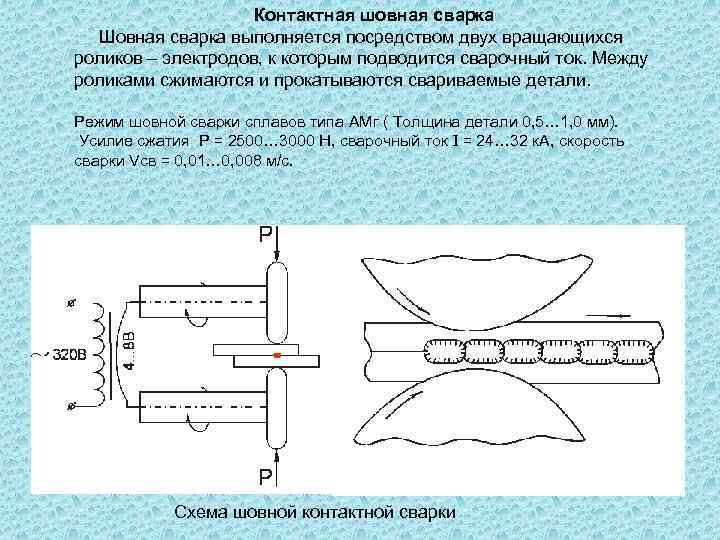
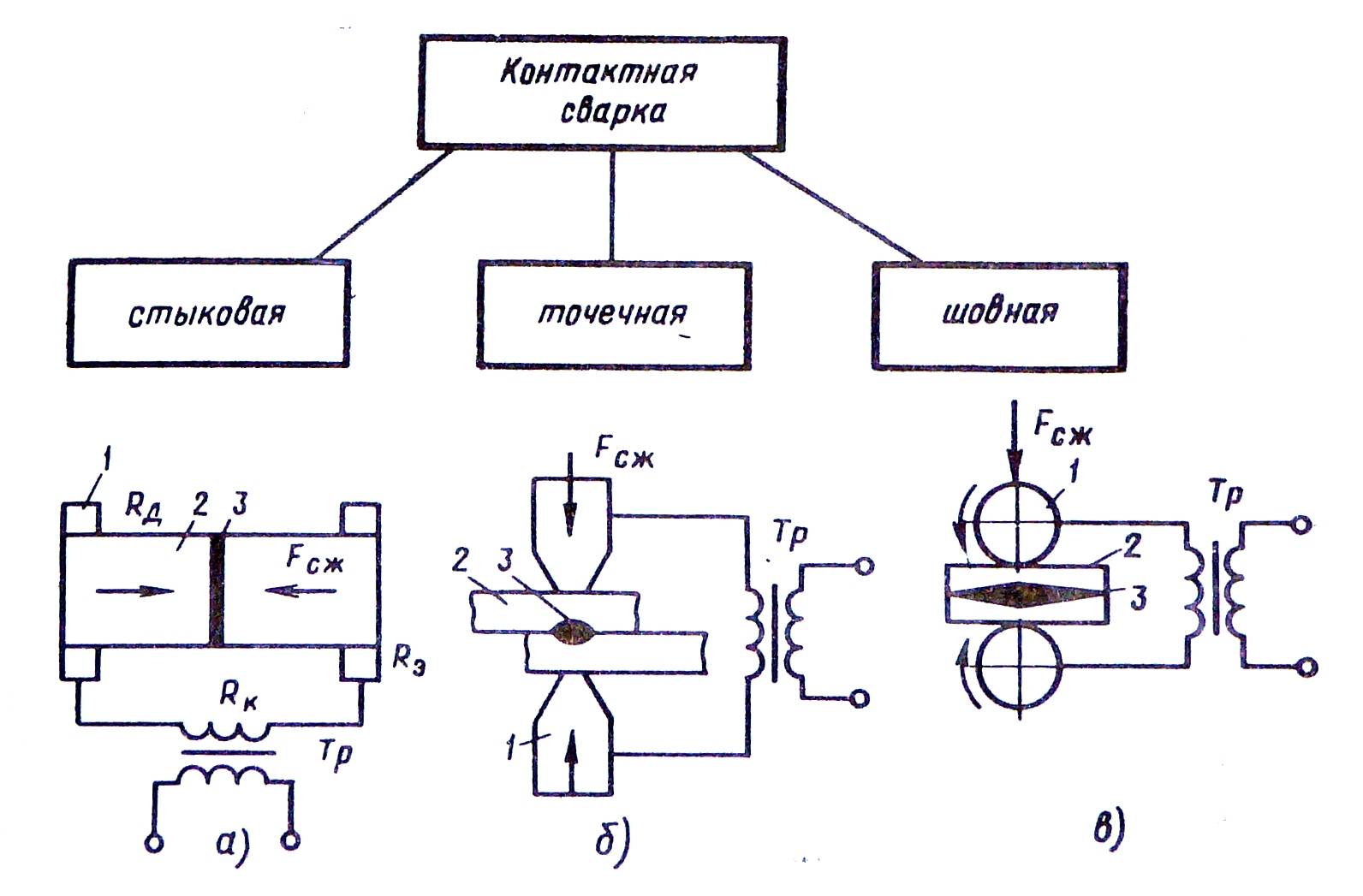
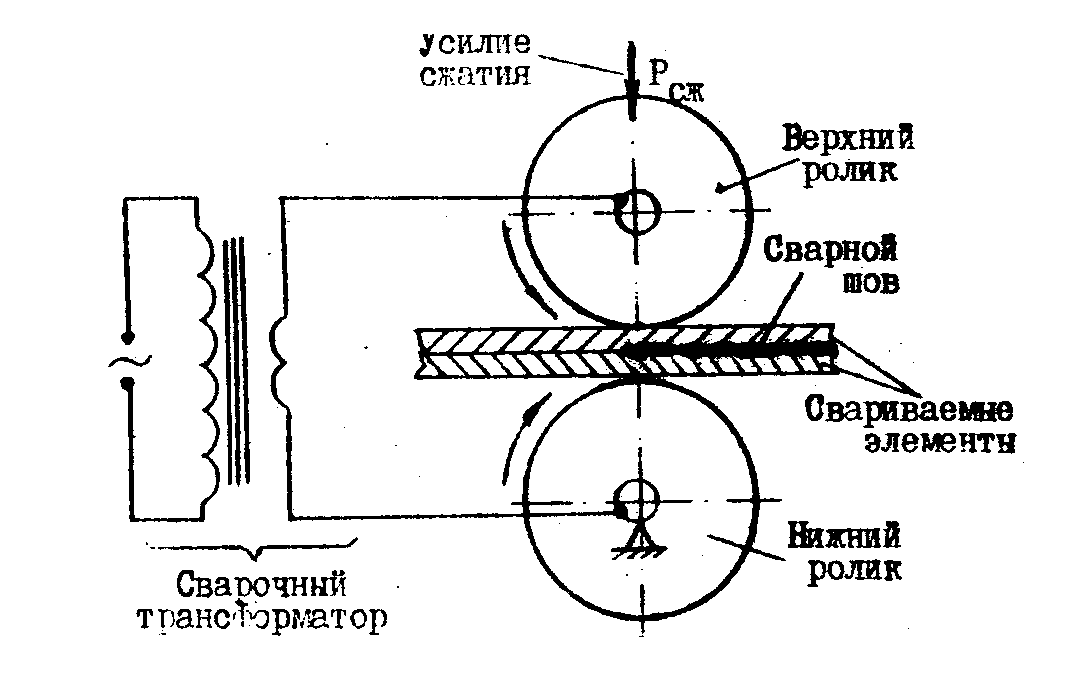
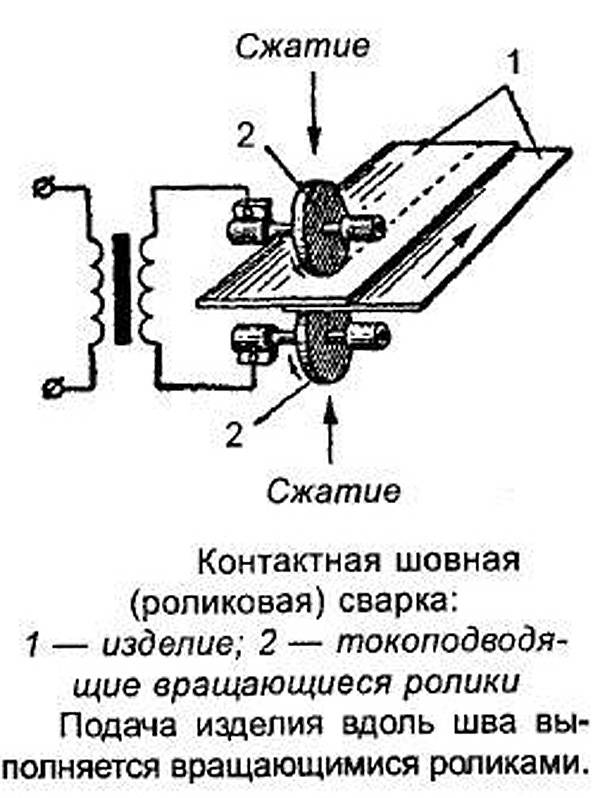
Шовная (роликовая) сварка
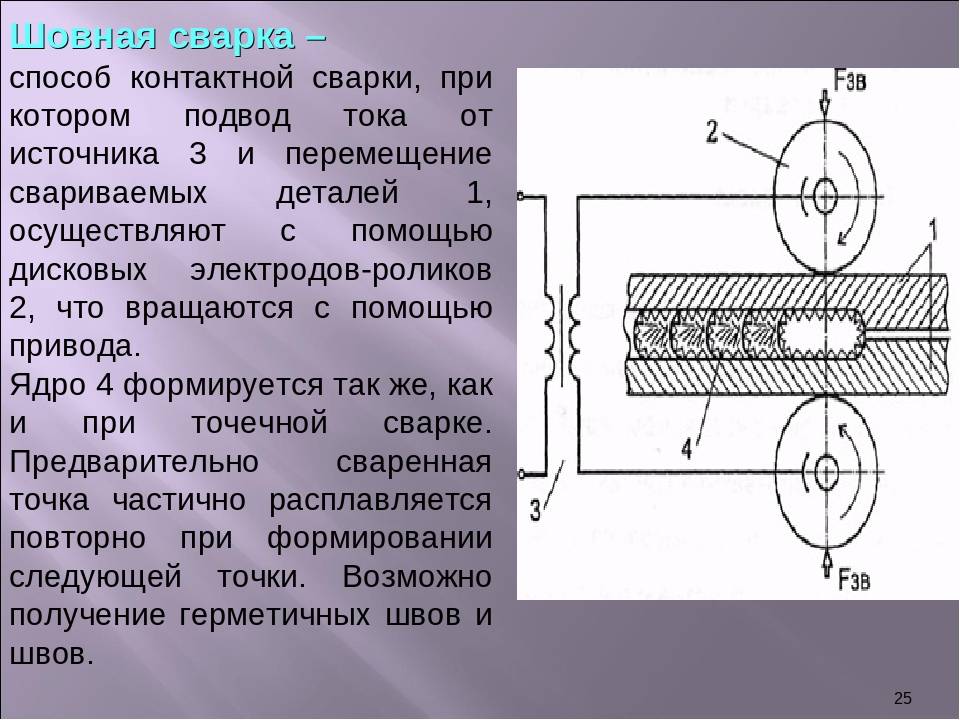
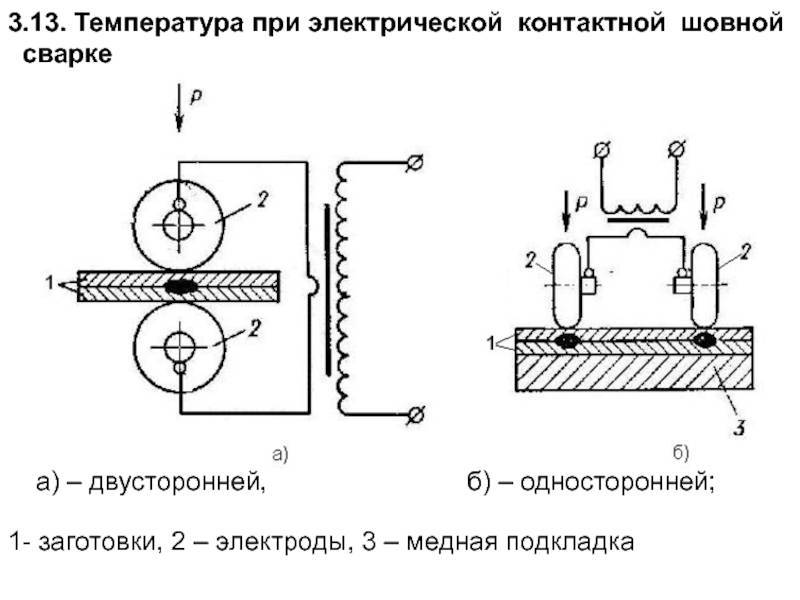
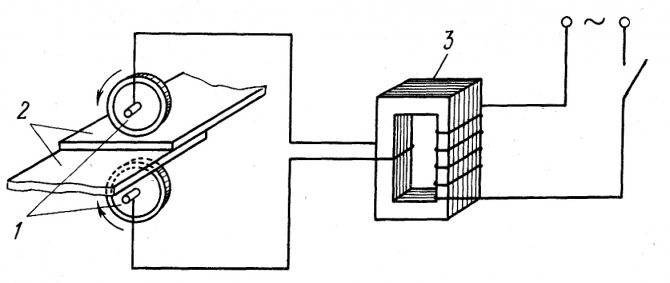
Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Аппараты роликовой сварки российского производства
Сущность процесса
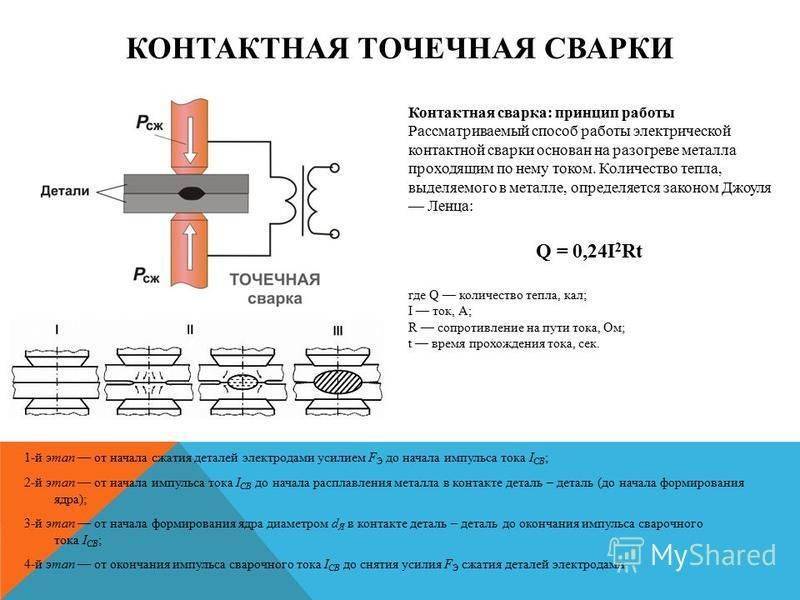
Роликовая сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
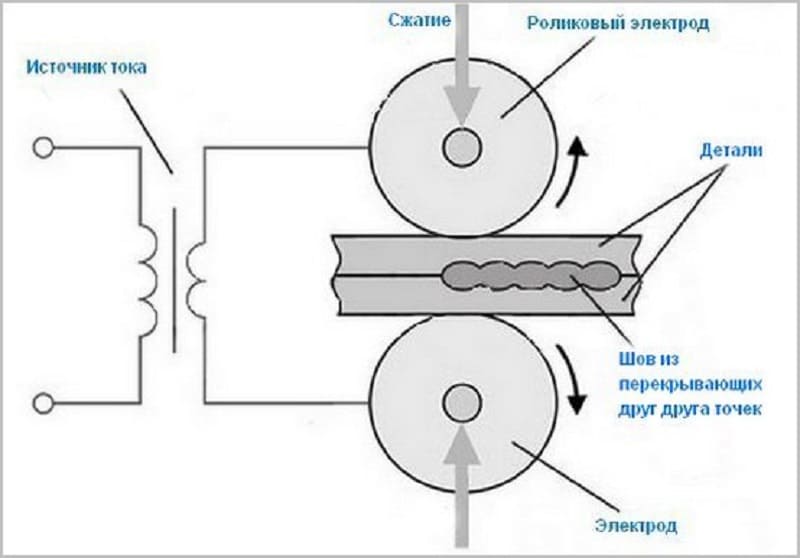
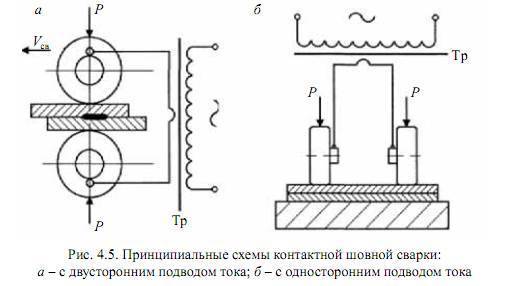
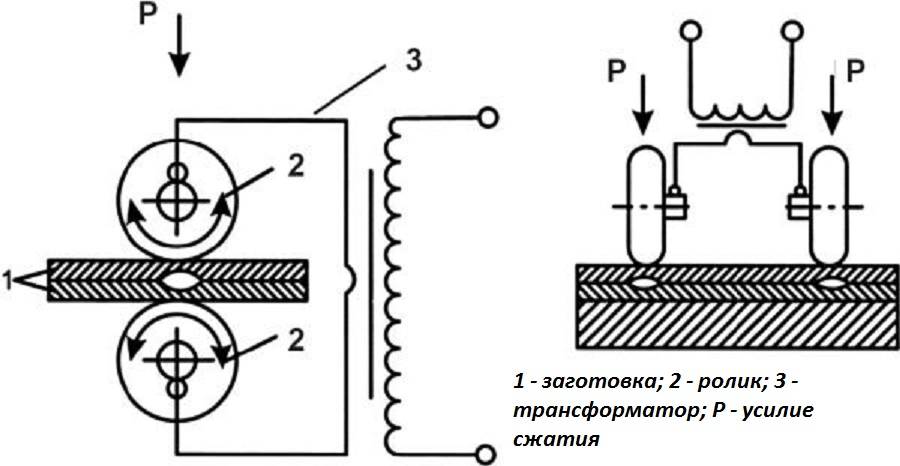
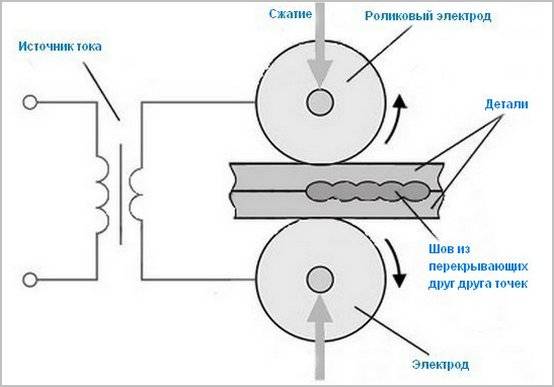
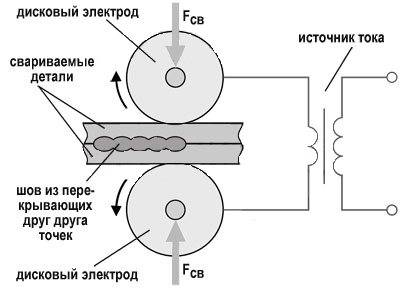
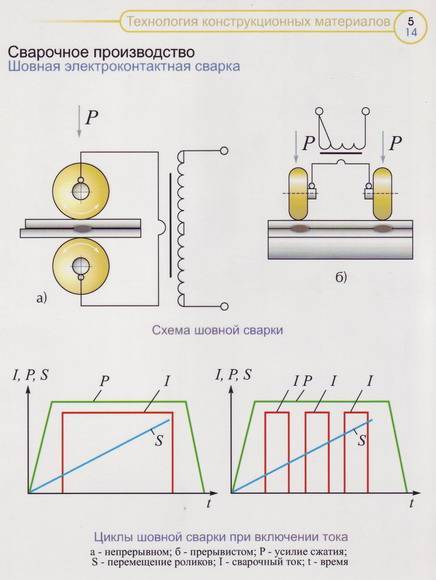
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
Рисунок. Схема роликовой (шовной) сварки. Ролики шовной сварки
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки:
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Толщина свариваемых листов, как правило, не превышает 1 мм. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей
Важное значение при непрерывной сварке имеют тщательная зачистка свариваемых поверхностей, одинаковая толщина и однородность состава соединяемых изделий. Используется для сварки не ответственных изделий из малоуглеродистых сталей
Рисунок. Циклограмма непрерывной шовной сварки
Благодаря меньшему перегреву роликов и заготовок наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм.
Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы.
Рисунок. Циклограмма шаговой шовной сварки
источник
Применяемые вспомогательные знаки
- — применяется при требовании о выравнивания поверхности стыка;
- — обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
— неразъемное соединение выполняется по разомкнутому контуру;
, — стык выполнен в виде замкнутого сплошного контура;
— сварочную операцию произвести при подгонке детали по месту;
— прерывистое соединение с периодическим типом месторасположения сварочной ванны;
— разрывной стык, шахматное расположение сварной ванны.
Обозначение сварки (выдержки из нормативной документации) по отличающимся способам операций (ручной электродуговой, аргоновой) сведены в таблицу:
Способы выполнения сварочного шва отражены в ГОСТ:
- А — стыковка посредством автоматики с флюсом при отсутствии подкладки, подушки, без предварительного шва;
- Аф — сварка на автомате с использованием флюса и подущки на его основе;
- ИН — стыковка осуществляется посредством тугоплавкого электрода из вольфрамового сплава в облаке газов без добавления дополнительного материала;
- ИНп — стыковка производится электродом из вольфрама в облаке инертных газов с добавлением добавочного материала;
- ИП — применение расплавляющегося электрода в облаке газов;
- УП — соединение в среде окиси углерода посредством расплавляющегося электрода.
В целом, расшифровывать и читать обозначение сварных швов в документации почти тоже самое, что учиться читать по Азбуке или Букварю. Требуется запомнить регламентирующие документы (ГОСТ) и грамотно расшифровывать обозначения, приведенные на чертежах.
Принцип действия
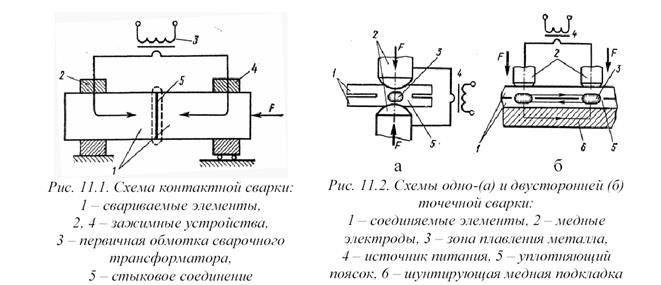
Технология контактной сварки точечным, шовным и рельефным способами основана на одной и той же единичной операции — создании сварной точки в месте соприкосновения поверхностей заготовок. В общем виде это выглядит так (см. рис. ниже):
- Установка сложенных внахлест заготовок на нижний электрод.
- Сжатие их верхним электродом.
- Подача импульса сварочного тока.
- Кратковременное удерживание сжатия до остывания сварной точки.
