Перспективы развития конструкций агрегатных станков
В начале раздела было сказано, что одним из основных недостатков агрегатных станков является их низкая гибкость, вернее, ее отсутствие Поэтому в последние десятилетия созданы станки с устройствами для смены шпиндельных коробок. Револьверные головки на агрегатных станках — это тоже попытка сделать их более гибкими и применить в серийном производстве.
Переналадка агрегатных станков решается наиболее просто, когда обрабатываемые поверхности деталей и расстояния между ними одинаковы, а конструкция деталей различается только числом таких поверхностей. Тогда переналадка станка сводится к неиспользованию части инструментов, установленных на силовых головках. Если при одинаковых межосевых расстояниях поверхности имеют разные размеры, то часть инструментов требуют замены При этом может потребоваться изменение режимов резания, длины рабочего хода и общей длины хода инструмента. Зажимные приспособления в этих случаях проектируют так, чтобы в них могли закрепляться две-три однотипные детали при смене зажимных элементов.
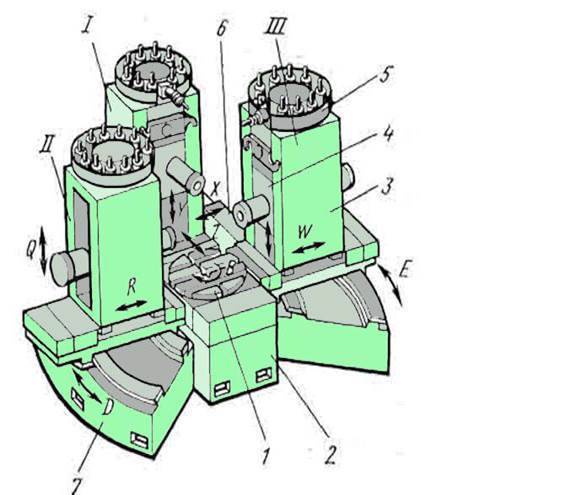
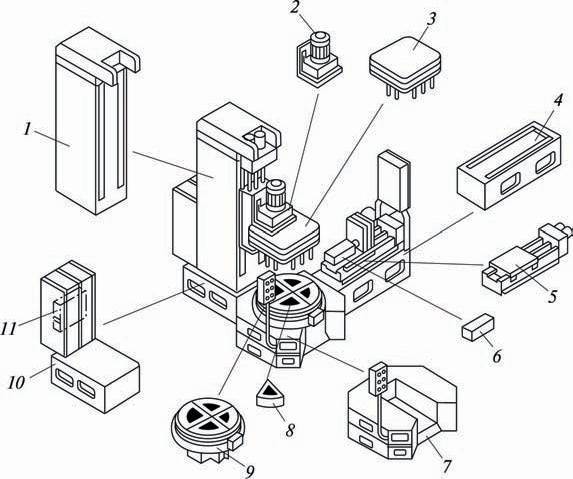
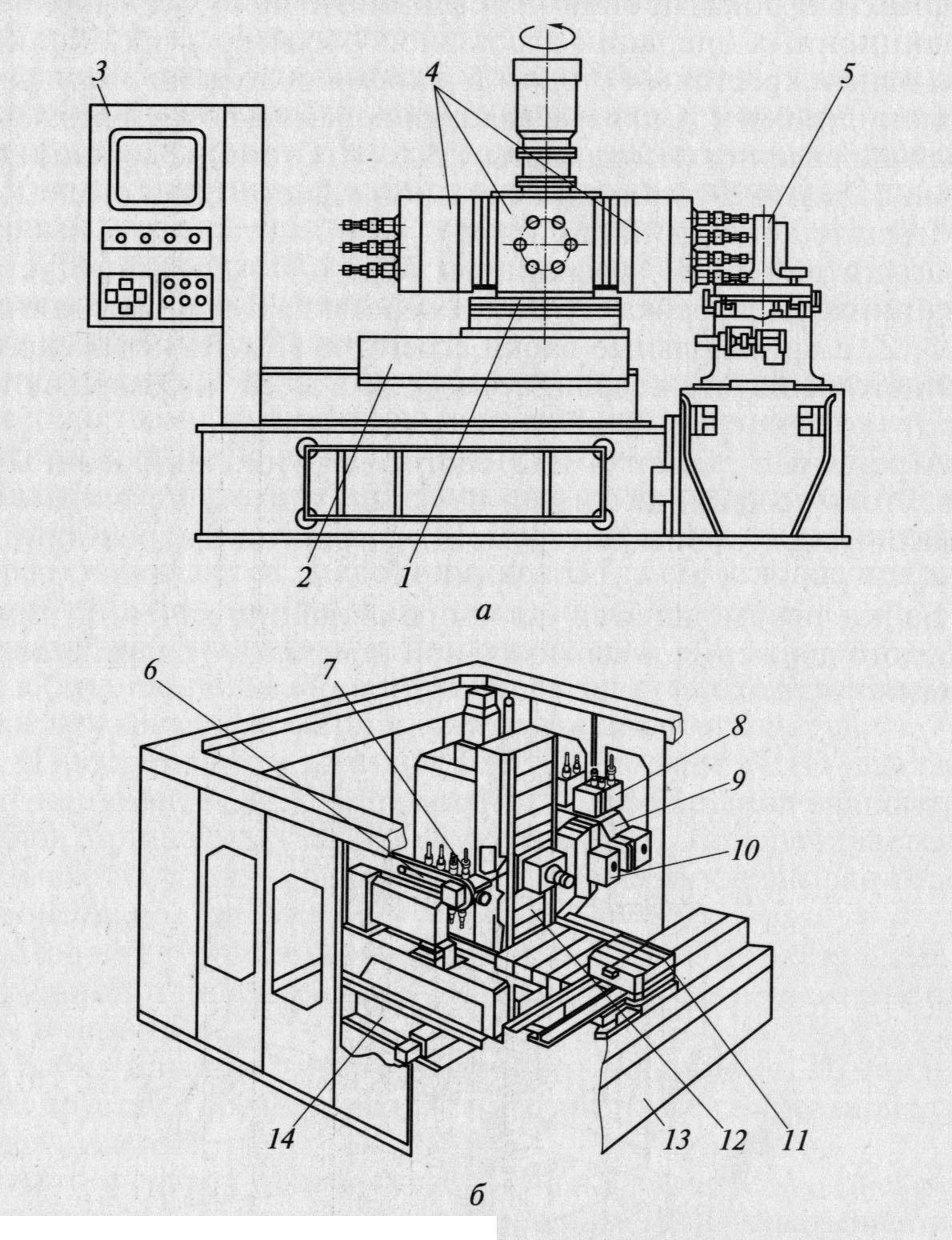
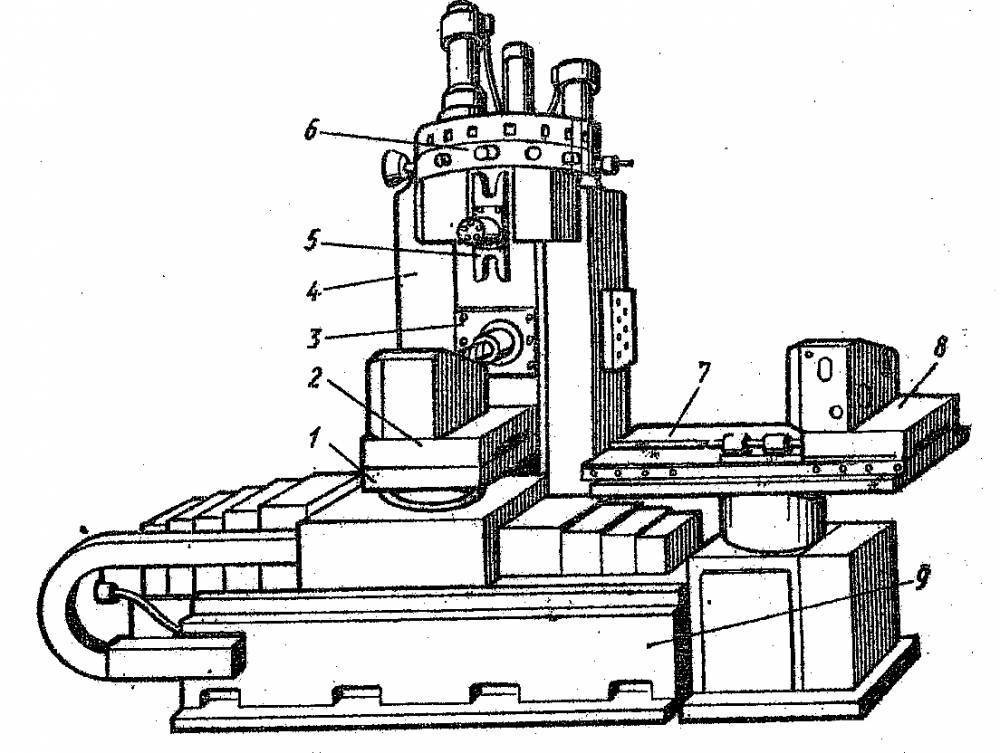
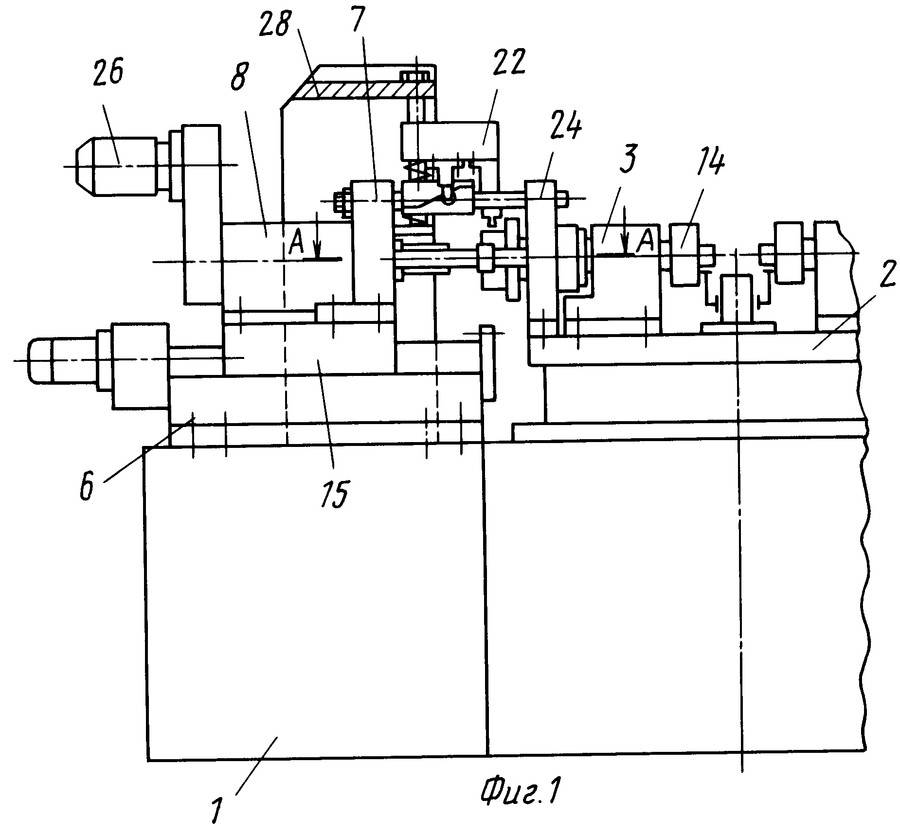
