Особенности конструкции
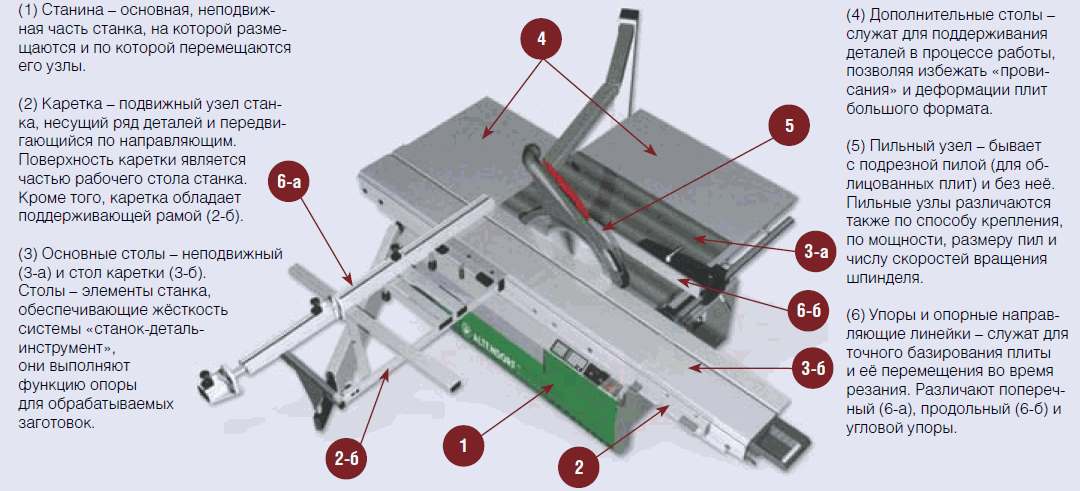
Для того чтобы сделать раскроечный станок своими руками следует разобраться с его конструктивными особенностями. Следует отметить, что стандартная конструкция представлена следующими узлами:
- Станина – элемент, служащий основанием для всей конструкции. Также станина предназначена для гашения части вибрации.
- Рабочего подвижного и неподвижного стола.
- Пильного узла, который состоит из 2-х пильных дисков, регулируемых фиксаторв.
Основные узлы оборудования
Подвижный стол имеет достаточно сложную конструкцию, которая состоит из тележки, опорной рамы, линейки, сепаратора, каретки. Практически все узлы изготавливаются из металла.
Пильный узел
Важным элементом конструкции можно назвать пильный узел. Самодельный вариант исполнения зачастую представлен сварной конструкцией, так как подобный метод соединения элементов позволяет эффективно бороться с вибрацией, возникающий при пилении. Главной проблемой рассматриваемого технологического процесса является образование на облицовке сколов, которые снижают качество получаемого материала. Именно поэтому пильный узел имеет два пильных диска, что и позволяет исключить вероятность появления проблемы.
Устройство пильного узла
К особенностям пильного агрегата можно отнести:
- Узел цельный, зачастую его отливают из чугуна.
- Некоторые модели могут иметь один электродвигатель, но зачастую устанавливают два – для каждой пилы.
- Ременная передача используется для того чтобы привести в движение подрезной диск. Отметим, что наличие ременной передачи – обязательное условие обеспечения длительной работы электродвигателя, так как подобный способ передачи усилия позволяет сгладить нагрузку, оказываемую на выходной вал электродвигателя.
- Диаметр пильных дисков может достигать 120 миллиметров. Изготавливают их из инструментальной стали, так как она более устойчива к истиранию.
- Электродвигатель через ременную передачу с различными шкивами должен обеспечивать до 8000 об/мин. Отметим, что чем выше показатель, тем более качественную поверхность можно получить. Однако повышение частоты приводит к уменьшению величины подачи и возникновению конструкционных проблем из-за оказания большой нагрузки на узел.
Важно отметить тот момент, что сделанный своими руками вертикальный форматно станок может иметь поворотный пильный узел. Сделать его достаточно сложно, необходим для проведения распила под углом
Основная пила
Разрабатывая форматно раскроечный станок дома своими руками чертежи следует учитывать, что вращение основной пилы должно быть с частотой 4-6 тысяч оборотов в минуту. При снижении показателя есть вероятность повреждения кромки. Если при создании конструкции использовать современный электродвигатель, то есть возможность регулировать чистоту вращения согласно особенностям обрабатываемого материала. Мощность электродвигателя должна варьировать в пределе от 3 до 5 кВт. С увеличением показателя мощности существенно повышается производительность, но также и расходы из-за потребления большего количества электричества. Провести регулировку можно также путем подбора шкивов ременной передачи, однако подобная перенастройка форматно-раскроечного станка требует определенного времени и расчетов.
В большей части моделей высота пропила и положение пилы регулируется путем передвижения всего пильного агрегата. При этом обеспечить подобную регулировку можно двумя основными методами:
- по вертикальным направляющим;
- за счет качения вокруг горизонтальной оси.
Также важным параметром можно назвать то, на какую высоты подымается пила относительно стола, так как этот показатель определяет максимальную толщину пропила.
Для перемещения заготовки во многих случаях используется роликовая тележка. Тележка движется по стальным направляющим, для чего в конструкцию включены сепаратор с шариками или роликами. Компенсаторы и регуляторы могут выглядеть различным образом, все зависит от достигаемой точности и качества при обработке.
Настройка работы форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления. Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках.
Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки. Соприкасаясь, они реализуют фактическую плоскость пропила.
Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования. Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
голоса
Рейтинг статьи
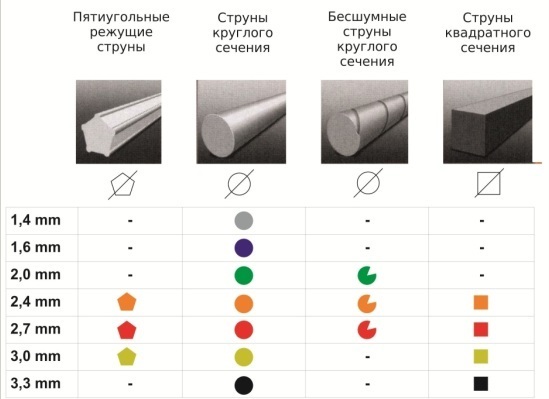
Как правильно выбрать
При выборе конструкции надо учитывать следующие факторы:
- вид операции;
- угол наклона зубьев;
- расширительные прорези;
- углубление между зубьями;
- геометрию заточки;
- выступы.
Пила производится двух видов – монолитная и твердосплавная.
Монолитные конструкции имеют свойство быстро тупиться и поэтому для них требуются частые заточки и развод. Ремонтные работы необходимо проводить самостоятельно.
