Электроды для точечной сварки
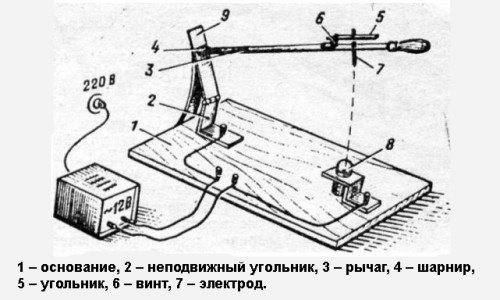
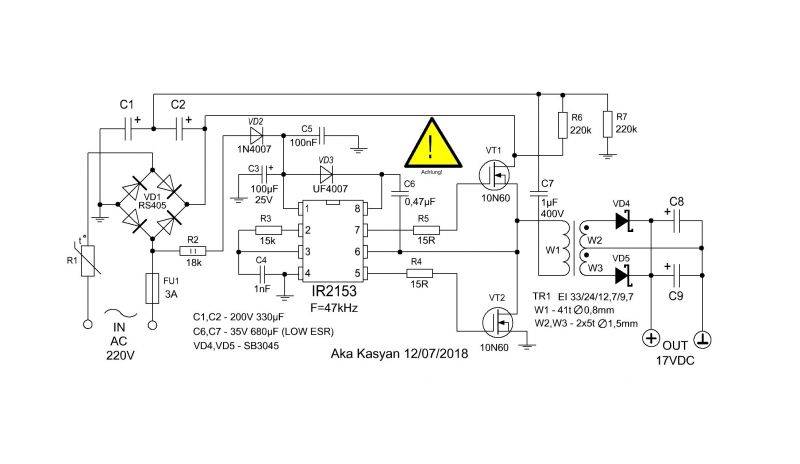
Схема самодельного аппарата для точечной сварки.
Электроды для точечной сварки отличаются от электродов для электродуговой сварки. Они не только обеспечивают подачу тока на свариваемые поверхности, но и выполняют прижимную функцию, а также задействованы в отводе тепла.
Высокая интенсивность рабочего процесса обуславливает необходимость использования материала, стойкого к механическим и химическим воздействиям. Более всего выдвинутым требованиям соответствует медь с добавлением хрома и цинка (0,7 и 0,4% соответственно).
Качество сварной точки во многом определяется диаметром электрода. Он должен быть минимум в 2 раз больше толщины стыкуемых деталей. Размеры стержней регламентируются ГОСТом и имеют от 10 до 40 мм в диаметре. Рекомендуемые размеры электродов представлены в таблице. (Изображение 1)
Для сварки рядовых сталей целесообразно использовать электроды с плоской рабочей поверхностью, для сварки высокоуглеродистых и легированных сталей, меди, алюминия – со сферической.
Изображение 1. Рекомендуемые размеры электродов.
Электроды со сферическими наконечниками более стойкие: способны произвести больше точек до перезаточки.
К тому же они универсальны и подойдут для сварки любого металла, а вот использование плоских для сварки алюминия или магния приведет к образованию вмятин.
Точечная сварка в труднодоступных местах выполняется электродами изогнутой формы. Сварщик, который сталкивается с подобными условиями работы, всегда имеет набор различных фигурных электродов.
Для надежной передачи тока и обеспечения прижима электроды должны плотно соединяться с электрододержателем. Для этого их посадочным частям придают форму конуса.
Некоторые виды электродов имеют резьбовое соединение или крепятся по цилиндрической поверхности.
Из чего делают электроды для контактных сварных работ?
Материал, из которого будут производиться электроды, выбирается в зависимости от того, какие требования будут предъявляться к условиям работы продукции. Стоит отметить, что электроды должны прекрасно выдерживать сжатие, температурные перепады, воздействие высоких температур, напряжения, которые будут образовываться внутри самого электрода, находящегося под серьезной нагрузкой.
Чтобы изделия получились максимально качественными, следует, чтобы электрод сохранял первоначальную форму своей рабочей поверхности, которая будет находиться в непосредственном контакте с соединяемыми деталями. Подплавление данного расходного материала ускоряет его изнашивание.
