Виды
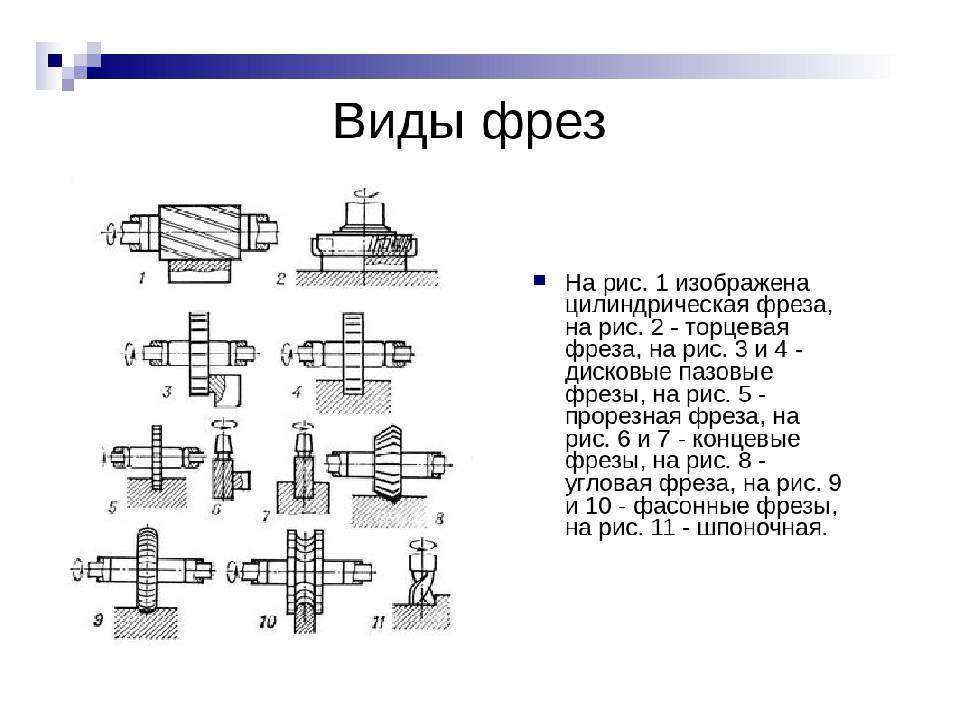
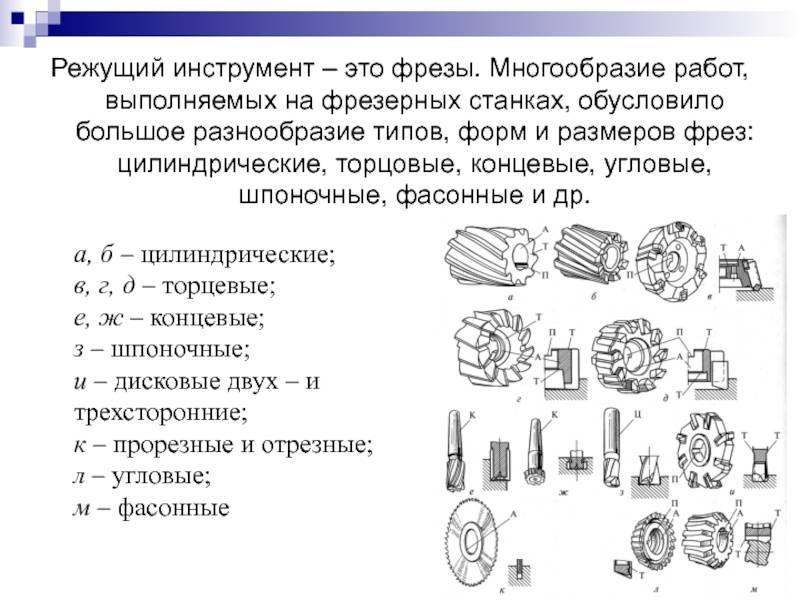
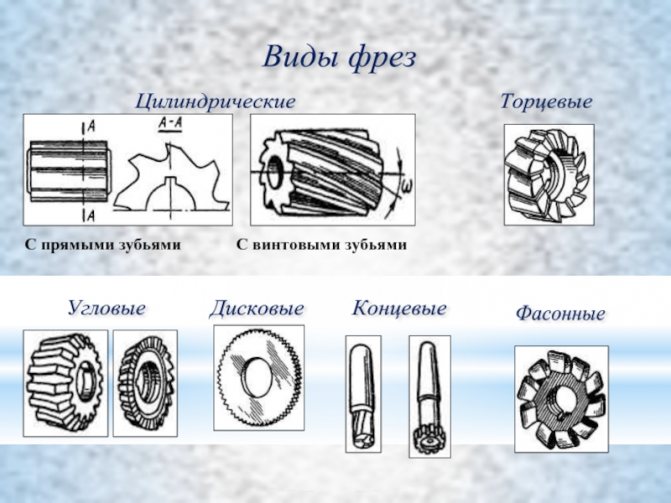
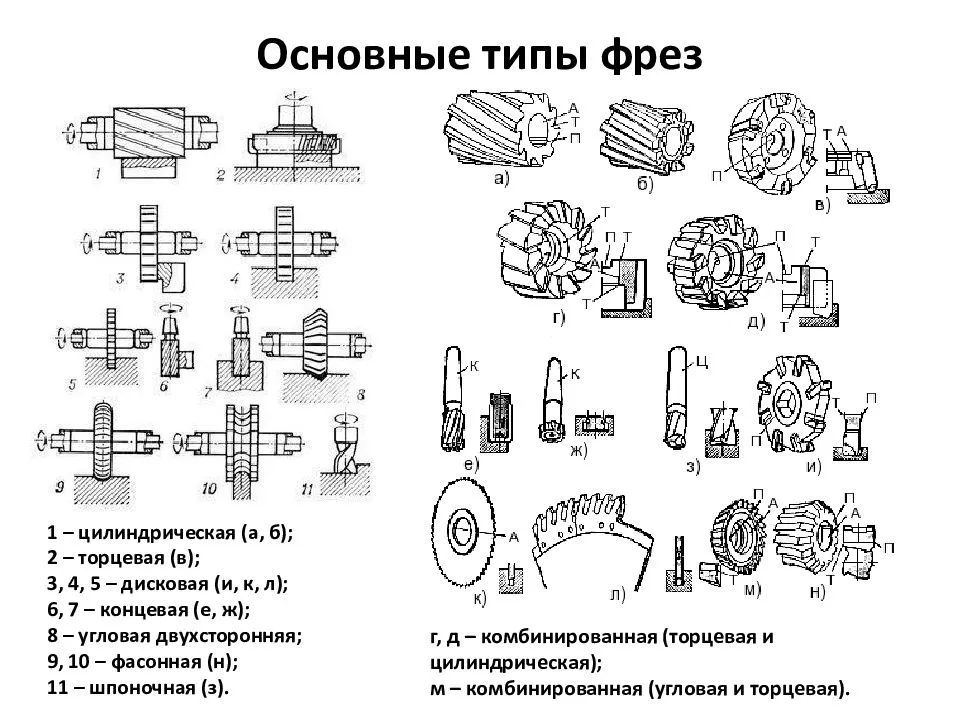
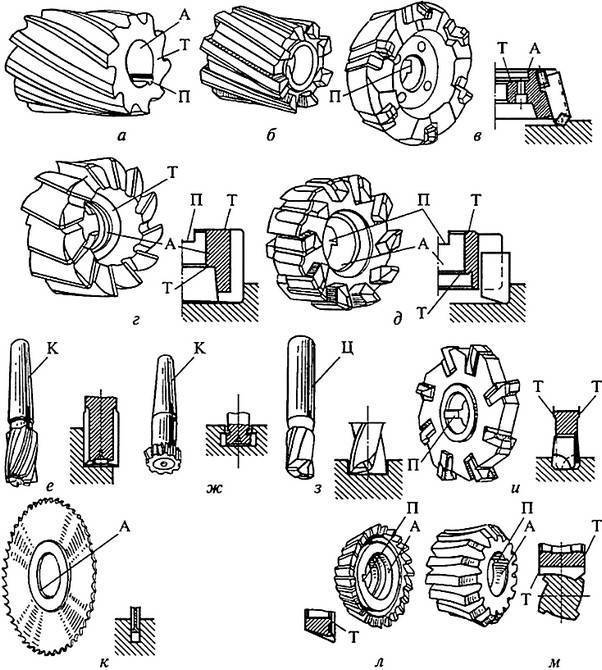
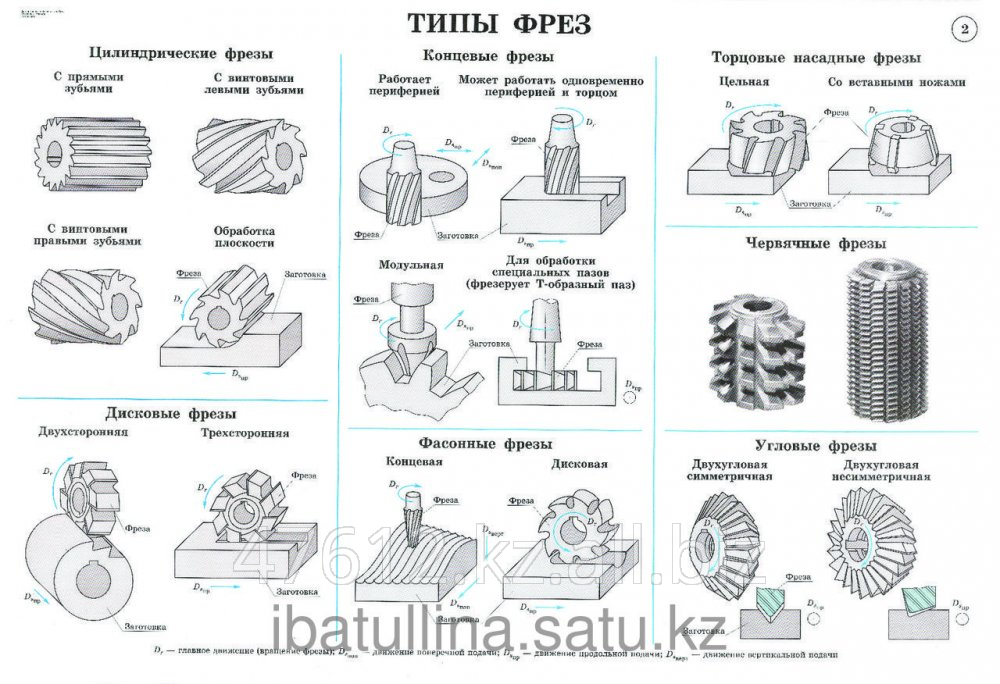
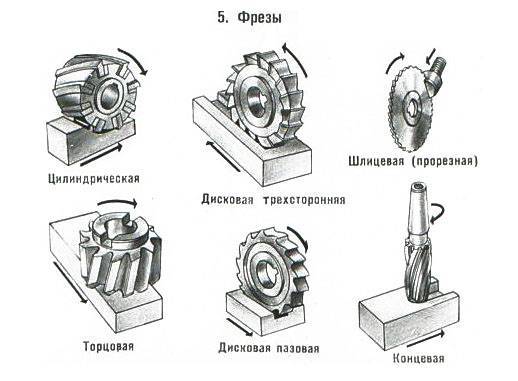
 Основные типы фрез Фрезы для металлообработки классифицируют в зависимости от формы, которая зависит от направления приложения усилия к режущей кромке. Выделяют следующие типы:
Основные типы фрез Фрезы для металлообработки классифицируют в зависимости от формы, которая зависит от направления приложения усилия к режущей кромке. Выделяют следующие типы:
- дисковые;
- торцевые;
- цилиндрические;
- угловые;
- концевые;
- фасонные;
- червячные;
- кольцевые.
Рассмотрим все разновидности последовательно.
