ТТХ
Отличие оснастки ЧПУ от механизмов с ручной подачей, в наличии независимого привода и подключения к электронной системе станка.
К тактико-техническим характеристикам приспособления относятся:
- мощность двигателя;
- частота вращения шпинделя;
- тип хвостовика и его размер;
- автоподача инструмента;
- размер радиального смещения резца;
- угол наклона хвостовика инструмента относительно оси шпинделя.
Для расточных головок в характеристиках указывается максимальный диаметр обработки. Размер рабочей части приспособления определяет минимальный размер отверстия, в которое сможет войти инструмент.
Важно!
Для фрезерных головок ЧПУ указывается максимальная подача и толщина снимаемой стружки за один проход, в зависимости от марки обрабатываемого металла.
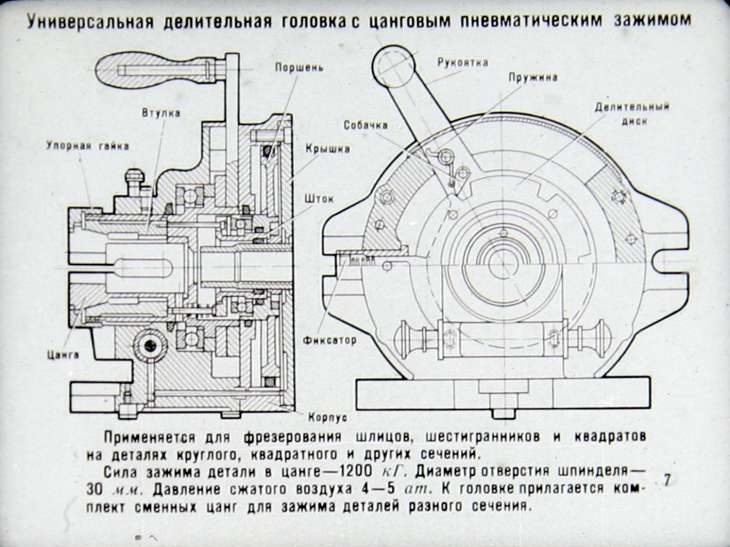
2 Цанги – будет ли без них работать фреза?
Для того чтобы работать на фрезерном агрегате, в обязательном порядке необходим цанговый патрон и набор цанг для него. Без этих приспособлений вы просто-напросто не сможете зафиксировать режущий инструмент. А значит, станок будет лишь грудой металла, а не эффективным металлообрабатывающим оборудованием.
Цанговый патрон также дает возможность повторно зажимать (по ранее обработанной поверхности) фрезеруемое изделие и надежно фиксировать холоднотянутый пруток. Такая оснастка для фрезерных станков бывает неподвижной, выдвижной и втягиваемой. Кроме того, цанги принято делить на зажимные и подающие. Между ними есть разница.
Цанговый патрон зажимного типа изготавливается в виде втулки, оснащенной особыми пружинящими лепестками. В случаях, когда цанга располагает шестью лепестками, с ее помощью можно фрезеровать детали сечением более 8 см, четырьмя – сечением 3–8 см. А изделия с меньшим диаметров обрабатывают посредством трехлепестковых приспособлений. Выбирая набор цанг, это следует учитывать.
 Цанговые патроны зажимного типа
Цанговые патроны зажимного типа
В большинстве случаев зажимные цанги делают цельными. Существуют и специальные разъемные приспособления. Они имеют сменные втулки и вкладыши. Геометрические параметры этих элементов определяются размерами и формами металлических прутков, обрабатываемых на фрезерных агрегатах. Так как подобные изделия бывают разными по параметрам, приходится приобретать набор цанг, позволяющий фрезеровать их на стандартных станках и на установках с ЧПУ.
Подающие цанги – это втулки, прошедшие процедуру закалки, располагающие тремя разрезами. Последние формируют лепестки (пружинящие) с поджатыми по отношению друг к другу торцами. Профиль фрезеруемого прутка должен соответствовать размерам подающей цанги, которая накручивается на трубу (ее называют подающей) станка.
Трубное приспособление продвигает пруток, получая движение от гидропривода либо от кулачкового устройства. Заготовка при этом проникает между лепестками цанги. Они разжимаются, а затем прижимаются за счет упругой силы к детали. Так работает подающий цанговый патрон.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
Выводится расчетное значение синуса угла.
Диск выставляется согласно полученному результату
Важно соблюдать высокую точность при установке рассматриваемой оснастки.
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении
Как ранее было отмечено, важно учитывать правильность установки
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки;
формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков
Операция требует высокой точности;
фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.




Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Самостоятельное изготовление
Самодельная делительная головка
Одним из недостатков заводских моделей является их высокая стоимость. Поэтому для выполнения несложных операций изготавливается самодельная конструкция. Для практической реализации потребуются определенные компоненты.
В первую очередь потребуется червячный редуктор. Его можно подобрать из б/у станков или выточить самостоятельно. Также необходимо использовать токарный патрон (оптимальный диаметр- 65 мм) и лимб. Последний можно взять из старых чертежных кульманов. Для ограничения обработки рекомендуется установить стопорящий винт.
Прежде чем приступить к изготовлению деталей, необходимо выполнить настройку делителя. Для этого можно взять любую стандартную деталь и выточить какую-либо фигуру. После сравнения ее с аналогичной, выполняется дополнительная юстировка.
Возможности универсальной ДГ показаны в видеоматериале:
Технические характеристики
Самодельная делительная головка должна обладать определенными техническими характеристиками, среди которых отметим:
- максимальный диаметр или габаритные размеры заготовки. Этот параметр достаточно важен. Его следует учитывать при создании самодельной делительной головки. максимальный диаметр указывается для токарного оборудования, для фрезерного указывается ширина, длина и высота, то есть линейные размеры;
- соотношение червячной пары;
- диаметр сменного колеса;
- диаметр выходного шпинделя;
- диаметр используемого патрона;
- цена одного деления лимба. Лимб необходим для поворота заготовки на определенный градус. Цена деления указывает на точность работы оборудования;
- максимальная ширина шпонок. Фрезерное оборудование часто используется для создания шпонок на поверхности. Самодельная делительная головка нужна для образования нескольких шпонок;
- масса конструкции. Этот параметр определяет сложности использования конструкции.