Обычно в качестве основного элемента берется медь, в нее добавляют другие элементы – магний, кадмий, серебро, бор и так далее. В результате получается материал, превосходно сопротивляющийся даже очень серьезным физическим нагрузкам. Электроды с вольфрамовым или молибденовым покрытием практически не изнашиваются в процессе эксплуатации, поэтому они в последнее время приобрели наибольшую популярность. Однако их нельзя использовать для сварки продукции из алюминия и других материалов, обладающих мягкой структурой.
Как устроены?
Для производства расходника в качестве проводника применяется специальная проволока либо пруты, при этом состав металла обуславливает характеристики изделия. Существуют также элементы, состоящие из одной проволоки, без покрытия. Такие расходники называются непокрытыми – к ним относятся вольфрамовые. Если проволока покрыта обмазкой, то такие элементы называют покрытыми.
Обмазочный материал существует таких видов:
- кислым;
- основным;
- целлюлозным;
- рутиловым;
- комбинированным.
- специальным.
По предназначению обмазка разделяется на два вида:
- защищающее (изделия толстослойные);
- ионизирующее (тонкослойные).
Основные виды электродов
Данное сварочное оборудование подразделяется на основные классы, относительно используемого типа металла:
- Для сварки теплоустойчивой легированной стали;
- Для высоколегированной стали;
- Для конструкционной стали (при дуговой сварке);
- Для наплавки металла;
- Для цветных металлов;
- Для чугуна;
- Для тонкого металла (самые тонкие – менее 2 мм в диаметре).
Типы электродов по виду их покрытия
Буквенные обозначения говорят о типе покрытия электродов:
- А – кислотное покрытие, с содержанием кремния, марганца, железа;
- Б – основное покрытие, в состав которого входит фтористый кальций и карбонад кальция. Подходят для сварки при постоянном токе переменной полярности;
- Ц – целлюлозное покрытие с органической основой;
- Р – рутиловое покрытие. Дополнительно содержит органические вещества и минералы.
Типы электродов по положению сваривания
Выбор положения проводника тока — это серьезный аспект процесса сваривания. Существует несколько допустимых вариантов положения:
- Любые положения;
- Любые положения, кроме вертикального сверху вниз;
- Нижнее (вертикальное сверху вниз и горизонтальное);
- Нижнее положение.
Виды электродов для работы при постоянном токе
Такой тип сварки является самым легким, безопасным и надежным, обеспечивающим ровный шов. При этом используются специальные электроды, подходящие именно для проведения постоянного тока:
- МР-3С. Имеет синюю маркировку. Используется для сваривания углеродистой и низколегированной стали, обеспечивает качественный и ровный шов, облегчает процесс.
- ОЗС-4. Электроды с красной маркировкой. Подходят для сварки сталей углеродистых и низколегированных видов, а также для окисленных поверхностей.
- ОЗС-12. Это красные электроды, предназначенные для ответственных конструкций (из стали низкоуглеродистых видов). Допустима сварка во всех положениях, кроме вертикального.
- УОНИ 13/45. Изделия с основным покрытием для сваривания сосудов, находящихся под давлением, металлов, имеющих большую толщину, а также для процесса заварки возможных дефектов. Подходят для низколегированной и углеродистой стали.
- УОНИ 13/55. Для работы с сосудами под давлением, строительными металлоконструкциями (из низколегированных и углеродистых видов стали).
Виды электродов для сварки по чугуну
Так как чугун является одним из самых распространенных материалов, стоит рассмотреть отдельно типы электродов, применяющихся для сварки изделий из этого материала. Нужно отметить, что для плавления чугуна используются электроды постоянного тока.
- МНЧ-2. Позволяет производить сварку в нижнем, вертикальном и полупотолочном положении с постоянным током обратной полярности.
- ОЗЧ-2. Для ковкого и серого чугуна в нижнем и вертикальном положении, при постоянном токе обратной полярности.
- МНЧ-4. Для чугуна любого вида в вертикальном и нижнем положении (постоянный ток обратной полярности).
- ЦЧ-4. Используется только в нижнем положении при холодной и горячей сварке. Позволяет производить сплавление чугуна со сталью другого вида. При высоком напряжении ток становится переменным.
- ОЗЧ-4. Для работы с любым видом чугуна, в верхнем и нижнем положении, исключительно при постоянном токе обратной полярности.
- ОЗЖН-1. Электрод для холодной сварки высокопрочного и серого чугуна в нижнем и вертикальном положении.
- ОК 92.18. Для сваривания при подогреве (при постоянном и переменном токе).