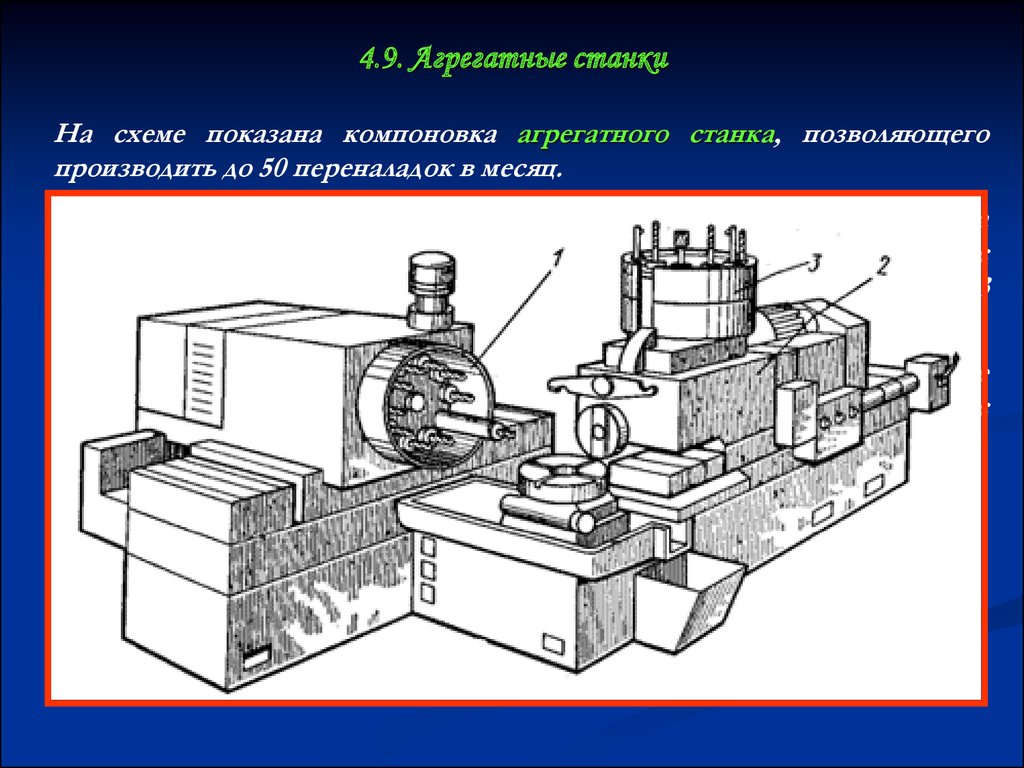
Примером агрегатного переналаживаемого станка для серийного производства деталей (корпуса шпиндельной бабки токарных станков) может служить многошпиндельный сверлильно-резьбонарезной станок Московского специального конструкторского бюро автоматических линий и агрегатных станков (рис. 15), у которого на горизонтальной станине 1 установлены салазки 4 с направляющими, по которым перемещается подвижно-поворотный силовой стол 2 с планшайбой.
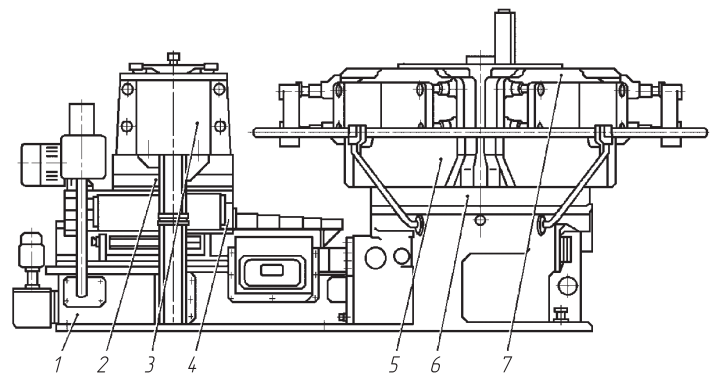
Рис. 15. Многошпиндельный сверлильно-резьбонарезной агрегатный станок для серийного производства
На силовом столе устанавливают приспособление 3 с обрабатываемой деталью. Конструкция стола обеспечивает быстрый подвод детали к инструментам, перемещение с рабочей подачей и быстрый отвод в исходное положение. Наличие поворотной планшайбы дает возможность обрабатывать деталь с нескольких сторон. Режущие инструменты установлены в шпинделях шпиндельных коробок 7, расположенных на шестигранной револьверной головке 5, смонтированной на кольцевом столе 6. Внутри кольцевого стола в неподвижной центральной колонне располагаются приводы вращения шпинделей. Переналадка станка состоит в замене приспособления и шпиндельных коробок.
