Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
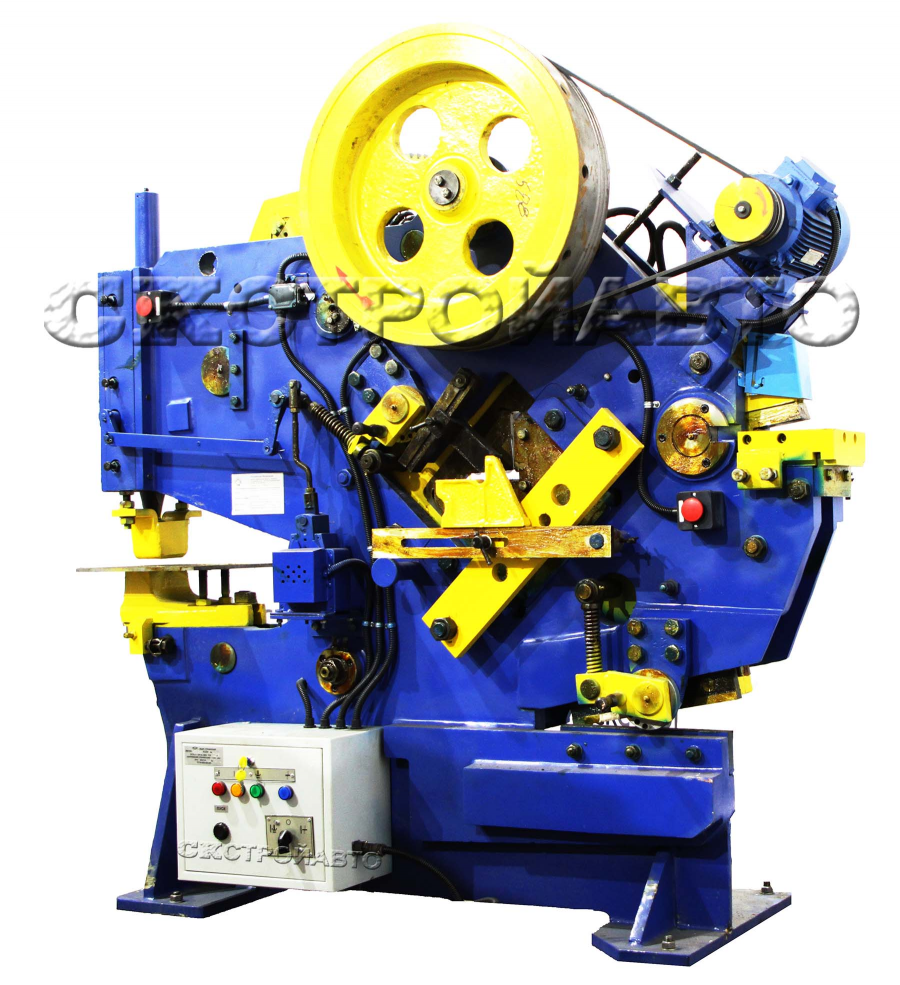
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
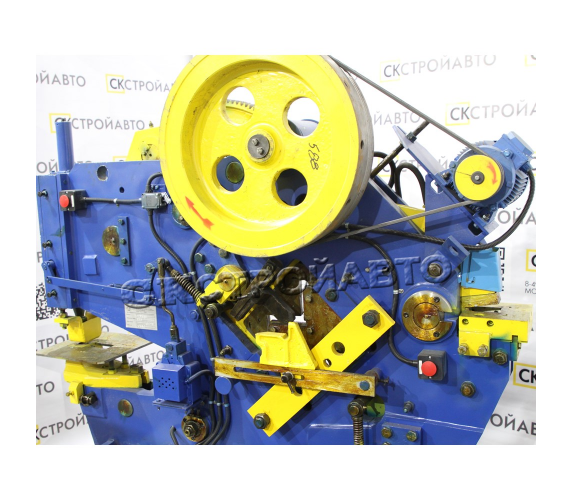
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
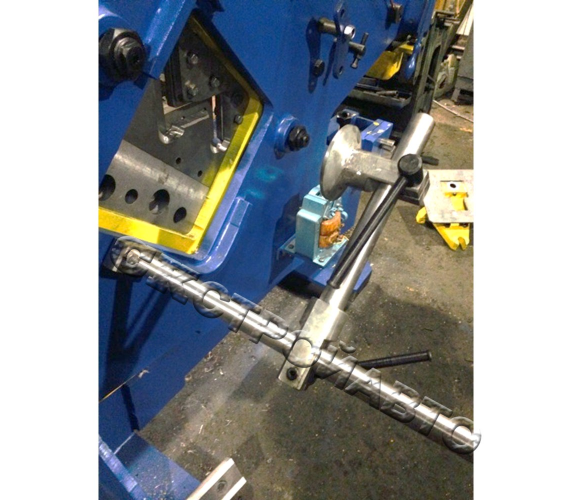
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т
Разновидности
Существует несколько факторов по которым классифицируются пресс ножницы:
- Вид энергоносителя. Могут быть гидравлическими, механическими.