ГОСТы: сварочное оборудование
| Номер ГОСТ | Наименование |
|---|---|
| ГОСТ Р МЭК 60974-1-2012 | Оборудование для дуговой сварки. Часть 1. Источники сварочного тока. |
| ГОСТ IEC 60974-2-2014 | Оборудование для дуговой сварки. Часть 2. Системы жидкостного охлаждения. |
| ГОСТ IEC 60974-3-2014 | Оборудование для дуговой сварки. Часть 3. Устройства зажигания и стабилизации дуги. |
| ГОСТ Р МЭК 60974-4-2014 | Оборудование для дуговой сварки. Часть 4. Периодическая проверка и испытание |
| ГОСТ IEC 60974-5-2014 | Оборудование для дуговой сварки. Часть 5. Механизм подачи проволоки |
| ГОСТ IEC 60974-7-2015 | Оборудование для дуговой сварки. Часть 7. Горелки |
| ГОСТ IEC 60974-8-2014 | Оборудование для дуговой сварки. Часть 8. Пульты подачи газа для сварочных систем и систем плазменной резки |
| ГОСТ Р МЭК 60974-9-2014 | Оборудование для дуговой сварки. Часть 9. Монтаж и эксплуатация |
| ГОСТ IEC 60974-10-2017 | Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС) |
| ГОСТ IEC 60974-11-2014 | Оборудование для дуговой сварки. Часть 11. Электрододержатели |
| ГОСТ IEC 60974-12-2014 | Оборудование для дуговой сварки. Часть 12. Соединительные устройства для сварочных кабелей |
- ГОСТ 4.140-85 Система показателей качества продукции.Оборудование электросварочное.Номенклатура показателей.
- ГОСТ 95-77 Трансформаторы однофазные однопостовыедля ручной дуговой сварки. Общие технические условия.
- ГОСТ 7012-77 Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия.
- ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия.
- ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры.
- ГОСТ 304-82 Генераторы сварочные. Общие технические условия.
- ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия.
- ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия.
- ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия.
- ГОСТ 24376-91 Инверторы полупроводниковые. Общие технические условия.
- ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия.
- ГОСТ 22990-78 Машины контактные. Термины и определения.
- ГОСТ 297-80 Машины контактные. Общие технические условия.
- ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры.
- ГОСТ 25444-90 Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры.
- ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки.Ряды параметров.
- ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств.
- ГОСТ Р 50664-94 Аппараты ультразвуковые технологические. Рабочие частоты.
- ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний.
- ГОСТ Р 51526-2012 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Часть 10. Требования и методы испытаний.
- ГОСТ Р 55139-2012 Совместимость технических средств электромагнитная. Оборудование для контактной сварки. Часть 2. Требования и методы испытаний.
- ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия.
- ГОСТ IEC 60245-6-2011 Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки.
- ГОСТ Р 55554-2013 Электродержатели для подводной сварки и резки. Общие технические условия.
- ГОСТ Р 55738-2013 Шпильки и керамические кольца для сварки.
ГОСТы: процессы сваркиГОСТы: сварные соединения. Типы, конструктивные элементы и размерыГОСТы: сварочные расходуемые материалыГОСТы: сварочное оборудованиеГОСТы: механическое сварочное оборудованиеГОСТы: безопасность труда, требования безопасности к сварочному оборудованиюГОСТы: неразрушающие методы контроля сварных соединений, качество сваркиГОСТы: методы химического анализа сварочных материаловГОСТы: газовая сварка и резка металлов
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Каким током варить электродами или какого диаметра выпускают расходные материалы
На прочность образуемого соединения влияет не только диаметр расходника, но еще и значение сварочного тока. Подбирать силу тока требуется по толщине используемых стержней. Если неправильно выбрать ток, то при работе инверторной или дуговой сваркой возникнут неприятные последствия в виде проваривания или прилипания шва.
 Таблица выбора электродов по току
Таблица выбора электродов по току
Чем больше диаметр используемого стержня, тем соответственно выше должна быть сила тока. Если раньше значение тока высчитывалось вручную, то сегодня существуют нормативные документы. На сварочных устройствах предусмотрены регуляторы, посредством которых можно установить необходимую величину тока, поэтому далее рассмотрим, как выбрать его необходимое значение.