Устройство делительной головки
Стоит учитывать, что самодельная делительная головка может обладать различной точностью.
Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.
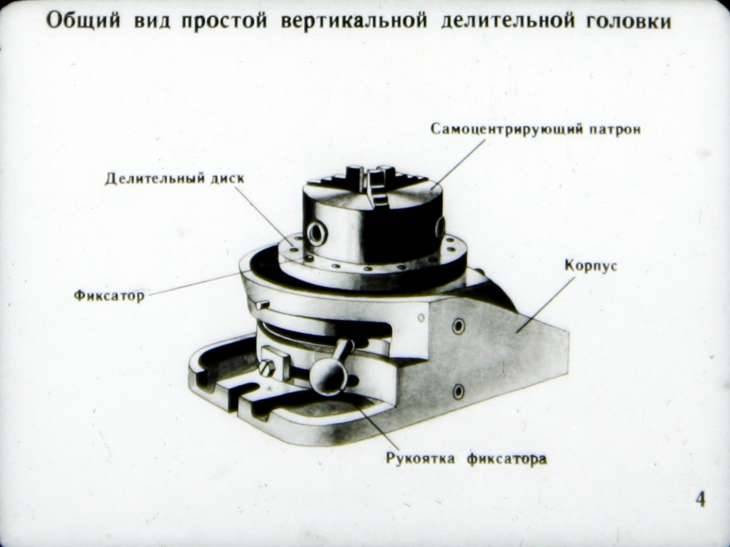
Обычная
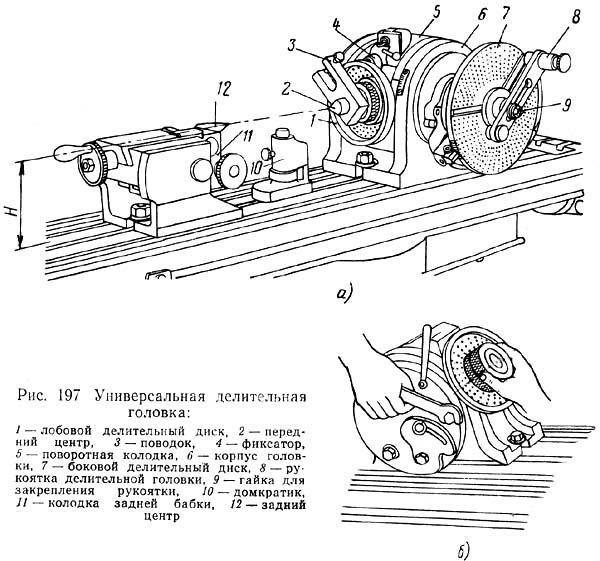
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.
Применение червячной передачи даёт возможность для постепенных оборотов, при нём цель попасть в маленькое отверстие гораздо упрощается.
Данный агрегат даёт возможность производить деление, без любых добавочных устройств, обычным вращением диска. Данный способ деления прямой. Для исполнения большего ассортимента функций, обычная головка не подойдёт, потому имеется ещё один способ— многофункциональный.
Многофункциональная
Используется, если нужно поставить обрабатываемую деталь под заданным углом в отношении плоскости стола. В то же время можно поворачивать деталь на необходимый угол около её оси оборотов. Пример применения в деятельности с деталями: порезка винтовых канавок на шаблоне формы.
Многофункциональная голова даёт способность исполнять деятельность с металлом. Выходят такие изделия:
- прямоугольник;
- равносторонний многоугольник;
- зубья, циклически размещённые по кругу;
- прочие формы (зависимо от меток на лимбе).
- на станке с применением УДГ возможно также исполнять такие задачи:
- вращение детали около своей оси на фиксированный поворот;
- непрерывный оборот части при порезке зубьев;
- поворот время от времени заготовки на конкретные доли окружности.
Зрительная
УДГ имеют собственную маркировку, по которой возможно узнать их главные рабочие характеристики.
Все вышеперечисленные средства с ценой деления на лимбе 15 градусов. Большинство характеристик одинаковые, так как применение этих агрегатов рассчитывается на обычные агрегаты. Различие, главным образом, по размерам деталей, которые обрабатываются — чем они крупнее, тем крупнее и увесистее агрегат.
Применяется еще один вид маркировки. Например — УДГ 40 Д250 значит, что делительная голова универсальна, для целого вращения шпинделя необходимо совершить поворот ручки 40 раз, самый большой радиус детали, обрабатываемая, не должна быть больше 0,25 м.
Эти агрегаты используются для исполнения особенно точных действий, и в определённых ситуациях, для корректности исполненного делёжа на стороннем агрегате.
Собственным типом, визуальная ДГ, почти не различается от обыкновенного механического. Кроме небольшого момента, стекла, укрепленного на шпинделе.
Сверху головы есть окуляр микроскопа, в систему вставлена иммобилизированное градуирование. Формулировка 1′, а суммарное число элементов — 60. Деления возможно просмотреть четко в такой степени, что выделить часть в четверть минуты также не трудно.