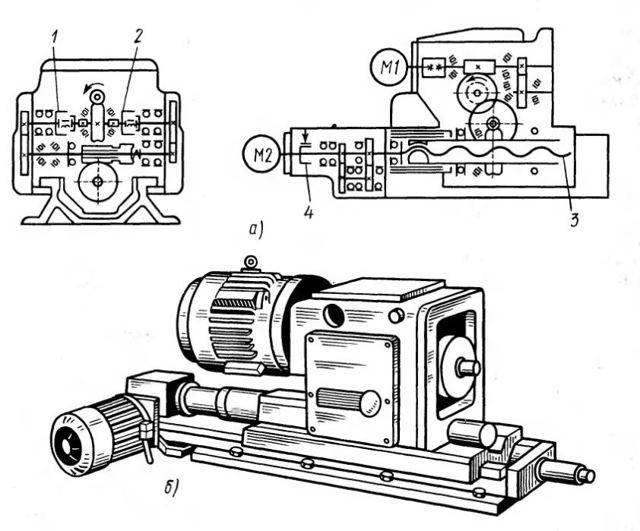
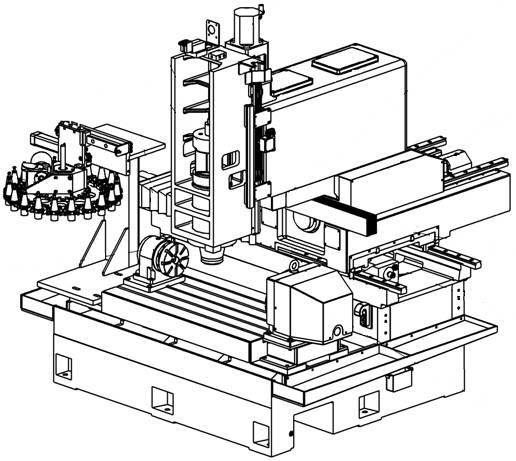
Сейчас с помощью оснащения агрегатных станков системами ЧПУ станкостроители пытаются увеличить их гибкость. Разработано большое количество конструкций силовых головок, управление которыми осуществляется не от кулачков, а с помощью ЧПУ Одна из таких головок показана на рис. 16.
Современные рабочие узлы специальных станков позволяют перемещать инструменты не по одной, а по двум и даже трем осям (такие станки производит компания RIKO, Словения). Системами ЧПУ оснащаются не только силовые головки, но и силовые и поворотно-делительные столы. Агрегатные станки оснащаются предварительно напряженными роликовыми направляющими качения, покрытие направляющих делается пластиковым. Для контроля точности рабочих движений в агрегатных станках, как и во всех станках с ЧПУ, используются измерительные системы фирмы «Хайденхайн». В результате обеспечивается допуск на точность позиционирования 0,015 мм. Наличие системы ЧПУ позволяет устанавливать на станки магазины инструментов с автооператором. Для автоматизации загрузки заготовок агрегатных станков могут оборудоваться манипулятором или роботом.
Все это существенно расширяет технологические возможности агрегатных станков и позволяет обрабатывать не одну деталь, а более широкий круг. Применение ЧПУ в агрегатных станках позволяет задавать необходимые координаты перемещения обрабатываемой детали или инструмента, обеспечивать автоматическое переключение величины подачи и частоты вращения шпинделя и выполнять другие операции.
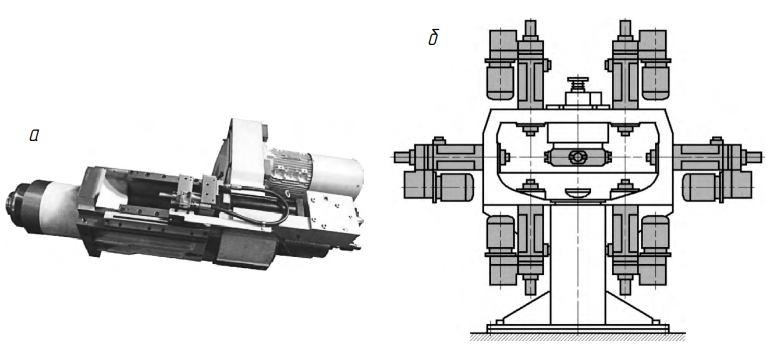
Рис. 16. Агрегатный станок с ЧПУ фирмы Witzig и Frank GmbH: а — силовая головка; б — схема.
Просмотров:
4 005
Особенности конструирования
Особенность конструирования состоит в требовании по повышению надёжности работы унифицированных узлов и созданию условий для быстрой перекомпоновки станка на обработку другой детали. Для обеспечения вышеуказанных требований разработали общесоюзные нормали на присоединительные размеры основных узлов. Ведутся работы по созданию быстро переналаживаемых агрегатных станков с применением циклового и числового программного управления для рационального использования в серийном производстве при групповой обработке деталей.
Наибольшее распространение Агрегатные станки получили при механической обработке, когда деталь остаётся неподвижной, а движение сообщается режущему инструменту. На агрегатном станке можно вести механическую обработку инструментами с нескольких сторон, поэтому допускается значительное выделение операций.
По характеру выполняемых операций (фрезерование, растачивание, сверление, подрезание торцов, нарезание резьбы и т. д.) устанавливается число одновременно работающих на одном станке инструментов, которое может доходит до 100 и более. Агрегатные станки имеют высокую производительность, которая зависит от длительности лимитирующей операции и цикла работы.
В 30-х гг. в СССР было начато проектирование и изготовление агрегатных станков впервые на Экспериментальном научно-исследовательском институте металлорежущих станков (ЭНИМС).
Агрегатные станки (АС)
Структура узлов и типовые схемы компоновок
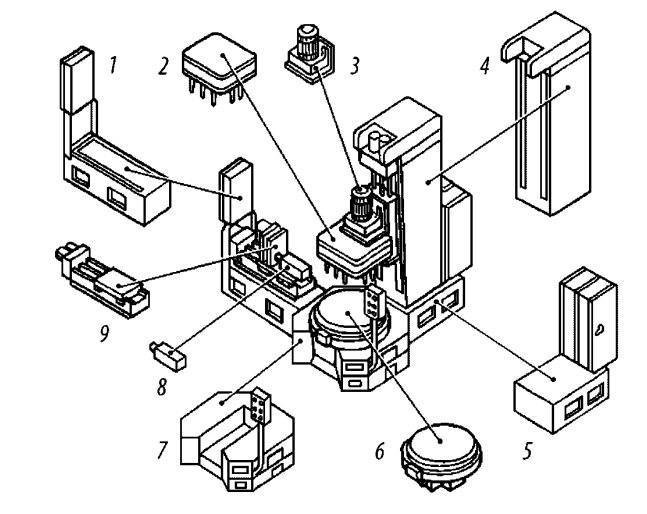
На рис. 4.47 представлена схема основных составных частей агрегатных станков (АС) любой компоновки. Рис. 4.47. Структура агрегатных узлов
Несущей частью АС является вертикальная стойка с направляющими, по которым перемещается каретка (силовой стол), имеющая собственный привод подачи . В зависимости от принятой концепции конструирования, привод подачи может быть механический (асинхронный односкоростной с винтовой парой, преобразующей вращательное движение в поступательное), гидравлический или пневматический. На каретке размещается силовая бабка, соединенная с многошпиндельной коробкой. В состав силовой бабки входит электродвигатель, редуктор, размещенный в корпусе, и выходной вал, передающий вращательное движение на многошпиндельную коробку. Количество и расположение шпинделей многошпиндельной головки определяется обрабатываемой деталью.
Для горизонтального расположения силового стола имеются горизонтальные станины, на специальном кронштейне которого (наверху) имеется электрический шкаф управление горизонтальной головкой. Силовой стол горизонтального исполнения конструктивно аналогичен столу вертикального исполнения. Исполнительный шпиндель в горизонтальном варианте АС может быть также многошпиндельным или одношпиндельным, к примеру, расточным, как это показано на рисунке.