Для бытовых сварочных аппаратов, рассчитанных на работу с электродами от 1 до 2 мм, применяется диапазон токов от 30 до 45 Ампер. Выбор тока следует настраивать путем плавного изменения положения регулятора.
Для стержней 2 мм, которые используют для сварки металлов 2-3 мм, выставляется ток в пределах от 30 до 80 Ампер. Причем в большую сторону нужно перемещать регулятор только в случае, если осуществляется работа с толстым металлом. Точное значение следует выставлять самостоятельно, ориентируясь на качество сварочного процесса.
Для стержней 3 мм выставляются токи в диапазоне от 65 до 130 Ампер.
Для устройств диаметром 4 мм — такие материалы предназначены для работы не только с толстыми металлическими заготовками, но и более тонкими. Используя такие изделия, следует выставлять для них ток в диапазоне от 110 до 200 Ампер.
Для стержней 5 мм выбирается сила тока от 160 до 250 Ампер
Для работы с такими расходными материалами важно использовать мощное оборудование.
Для электродов от 6 до 8 мм выставляется ток от 300 Ампер. Верхнее значение может достигать 400 Ампер, но важную роль здесь играет не только размер стержня, но и толщина стали.
Начинающим сварщикам не рекомендуется сразу же начинать работать с электродами большого диаметра. Для домашнего использования вполне хватает расходников от 1 до 3 мм. Ниже представлена таблица, которая обязательно поможет правильно выбрать подходящий ток в зависимости от диаметра используемого изделия и толщины свариваемого металла.

Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
Физико-механические аспекты
Сущность КС заключается в последовательной реализации физико-механических процессов, способствующих образованию неразъемного сварного соединения. Для этого технологическую схему КС разбивают на следующие стадии:
- Механическое поджатие свариваемых деталей между электродами – для обеспечения плотного контакта между стыкуемыми поверхностями.
Сопрягаемые поверхности в силу своей шероховатости не являются идеально гладкими, поэтому физический контакт двух заготовок осуществляется по многочисленным площадкам микроскопических размеров (так называемые микроконтакты).
- Пропускание электрического тока через границу контакта сопрягаемых элементов – для нагрева до оплавления соединяемых поверхностей. На этой стадии КС начинается межатомное взаимодействие материалов деталей, способствующее формированию сварного соединения.
В соответствии с законом Джоуля – Ленца при прохождении электротока через поверхности сопрягаемых деталей происходит выделение тепла, количество которого возрастает при увеличении силы сварочного тока Iсв и омического сопротивления R участка прохождения тока.
Особенностью зоны контакта сопрягаемых металлов является ее высокое электрическое сопротивление Rк, значительно превышающее сопротивления других участков сварочной цепи – сопротивления Rдет свариваемых деталей и сопротивления прижимающих электродов Rэлек .
При прохождении тока через микроконтакты происходят сотни тысяч микрооплавлений, способствующих расплавлению всей контактирующей поверхности. При этом в процессе КС сами свариваемые заготовки практически не нагреваются, поскольку их сопротивление небольшое.
Для скорого нагрева зоны контакта необходимы мощные токи, сила которых достигает нескольких тысяч ампер. С учетом большой величины сопротивления Rк микрорасплавления происходят в течение десятых или даже сотых долей секунды, что обуславливает высокую скорость КС.
На рис. ниже показаны схемы КС, иллюстрирующие особенности сопряжения поверхностей двух свариваемых деталей:
- (а) – схема КС;
- (б) – схема непосредственного (физического) контакта деталей в процессе сварки.
- Осадку свариваемых частей, представляющую собой поджатие нарастающим усилием, — для создания местной пластической деформации и образования пространственных межатомных связей.
При локальном нагреве сопряженных деталей повышается пластичность металла в зоне контакта. Под действием сжимающего усилия микронеровности на границах микроконтактов сминаются, после чего начинается взаимное диффузное проникновение атомов до расстояний, соизмеримых с параметрами кристаллических решеток. Образуются новые структурные связи, в зоне контакта формируется сварное соединение.
- Отключение подачи электротока, охлаждение расплавленного металла в зоне контакта до его окончательной кристаллизации. В ходе процесса кристаллизации сжимающее воздействие электродов сохраняется в целях предотвращения дефектов усадочного характера – рыхлот, пор и трещин.