Пила с твердосплавными зубьями HW отличается высокой ценой, но до переточки срок эксплуатации заметно больше и качество выше. Для ремонта требуется специальный станок. Такой диск хорошо справляется с металлами и ламинатом.
Тонкий подрезной диск гарантирует более точный раскрой материала с высокими показателями качества. Такие конструкции предлагает итальянская компания Freud.

Как выбрать модель
Критерии:
- производительность — количество метров распила в час или за рабочую смену;
- максимальная и минимальная площадь обрабатываемых поверхностей;
- простота настройки, эксплуатации агрегата;
- наличие производственных площадей для размещения оборудования;
- качество, надежность механизма;
- затраты на эксплуатацию, обслуживание оборудования;
- цена.
MJ-45KB-2
Подходит для средних и мини-производств по изготовлению корпусной мебели. Мощная сварная станина обеспечивает точное вхождение пилы в тело плиты, гасит вибрацию силового оборудования. Пильный узел может работать под наклоном 45°. Станок кроит ДСП, МДФ, ЛДСП и некоторые другие материалы. Прост в обслуживании, работе.

JTS-315SP SM
Станок JET JTS-315SP SM — многофункциональный компактный агрегат весом 50 кг. Оборудование удобно для оснащения небольших мастерских. Станина — массивный чугунный стол. В комплекте поставляется второй дополнительный стол. Это обеспечивает работу агрегата без вибраций.
Пильный узел приводится в рабочий режим асинхронным однофазным электродвигателем. Это позволяет подключать станок к бытовой электросети.









Достаточный запас мощности не вызывает перегрев двигателя.
Максимальный диаметр фрезы — 250 мм. Глубина распила — до 70 мм. Для выреза пазов меняют положение дополнительного стола.

Недостаток конструкции — трудности обработки листового материала большой площади.
WoodTec PS 45
Агрегат WoodTec PS 45 предназначен для продольных, поперечных и угловых распилов ЛДСП, МДФ, массивных древесных заготовок. Раскрой производится с предварительной подрезкой нижней кромки. Это исключает появление сколов на поверхности материалов.
Пильный узел помещен в литой чугунный корпус — процесс распила не подвержен воздействию вибрации. Станок имеет раздельные приводы: основной и вспомогательный, вращающий подрезную фрезу.
Микрометрическая настройка упрощает фиксацию параллельного упора. Точность — до 0,8 мм.
Максимальный ход подвижного стола — 3200 мм. Пила наклоняется до 45°. Пильный диск диаметром до 350 мм обеспечивает высоту пропила до 75 мм. Размер рабочего стола (1200×650 мм) позволяет изготавливать вертикальные стенки корпусной мебели. Общий вес установки — 880 кг.

Altendorf F 45
Модель выполняет чистовые продольные, поперечные и угловые разрезы облицованных плит. Станок имеет электромеханическую регулировку высоты и угла наклона главной пилы.
Высокая точность обработки обеспечивается встроенной роликовой тележкой и круглыми направляющими каретки.
С 2006 года фирма Altendorf выпускает новое поколение станков, имеющих усовершенствованные пильные суппорта и шпиндельные узлы подрезного механизма. Система управления позволяет производить высококачественный раскрой плит.
Максимальная высота пропила — 200 мм. В пильный узел устанавливают главные пилы диаметром от 250 мм до 550 мм. Вес станка — от 870 кг до 1170 кг.
Оборудование используется крупными предприятиями по изготовлению мебели.

Filato Fl-3200B
Выполняет работы по раскрою плитных материалов (ЛДСП и МДФ). Аббревиатура 3200B обозначает наибольшую длину пропила в мм.
Удлиненная каретка и широкий стол позволяют устанавливать, передвигать плиты большой площади относительно пильного узла. Узел — основная пила и подрезной диск. Подрезка гарантирует отсутствие появления сколов на поверхности заготовок.
Раскроечный станок с ЧПУ FL выдерживает тяжелый беспрерывный режим работы. Используется производителями массовых серий корпусной мебели, имеет большой запас прочности.

ITALMAC Omnia-3200R
Выполняет распиловку в поперечном направлении и под углом ЛДСП, ДВП, фанеры, других материалов, покрытых шпоном, ламинатом, пластиком.
Модели 3200R устанавливаются на больших предприятиях по производству корпусной и кухонной мебели. Максимальная длина распила — 3200 мм. Оборудование оснащено роликовой кареткой с 4 направляющими балками. Пила помещена в литой стальной корпус. Регулируется подъем, опускание, угол наклона пильного узла. Станок оборудован числовым программным управлением.
Скорость вращения основной и подрезной пилы контролируется с помощью цифровой консоли. Установлен электродвигатель мощностью 0,75 кВт.
| № | Модель станка | Цена, руб |
| 1 | MJ-45KB-2 | 270 000 |
| 2 | JTS-315SP SM | 50 000 |
| 3 | WoodTec PS 45 | 270 000 |
| 4 | Altendorf F 45 | 570 000 |
| 5 | Filato Fl-3200B | 475 000 |
| 6 | ITALMAC Omnia-3200r | 230 000 |
Как согнуть ДСП – практический аспект
Иногда необходимо изготовить согнутую деталь из древесно-стружечной плиты – торец стола, шкафчика, полочки.
Для этого нужно вначале вырезать по размерам необходимый фрагмент материала, после чего выполнить многочисленные параллельные пропилы на его внутренней поверхности (см. рис. 1 и 2)
:
Необходимый фрагмент
Нанесение пропилов
Для придания изогнутой формы полученную деталь следует приклеить к шаблону клеем ПВА и зафиксировать саморезами. После выдерживания времени, необходимого для застывания клея, деталь можно снять и использовать по назначению.
Перед вкручиванием саморезов в ДСП желательно заранее рассверлить материал. Для этого используются сверла, имеющие на 1-2 мм меньший диаметр, чем саморез. Сверла для ДСП применяются такие же, как и для сверления дерева, а саморезы покупаются стандартные.
Благодаря меньшей стоимости древесно-стружечных листов, чем других монтажных и строительных материалов, небольшое количество брака при работе своими руками не является критическим. Испорченные листы можно использовать для изготовления меньших по размерам изделий, не неся затрат на привлечение профессионального оборудования и специалистов.
Купили мы недавно журнальный столик, цена недорогая, однако есть «но». Высота столика под наш интерьер великовата. Хорошо бы уменьшить высоту сантиметров на 10. Как говориться, мы не ищем легких путей, решил, что
справлюсь своими руками.
Вспомнил, что на нашем сайте есть специалист asoleg, который сделал , до него мне, конечно, далеко, но кое-какие рекомендации могут помочь. Связался с ним, объяснил проблему и он любезно поделился своим секретом. С его разрешения я и публикую его технологию реза мебельного ДСП без сколов.