Рассчитывают угол вращения, как и для механической головы
Однако нужно принять во внимание, что нужно создавать таблицу деления различных углов по порядку, ведь они складываются.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
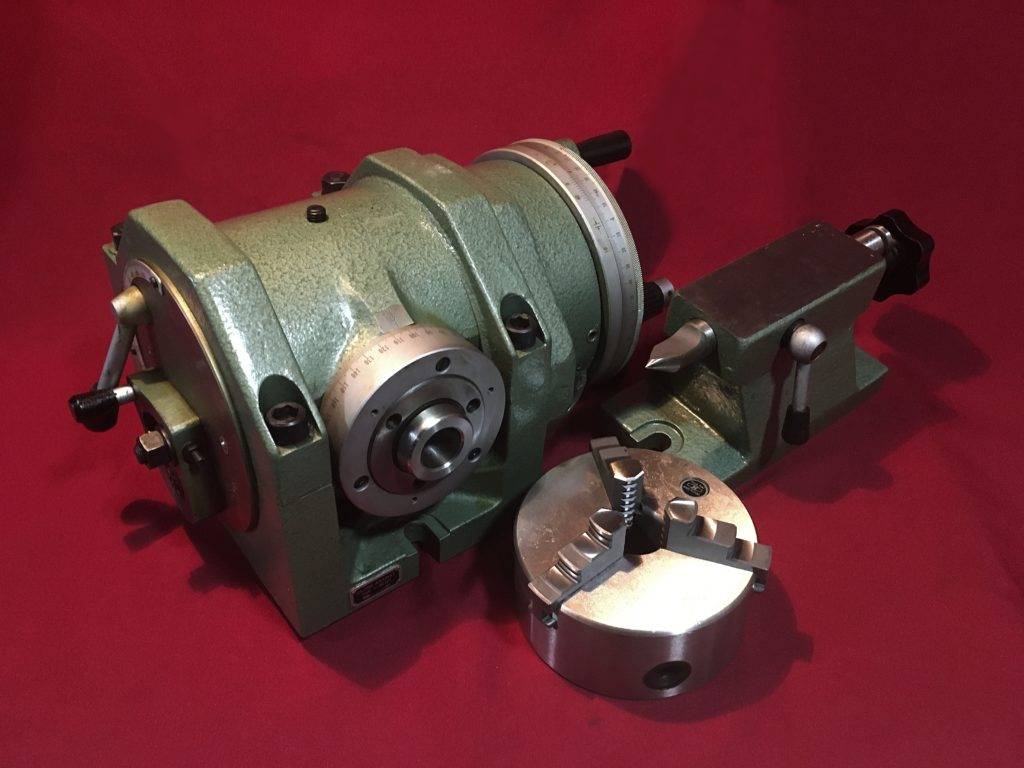
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.



Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
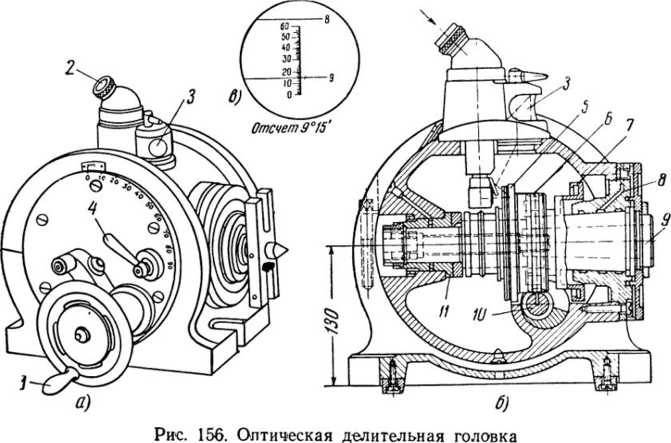
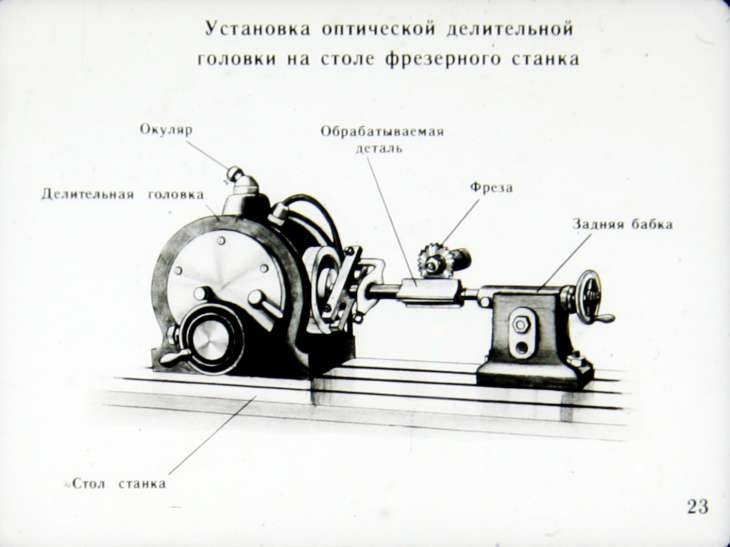
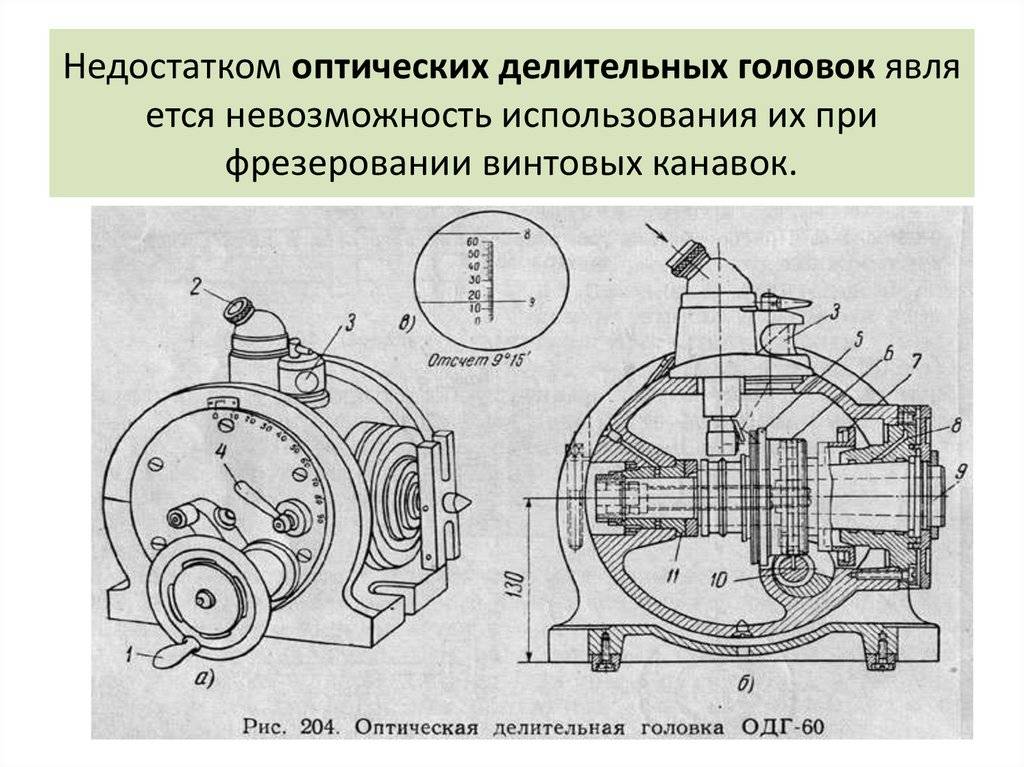
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
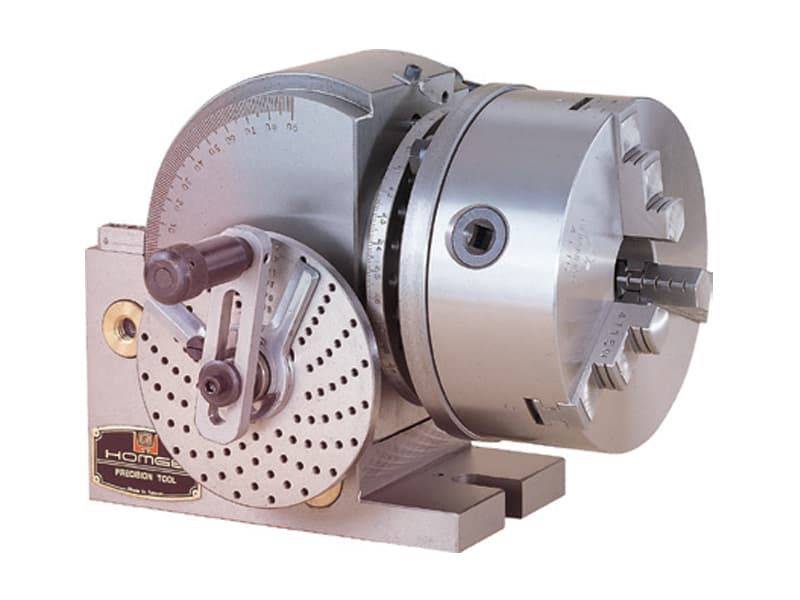
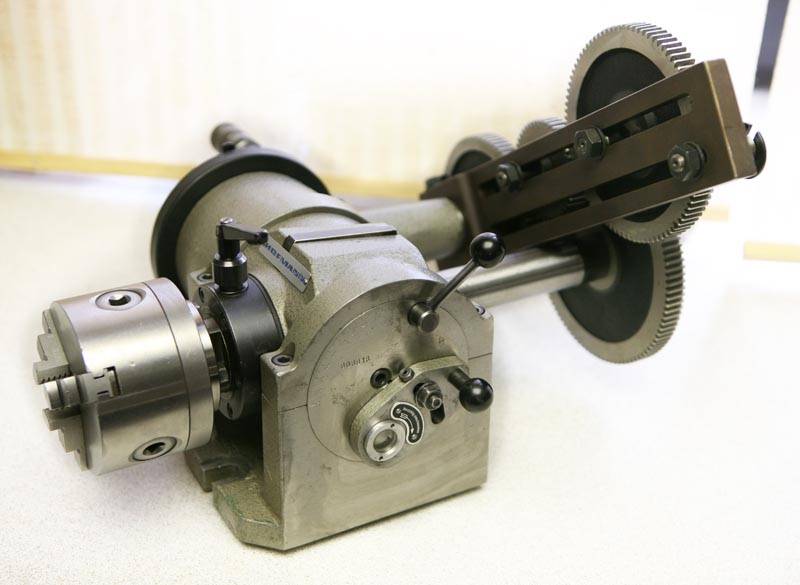
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
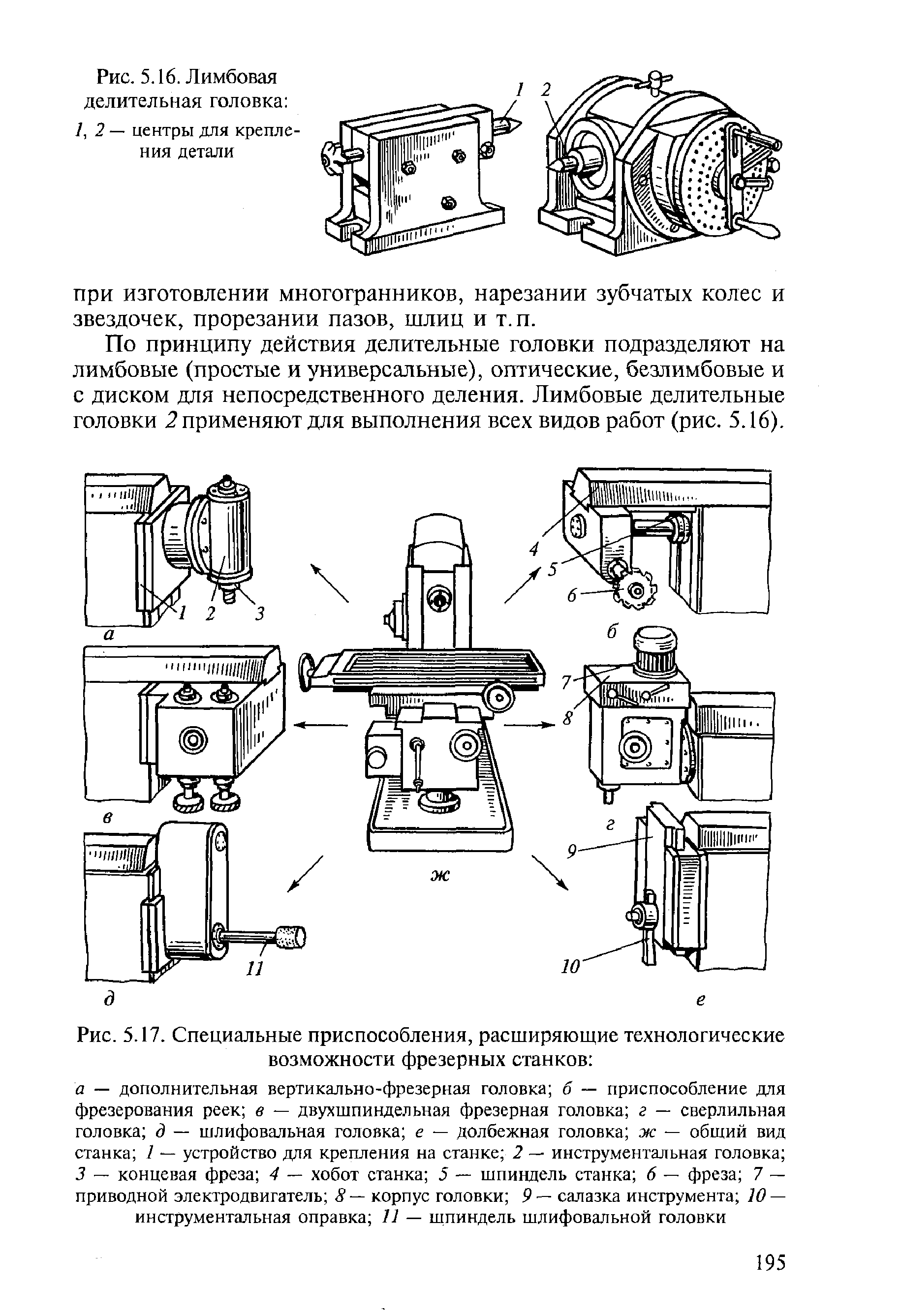