- Отвод верхнего электрода в исходное положение.
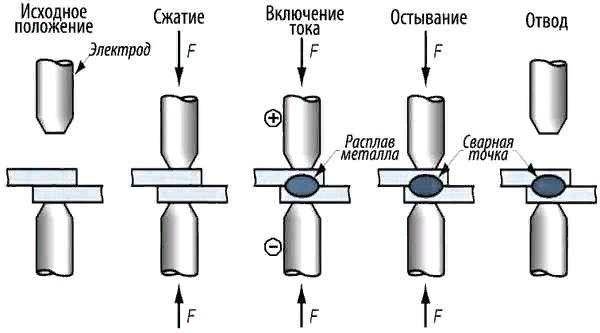
В установках контактной сварки используется постоянный ток обратной полярности (плюс на верхний электрод) или переменный ток частоты 50 Гц (в некоторых случаях применяют высокочастотные источники)
Прижим деталей является важной частью технологического процесса. После прохождения импульса тока в месте соприкосновения поверхностей деталей возникает линза из расплавленного металла, которая в контактной технологии называется ядром
Сжатие с необходимым усилием не позволяет металлу выплескиваться за область ядра, а также вызывает пластическую деформацию зоны ядра и взаимное проникновение металлов заготовок.
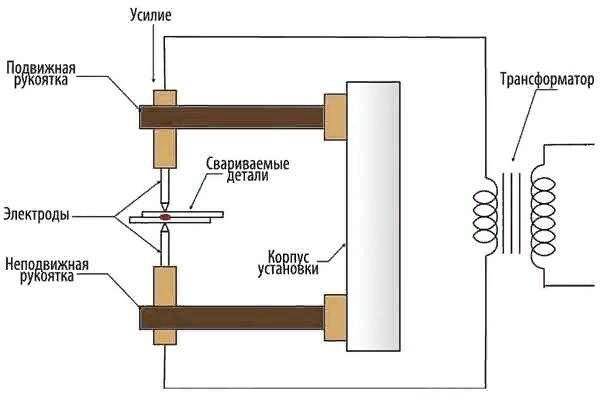
Стандартная установка точечной сварки состоит из следующих элементов (см. рис. ниже):
- источник питания с переменным или постоянным током;
- нижняя (опорная) рукоятка с электродом массы;
- верхняя (прижимная) рукоятка с основным электродом;
- корпус установки с механизмом прижима и контактами.
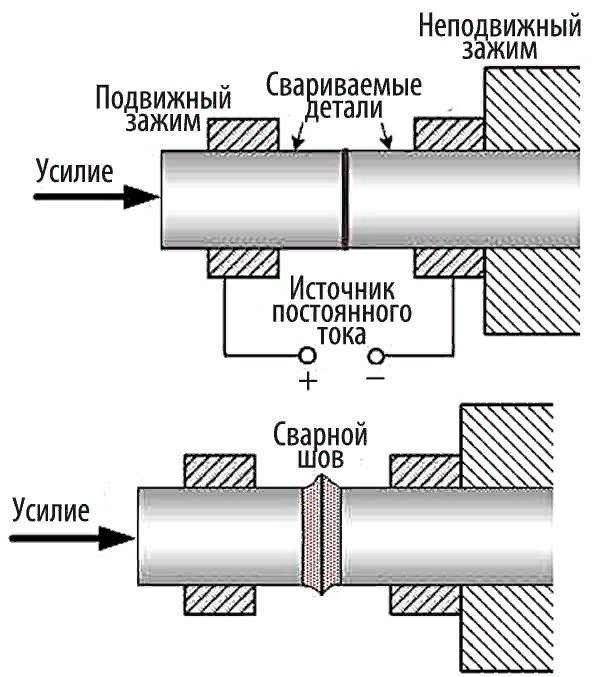
Технология стыковой сварки отличается от остальных контактных способов, т. к. в этом случае посредством расплавления металла соединяются торцевые части двух массивных деталей. Последовательность технологических операций при стыковой контактной сварке выглядит следующим образом (см. рис. ниже):
- Фиксация одной из заготовок в неподвижном зажимном приспособлении.
- Установка второй заготовки в подвижную оснастку.
- Сжатие торцов заготовок с постоянным усилием.
- Подача на заготовки импульса сварочного тока.
- Разогрев металла до состояния плавления с продолжающимся после отключения тока приложением усилия.
- Сближение торцов и образование сварного шва.
- Остывание шва и снятие усилия.
Напряжение холостого хода в устройствах контактной сварки намного ниже, чем у другого сварочного оборудования. Обычно оно составляет 3÷6 В (максимум до 20 В), при этом напряжение сварки равно 1÷1.5 В. Сила тока во всех контактных способах в зависимости от толщины заготовок и площади контакта лежит в интервале от единиц до сотен тысяч ампер. Глубина проплавления каждой детали в зависимости от вида материала должна составлять от 20 до 80% процентов ее толщины. Не допускается сквозное проплавление (прожиг) металла, а также проплавление его на глубину меньше нормативного.


Точечная роликовая сварка
Точечная роликовая сварка позволяет прочно соединять детали красивым и аккуратным швом. Процесс работы заключается в следующих действиях:
- подготавливается заготовка для соединения с чистой поверхностью. Жирные пятна и окислы препятствуют прохождению сварного тока и соответственно хорошему соединению металла;
- заготовки накладывают друг на друга и зажимают дисковыми электродами. Усилия зажима соответствуют толщине металла;
- затем подается сварочный ток на ролики, служащие электродами. Металл в зоне контакта с заготовкой начинает нагреваться и расплавляться. Прилагается определенное механическое давление, соединяющее металл;
- прокатывания заготовки между роликами образуются сварные точки. Они могут в некоторых местах перекрывать друг друга.
Точечная роликовая сварка достаточно быстро производит сварное соединение. Для этого не требуются специальные средства защиты места расплава от окисления. Это позволяет сделать сварочный процесс менее трудоемким. Сварные точки способны очень прочно соединять детали и выдерживать определенную нагрузку.
Шовная роликовая сварка
Шовная роликовая сварка – это то же самое что и роликовая сварка. Принцип сварки не отличается от точечной роликовой. Шовная роликовая сварка выполняется тремя способами:
Непрерывный способ протекает при непрерывном движении деталей, а также подаче тока. Сваривает металлический лист толщиной до 1мм. из малоуглеродистой стали. В основном применяют этот способ для изделий, не имеющих большой ответственности. Недостаток состоит в частом перегреве сварочных электродов и деталей. Поэтому этот метод применяется редко.

Прерывным способом соединяют детали, которые постоянно вращаются в процессе сварки, но сварочный ток прерывается. Толщина свариваемых листов до 3мм. Благодаря продуманной сбалансированности соотношения скорости вращения роликов к частоте импульсов тока, позволяет обеспечить хорошую герметичность швов. Этот способ более эффективный и получил большее распространение. Сварочные ролики и заготовки не перегреваются. Качество швов хорошее.
Шаговый способ подразумевает прерывистое движение деталей ( пошагово). В момент остановки ролика подается большая величина тока, которая соединяет металл. Можно сваривать листы до 3мм. толщины. При этом перегрев роликов и детали минимальный. Такой способ успешно применяют для соединения алюминиевых сплавов, а также плакированных металлов. Шовная роликовая сварка оснащена роликами, испытывающие большие нагрузки. Поэтому, их изготавливают из металлов, способных переносить такие нагрузки. Для этого используют сплавы меди и бронзы. Они способны иметь стойкость к деформациям и перегревам.
post_views_count: 1055
- vote-total: 1
- vote-rating: 4
—>
Шовная (роликовая) сварка: технология, машины
Роликовая (шовная) сварка соединяет в нахлест детали прерывистым или непрерывным швом. Получение последнего, герметичного шва происходит при перекрытии каждой следующей точки на 22-35 % предыдущей.
Устройство шовных машин схоже с аппаратами для точечного соединения. Составляющие части данных станков:
- станина;
- механизмы вращения и сжатия;
- электроды с креплениями;
- трансформатор.