- Функции. Выделяются установки узконаправленного профиля, с помощью которых можно разрезать только прутки, арматуру, профиля, уголки. Также существуют универсальные пресс ножницы, с помощью которых можно обрабатывать разные металлические детали.
- Тип энергоносителя. На производстве используются машины, которые подключаются к сети, в домашних условиях актуальны ручные модели.
- Вид установки. Продаются как крупногабаритные модели, используемые для серийного производства, так и портативные установки, которые можно переносить с места на место. Второй вариант не подходит для разрубания заготовок большой толщины из-за недостатка мощности.
- Тип автоматизации. Управление может быть ручным, автоматизированным. Дорогие модели комплектуются ЧПУ, которое позволяет проводить технологические процессы быстрее, уменьшить усилие со стороны оператора.
Пресс ножницы изготавливаются согласно определенным стандартам. Это ГОСТ 15032, ГОСТ 7355, ГОСТ 8248.





Среди общего многообразия выделяют три большие группы пресс ножниц:
- Ручные модели. Конструкция имеет два ножа, один из которых неподвижный, второй подвижный. Приводятся в действие усилием со стороны человека.
- Дисковые. Принцип действия заключается в том, что во время рабочего процесса заготовки разделяются двумя дисками, которые вращаются в противоположную друг от друга сторону.
- Оборудование для лома. Мощные аппараты, которые устанавливаются на крупных металлургических заводах. Усилие реза доходит до 3000 тонн.
Отдельная группа — контейнерные модели. Устанавливаются на автотранспорте.
Пресс-ножницы, используемые в ломопереработке
Существенным ограничением функциональности аллигаторных ножниц считается наличие бокового сдвигающего усилия во время резки, вследствие чего ухудшается качество реза, и повышаются требования по безопасности обслуживающего персонала. Этот недостаток устраняется применением комбинированных пресс-ножниц.
Пресс-ножницы с гидравлическим приводом для металлолома
Принцип действия таких ножниц заключается в следующем. Движение от электродвигателя через маховик и зубчатую передачу передаётся главному исполнительному механизму кривошипно-клинового типа. При этом в ползуне ножниц располагается комплект подвижных ножей, которые включает в себя инструмент для резки сортового и профильного проката, а также широкополосного лома. Неподвижные ножи закрепляются на станине и/или столе. В результате реализуется возвратно-поступательное перемещение ползуна в регулируемых направляющих, при котором сдвигающие усилия практически отсутствуют. Отдельным приводом производится пробивка отверстий в ломе, которые могут использоваться в качестве транспортных.
Недостатком комбинированных пресс-ножниц является необходимость замены комплекта ножей, при изменении габаритных размеров разрезаемого лома.