Универсальные делительные головки: применение, таблицы и принцип работы
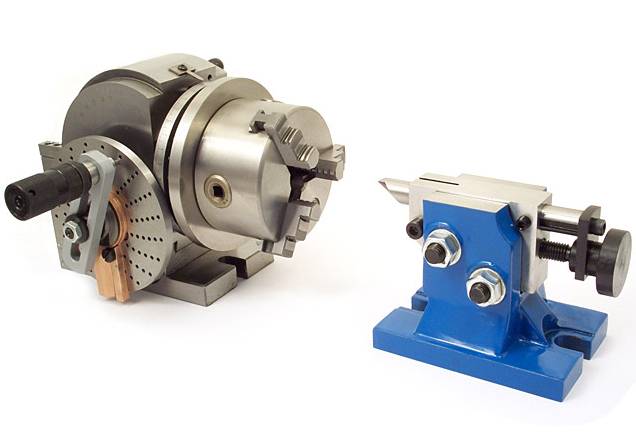
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Методы деления
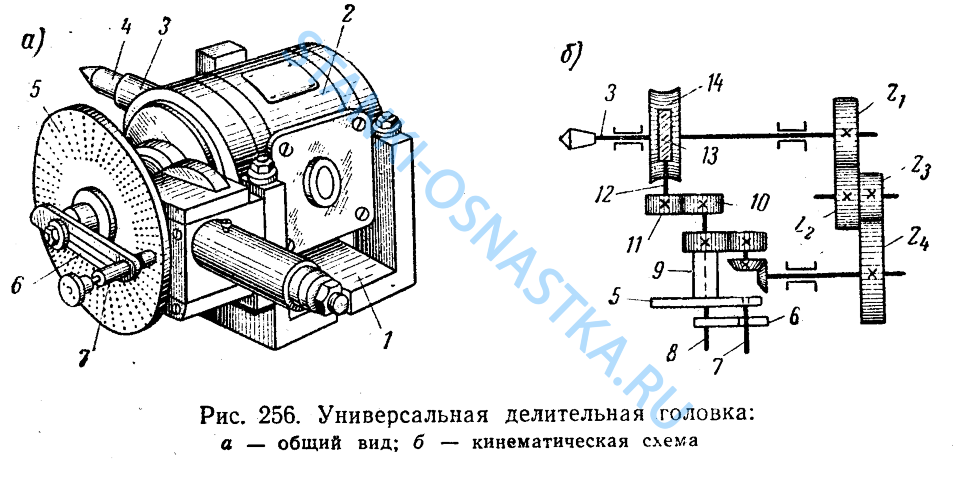
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
Таблица 1. Настройка делительных головок по методу простого деления
Таблица 2. Настройка делительных головок при дифференциальном делении
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка; возможность работы с заготовками разных размеров; возможность обработки поверхностей в любом положении относительно вертикали. Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
Виды
Головки подразделяются по способам работы в технологическом процессе:
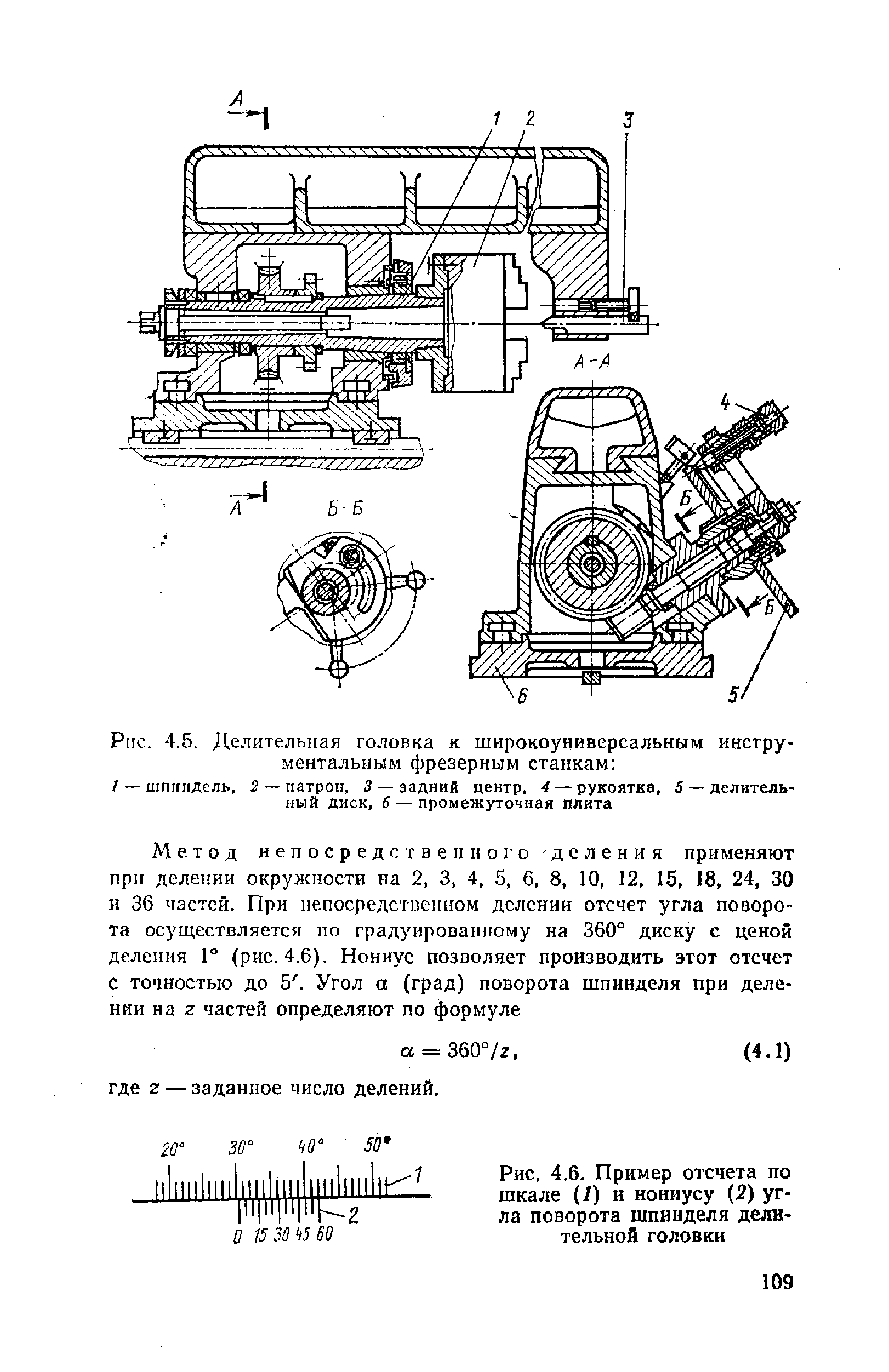
- непосредственного деления;
- оптические;
- универсальные.
По исполнению универсальная делительная головка подразделяется на безлимбовую и лимбовую. Используется УДГ как для простого, так и дифференциального деления оборота.
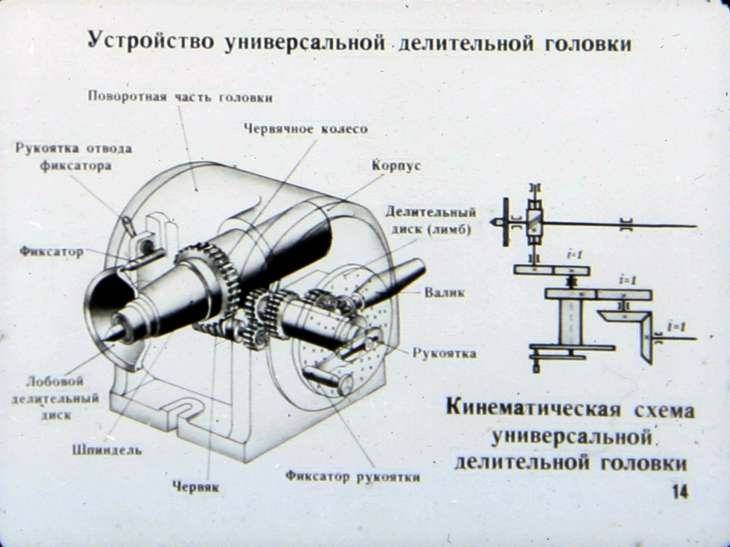
Кинематическая схема делительной головки простого деления
Простые операции
Поворотное устройство непосредственного деления состоит из корпуса, шпинделя, делительного диска, опорных подшипников, рукоятки вращения. Жесткая посадка диска на шпиндель, отсутствие промежуточного передаточного механизма – такая схема ставит в условия выбора малого числа деления (от 2 до 24 частей). Позиционно применяют горизонтальную, вертикальную установку простого способа обработки.
Оптическая
Эта модель обеспечивает высокую точность деления, служит для производства ответственных деталей цилиндрической формы. Различают по классу точности при остальных равнозначных характеристиках. Поворот измеряют в секундах (1/60 градуса). Соответственно, в маркировке указано ОДГ 5, 10, 20, 60 (сек).
Возможность разделить градус поворота на десятые доли предусматривает расчет выполнения работ. На его основании составляют таблицы, технологические карты для серийного производства. В индивидуальном расчете Ø заготовки × sin 360/количество частей деления.
Оптические делительные головки используют в качестве поверочного инструмента для более простого оборудования.