Устройство сварочного электрода
Несмотря на то, что область применения сварочных электродов может быть различной, их устройство практически всегда одинаковое. Все они состоят из таких основных элементов как:
- Стержень (металлический или неметаллический);
- Покрытие (в редких случаях может отсутствовать);
- Контактный торец без покрытия.
Стержень является основной частью, которая обеспечивает дополнительный металл, что нужен для соединения отдельных частей. При воздействии высокой температуры он расплавляется, заполняя собой емкость сварочной ванны. Чем больше его состав соответствует тому, с металлом которого его используют, тем выше качества шва.
Покрытие создает защитную среду во время сварки. Благодаря этому в ванну не попадают лишние предметы. Подбор покрытия также зависит от условий сварки и материала, с которым будет вестись работа, так что к выбору стоит отнестись очень ответственно.
Контактный торец служит для зажигания дуги, поэтому он и не имеет покрытия. Допускается небольшое откалывание частей покрытия на этом участке, так как это одно из самых уязвимых мест.
Устройство сварочного электрода
Особенности точечной контактной сварки
Подобная технология прекрасно подходит для того, чтобы соединить между собой металлические элементы, причем присоединение осуществляется как в одной, так и в нескольких точках данных заготовок. Она пользуется огромной популярностью не только в промышленности (в частности, ее часто применяют в сельском хозяйстве, при строительстве самолетов, автомобильного транспорта и так далее), но и в бытовых условиях.
Принцип действия данного метода довольно простой: электрический ток при прохождении через детали, находящиеся в непосредственном контакте друг с другом, очень сильно разогревает их кромки. Нагрев получается настолько сильным, что металл начинает быстро плавиться, сразу заготовки быстро сдавливают со значительным усилием. В результате этого и осуществляется формирование сварного соединения.
Оборудование, разработанное для использования такой технологии, предназначено для соединения между собой листов, прутьев и других металлических изделий. Ключевыми преимуществами данного метода являются следующие:
- Отсутствие сварного соединения в традиционном его понимании;
- Нет необходимости использовать присадочный материал, газовую среду или же флюс;
- Оборудование очень легко в использовании;
- Скорость выполнения работ довольно высокая.
Главным и единственным недостатком подобного способа является то, что шов получается абсолютно не герметичным.

Процесс охлаждения

Для охлаждения электрода в ходе такой сварки применяют воду, которая поступает по трубкам, либо через отверстия в нем самом. Это необходимо, так как на электроды идет серьезное температурное воздействие и необходимо своевременное охлаждение.
И наружное или внутреннее охлаждение водой используют потому, что воздуха для этого недостаточно.
При использовании сложных изделий, качественному охлаждению необходимо уделять особое внимание. Именно из-за особенностей их конструкции, охлаждение таких моделей может привести к появлению трудностей
Не столь важно, прямую или фигурную модель вы используете, но если электрод достаточно большого размера, то вдоль корпуса можно припаять две медные трубки для оперативной подачи воды. Это нужно помнить, если вы используете модель непростой конфигурации
Это нужно помнить, если вы используете модель непростой конфигурации.
Материалы электродов
Согласно ГОСТ 2601, критерием качества готового шва является его прочность на разрыв или сдвиг. Она зависит от интенсивности тепловой мощности в зоне электрического разряда, а потому связывается в первую очередь с теплофизическими характеристиками материала электродов.
Использование медных электродов малоэффективно по двум причинам. Во-первых, медь, являясь высокопластичным металлом, не обладает достаточной упругостью, чтобы в период между рабочими циклами полностью восстановить геометрическую форму электродов. Во-вторых, медь весьма дефицитна, а частая замена электродов обуславливает и высокие финансовые затраты.
Попытки использовать более твёрдую, упрочнённую медь успеха не имеют: для нагартованного материала параллельно с повышением твёрдости снижается температура рекристаллизации, поэтому с каждым рабочим циклом износ рабочего торца электрода для контактной сварки будет возрастать. Поэтому практическое применение получили медные сплавы с добавлением ряда других металлов. В частности, введение в медный сплав кадмия, бериллия, магния, цинка и алюминия мало изменяет показатель теплопроводности, зато улучшает твёрдость при нагреве. Стойкость электрода от динамических тепловых нагрузок увеличивают железо, никель, хром и кремний.