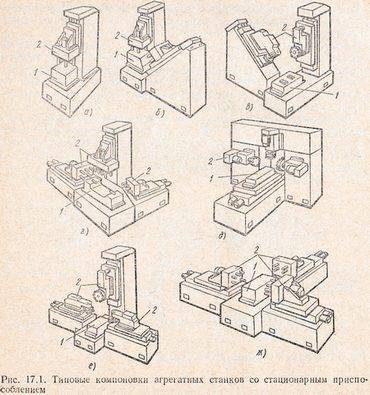
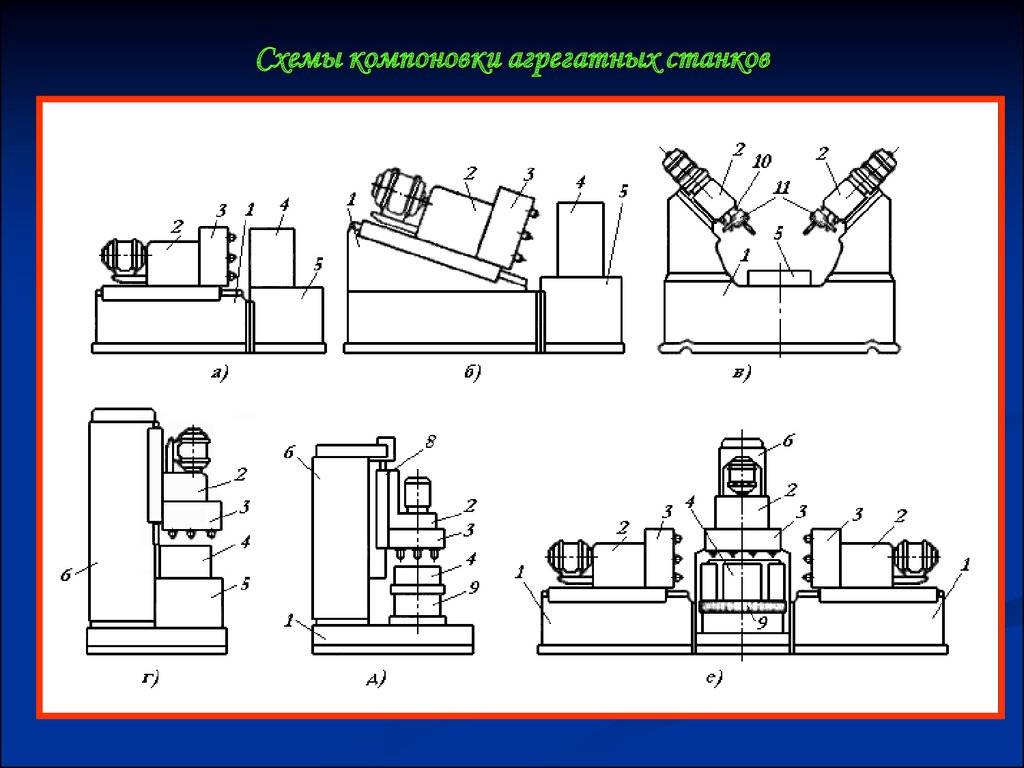
Рис. 4.48. Типовые схемы компоновок АС
Центральную часть АС составляет основание (станина) с пультом управления, на которое устанавливается поворотный делительный стол. Этот стол предназначен для установки и закрепления обрабатываемой детали в приспособлении (на рисунке не показан), а также для осуществления поворота (деления) обрабатываемых деталей в позиции обработки. Количество делений поворотного стола определяется технологической необходимостью. Обычно это количество равно 2, 4, 6, 8. Вертикальная стойка базируется на станине подставке, в свободной задней части которой крепится шкаф управления станком.
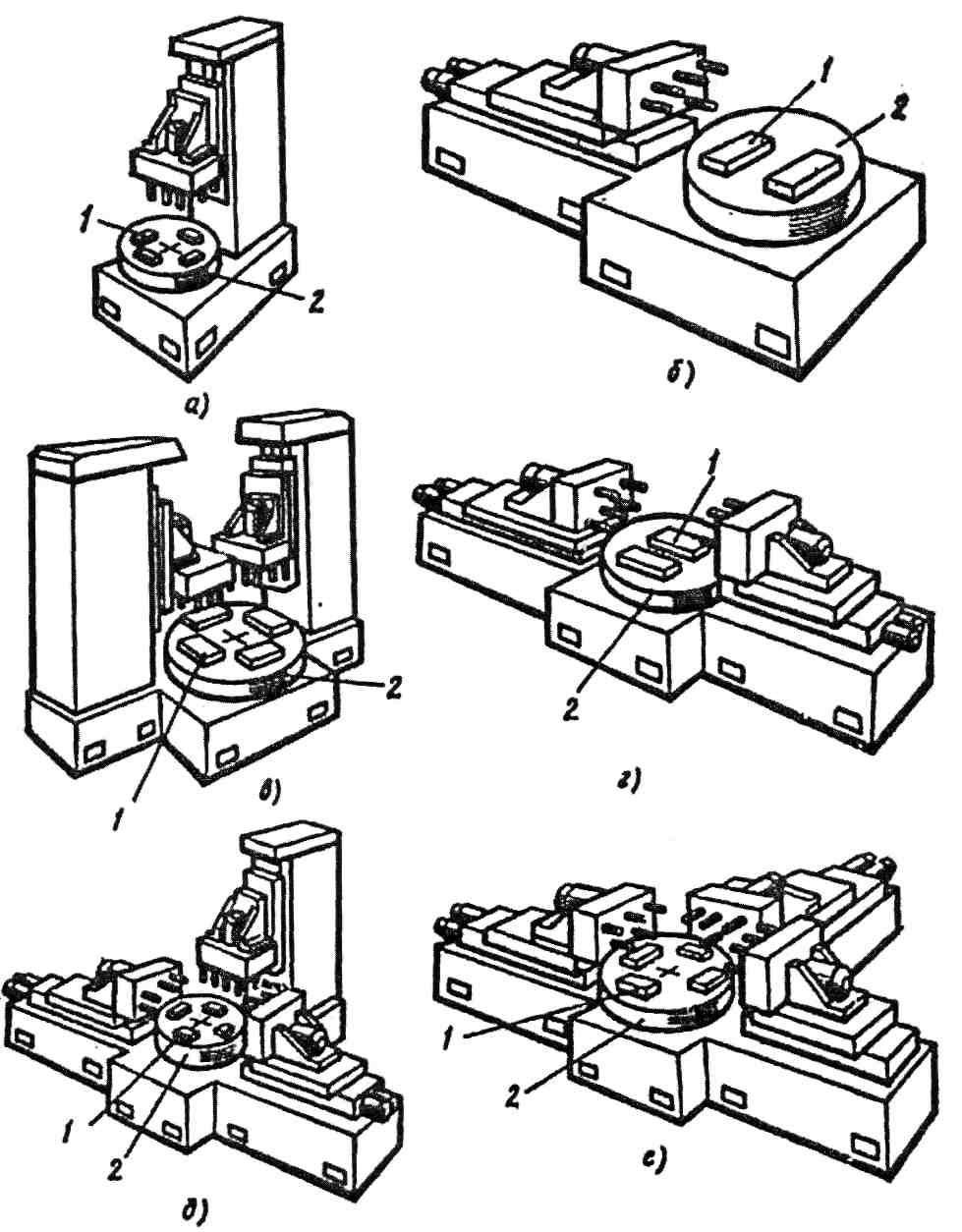
На основе заранее спроектированных агрегатных узлов можно практически компоновать неограниченное количество АС. Эти станки по своему назначению относятся к специальным станкам, поскольку они способны обрабатывать детали только (в основном) одного наименования и большого годового объема. Эффективность работы таких станков возможно только в том случае, если их загрузка будет составлять не менее 80% годового фонда работы оборудования. На рис. 4.48 представлена общая классификация компоновок АС.
Первый ряд АС основан на компоновке с поворотным столом, второй – с поворотно-делительным барабанов, ось вращения которого горизонтальна и третий – с прямолинейным перемещением обрабатываемых деталей.
Возможности универсальных станков ЧПУ в обработке металла
Чаще всего в металлообработке применяется фрезерный станок консольного типа. Шпиндель в таком устройстве практически не может перемещаться и, соответственно, совершает крайне мало движений. Движение обеспечивает рабочий стол с закрепленной на нем деталью.
Подавляющее число подобных станков универсальны. Они предназначены для фрезеровки заготовок из стали, чугуна и цветных металлов.
На фрезерном станке доступно выполнение следующих операций:
- фрезеровка поверхностей с любым наклоном;
- фрезеровка уступов, пазов и канавок;
- фрезерование поверхностей фасонного и комбинированного типа;
- резка материала;
- резьбофрезерные работы;
- сверление;
- расточка;
- нанесение резьбы;
- обработка поверхностей со сложным профилем.
На токарном станке могут быть выполнены следующие операции:
- торцевание и обточка материала;
- отрезка заготовок, создание внутренних, торцевых или наружных канавок;
- сверление;
- шлифовка;
- обработка металлов и сплавов.
2 Станок вертикально-сверлильный
Любой настольный агрегат для сверления и других работ является именно вертикально-сверлильным. Данная группа оборудования со шпинделем, расположенным по вертикали, предназначается для мелкосерийного и единичного производства. Тот или иной настольный станок способен делать отверстия сечением 0,25–12 миллиметров в любых деталях с небольшими геометрическими размерами.