Все оказалось банально просто. Размечаем линию реза. После чего канцелярским ножом, по линейке, прорезаем верхний слой ДСП. Просто проводим ножом несколько раз с небольшим усилием по линии реза. (рекомендую потренироваться на ненужной части древесно стружечной плиты) Если давить очень сильно, то декоративный слой начнет вспучиваться и получиться не очень красиво.
Далее отступая 1-2 миллиметра от намеченной линии в сторону черновой части, режем лобзиком или подходящей пилкой с зубьями, направленными к ручке пилы. Делаем запил на противоположной стороне реза, чтобы не произошло скола при завершении реза. И пропиливаем до конца. Пилить нужно аккуратно, не спеша. Затем шкуркой средней зернистости, закрепленной на бруске, зачищаем торец детали. При необходимости убираем тот миллиметр, который мы отступили. У меня рез получился почти идеальный, после обработки шкуркой задиров не было вообще. На фото видно разницу, между левой и правой стороной реза. Ну и, соответственно, если обе части ДСП будут нужны, прорезаем ножом с двух сторон от реза. Замеряем толщину реза лобзика или пилки прибавляем 2 миллиметра. Получилось то расстояние, которое должно быть между прорезями, сделанными канцелярским ножом. Режем ровно между этих линий. Тогда задиров не будет и с другой стороны. Естественно нужно пользоваться острым инструментом, я пользуюсь инструмента.
Все получилось замечательно. На готовом столике жена не нашла то место, где я резал.
Благодарю за содействие и помощь asoleg.
Теги: Как резать ДСП без сколов
, как распилить ДСП без сколов
.
Эту статью находят по словам:
- как отпилить дсп без сколов
- чем пилить дсп без сколов
- как пилить дсп без
- как пилить дсп без сколов лобзиком
- как распилить лдсп без сколов в домашних условиях
- чем распилить лдсп без сколов в домашних условиях
- как отрезать дсп без сколов
- как разрезать дсп без сколов
- чем резать дсп
- чем резать дсп без сколов
Если вы любите что то делать своими руками, прочитайте статью.
Любой домашний умелец рано или поздно сталкивается с необходимостью распила ДСП. Это может быть изготовление мебели своими руками или обшивка стен панелями МДФ или ДСП. Как известно, пилить ДСП несложно, вот сделать распил ровным и без сколов – это задачка не из простых.
Методы распила ЛДСП без сколов
Распиловка ЛДСП на больших предприятиях по деревообработке производится на специальном форматно-раскроечном станке. Небольшие мастерские, производящие мебель, тоже приобретают такой, но стоит он дорого, поэтому, как домашний инструмент нецелесообразен. Если возникает вопрос, как распилить ЛДСП без сколов, то в качестве альтернативных методов для резки можно выбрать пиление с помощью ножовки, циркулярки, фрезы для ЛДСП или электролобзиком.








С применением ножовки
Пилить ДСП без сколов ручной ножовкой непросто также, как пилить ЛДСП лобзиком. Хотя это дешёвый и доступный способ.
Сначала нужно линию распила прорезать ножом, провести гвоздём или шилом, а после этого наклеить малярный скотч, для защиты верхнего ламинированного слоя. Затем под углом в 30 градусов аккуратно, сильно не нажимая, разрезать материал. Выбранная пилка ножовки должна быть с мелкими зубьями, чтобы срез был максимально ровный.
Ножовка может оставить повреждения, что устраняется при помощи ленточной шлифмашинки, выставленного перпендикулярно, для последующего кромкооблицовывания.
На конечном этапе стоит обработать срезы наждачной мелкой бумагой и закрыть гибким профилем.
Электролобзиком
Часто для раскроя ЛДСП применяют электролобзик. Основное условие, чтобы аккуратно отрезать плиту – зубья маленького размера.
Электролобзик дисковую пилу заменить не сможет, т. к. его в основном используют в качестве режущего инструмента для небольших участков плит. Работать им нужно без сильного нажима, плавно и не слишком быстро. Если распиловщик ЛДСП не имеет опыта, то с обратной стороны могут появляться небольшие сколы, однако с практикой качество и внешний вид распила будут улучшаться.
Циркулярной пилой
Если возникает вопрос, чем пилить ДСП и какой инструмент выбрать, то вполне подойдёт циркулярка. Её ещё часто называют дисковой пилой. Это дисковый инструмент, закреплённый на столе. Многие интересуются, каким диском для циркулярной пилы пользоваться. Циркулярный диск понадобится с мелкими зубьями. Нарезка получается более качественной, чем при использовании лобзика.
Для большей точности стоит разметить направляющие, а также не работать на слишком больших оборотах.
Распил форматно раскроечным станком
Применение распиловочного станка гарантирует аккуратность распила и полное отсутствие сколов. Такие станки используются на производстве и считаются специализированным оборудованием.
Его основные составляющие:
Каретка. Допускает движение подвижного стола, но плита закреплена в нужном положении. Пильный узел. Имеет два плоских диска из металла: первый делает предварительное подпиливание, второй – распиливает окончательно насквозь. Станина. На неё полностью опирается механизм
Устраняет вибрацию и добавляет устойчивость, что важно для качества среза. Три рабочих стола: 1-й: расположение узла
2-й (подвижный): подача плит для распила. 3-й: поддержание отпиленных частей
Три рабочих стола: 1-й: расположение узла. 2-й (подвижный): подача плит для распила. 3-й: поддержание отпиленных частей.
Виды распилочных станков зависят от времени непрерывной работы:
- лёгкие – 5 ч;
- средние – не более 10 ч;
- тяжёлые – не больше 20 ч.
При настройке станка имеют значение: глубина реза; положение плиты; угол распила.
Распил происходит следующим образом:
- плита неподвижно фиксируется к столу (подвижной каретке);
- заготовка позиционируется по размерной линейке и запускается пильный узел;
- когда диск наберёт нужную скорость, стол будет двигаться вперед вместе с плитой-заготовкой и попадать на него.
Применение форматно-раскроечных станков целесообразно для массового производства, а не для единичных случаев. Для разового самостоятельного использования вы вполне подберете инструмент попроще или закажите распил специалистам.