Скрапное разделительное оборудование, действующее от электропривода – стационарное, и может функционировать лишь непосредственно на базах приемах металлолома. Но часто возникает необходимость в оперативной разделке крупных стальных фрагментов металлолома непосредственно на месте его нахождения. В таких ситуациях не обойтись без гидравлических ножниц, для привода которых может быть использовано любое гидрооборудование.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Практическое применение
Гидравлические навесные ножницы в большинстве случаев выигрывают конкуренцию у переносных дисковых пил, поскольку обеспечивают большую производительность реза, при сохранении высокого качества поверхности раздела. Применяемый рабочий инструмент – ножи – значительно долговечнее, чем пильные диски (исключение составляют лишь диски с алмазными вставками, но их стоимость намного выше стальных ножевых вставок из сталей 9ХС или Х12М). Ещё больше преимуществ у таких ножниц перед мобильными установками газовой резки.
Еще одно видео – как работают навесные гидроножницы по разделке металлолома:
Для производства работ навесные ножницы устанавливаются на стрелу или рукоять экскаватора, при этом ротатор заблаговременно регулируется в положении, наиболее удобном для последующего выполнения работ. Установка на стрелу применяется в случаях, когда необходимо производить разрезку лома, уже имеющегося на площадке. В тех ситуациях, когда разрезку необходимо совмещать с демонтажными работами (в частности, при реконструкции зданий) удобнее монтировать ножницы на рукоять, что увеличивает радиус действия данного оборудования, ножницы часто применяются для демонтажа металлических конструкций.
Основным критерием прогрессивности модели навесных ножниц считается соотношение рабочего усилия к массе: чем оно выше, чем конкурентоспособнее и производительнее модель. Производительность ножниц увеличивается при повышенных значениях захвата зева и увеличения его ширины.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Разновидности
Все разнообразие моделей пресс-ножниц делится на:
- ручные механизмы (рычажные и дисковые);
- гидравлические;
- контейнерные.
Ручные ножницы для металла (рычажного типа)
Такой инструмент нашел широкое применение в слесарных мастерских, на мелких производствах, в пунктах приема металлолома. Пресс-ножницы ручные позволяют обрабатывать заготовки небольшого размера и малыми партиями.
Рабочей частью устройства служат два ножа для пресс-ножниц:
- Первый – закрепляется неподвижно на станине.
- Второй – приводится в действие мускульной силой, которая передается рычажному механизму.
Длина лезвий порядка 10 см.
Дисковые
Основой конструкции являются два дискообразных ножа с противоположным вращением.
Их удобно использовать для резки с малым усилием по ровному и криволинейному контуру; линия реза получается без заусенцев и деформаций.
Гидравлические
Инструмент универсального типа, отличается высокой производительностью и используется в промышленных масштабах. Они способны работать с металлом любого профиля, обеспечивая высокое качество. Конструкция оснащена гидроприводом, позволяющим развить высокое усилие. Особенности устройства пресс-ножниц:








- Основание сделано из бетона.
- Станина – изготавливается методом литья или сварным способом. Она достаточно массивна, чтобы выдерживать вес устройства и заготовки, контролировать ход ножей и гасить возникающие при эксплуатации вибрации.
Особенностью промышленных гидравлических ножниц (например, пресс-ножниц комбинированных Н5222а) является способность резать металл под углом к оси. Это дает возможность изготавливать сложные фрагменты машин и каркасные конструкции.
Замена комплекта ножей матрицей и пуансоном позволяет использовать механизм для пробивки отверстий (как гидравлический пресс с гибкой регулировкой усилия).
Пресс-ножницы для лома
Этот вариант является самым внушительным видом металлорежущих аппаратов, позволяющий утилизировать лом чёрных и цветных металлов, автомобильный, сталеплавильный, демонтажный лом. Пресс-ножницы для резки и переработки лома металлов — наиболее востребованные механизмы на погрузочных терминалах, металлургических заводах, металлозаготовительных площадках.
Можно встретить несколько модификаций: стационарные, мобильные (контейнерные) и комбинированные. Из паспорта пресс-ножниц можно узнать об особенностях машин:
- Усилие реза от 500-800 до 3 000 тонн.
- Средняя производительность 10-12 и более тонн/час.