Устройство машины для шовной сварки
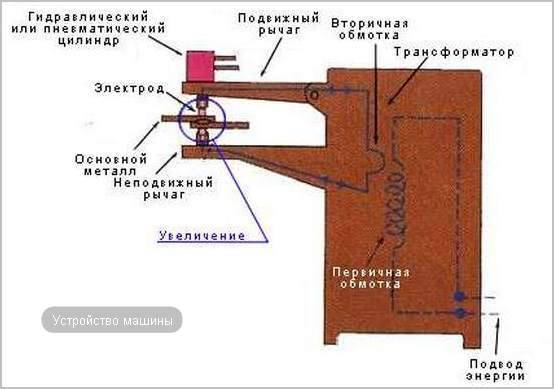
Станина у станков — это ровная, массивная сварная или литая конструкция, которая выполняет роль надежной подставки. Механизмы сжатия могут быть комбинированными — пневмопривод взаимодействует с электродвигателем или раздельными (электромоторным, пневматическим, педальным). Сжатие с помощью педали (ручной труд человека), проигрывает другим системам.
Электроды для шовных машин, как вы уже можете догадаться, выполнены в форме дисков, которые вращаются через редуктор или иную систему приводящую их в движение. Часть станков используется для шаговой роликовой сварки, при остановке роликов происходит подача тока на свариваемые изделия.
Практически все машины, имеют в своей конструкции — импульсный прерыватель тока. С его помощью удается получить качественную сварку деталей из нержавеющей стали и цветных металлов. Прерыватели бывают двух типов: ламповые и механические.
Шовные машины (клещи)
Помимо стационарных агрегатов на рынке встречаются переносные (подвесные) модели с клещами. В устройстве таких станков имеются: клещи, трансформатор и подвесная система с пневматическим приводом, которая передвигает клещи вдоль и проворачивает их вокруг своей оси.
Видео: принцип работы клещей шовной сварки.
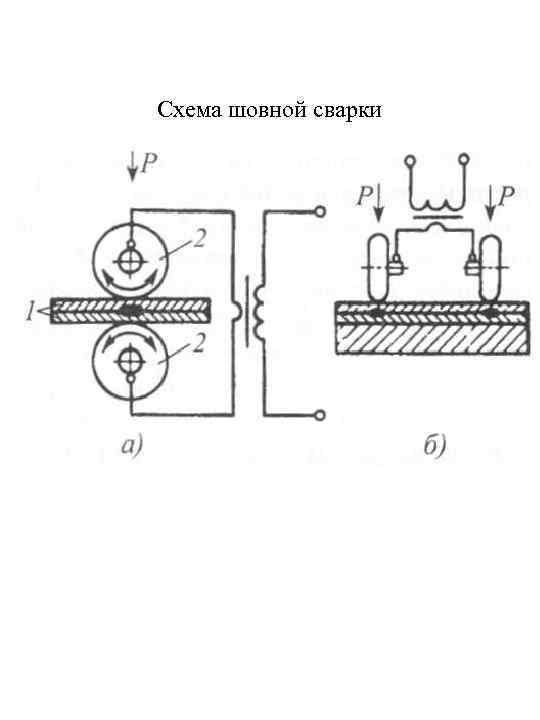
Описание технологии шовной сварки
Детали ложатся одна на другую и сжимаются с особым усилием между двух роликов (электродов). После подачи тока на электроды, металл заготовок нагревается и плавится. От прокатывания деталей между роликами, получаются сварные точки, которые могут перекрывать или не перекрывать друг дружку.
Шовная сварка от видов перемещения заготовок и подачи тока подразделяется на:
1. Шаговая шовная сварка. На материал идет постоянное давление, заготовки перемещаются с перерывами (пошагово), при остановке роликов подается ток. Данный способ востребован для соединения цветных и легких сплавов.
2. При непрерывной технологии получается сплошной шов — на дисковые электроды идет постоянное сжатие и ток, детали тоже в движении непрерывно.
Способ не нашел широкого применения из-за перегрева заготовок и ускоренного износа роликов. Также для эффективности процесса, требуется основательная зачистка деталей и идентичность материала и толщина свариваемых листов.
3. Прерывистая контактная шовная сварка более всего известна. Давление на ролики постоянное, перемещение материала непрерывно, а подача тока происходит импульсами (с перерывами). С помощью регулировки частоты импульсов тока и скорости движения роликов, настраивается получение герметичного шва.
Видео: контактная шовная сварка.
https://youtube.com/watch?v=RyPVrhanfIQ
Машины и станки
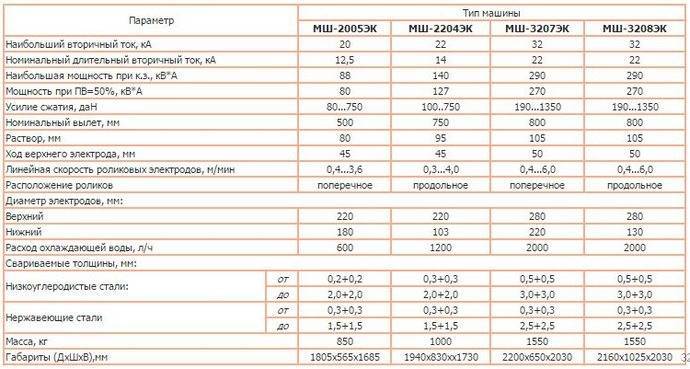
Все машины для шовной сварки имеют дисковые ролики (электроды), бронза основной материал для их изготовления. От предназначения станка диаметр дисков может быть от 350 до 450 мм, а ширина рабочей поверхности от 4 до 10 мм.
На рынок поставляются агрегаты с мощностью от 25 до 300 кВА, которые делятся на маломощные и повышенной мощности.
К маломощным относятся станки с маркировкой АШП-25, МШМ-25М, МШМ-50 и Ш-50-1. Применяются для продольной и поперечной сварки изделий толщиной 1-2 мм.
Шовные машины большой мощности — это от 100 до 300 кВА.
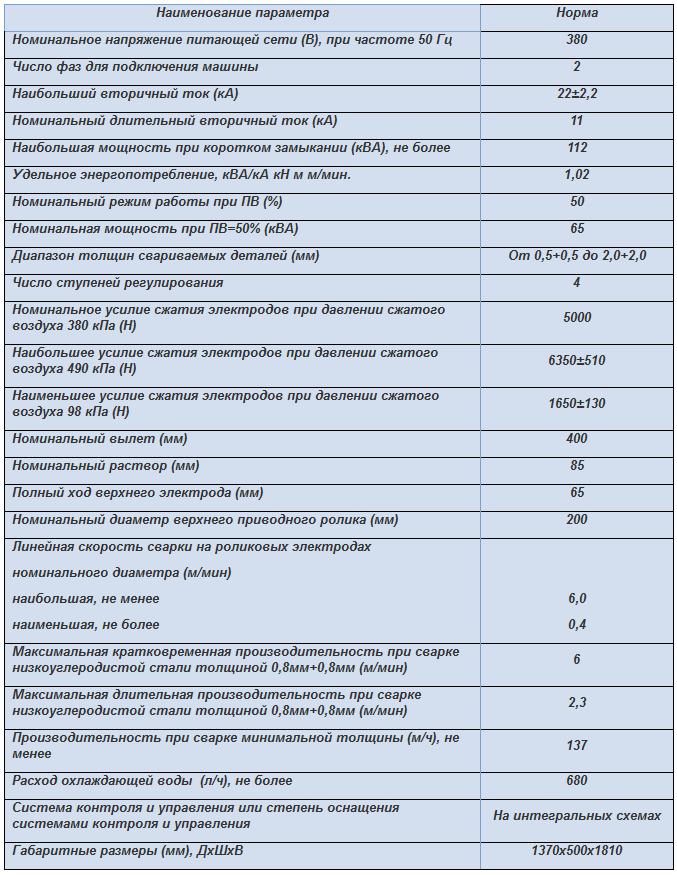
Машина шовной сварки МШ-2203
Агрегат переменного тока, прессового вида. Сваривает поперечные и продольные швы, имеет регулировку давления и скорости сварки.