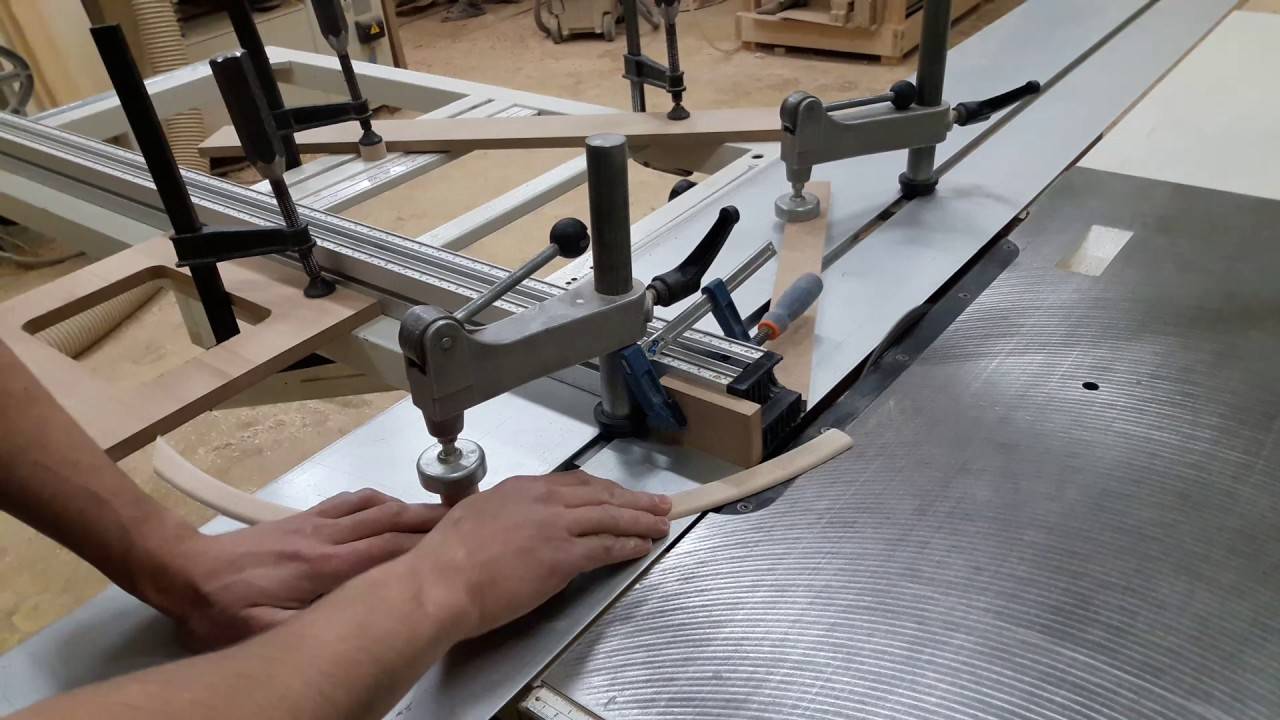
Пиление с подрезанием
Распил с подрезанием выполняется так:
- шина – линейка фиксируется к плите с помощью струбцин на линии разметки;
- по линии предварительно производится рез с одной стороны глубиной около 0,1-0,3 см;
- далее с другой стороны плита разрезается окончательно насквозь.
Если всё сделать аккуратно, то никаких сколов не появится.
Определение
Форматно-раскроечный деревообрабатывающий станок является универсальным оборудованием для продольного или поперечного пиления и раскроя под углом досок, листовых материалов из дерева, а так же пластмасс и мягких металлов.
Совокупная работа основного пильного органа и вспомогательных подрезных дисков обеспечивает высокую степень обработки материала. С помощью этого сложного устройства происходит быстрая, технологичная раскройка сырья для последующего изготовления качественной продукции. Агрегат имеет внушительные размеры и надежную опору на каркас-станину, поэтому способен выдержать вес крупногабаритных листов материала.
Как сделать форматник своими руками
Сборка стола с подвижной кареткой обойдется дорого, потребуется много времени. На картинке представлена схема форматного станка.
Самый простой способ — установка на массивном столе стационарного пильного узла. Этапы сборки распиловочного устройства:
- Устанавливается массивный стол, покрытый гладким листовым материалом.
- Снизу на шарнирной подвеске помещается дисковая пила. Нужно, чтобы рабочая часть фрезы через прорезь в столешнице могла выдвигаться вверх.
- В качестве направляющих планок применяются дюралевые профили. В столешнице делают ряд отверстий для установки фиксаторов заготовок.
Знакомство со станком
Данное форматное оборудование, изготовленное в промышленных условиях или самостоятельно, выполняет задачу раскроя многих материалов:
- древесина разных пород;
- фанера;
- шпон;
- ДСП;
- МДФ;
- ДВП;
- ламинат;
- листовые композиты;
- облицовочный пластик;
- меламин.
Разрезать без сколов эти материалы возможно, благодаря установке на форматный станок отдельной пилы малого диаметра, выполняющей предварительную подрезку по дереву на линии действия основного диска.
Основные части
Каждый форматнораскроечный агрегат включает в себя такие конструктивные элементы:
- станина;
- основной стол (неподвижный);
- дополнительный стол (подвижный);
- узел раскроя (пильный);
- направляющие;
- приспособления дополнительной комплектации.
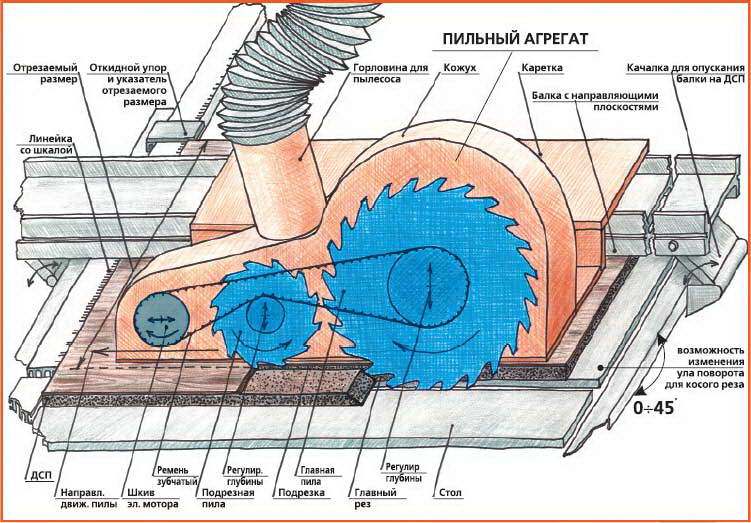
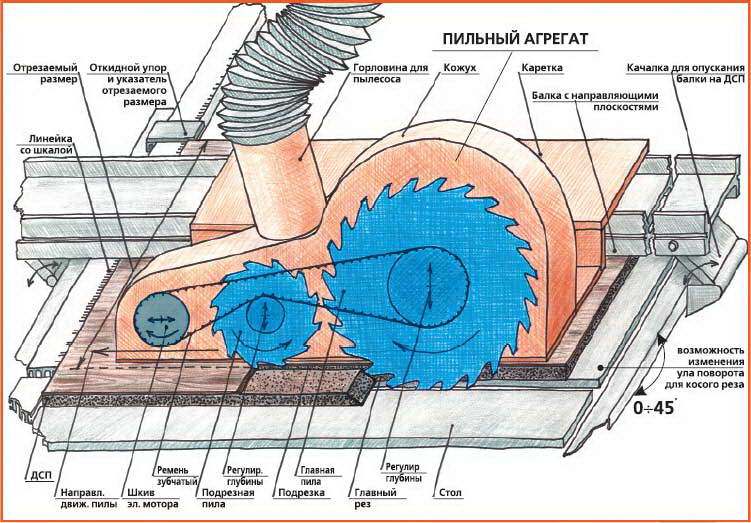
Пильный агрегат
Эта часть раскроечных станков представляет собой цельный блок на раме, состоящий из 2 пил с электродвигателями мощностью от 3 кВт до 5,5 кВт. Высота расположения над столом в среднем 0,08 – 0,13 м устанавливается ручной настройкой или электромеханическим приводом. Угол наклона меняется в пределах 0 — 46° при помощи поворотных секторов.