- Металлолом перерабатывается без предварительной сортировки.
- Емкость накопительных контейнеров от 10 т.
Пресс-ножницы для металлолома с большой камерой прессования могут резать и пакетировать (прессовать) металлолом, включая скрап, трубы и кузова автомобилей. Они имеют несколько режимов работы (для разных категорий лома), регулируемый шаг реза и приспособлены для эксплуатации в зимних условиях.
Основные узлы:
- загрузочная (накопительная) камера;
- рабочая зона. Горизонтальные и вертикальные лезвия;
- прижимное устройство пресс-ножниц. Прессует нарезанный металлолом в брикеты.
Контейнерные
Это мобильный механизм, перемещаемый с помощью автотранспорта. Его удобно использовать в местах сбора лома (при демонтаже зданий и промышленных конструкций).
Устройство оформлено в виде контейнера, снабжено дизельным или электрическим приводом.
Условия применения
Заметка: Прежде чем приступать к работе всегда следует прочитать технический паспорт и проверить уровень гидравлического масла в приводе.
Принципы, которые следует выполнять при эксплуатации гидравлических ножниц:
- Прежде чем резать метал уточните его толщину и его жёсткостные характеристики, они не должны превышать предельных значений, указанных в техническом паспорте агрегата;
- Держать инструмент в частоте, в особенности рабочую часть.
- Производить замену масла согласно сроку, в тех паспорте, также следует заливать масло только указанных в нем марок. Средний срок замены масла раз в два года.
- После завершения работ обязательно протереть инструмент чистой тряпкой, прежде всего в подвижных местах инструмента.
- Если инструмент планируется длительно хранить, то его стоит обработать антикоррозийным составом.
Область применения ножниц
Без раскроя металла сегодня не обходится практически ни один ремонт квартир, частных домов, зданий производственного назначения. Процесс отделки металлосайдингом, вообще, не представляется возможным без резки металла, без нее не обходится закрепление металлического каркаса под отделку гипсокартоном. Ручные ножницы для резки металла используют для раскроя жестяных фигур, для обработки кровельных материалов, таких как металлочерепица, гофрированный профнастил.
Любые металлические листы, толщиной до 2,5 мм можно обрабатывать с помощью ножниц.
Их преимущественные характеристики:

Ножницы для резки по металлу
- маневренность – с помощью болгарки, лобзика или пилы можно производить только горизонтальную резку;
- удобство – ножницы легкие, умещаются в руке, при работе не соскальзывают с листа, как это возможно при использовании болгарки или пилы;
- экономность – не требуется электричества и дополнительных насадок, в отличие от болгарки;
- безопасность – болгаркой, которая работает на большой скорости высока вероятность получить травму, особенно при недостатке опыта работы, что практически исключено в использовании ножниц.
Устройство ножниц для резки металла простое – две рукояти и два режущих элемента, соединенные между собой. Даже самые примитивные модели имеют необходимые характеристики. Для обеспечения минимизации усилий используют определенный угол заточки – 70 – 80о, а по отношению друг к другу лезвия крепятся под углом 12о. Для облегчения работы левшей, могут быть с правосторонним и левосторонним расположением среза.
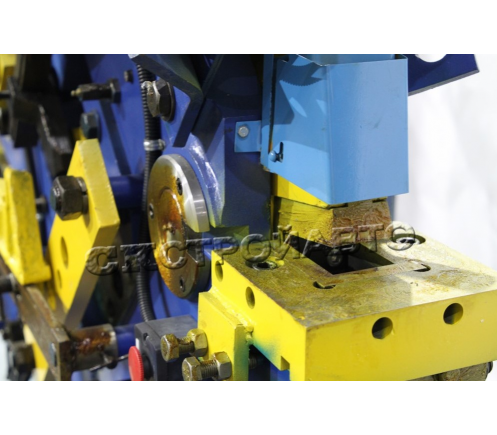
Крепление инструмента (ножей) комбинированных пресс-ножниц НВ5222
Крепление ножей для резки листового металла на нв5222
Крепление ножей сортовой секции на нв5222
Крепление ножей зарубочного устройства на нв5222
Крепление дыропробивного инструмента на нв5222
Крепление ножей резки уголка, круга, квадрата на нв5222
Особенности работы пресса НВ5222 для пробивки отверстий
- Перед началом работы на прессе НВ5222 закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала. После центрирования рукоятку верните в верхнее положение. После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки. Установка корпуса съемника с перекосом недопустима.
- Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
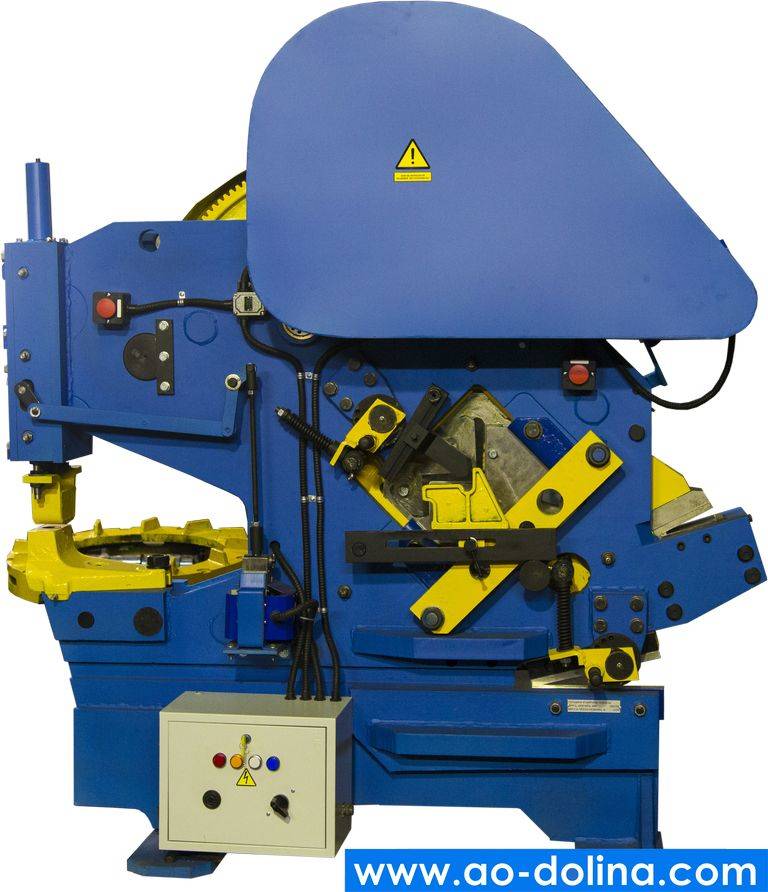
Сведения о производителе пресс-ножниц НВ5222
Изготовителем пресс-ножниц НВ5222 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Пресс-ножницы Н-серии: описание, преимущества, особенности
Ножницы предназначены для выполнения широкого перечня операций, связанных с раскроем листовой стали, холодной обработкой и пробиванием металлопроката. Отличием комбинированных ножниц от аналогов является тщательно продуманная эргономика, облегчающая работу оператора. Другая особенность оборудования – универсальность, позволяющая работать с абсолютным большинством сортового и фасонного металлопроката. Пресс-ножницы серий Н5222, Н5222А и других рассчитаны на использование предприятиями, специализирующимися на единичном и малосерийном производстве деталей при большом разнообразии ассортимента. Станки позволяют изготавливать автомобильные комплектующие, элементы дорожных ограждений и строительных конструкций, основным материалом для которых служит листовой металл.
Преимущества комбинированных ножниц Кувандыкского завода «Долина»:
- простота использования;
- малая металлоемкость, снижающая общую стоимость и облегчающая транспортировку;
- возможность использования пресс-ножниц для большого количества технологических операций;
- использование высококлассной инструментальной стали, сочетающей прочность и стойкость к коррозии.
Как заказать оборудование?