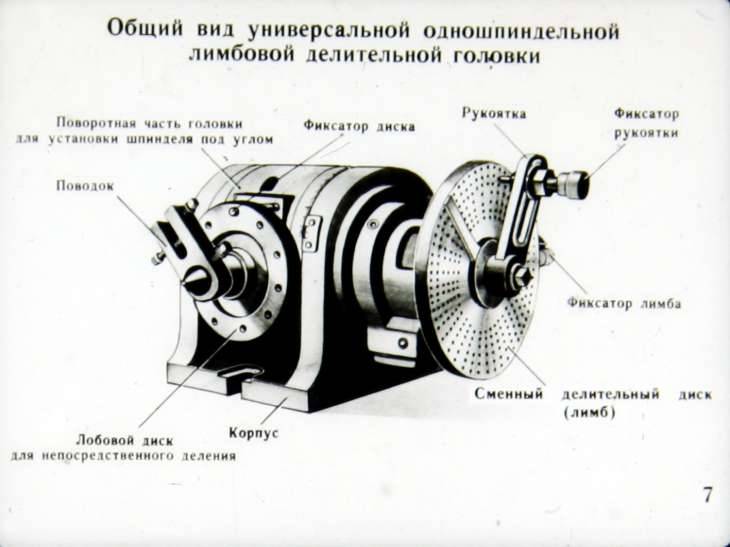
Универсальная
Несколько видов выполнения операции, которые доступны на такой головке дали ей название универсальной. В маркировке численно указаны передаточное число (количество оборотов рукоятки на 1 оборот шпинделя) и максимальный Ø заготовки.

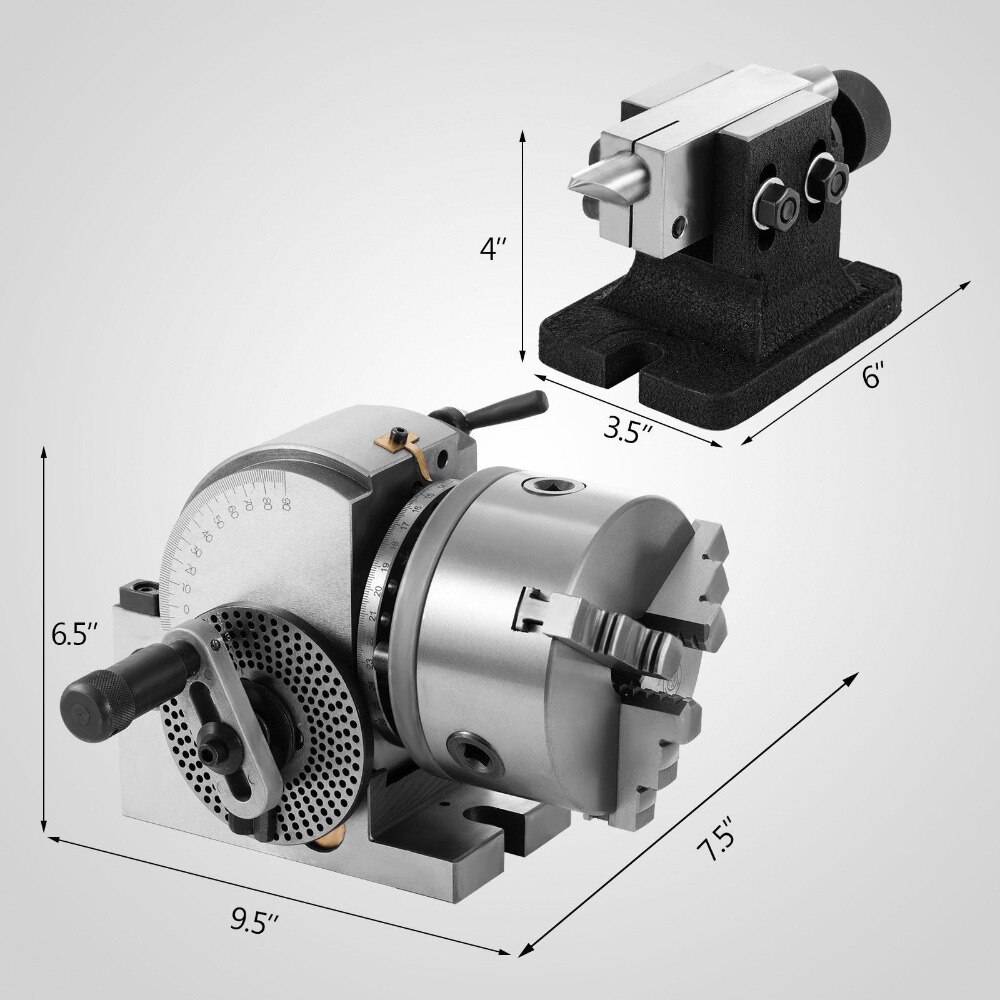



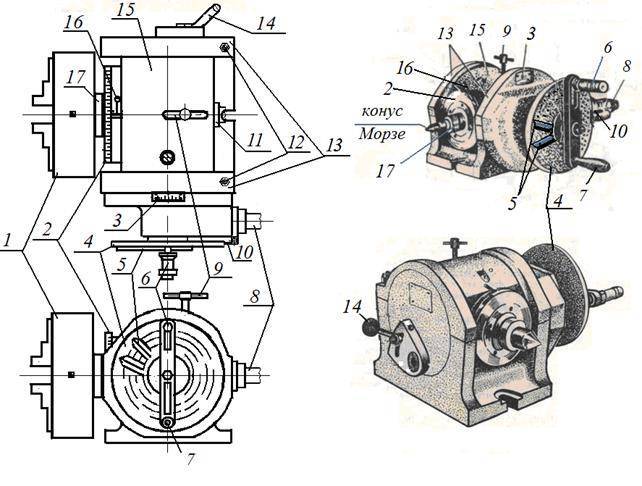
Основными частями УДГ являются:
- корпус. Фиксируется гайками на чугунной станине с выставлением угла поворота по шкале, нониусу;
- шпиндель. Расточка концов выполнена на конус Морзе;
- лимб непосредственного деления;
- червячная передача;
- делительный диск.