Подрезной диск Ø до 120 мм, скоростью 8000 об/мин, имеет направления вращения по ходу заготовки. Для сокращения времени перенастройки у форматно раскроечного станока felder присутствует система, которая позволяет убирать в сторону подрезной орган одним нажатием кнопки. Это необходимо, когда для производства детали на фельдер нужен основной диск большого диаметра.
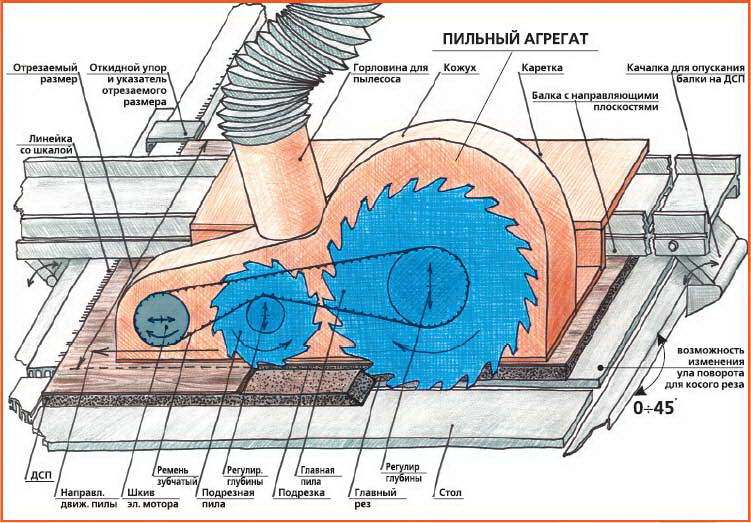
Устройство пильного узла
Основная пила вращается со скоростью 4000 – 6000 об/мин против направления подачи листа. Режим работы задают в зависимости от твердости материала (рез по дереву, слоистым, клееным плитам ЛДСП, пакету).
Движение по вертикали происходит 2 способами: поворот вокруг горизонтальной оси, скольжение по вертикальным направляющим. При установке узла раскроя в различные положения, пилы продолжают находиться в одной плоскости по отношению друг к другу. Ось поворота рассчитана и выполнена с использованием цапф так, чтобы не допустить заклинивания вращающегося ножа в неподвижной части форматного стола.
Столы
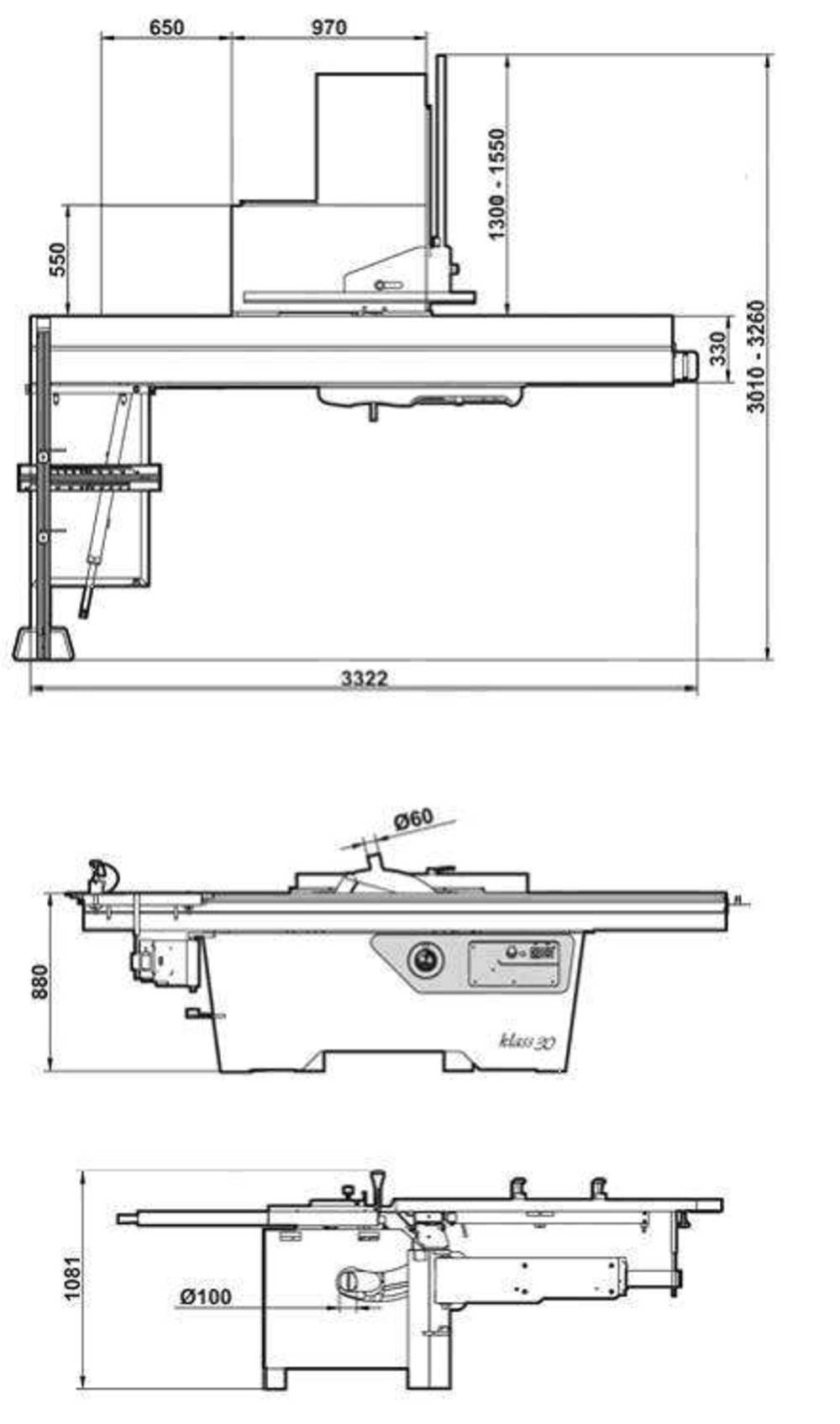
Неподвижная основа представляет собой гладкую фрезерованную плиту из чугуна. Увеличение размера рабочей зоны под крупногабаритный мебельный материал достигается дополнительной навеской плоскостей (удлиняющих, расширяющих), перемещением упорной линейки.