Монтируются такие агрегаты на верстак либо на другую подходящую устойчивую поверхность, если настольный станок устанавливается в частном хозяйстве. При помощи болтов они надежно прикрепляются к рабочему столу. Моделей вертикальных устройств немало – станок 2М112, 2Н125, 2Г175, 2Н118 и многие другие. Совсем несложно при желании сделать настольный сверлильный станок своими руками – он будет отлично справляться с возложенными на него «бытовыми» задачами по сверлению небольших заготовок.

Широкий модельный ряд вертикально-сверлильного оборудования не оказывает особого влияния на конструкцию таких станков. Все они имеют фундаментную плиту, станину, коробки скоростей и подач, шпиндельный узел, головку для сверления и ряд других одинаковых узлов. Почти на всех рабочий инструмент передвигается вручную, а не механически. А шпиндель на таких установках получает требуемое для выполнения рабочей операции вращение через клиноременную передачу от электрического двигателя (настольный станок не является в этом отношении исключением).
Процесс и методы глубокого сверления
Глубокое сверление применяется только в том случае, когда необходимо получить отверстие определенной точности и качества и этот метод будет наилучшим по производительности.При сверлении глубоких отверстий возникает основная проблема — отвод стружки и смазочно-охлаждающей жидкости, поэтому принудительно производят постоянный отвод стружки за счет подачи под давлением СОЖ или сжатого воздуха.
Глубокое сверление можно проводить двумя методами:
- сплошное – в детали высверливается полое отверстие (традиционное сверление);
- кольцевое – в детали высверливается часть материала в виде кольца так, что внутри остается стержень. Если отверстие проходное, то стержень отделяется от детали, если глухое – стержень удаляют специальными методами.
Этот метод применяется когда необходимо обработать отверстия длиной более 80 диаметров сверла.
Устройство станка ЧПУ по металлу
Станки с ЧПУ для обработки металлов состоят из нескольких ключевых элементов.
К ним относятся:
- Станина, которая служит основанием устройства. Изготавливается с помощью литья, что позволяет погасить вибрации, которые возникают в процессе работы. На станине устанавливаются все прочие узлы станка.
- Направляющие. Служат для перемещения рабочей головки станка относительно детали, закрепленной на столе.
- Система числового программного управления.
- Двигатели.
- Дисплей и управляющая панель.
- Электрический двигатель со шпинделем.
3D фрезерный станок ЧПУ Advercut K6090T
- Электропитание AC220V/50-60Hz
- Размеры, мм 1400 x 1100 x 1200
- Программное обеспечение DSP A11 (Digital Signal Processor), Type3 Software/France (в комплекте), ArtCAM, PowerMILL, MasterCAM
Вес, кг 200
- X-Z структура Немецкие ШВП, круглые прецизионные направляющие
- Y-структура Немецкие ШВП (шарико-винтовые пары), квадратные рельсовые направляющие
- Количество оборотов шпинделя 11000 об./мин
- Количество осей 3
- Мощность шпинделя 2,2 кВт
- Охлаждение шпинделя Водяное
- Рабочая скорость, мм/мин 6,000 мм/мин
- Размер рабочего поля станка 600 x 900 x 150 мм
- Разрешение/Точность 0.003125 мм /0.025 мм
- Формат файла G code
- Цанговый патрон ER20
- Максимальная скорость перемещения, мм/мин 10,000
- Интерфейсы USB 2.2
Цена 356 000 руб.
Перейти к товару
Агрегатные станки
Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных и частично специальных агрегатов. Эти станки применяются в крупносерийном и массовом производстве. На агрегатных станках можно выполнять сверление, рассверливание, зенкерование, растачивание, фрезерование, нарезание внутренних и наружных резьб, некоторые виды токарной обработки. Агрегатные станки в основном используются для изготовления корпусных деталей.
Преимущества агрегатных станков: 1) короткие сроки проектирования; 2) простота изготовления, благодаря унификации узлов, механизмов и деталей; 3) высокая производительность, обусловленная многоинструментальной обработкой заготовок с нескольких сторон одновременно; 4) возможность многократного использования части агрегатов при смене объекта производства; 5) возможность обслуживания станков оператором низкой квалификации.
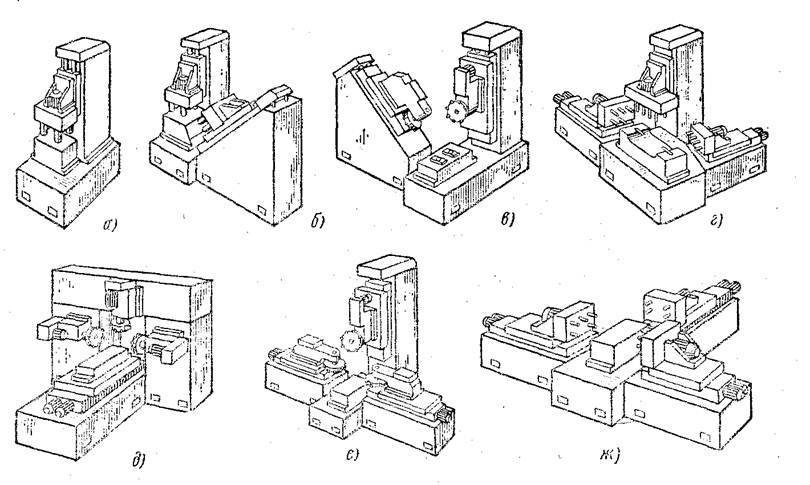
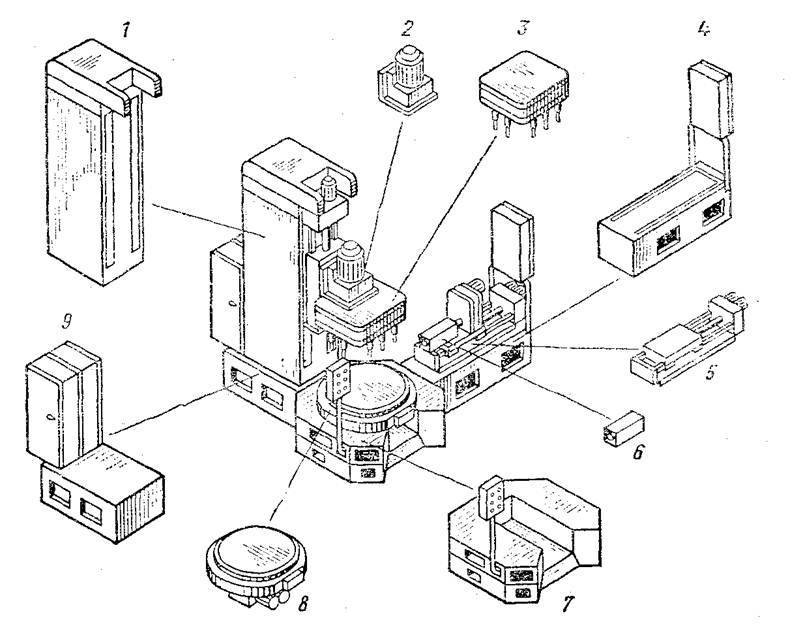
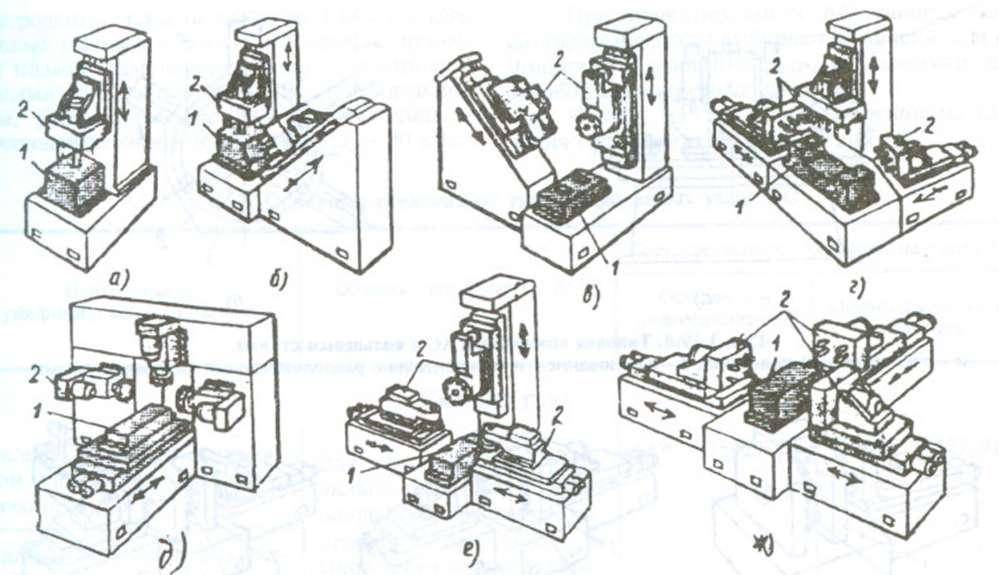
Агрегатные станки (рис.А.1) в зависимости от формы, размеров заготовок, требуемой точности обработки компонуют по разным схемам: односторонними и многосторонними, одношпиндельными и многошпиндельными, однопозиционными и многопозиционными, в вертикальном, наклонном, горизонтальном и комбинированном исполнениях.