На рынок поставляется в 2 вариантах:
- с вылетом хобота 40 см;
- с вылетом хобота 70 см.
МШ-2203 работает при температуре от 0° С до 40° С в закрытых вентилируемых зданиях. Подробные технические характеристики представлены в таблице:
Основные характеристики других шовных машин смотрите в таблице ниже. В ней представлены отечественные станки с доступным интерфейсом для любого человека, с разными режимами сварки.
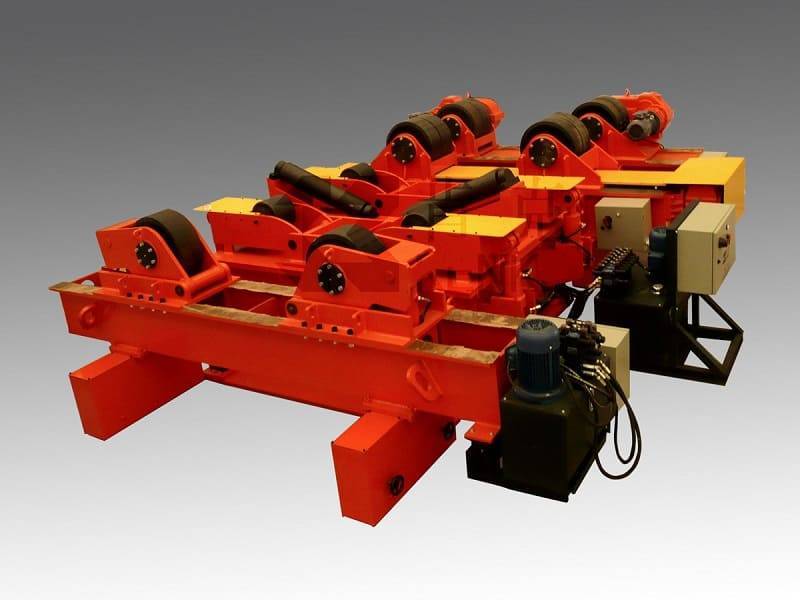
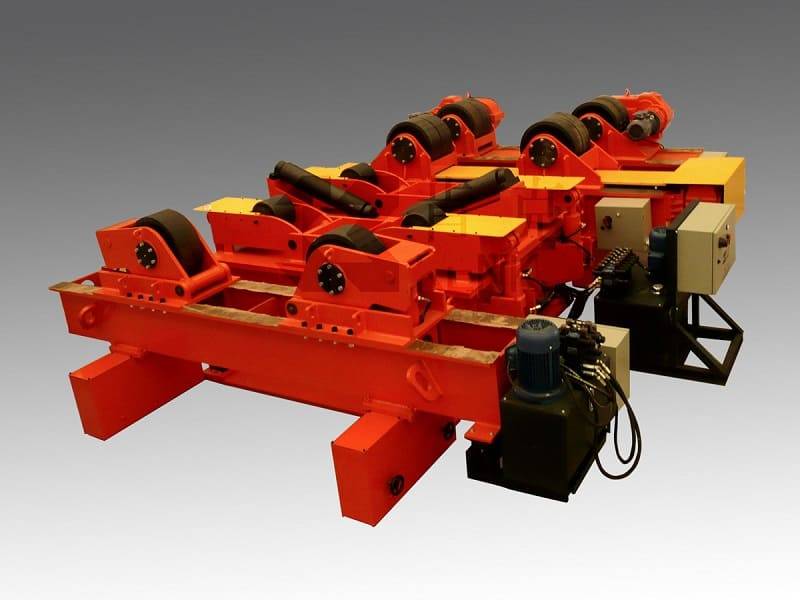
Роликовый стенд для сварки
Отдельные виды работ выполняют на специальных стендах или стеллажах.
Например, роликовый стенд изобрели для сварки изделий цилиндрической формы. За счет вращения заготовок, получается ровный и герметичный шов. В устройство стенда входят роликовые опоры и червячный привод для их вращения.
Видео: аппарат контактной шовной сварки цилиндрических деталей ТТ-84.
Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.
Роликовый стенд для контактной сварки
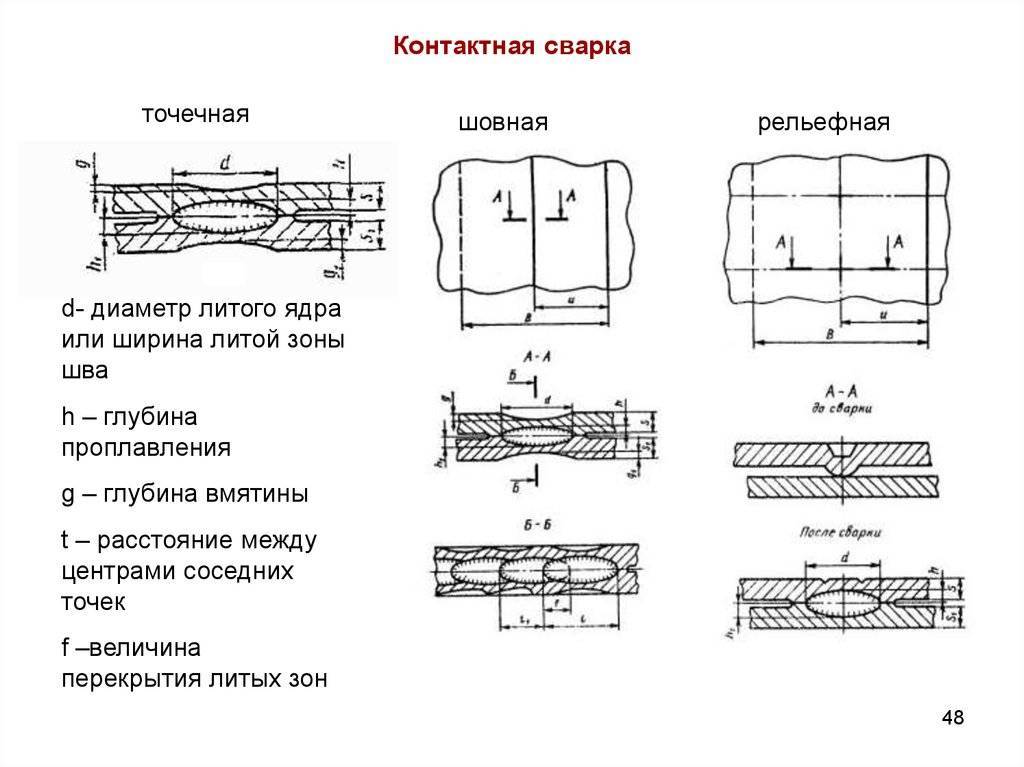
Шовная (роликовая) сварка
Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Аппараты роликовой сварки российского производства
Сущность процесса
Роликовая сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
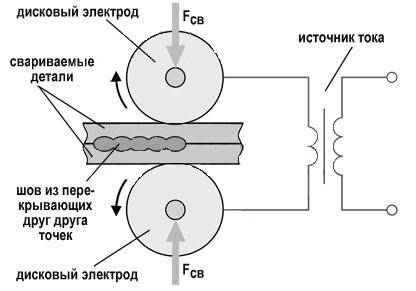
Рисунок. Схема роликовой (шовной) сварки. Ролики шовной сварки
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки:
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Толщина свариваемых листов, как правило, не превышает 1 мм. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей
Важное значение при непрерывной сварке имеют тщательная зачистка свариваемых поверхностей, одинаковая толщина и однородность состава соединяемых изделий. Используется для сварки не ответственных изделий из малоуглеродистых сталей
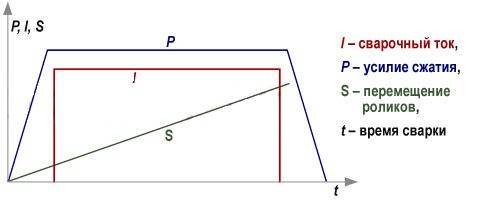
Рисунок. Циклограмма непрерывной шовной сварки
Благодаря меньшему перегреву роликов и заготовок наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм.