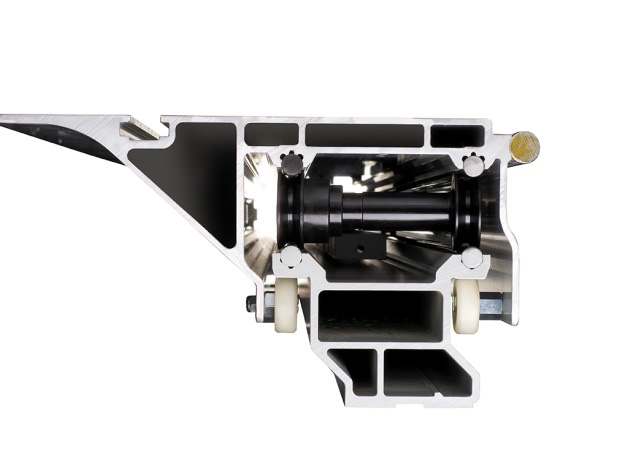
Размещение форматного листа раскроя производят на базовой плоскости подвижного стола. Конструкция собрана на каретке жестко, исключая деформации под максимально разрешенным весом пакета. Материал изготовления – алюминий. В нем сочетается прочность (многокамерный профиль) и незначительный собственный вес. Чтобы избежать следов от трения стола и заготовки в процессе производства, алюминий проходит специальную обработку (анодирование).
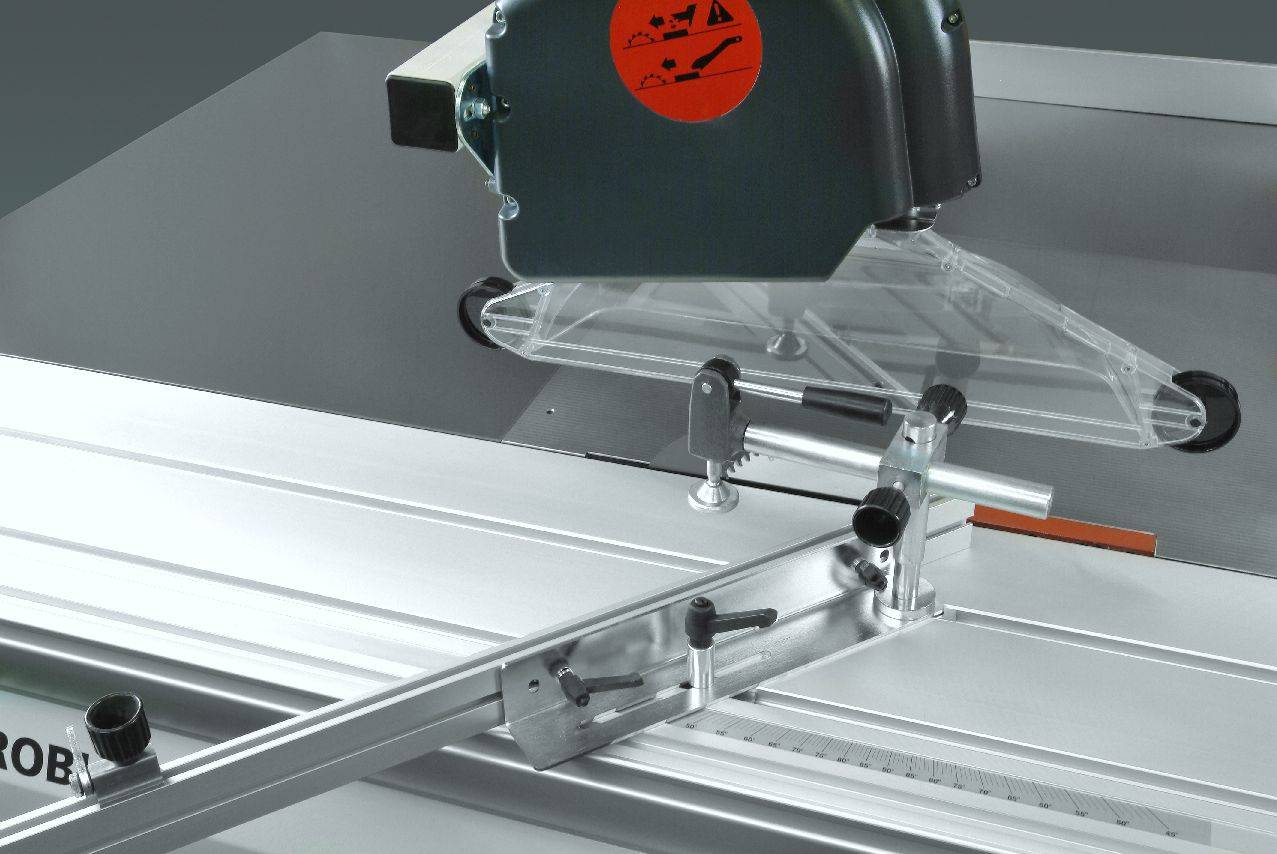
Роликовая каретка
Составные элементы подвижного стола:
- каретка;
- опорная рама;
- угловая упорная линейка;
- откидные упоры;
- телескопические упоры.
Длина каретки в среднем 3,2 м, что позволяет укладывать сырье, соответствующее стандартным размерам для дсп, большинству других листовых материалов. Выход раскроечного узла за край реза составляет 20 – 30 см.
Механизм передвижения стола
Движение тележки происходит по призматическим направляющим профилям посредством роликов (шариков), удерживаемых сепаратором. Элементы вращения бывают стальными, пластиковыми. V-образный профиль направляющих изготовлен из стали. Крестообразный способ расположения X-Roll дает равномерное распределение нагрузки и плавность хода. Вибрации, перекосы устраняются системой регуляторов, компенсаторов.