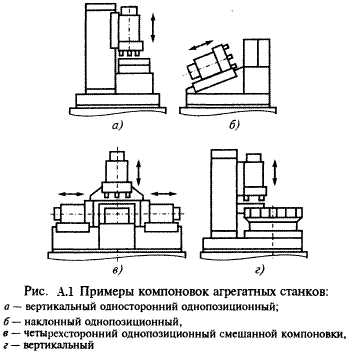
Обработка на однопозиционных агрегатных станках выполняется при одном постоянном положении заготовки. Агрегатные станки с многопозиционными поворотными столами или барабанами предназначены для параллельно-последовательной обработки одной или одновременно нескольких заготовок малых и средних размеров. При этом вспомогательное время сокращено до минимума за счет того, что установка заготовки и снятие заготовки на позиции загрузки-выгрузки осуществляется во время обработки на других позициях.
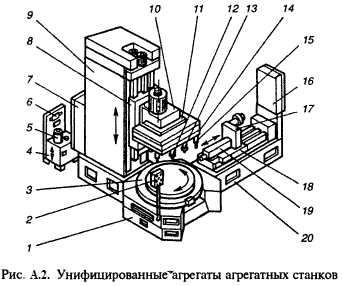
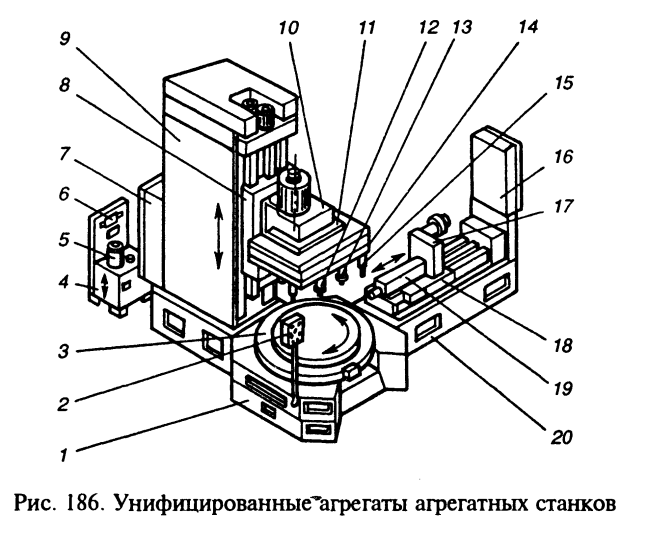
Типовые унифицированные компоновки разработаны на основе использования унифицированных агрегатов; (уровень унификации 90%). Например, в агрегатном станке вертикальной компоновки (рис.А.2) унифицированы: базовые детали (станины 1 и 20, стойка 9, упорный угольник 11), силовые механизмы (силовой стол 8, а в станках других типов силовые головки), шпиндельные механизмы (шпиндельная коробка 14, расточная бабка 19, сверлильная бабка 10), механизмы транспортирования (поворотный делительный стол 3, двухпозиционный делительный стол 18 прямолинейного перемещения), механизмы главного движения (коробка скоростей 17), гидрооборудование (гидробак 4, насосная установка 5, гидропанель 6), электрооборудование (центральный и наладочный пульты 2, электрошкаф силовых механизмов 16, электрошкаф станка 7), вспомогательные механизмы (удлинитель 15, резьбовой копир 13, расточная пиноль 12).
Специальные механизмы, например приспособления для установки и закрепления заготовок, имеют отдельные нормализованные элементы.
Силовые механизмы агрегатных станков предназначены для сообщения режущим инструментам главного движения и движения подачи (силовые столы).
Силовые головки агрегатных станков предназначены для выполнения токарных, фрезерных, сверлильных, расточных, резьбонарезных, шлифовальных и других работ. Они обычно работают в автоматических циклах, например: 1) быстрый подвод, рабочая подача (одна или две), выдержка на жестком упоре (при необходимости), быстрый отвод, стоп; 2) быстрый подвод, рабочая подача, быстрый подвод, рабочая подача, стоп. Такой цикл используют, например, при последовательной обработке нескольких соосных отверстий одинакого диаметра.
Для привода главного движения (вращательного) в силовых головках агрегатных станков обычно применяют электродвигатели, а для привода подачи – кулачки, винтовые передачи, цилиндры (пневматические, гидравлические и пневмогидравлические).
Силовые столы агрегатных станков предназначены для установки на них шпиндельных узлов с самостоятельным приводом вращения (фрезерных, сверлильных, расточных бабок и др.) или приспособлений с обрабатываемой заготовкой для выполнения рабочих циклов с прямолиненой подачей. Силовые столы агрегатных станков имеют гидравлический или электромеханический привод. Столы выпускают шести типоразмеров, нормальной и повышенной точности с максимальной тяговой силой подачи 1-100 кН и мощностью 1-30 кВТ. Гидравлические столы могут быть вертикального и горизонтального исполнения.
Гидропанели агрегатных станков служат для управления циклом работы силовой головки. Гидропанели, как правило, унифицированы. В них скомпанованые гидравлические приборы и аппараты, которые выполняют пуск, останов, изменение величины подачи, реверс и другие элементы цикла.
1 Классификация сверлильного оборудования
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования. По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры. Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.
К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д. Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.



Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ). Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования. Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением «Ф1» в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением «Ф2» – оборудование с прямоугольными и позиционными системами ЧПУ, с «Ф3» – числовой программный комплекс является контурным. А обозначение «Ф4» говорит нам о том, что на станке установлено ЧПУ универсального типа, позволяющее с одинаковой легкостью выполнять и контурную, и позиционную обработку.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.
Какое предназначение у инструмента для металлообработки
Шлифовальный инструмент для металлообработки представляет собой абразивные зёрна, связанные специальными связующими материалами. Форма зёрен отличается наличием острых кромок разных размеров, которые при касании металла способны снимать с него слои определённой толщины.
К шлифовальным инструментам относятся: бруски, наждачная бумага, ткани со специальными покрытиями, круги.
Для резки могут применяться резцы, фрезы, свёрла, метчики, протяжки. Они подбираются таким образом, чтобы их твёрдость была выше, чем у обрабатываемых материалов.
Резание металла толщиной 4–7 мм выполняется ножницами по металлу или лобзиком, либо ножовкой. Слой от 5 мм удобно резать болгаркой.
В слесарных или кузнечных работах могут использоваться ручники, молотки, кувалды, фасонные молотки. Ручники применяются для определения силы удара и указания точного места для обработки. Кувалды используются для холодной деформации заготовок.
Художественную обработку металлов можно выполнять фасонным молотком. Он позволяет выбивать рельефные поверхности за счёт наличия выгнутого или широкого плоского и закруглённого бойков.
Для чеканки применяют следующее оборудование:
- трещётки, крюки для намётки рельефных заготовок;
- бобошники, канфарники, лощатники для создания необходимого рельефа;
- сечки для чеканки линий, полукруглых или изогнутых линий;
- фигурные чеканы (трубочка, сапожок, утюжок, канфарник, пурошник, лощатник), используемые для создания серии одинаковых мелких детализированных узоров.
Слесарная мастерская с инструментом
Узлы, оснастка и приспособления к металлорежущим станкам
- 16Б20п.070 коробка подач для токарных станков Гомель
- 16Б20п.061 фартук для токарных станков Гомель
- АКП 109-6,3 автоматическая коробка передач
- АКП 309-16 автоматическая коробка передач
- ЭПУ 2-2 электроприводы ЭПУ2-2
УДГ-100 (УДГ Н-100) универсальная делительная головка Ø 200 ЛОМОУДГ-135 (УДГ Н-135) универсальная делительная головка Ø 270 ЛОМОУДГ-160 (УДГ-Д-160) универсальная делительная головка Ø 160 ЛОМОУДГ-200 (УДГ-Д-200) универсальная делительная головка Ø 200 ЛОМОУДГ-250 (УДГ-Д-250) универсальная делительная головка Ø 250 ЛОМО
УГ9321 автоматическая шестипозиционная револьверная головка ГомельУГ9326 автоматическая восьмипозиционная револьверная головка Гомель
Классификация
В зависимости от геометрических размеров заготовок, которые могут обрабатываться, агрегатные станки классифицируются на три группы. Каждая группа отличается габаритными размерами станка, его весом и конструкцией унифицированных узлов.