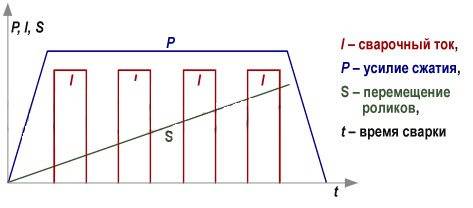
Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы.
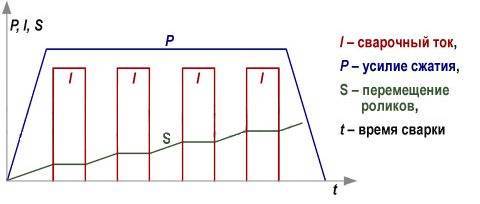
Рисунок. Циклограмма шаговой шовной сварки
источник
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
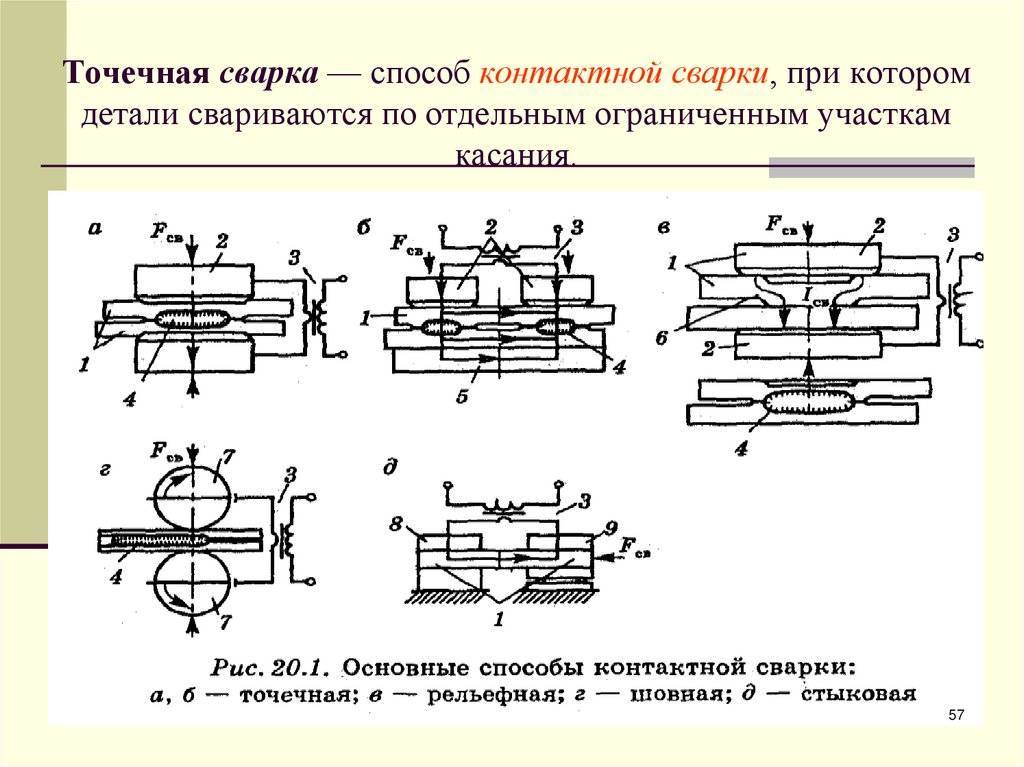
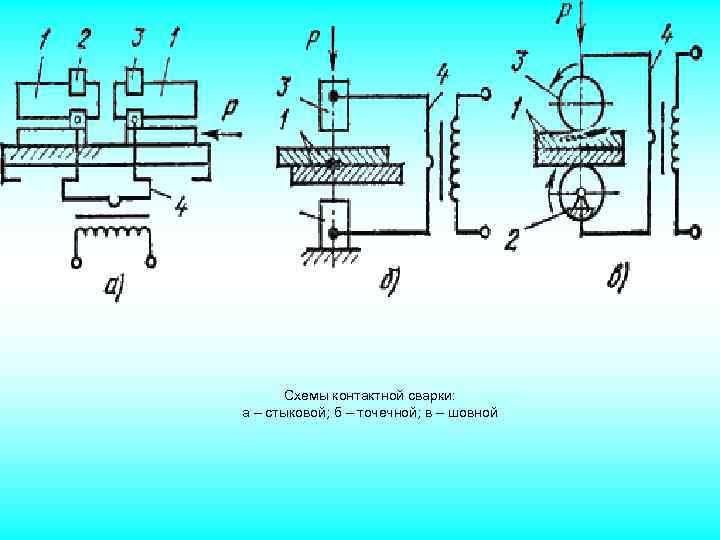
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет. Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная
Во время применения рельефной методики происходит пластическая деформация свариваемого материала, что характерно для условий, способствующих формировке надёжного соединения, после окончательного затвердевания.
Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
Схематическое изображение конденсаторной сварки.
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.

Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.
Машина МШ-2203
Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Частые виды брака при нахлесточном шве
При сварке этим способом иногда появляются такие недостатки:
- Непровары – недостаточность заполнения шва расплавом. Такой дефект уменьшает прочность шва. Они возникают из-за слабости тока, слишком высокой скорости сварки.
- Подрезы – канавки, идущие вдоль стыка. Возникают из-за удлинения дуги, расширения сварочной ванны, недостаточного прогрева металла.
- Прожоги – сквозные дефекты. Отверстия появляются при низкой скорости сварки, неправильном выполнении одностороннего скоса кромки, высокой силе тока.
- Поры – пустоты, располагающиеся по всей длине шва. Появляются при разрушении защитного газового облака.
Разновидности дефектов сварных швов
Большинство дефектов устраняют путем повторной сварки с установкой правильных параметров работы аппарата.
Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.
Роликовый стенд для контактной сварки
Устройство машины для шовной контактной сварки
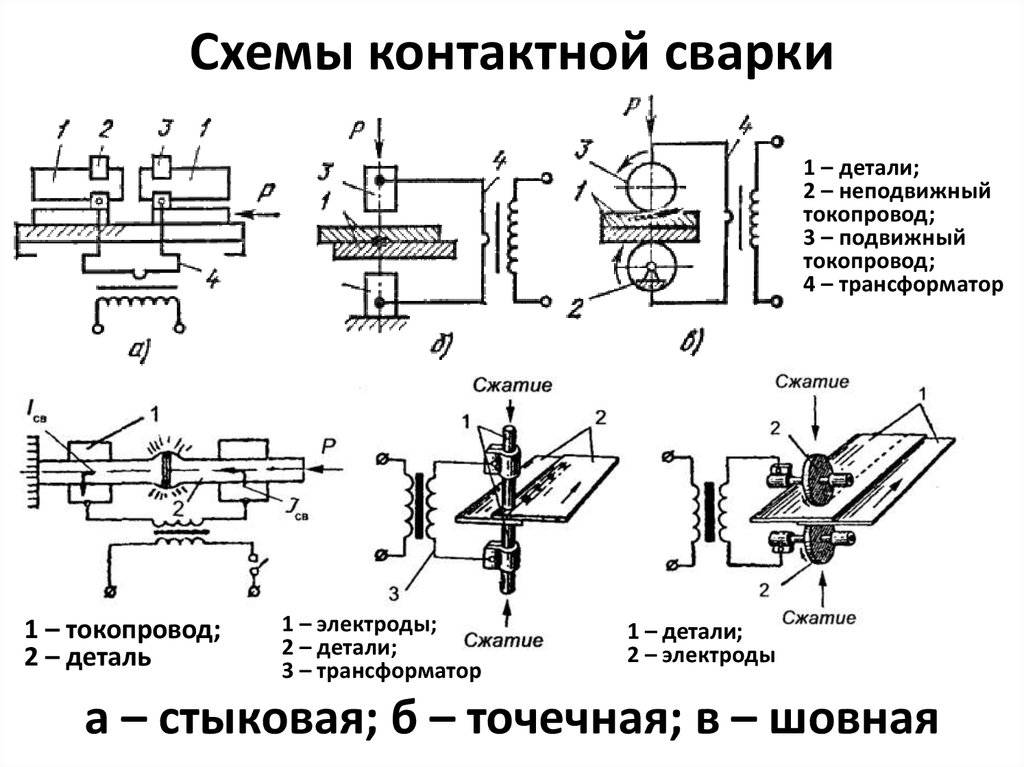
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.
