальные виды станков оснащаются кулисным, кривошипным, шестерным, переносным или гидравлическим механизмами передачи, первая группа является самой распространенной, но имеет сравнительно ограниченную длину хода ползуна (до 700 мм), разновидности с движением в пределах 700-1000 мм как правило гидрофицированы и имеют отдельный привод для осуществления ускоренного возврата суппорта.
4. Рабочий стол со стойками для дополнительного крепления и усиления жесткости и направляющими для горизонтального перемещения. У усовершенствованных модификаций он является наклонным.








Поперечное строгание в этих станках осуществляется с помощью совершающего возвратно-поступательные перемещение ползуна с закрепленным резцом с разными сечением и формой, в ходе контакта с инструментом сама заготовка остается неподвижной.
Снятие метала или формирование паза при этом осуществляется во время рабочего хода узла суппорта, после чего следует его холостой ход (как правило ускоренный в несколько раз) с возвратом в исходное положение. По завершении каждой возвратной операции станок осуществляет движение подачи стола в поперечном направлении относительно главного хода.
Основной размерной характеристикой является длина хода ползуна, варьирующаяся от 200 до 2400 мм, при среднем диапазоне 500-700. Суппорт с резцом способны перемещаться в продольном и вертикальном направлении и поворачиваться вокруг горизонтальной оси. Скорость его движения наряду с габаритами и параметрами подач стола оказывают прямое влияние на функциональность и размеры обрабатываемой заготовки. Устройства питаются от трехфазной сети и имеют простое управление.
Поперечно-строгальный станок
Главный узел поперечно-строгального станка – это станина, на которой присутствуют горизонтальные направляющие, гарантирующие перемещение в продольной плоскости ползуна с суппортом. Вертикальные направляющие станины гарантируют перемещение поперечины, по которым передвигается стол, имеющий стойку для гарантии высокого уровня устойчивости. Заготовка крепится на горизонтальной и вертикальной опорных поверхностях стола в особых Т–образных пазах. А вот резец находится в особом держателе, который находится на суппорте.
Базовое прямолинейное возвратно–поступательное движение передается ползуну, имеющему резец. Во время строгания горизонтальных плоскостей движение подачи передается на обрабатываемую деталь, которая двигается вместе со столом по направляющим поперечины. Чтобы осуществить строгание вертикальных и наклонных поверхностей подача происходит при помощи перемещения суппорта по вертикальным направляющим.

Станина такого инструмента состоит из чугунного корпуса в виде коробки, который установлен на плиту, монтируемую к фундаменту на крепежные болты. Внутренние ребра жесткости позволяют достичь высокого показателя жесткости и прочности станины. При этом в верхней части станины имеются плоские горизонтальные направляющие, к которым на винты крепятся планки, образующие направляющие типа «ласточник хвост». Такой формы направляющие помогают ползуну перемещаться и обеспечивают плотную посадку этого станка за счет регулировки одной из направляющих планок винтами сбоку станины.
На передней стенке станины есть плоские направляющие, которые обеспечивают вертикальное движении удерживающей стол поперечины. Внутри станины присутствует коробка скоростей и кулисный механизм, монтаж и ремонт которых можно осуществить через особые отверстия и люки, с крышками, установленные в стеках станины.
Такой станок работает от электродвигателя, который передает вращение шестискоростной коробки скоростей на вал, оборудованный скользящей шпанкой. Шпанка держит тройной блок шестерен, гарантирующий валу режим из трех скоростей. Следовательно, во время движения блока вдоль оси вала происходит поочередный захват шестерен с шестернями, закрепленными на шпонке на валу. Таким образом, вал имеет шесть скоростей.