- Группа малогабаритных агрегатных станков. Это группа станков с небольшими размерами пинольных головок. Мощность пинольных головок колеблется от 0,18 до 0,75 кВт.
- Группа средних станков. У этой группы станков силовые головки имеют плоскокулачковый привод. Мощность подачи колеблется от 1,1 до 3 кВт.
- Группа больших размеров. Такие станки в своей конструкции имеют гидравлические или электромеханические столы. Такие столы предназначены для установки на них шпиндельных узлов.
Агрегатные станки классифицируются также по конструктивным особенностям:
- По количеству рабочих позиций классификация осуществляется по следующим признакам:
- однопозиционные. Конструкция такого агрегатного станка обеспечивает многостороннюю обработку деталей. Обрабатываемая деталь, на этих станках фиксируется в закрепленном неподвижном положении. Силовая головка агрегатного станка может обрабатывать заготовку с одной, двух или трех сторон;
- многопозиционные. На таком оборудовании заготовки могут обрабатываться в последовательном режиме. На каждом режиме обработка может вестись в трехстороннем режиме.
- По расположению инструмента. Силовая головка может обеспечить расположения инструмента по отношению к обрабатываемой детали в вертикальном, горизонтальном или наклонном положении.
- По способу крепления и передвижению заготовки классификация разделяет станки на следующие виды:
- станки, у которых столы неподвижные;
- станки с поворотным столом. Такая модель позволяет передвигаться столу вокруг двух осей (вокруг осей в вертикальной и горизонтальной плоскости);
- станки с возможностью перемещения в 1, 2, 3-х направлениях.
К отдельной классификационной группе следует отнести агрегатные станки линейного построения. На этих станках можно выполнять сверлильные, фрезерные и другие работы, а также нарезать внутренние резьбы. У таких станков нет закрепленного основания. Конструктивно такие станки состоят из рамы, электродвигателя и держателя рабочего инструмента. Рама оснащена направляющими. Заготовка крепится в специальное приспособление. Многие промышленники требуют от станочного оборудования высокой степени гибкости при совершенной производительности. Этим требованиям удовлетворяют агрегатные станки с ЧПУ, которые относятся к особой классификационной группе.
Внешний вид агрегатного станка
Поворотные делительные столы
Кроме устройств для прямолинейного перемещения, в агрегатных станках очень часто применяются поворотные делительные столы, предназначенные для закрепления на них приспособлений с заготовками и периодического поворота на определенный угол
Эти столы перемещают обрабатываемые детали из одной рабочей позиции в другую и, что очень важно, точно фиксируют заготовку относительно режущих инструментов. Столы поворачиваются в горизонтальной и вертикальной плоскостях
Делительные столы чаще всего выполняют дискообразными или кольцевыми с поворотом в горизонтальной плоскости, а также под названием «барабан» — для поворота в вертикальной плоскости. В последнем случае приспособления с деталями располагаются на периферии барабана и деталь можно одновременно обрабатывать с двух сторон.
Электромеханический поворотный делительный стол состоит из собственно стола (планшайбы), основания и редуктора. Нижней плоскостью стол установлен на привалочную плоскость станины. В качестве механизма поворота используются разные устройства. Это может быть мальтийский механизм или какой-то другой привод. Но обязательным условием является наличие узлов поворота, ориентации в нужном положении и устройства фиксации.
Агрегатные станки
Агрегатные станки предусматривают одновременную одностороннюю или двухстороннюю обработку отверстий.
Агрегатные станки, отвечая полностью своему технологическому назначению, как специальные станки вместе с тем могут быть изготовлены наиболее производительными и экономичными методами по сравнению с прежними конструкциями подобных станков. Это объясняется в первую очередь тем, что нормализованные и унифицированные их узлы ( фиг.
Агрегатные станки являются основной предпосылкой к созданию автоматических линий многократной обратимости с максимальной концентрацией технологических операций.
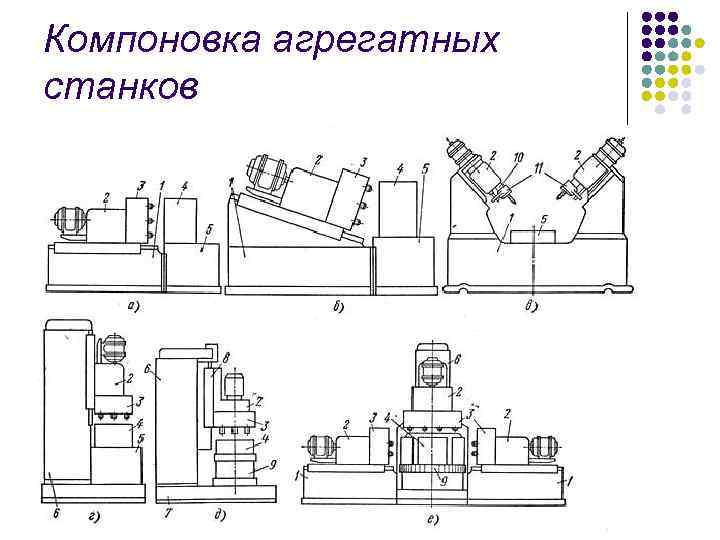
Агрегатные станки легко переналаживать в зависимости от условий и требований технологического процесса. На рис. 74 приведены отдельные схемы компоновки сверлильных агрегатных станков.
Агрегатные станки обеспечивают взаимозаменяемость обрабатываемых деталей, являющихся одним из обязательных условий крупносерийного и массового производства. Режущие инструменты на агрегатных станках работают на заранее рассчитанных режимах резания, что улучшает эксплуатацию инструментов. В агрегатных станках широко используют гидравлические, пневматические и электрические системы привода и управления.
Агрегатные станки – это специальные станки, которые компонуются из нормализованных агрегатов и деталей и дополняются установочными приспособлениями для координации изготовляемых деталей и режущих инструментов. Унифицированы узлы агрегатных станков: силовые головки, поворотные позиционные столы, основания, станины, колонны, салазки, приводы подач, шпиндельные коробки, кантователи.
Агрегатные станки предназначаются для применения в условиях крупносерийного и массового производства для выполнения сверлильных, расточных, резьбофре-зерных и реже – фрезерных и других работ. Изделия на таких станках обрабатываются одновременно многими инструментами с одной, двух или нескольких сторон в зависимости от конфигурации детали, которая устанавливается и закрепляется на столе станка. Поэтому агрегатные станки отличаются более высокой производительностью, чем универсальные станки. При обработке изделий на агрегатных станках сокращаются число рабочих и производственные площади при том же объеме продукции.
Агрегатные станки предназначаются для применения в условиях крупносерийного и массового производства для выполнения сверлильных, расточных, резьбонарезных и реже – фрезерных и других работ. Изделия на таких станках обрабатываются одновременно многими инструментами с одной, двух или нескольких сторон, в зависимости от конфигурации детали, которая устанавливается и закрепляется на столе станка.
| Схема компоновки агрегатного станка из нормализованных узлов. и деталей. |
Агрегатные станки изготовляются для обработки конкретного одного или нескольких изделий ( рис. 2), Агрегатные сТанки обычно собирают из нормализованных деталей и узлов, составляющих 70 – 80 % общего количества узлов в станке.
Агрегатные станки находят растущее применение в серийном производстве. Выпуск их из года в год растет. Во многих отраслях машиностроения ( насосостроение, текстильное машиностроение, двигателестроение, сельхозмашиностроение) технический прогресс производства в значительной мере обусловлен их широким использованием при изготовлении трудоемких деталей. Агрегатные станки могут быть эффективно использованй при групповой обработке конструктивно и технологически подобных деталей. Недавно появились агрегатные станки с ПУ, что характеризует их интенсивное проникновение в серийное производство.
Агрегатные станки способствуют сглаживанию противоречия между быстрым развитием современного производства и учащающейся сменой выпускаемых изделий более совершенными.