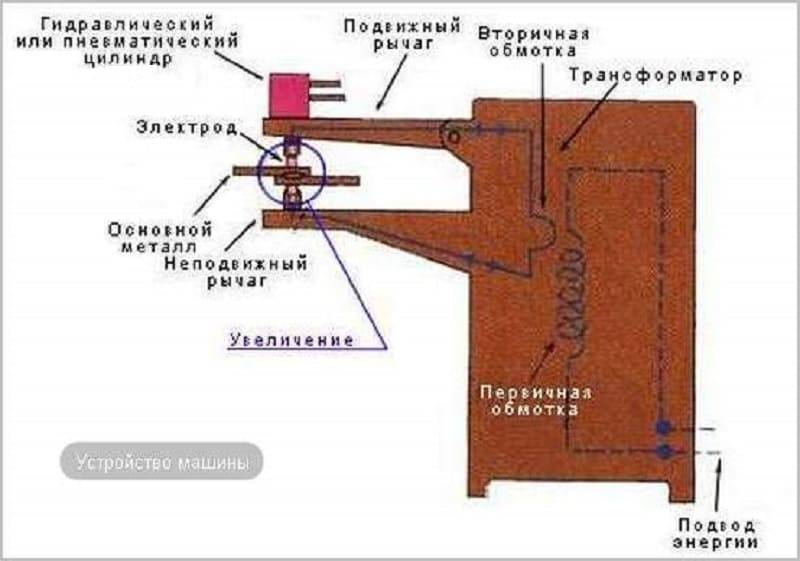
Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Физико-механические аспекты
Сущность КС заключается в последовательной реализации физико-механических процессов, способствующих образованию неразъемного сварного соединения. Для этого технологическую схему КС разбивают на следующие стадии:
- Механическое поджатие свариваемых деталей между электродами – для обеспечения плотного контакта между стыкуемыми поверхностями.
Сопрягаемые поверхности в силу своей шероховатости не являются идеально гладкими, поэтому физический контакт двух заготовок осуществляется по многочисленным площадкам микроскопических размеров (так называемые микроконтакты).
- Пропускание электрического тока через границу контакта сопрягаемых элементов – для нагрева до оплавления соединяемых поверхностей. На этой стадии КС начинается межатомное взаимодействие материалов деталей, способствующее формированию сварного соединения.
В соответствии с законом Джоуля – Ленца при прохождении электротока через поверхности сопрягаемых деталей происходит выделение тепла, количество которого возрастает при увеличении силы сварочного тока Iсв и омического сопротивления R участка прохождения тока.
Особенностью зоны контакта сопрягаемых металлов является ее высокое электрическое сопротивление Rк, значительно превышающее сопротивления других участков сварочной цепи – сопротивления Rдет свариваемых деталей и сопротивления прижимающих электродов Rэлек .
При прохождении тока через микроконтакты происходят сотни тысяч микрооплавлений, способствующих расплавлению всей контактирующей поверхности. При этом в процессе КС сами свариваемые заготовки практически не нагреваются, поскольку их сопротивление небольшое.
Для скорого нагрева зоны контакта необходимы мощные токи, сила которых достигает нескольких тысяч ампер. С учетом большой величины сопротивления Rк микрорасплавления происходят в течение десятых или даже сотых долей секунды, что обуславливает высокую скорость КС.
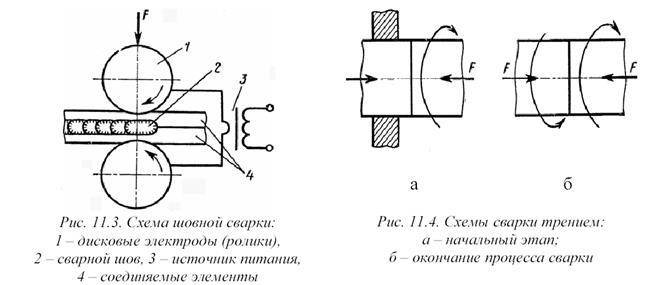
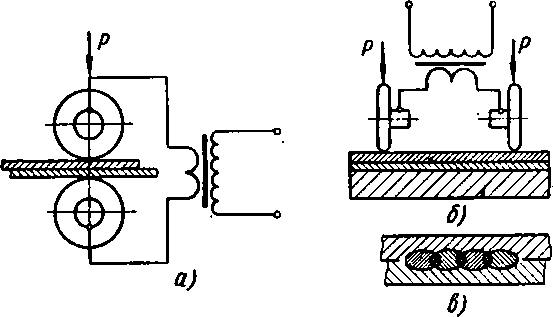
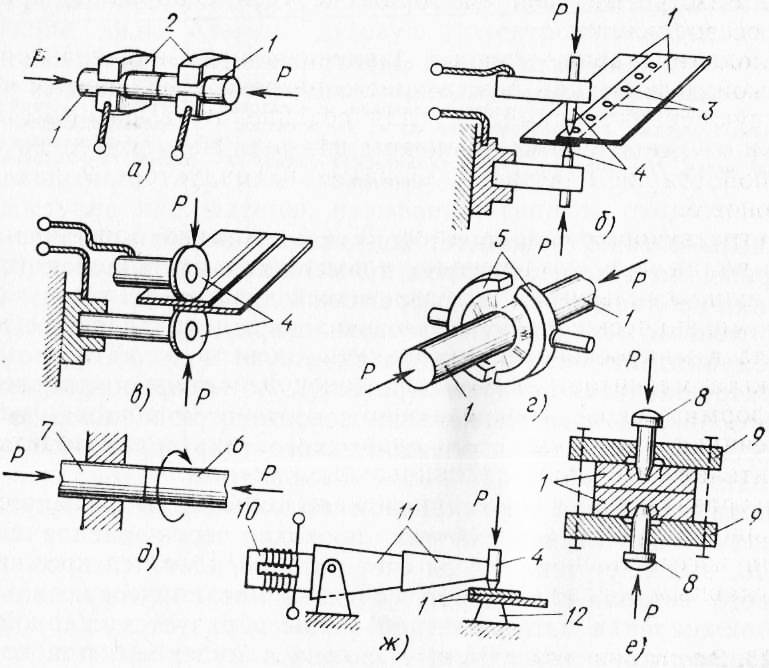
На рис. ниже показаны схемы КС, иллюстрирующие особенности сопряжения поверхностей двух свариваемых деталей:
- (а) – схема КС;
- (б) – схема непосредственного (физического) контакта деталей в процессе сварки.
- Осадку свариваемых частей, представляющую собой поджатие нарастающим усилием, — для создания местной пластической деформации и образования пространственных межатомных связей.
При локальном нагреве сопряженных деталей повышается пластичность металла в зоне контакта. Под действием сжимающего усилия микронеровности на границах микроконтактов сминаются, после чего начинается взаимное диффузное проникновение атомов до расстояний, соизмеримых с параметрами кристаллических решеток. Образуются новые структурные связи, в зоне контакта формируется сварное соединение.
- Отключение подачи электротока, охлаждение расплавленного металла в зоне контакта до его окончательной кристаллизации. В ходе процесса кристаллизации сжимающее воздействие электродов сохраняется в целях предотвращения дефектов усадочного характера – рыхлот, пор и трещин.