Дополнительная оснастка
Точность форматно – раскроечной обработки на станке повышается автоматизацией работы, остановки, возврата в исходное положение, возможностью программирования операций, отслеживанием процесса на пульте управления оборудованием. Раскроечные модели станка, представленные в мебельной промышленности (россия) комплектуются в различных вариантах:
- электрическим тормозом основной пилы;
- двигателями повышенной мощности;
- регуляторами скорости вращения диска;
- системой смазки;
- электромеханическими приводами настройки положения узлов, приспособлений;
- прижимными устройствами для заготовки;
- датчиком вибрации;
- дополнительными упорами, линейками;
- блоками программирования, индикации, защиты;
- системы локализации стружки, пыли;
- выдвижными опорными рамами.
Лучшие модели
КОРВЕТ 133-250
- мощность основного/дополнительного двигателя: 4000/750 Вт;
- максимальная длина реза: 2500 мм;
- угол наклона пильного узла: 0-45 град;
- диаметр основного диска: 250-315 мм;
- диаметр подрезного диска: 120 мм.
Неплохой станок начального уровня. Он отлично подойдёт для небольшого мебельного цеха или иного производства, где будет эксплуатироваться в течение одной восьмичасовой смены. Несмотря на бюджетное исполнение, в нём реализованы основные принципы профессионального оборудования: питание от 380 В, наличие подрезного диска, наклон основного. Мощность двигателя в 4 кВт достаточно для раскроя большинства древесно-стружечных и древесно-волокнистых материалов, правда, не в стопках.
PROMA PKS-300/3200
- мощность двигателя: 6250 Вт;
- максимальная длина реза: 3100 мм;
- угол наклона пильного узла: 0-45 град;
- диаметр основного диска: 300 мм;
- диаметр подрезного диска: 120 мм.
Форматно-раскроечный станок для из Китая. Умеренная цена и неплохая функциональность. Позволяет работать с заготовками и щитами большого формата. Максимальная толщина разрезаемого материала достигает 80 мм. Станок ориентирован на мелкосерийное мебельное производство и широко представлен в российских дистрибьюторских сетях и магазинах промышленного оборудования.
JET JTSS-3200X2
- мощность двигателя: 5800 Вт;
- максимальная длина реза: 3200 мм;
- угол наклона пильного узла: 0-45 град;
- диаметр основного диска: 305 мм;
- диаметр подрезного диска: 120 мм.
Станок, который можно использовать в цехах с поточным производством. Мощная конструкция с основным и подрезным диском позволяет распиливать материалы точно и быстро. Направляющие шариковой каретки выполнены из легированной стали, имеют компенсационные регулировки износа. В станке многое сделано для того, чтобы упростить обслуживание, настройку и регулировку оборудования, а также замену дисков.
GRIGGI Unica 500E
- мощность двигателей: 5500+750 Вт;
- максимальная длина реза: до 4300 мм;
- угол наклона пильного узла: 0-45 град;
- диаметр основного диска: 450 мм;
- диаметр подрезного диска: 125 мм.
Настоящий король среди форматно-раскроечного оборудования родом из Италии. Из-за своей высокой цены и выдающихся характеристик применяется в масштабном мебельном производстве, приспособлен для работы в тяжёлых условиях в течение нескольких смен подряд. Умеренная мощность двигателя в 5,5 кВт благодаря Алюминиевая лёгкая и высокопрочная каретка скользит на роликах, которые выдерживают большую нагрузку и отличаются долговечностью работы.
Устройство
Основная задача такого оборудования – разрезания листовых материалов по нужным размерам. Для этого используются циркулярные зубчатые диски. Типичный форматно-раскроечный станок позволяет взаимно перемещать нарезаемую заготовку и пильный диск. Для этого одна из частей – либо стол с держателем диска и двигателем, либо раскроечный стол – делается подвижной. Своевременно убирая уже отпиленный материал и перемещая заготовку, её полностью распускают на отрезки.
Базовой частью любого распиловочного станка является станина – корпус или каркас оборудования, наиболее тяжёлая и прочная часть, которая обычно крепится к полу либо просто стоит на нём и не сдвигается благодаря своему весу.
Чем тяжелее станина, тем чище рез, так как она эффективно поглощает вибрации, которые неизбежно создаёт вращение электродвигателя и пильного диска.
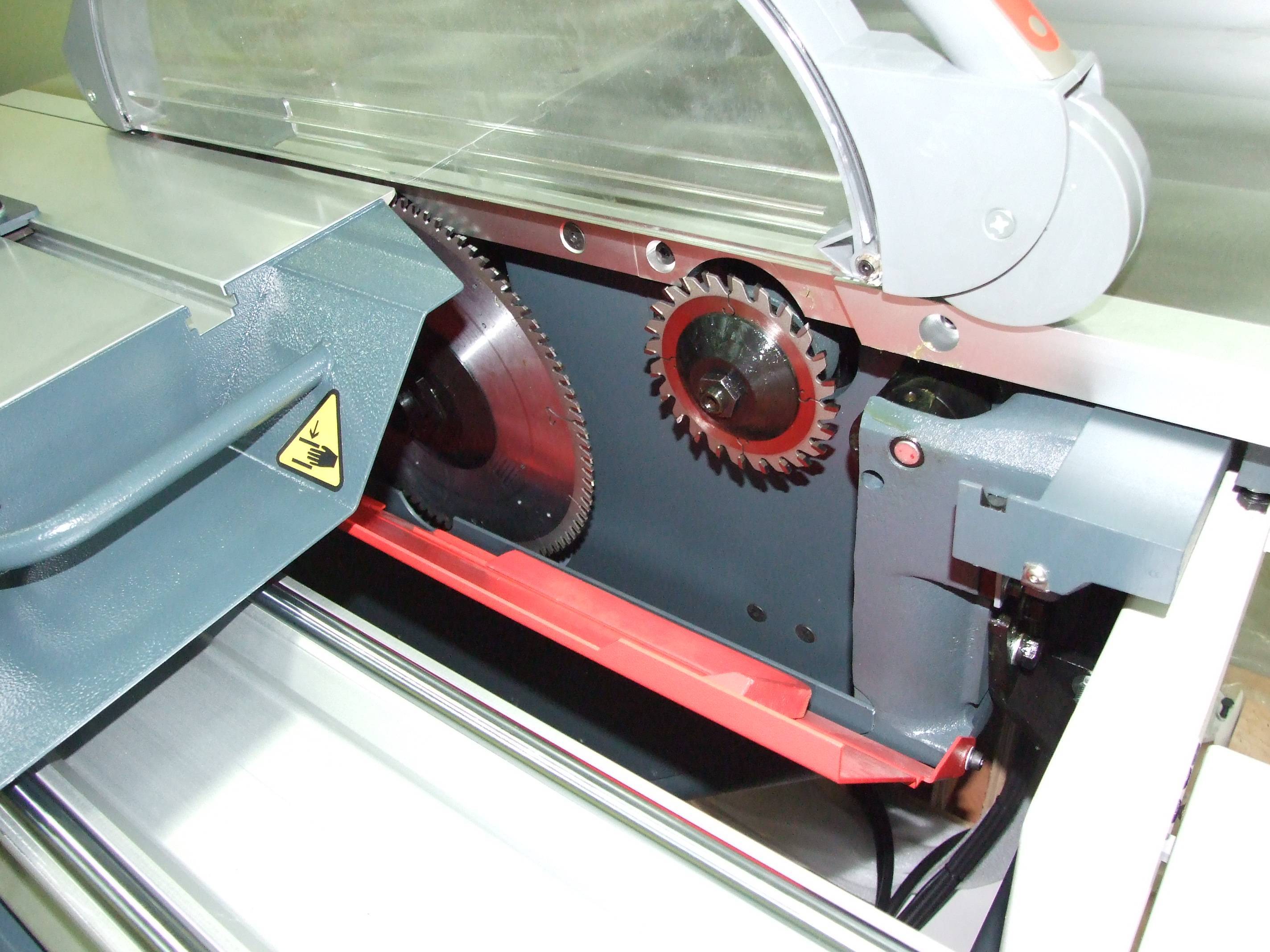
Следующий важный элемент – пильный узел. Благодаря ему заготовка распускается на фрагменты. Состоит из электродвигателя переменного тока определённой мощности и связанного с ним диска.