Агрегатные станки, применяемые в тяжелом машиностроении, компонуют из стандартных коробок скоростей или агрегатных головок и дифференциальных борштанг; в серийном производстве используют специальные станки.
Агрегатные станки можно применять при обработке даже небольшого количества деталей, так как их изготовление сводится лишь к монтажным работам; наличие универсальных силовых бабок и дифференциальных борштанг дает возможность быстро монтировать такие станки непосредственно на плитных настилах.
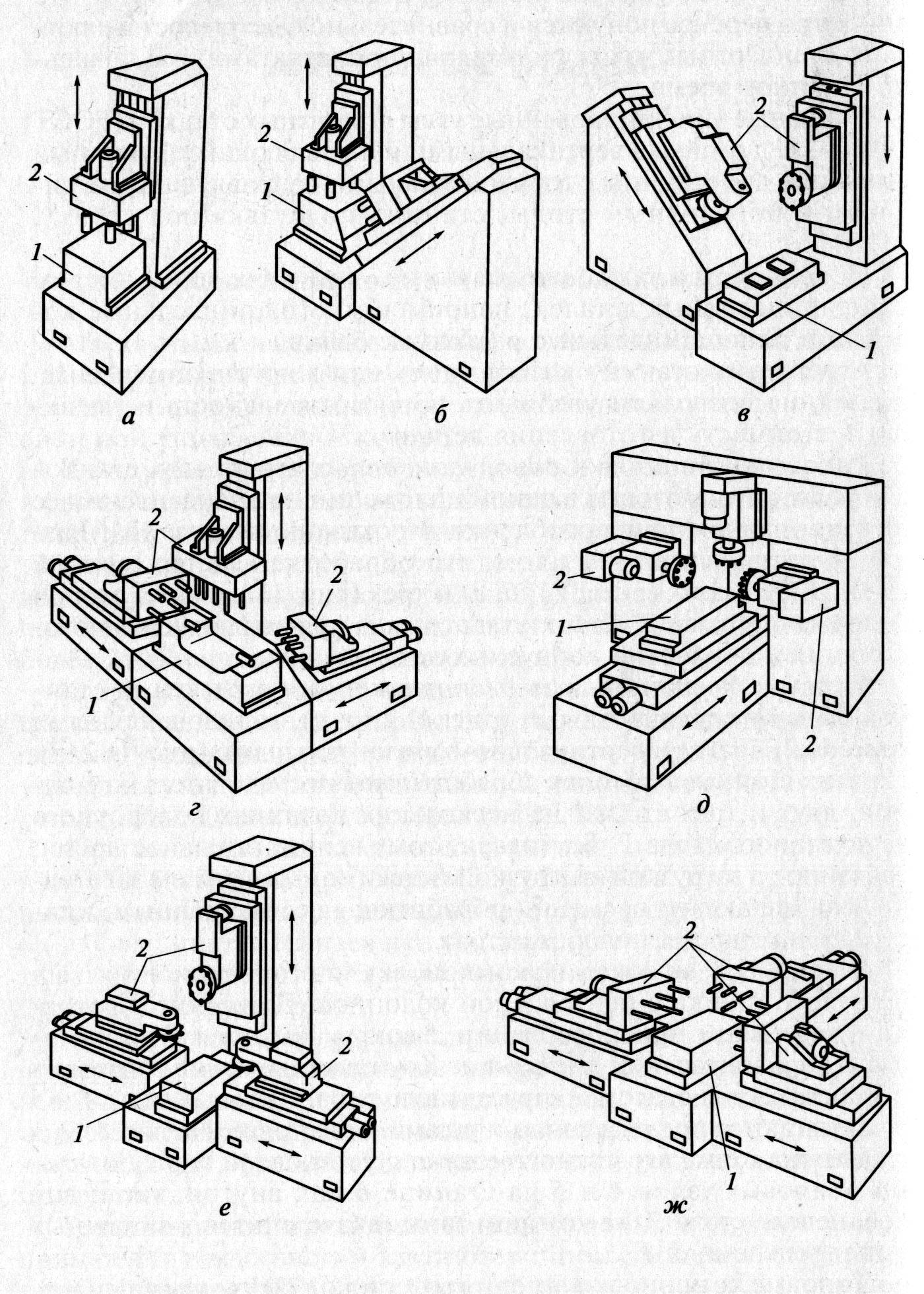
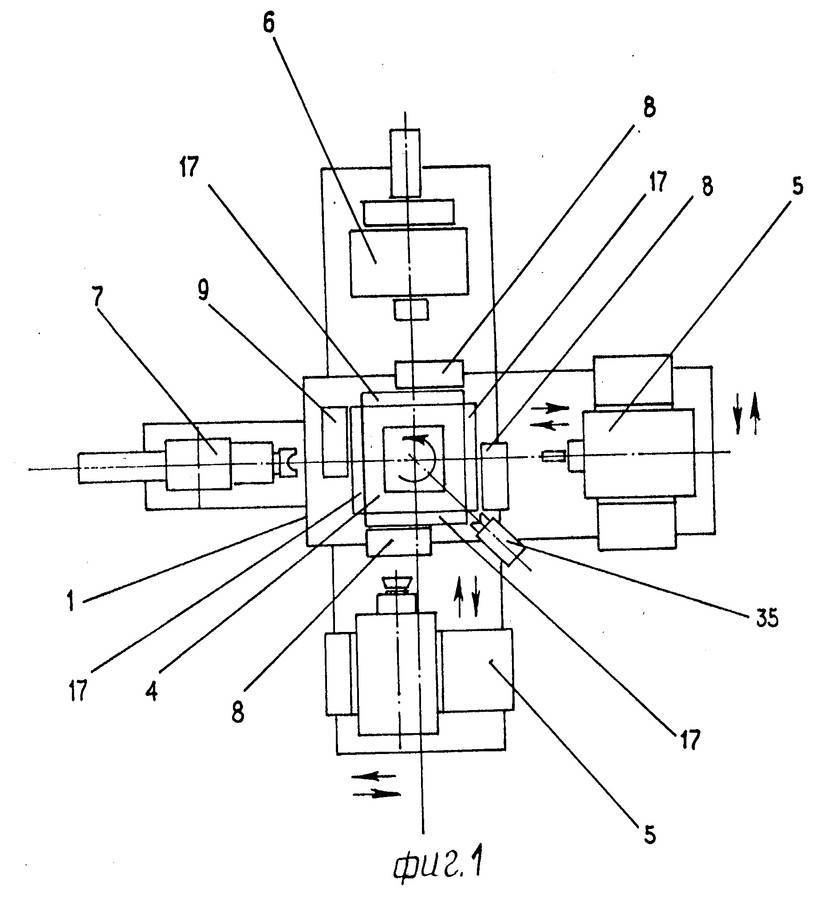
Агрегатные станки с самодвижущимися силовыми головками: а – односторонний с горизонтальной головкой; б – трехсторонний с горизонтальными головками; в – двухсторонний с наклонными головками: / – рабочее приспособление; 2 – средняя часть основания; 3 – самодвижущаяся силовая головка; 4 – салазки; 5 – основание; 6 – угловая подставка.
Станки для глубокого сверления и растачивания
- О компании
- О нас
- Товарные знаки
- Качество продукции
- Патентная работа
- Служба безопасности предупреждает!
- Продукция
- Станки производства РСЗ
- Фрезерные станки ЗФС
- Станки в наличии на складе
- Токарно-винторезные станки. Украина
- Продажа станков зарубежных производителей
- Резьбонакатные станки компании Evirt Italia s.r.l.
- Услуги
- Запасные части
- Чугунное литье на заказ
- Лазерная резка металла
- Шлифование неметаллов
- Продажа неиспользуемого оборудования
- Кузнечное производство
- Дополнительное оборудование
- Патроны токарные
- Электрооборудование
- Электродвигатели
- Подшипники
- Гидравлика
- Поворотные столы
- Токарный инструмент
- Аренда
- Подобрать цех в аренду
- Аренда производственных помещений в Рязани
- Аренда производственных помещений в Украине
- Производственно-складской комплекс «Комсомолец» г.Егорьевск
- Аренда производственных помещений. Нижний Новгород
- Индустриальный парк Станкозаводской
- Аренда, продажа производственных зданий в Рязани
- Склады в аренду г. Егорьевск
- Аренда холодного склада
- Административные здания в аренду
- Разное
- Новости
- Вакансии
- Снабжение
- Задать вопрос РСЗ
- Отзывы