При подборе оптимального материала сварочных электродов для контактной сварки ориентируются на показатель удельной электропроводности сплава. Чем меньше он будет отличаться (в меньшую сторону) от электропроводности чистой меди – 0,0172 Ом·мм2/м, тем лучше.
Наиболее эффективную стойкость против износа и деформации показывают сплавы, в состав которых входят кадмий (0,9…1,2%), магний (0,1…0,9%) и бор (0,02…0,03%).

Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
Электроды, предназначенные для проведения контактной сварки в жёстких условиях (непрерывное чередование циклов, поверхностные температуры до 450…500ºС). Их изготавливают из бронз, содержащих хром и цирконий (Бр.Х, Бр.ХЦр 0,6-0,05. В эту же группу включают никель- кремнистые бронзы (Бр.КН1-4), а также бронзы, дополнительно легированные титаном и бериллием (Бр.НТБ), используемые для точечной сварки нержавеющих и жаропрочных сталей и сплавов.
Электроды, применяемые при контактных температурах на поверхности до 250…300ºС (сварка обычных углеродистых и низколегированных сталей, медных и алюминиевых изделий). Их производят из медных сплавов марок МС и МК.
Электроды для относительно лёгких режимов эксплуатации (поверхностные температуры до 120…200ºС). В качестве материалов применяется кадмиевая бронза Бр.Кд1, хромистая бронза Бр.Х08, кремненикелевая бронза Бр.НК и др. Такие электроды могут использоваться также и для роликовой контактной электросварки.
Следует отметить, что по убыванию удельной электропроводности (по отношению к чистой меди) эти материалы располагаются в следующей последовательности: Бр.ХЦр 0,6-0,05→МС→МК→Бр.Х→Бр.Х08→Бр.НТБ→Бр.НК →Бр.Кд1→Бр.КН1-4. В частности, разогрев до требуемой температуры электрода, изготовленного из бронзы Бр.ХЦр 0,6-0,05 произойдёт примерно вдвое быстрее, чем полученного из бронзы Бр.КН1-4.
Варианты сварочного оборудования
Разные варианты сварки могут выполняться аппаратом одного вида, универсальный ИИСТ работает в разных режимах, с различными материалами. Основная цель – постоянный стабильный процесс горения сварочной дуги, необходим также легкий поджиг.
Источники питания сварочной дуги:
- Трансформаторы. Специально предназначен для сварочных работ, с помощью преобразования напряжения сети в низкое напряжение переводит ток из низкого в высокий. Показатели достигают тысяч ампер. Изменение параметров проходит за счет секционирования витков обмотки аппарата, первичной или вторичной.
- Электрогенераторы, работающие на дизеле, бензине или от электричества. Иначе именуются сварочными агрегатами, по сути – мобильные электростанции., способные генерить электрический ток для сварки и резки электродуговым способом.
- Выпрямители. Преобразователи энергии переменного электротока в постоянный, однонаправленный, выходной тип.
- Инверторы. Устройства для преобразования тока постоянного типа в переменный, меняется напряжение по типу дискретного сигнала. Используются как отдельные аппараты или в системах бесперебойного питания.
Выпрямители и инверторы относятся вариантами одной электрической машины. Это обусловлено правилом обратимости электромашин, заключающемся в преобразовании электроэнергии в механическую, и обратном преобразовании.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Электроды для шовной сварки
Одной из разновидностей контактной сварки являетс, шовная сварка. Однако электроды для шовной сварки – это также сплав металлов, только в форме ролика.
Ролики для шовной сварки бывают таких видов:
- без скоса;
- со скосом с одной стороны;
- со скосом с обеих сторон.
Конфигурация свариваемой детали определяет, ролик какой формы следует использовать. В труднодоступных местах недопустимо применять ролик со скосом с обеих сторон. В этом случае подойдет ролик без скосов или со скосом с одной стороны. В свою очередь ролик со скосом на двух сторонах эффективнее прижимает детали и быстрее охлаждается.

Электроды-ролики для шовной сварки
Применение роликовой сварки помогает добиться герметичных сварочных швов, что позволяет использовать их в изготовлении емкостей и резервуаров.
https://youtube.com/watch?v=RyPVrhanfIQ
Итак, контактная сварка позволяет производить высокотехнологичные швы, но чтобы добиться качественного результата, нужно тщательно следовать значениям, указанным в таблицах. Какую сварку выбрать, точечную или шовную, зависит от ваших потребностей.