В большинстве станков есть возможность наклона пильного диска под углом к разрезаемому материалу. Обычно диск способен наклоняться в диапазоне от 0 до 45°, но некоторые производители делают узел наклона от -45 до +45°. Это позволяет нарезать детали с косой кромкой, которая может пригодиться для стыковки отрезков.
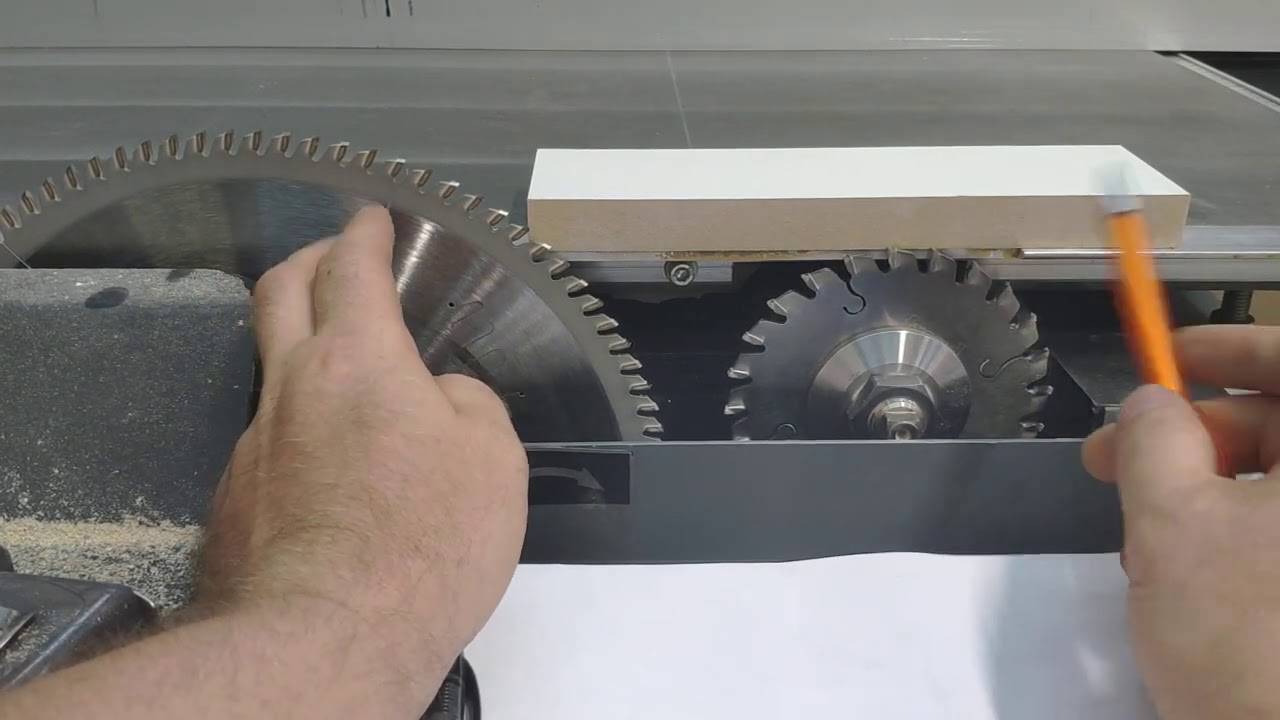
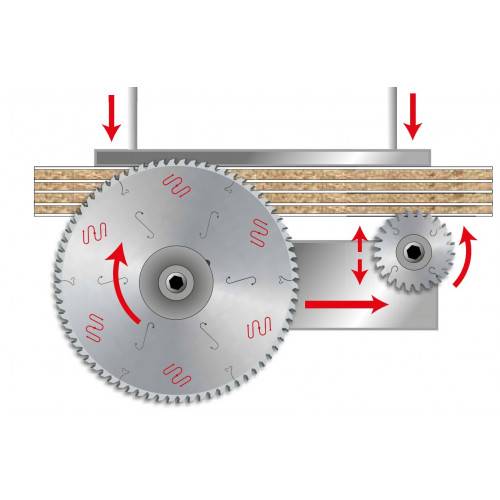
Часто в дополнение к основному диску перед ним вращается подрезной диск. Он крутится в противоположном направлении и обеспечивает чистый рез без сколов
Применение подрезного диска особенно важно при раскрое материалов с покрытием, например, ЛДСП. При этом подрезной диск может питаться от отдельного, мене мощного электродвигателя либо через редуктор от основного мотора
К станине крепятся рабочие столы. Они служат для размещения листов разрезаемого материала, а также для их перемещения относительно пильного диска. От количества рабочих столов и их размера зависят габариты заготовок, с которыми можно работать на конкретном станке.
Перемещение листов для раскроя осуществляется с помощью каретки – системы направляющих, благодаря которым один из рабочих столов может плавно и точно двигаться поступательно. Механизм каретки делается из алюминия – этот металл лёгок и одновременно прочен.
Система линеек, шкал и упоров служит для точного выставления размеров. Разметочные упоры закрепляются винтовыми и фрикционными прижимами. После этого заготовка выставляется точно по ним и производится распил.
Одна из линеек раскроечного стола может двигаться по окружности – это нужно для того, чтобы резать под заданным углом. Для откладывания точного угла шкала поворота линейки размечена в градусах.