Станки НВ5222, НВ5221 и другое металлорежущее оборудование, представленное в каталоге, можно приобрести с доставкой по России и странам СНГ. Перевозка осуществляется проверенными транспортными компаниями, что гарантирует сохранность груза и минимальные сроки ожидания. По желанию заказчика, специалисты завода «Долина» самостоятельно выполнят монтаж, проведут пусконаладочные работы и подготовят комбинированные ножницы к эксплуатации.
АРГУМЕНТЫ | СРАВНЕНИЕ | ОТЗЫВЫ | МОДЕЛЬНЫЙ РЯД |
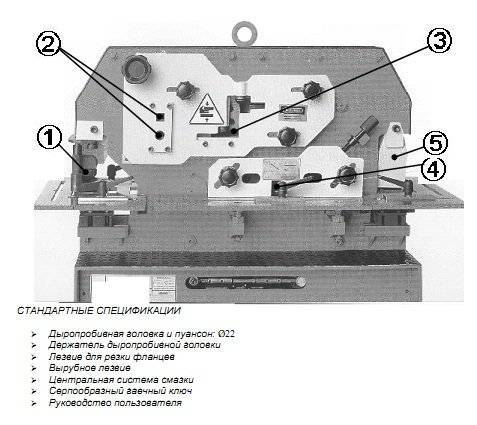
Расположение органов управления пресс-ножниц НВ5222
| 9 | Рукоятка механизма центрирования |
| 34 | Педаль включения дыропробивного пресса и включения листовых, кортовых ножниц и зарубочного устройства. |
| 12 | Кулачки управления электромагнитами |
| 11 | Кнопка ОБЩИЙ СТОП |
| 13 | Кнопка ОБЩИЙ СТОП |
| 4 | Вводной выключатель |
Это интересно: Как выбрать ленточнопильный станок
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.
Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.





Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.
КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Принцип работы КПН
КПН-установки имеют более-менее типовую конструкцию, которая незначительно отличаются от модели к модели. Простейшие пресс-ножницы состоят из двух гильотинных ножей или дисков, которые располагаются друг на другом. Установка оборудована прессом, который создает необходимое давление для резки металлических объектов. КПН-станки оборудуются также вспомогательным прессом и насадками, которые позволяют делать отверстия, насечки в металле. Принцип работы пресса — гидравлический или механический. Помимо этого режущая установка оснащается вспомогательными деталями, которые выполняют множество вспомогательных, но важных функций — передача давления на активную зону, фиксация обрабатываемой детали, упор, регуляция давления.
КПН-установки получили широкое распространение в области серийного производства (ими пользуются как небольшие фабрики, так и крупные металлургические заводы). Их используют в машиностроительной сфере, на металлобазах, на линиях штамповки, в заготовительных цехах, в ремонтных мастерских. Большинство установок-ножниц можно без труда встроить в автоматическую производственную линию.
Преимущества пресс-ножниц для металла:
- Надежность. В случае соблюдения правил использования установки комбинированные пресс ножницы для металла прослужат долгую службу, а риск образования поломок минимален. К тому же использование КПН безопасно для рабочих, что также является плюсом.
- Простота использования, отсутствие вибрации. Пользоваться промышленными ножницами просто, поэтому рабочему не понадобится осваивать сложные навыки и умения для работы с оборудованием. К тому же отсутствие вибрации помогает увеличить качество работы + минимизирует риск возникновения травмоопасных ситуаций.
- Универсальность КПН. Ножницы выполняют множество операций. Это резка металлических объектов всех базовых типов, рубка металлопроката, прессование, вырубка пазов, раскройка, изготовление отверстий различной формы.
- Высокое качество работ, экономичность. Обработка металла осуществляется с большой точностью, а риск образования промышленного мусора минимален. Это благоприятно сказывается на экономии, что поможет снизить смежные производственные траты в цеху.
- Низкая цена. В продаже есть как дорогие, так и дешевые системы. Хозяин производства сможет подобрать ножницы для мастерской, промышленного цеха, сложной фабричной линии.