Чтобы получить одновременно вращение патрона с его перемещением по продольной оси, шпиндель УДГ соединяют с винтом продольной подачи стола станка с помощью набора сменных зубчатых колес (гитара). Передаточное число выбираемых колес гитары определяют, исходя из характеристики станка. Количество оборотов винта станка, необходимое для 1 оборота шпинделя, умноженное на шаг винтовой нарезки, считают характеристикой данной марки станочного оборудования.
Порядок работы
Непосредственное деление
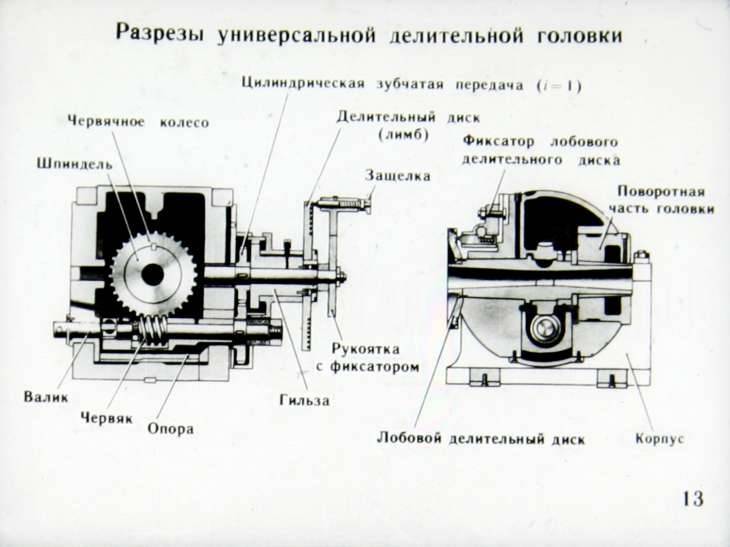
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
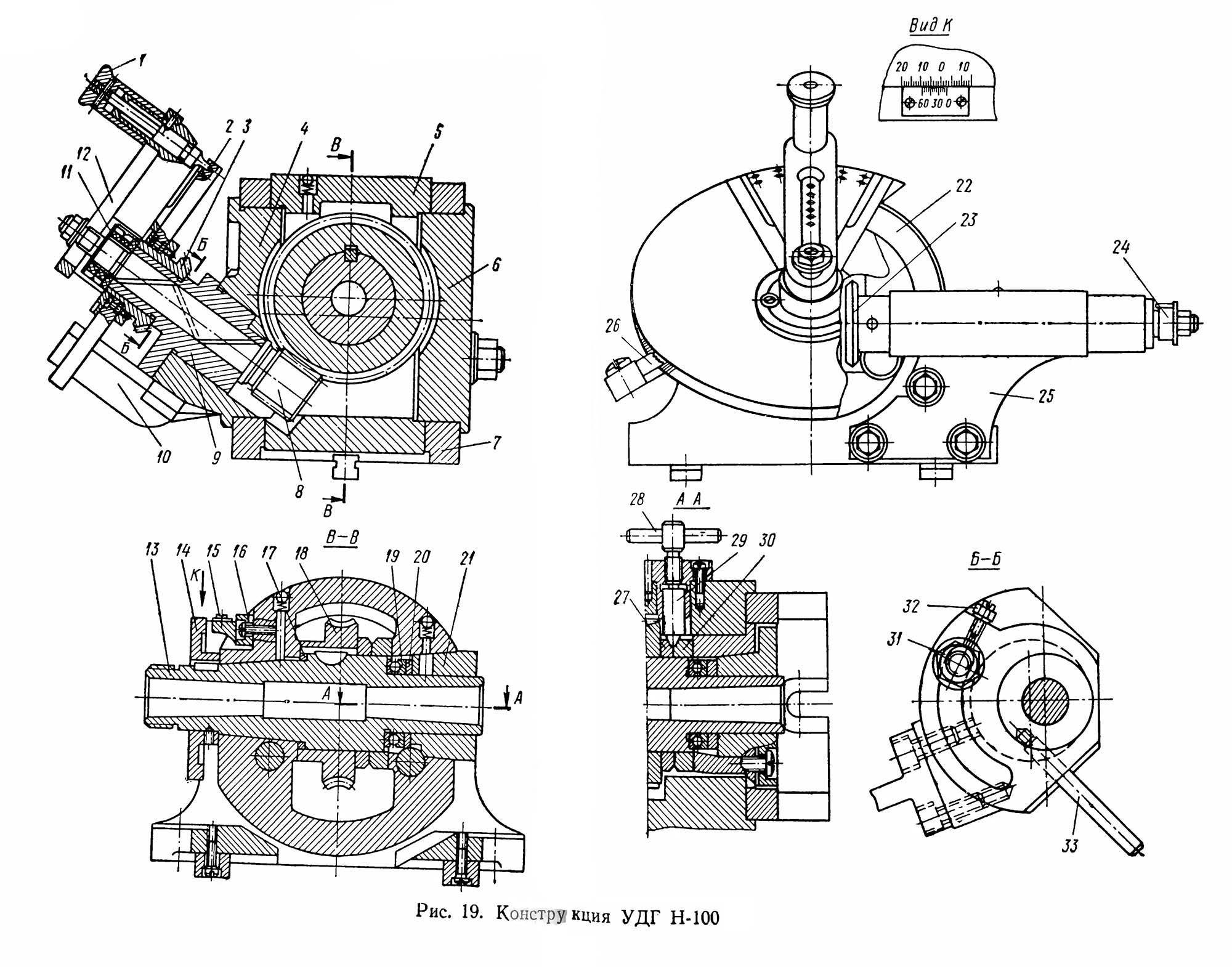
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.