Дисковые
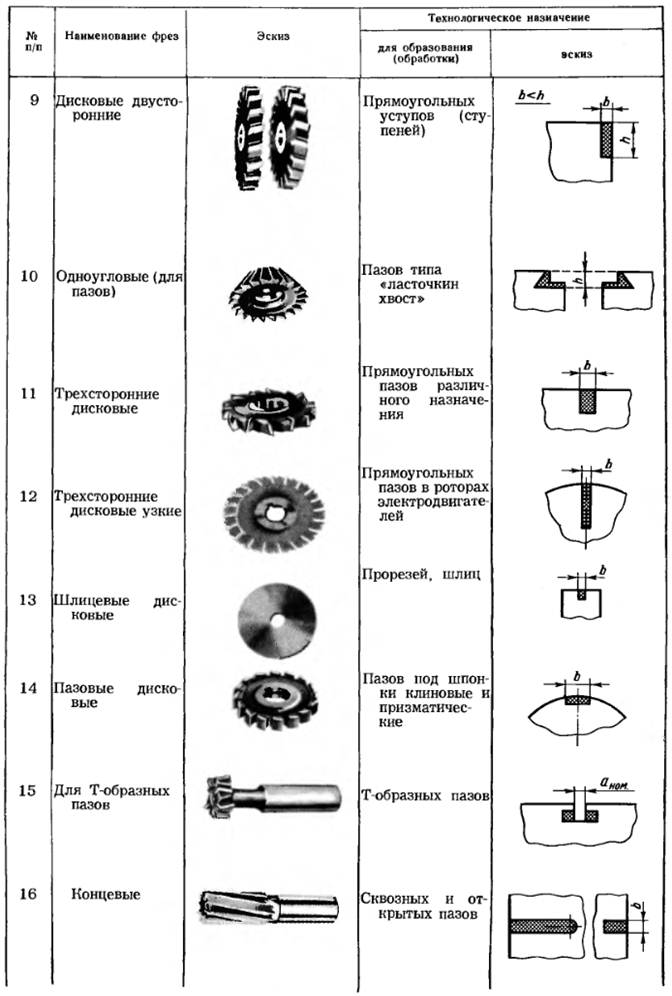
Этот тип инструмента получил широкое применение на профильных станках, а также на автоматах продольного вытачивания заготовок. Выделяют следующие разновидности дискового инструмента:
- пазовые.
- Двусторонние
- Трехсторонние.
С помощью дисковых фрез делают прорези в заготовке, а также делят ее по длине (для отрезания)
Выбирая подходящий тип оснастки, нужно уделять внимание следующим параметрам:
- Диаметр. При прорезях в заготовке диаметр фрез определяется в зависимости от максимальной глубины паза от поверхности заготовки. В случае отрезания заготовки диаметр инструмента подбирается по глубине реза.
- Ширина. Здесь все зависит от того, паз какой ширины нужно выточить. Требуется минимизировать расходы станочных машино-часов, а также износ инструмента. Исходя из этих соображений, выбирается та ширина, которая будет оптимальной для формирования требуемой конструкционной особенности формируемой детали.
Материал дисковой фрезы. Здесь различают:
- HSS;
- HSSCo;
- твердосплавные дисковые.
Принцип простой: металл обрабатывается инструментом, сделанным из более твердого металла.
Количество зубьев на диске. В зависимости от того, какой материал требуется обработать, определяется сплав, из которого должна быть сделана фреза, а также ее необходимая форма (минимальное количество зубьев). От этого зависит ее стоимость.
Торцевые
 Они используются на оборудовании для формирования у заготовок плоских и ступенчатых поверхностей.
Они используются на оборудовании для формирования у заготовок плоских и ступенчатых поверхностей.
Каждый ее зуб представляет собой стандартный резец, при этом его режущие кромки размещаются исключительно в торцевой поверхности.
Ось фрезы располагается перпендикулярно по отношению к обрабатываемой плоскости заготовки.
Основную нагрузку несут боковые режущие кромки. При этом ее зубья воздействуют на деталь не все вместе и сразу, а по очереди (то есть, упор производится не всей плоскостью инструмента). Это дает возможность обрабатывать заготовки равномерно.
Особенности торцевого инструмента:
- наличие большого количества режущих кромок (лезвий);
- повышенная жесткость, что требует и жесткости закрепления инструмента в шпинделе станка.
Эти черты позволяют обеспечивать торцевым фрезам повышенную производительность обработки металла (если сравнивать, к примеру, с цилиндрическими). Однако для торцевого инструмента требуется корректно подобрать охлаждающую и смазывающую жидкость. В связи с его потенциально более высокой производительностью, более качественное охлаждение и смазка нужны здесь для сохранения его режущей способности.
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
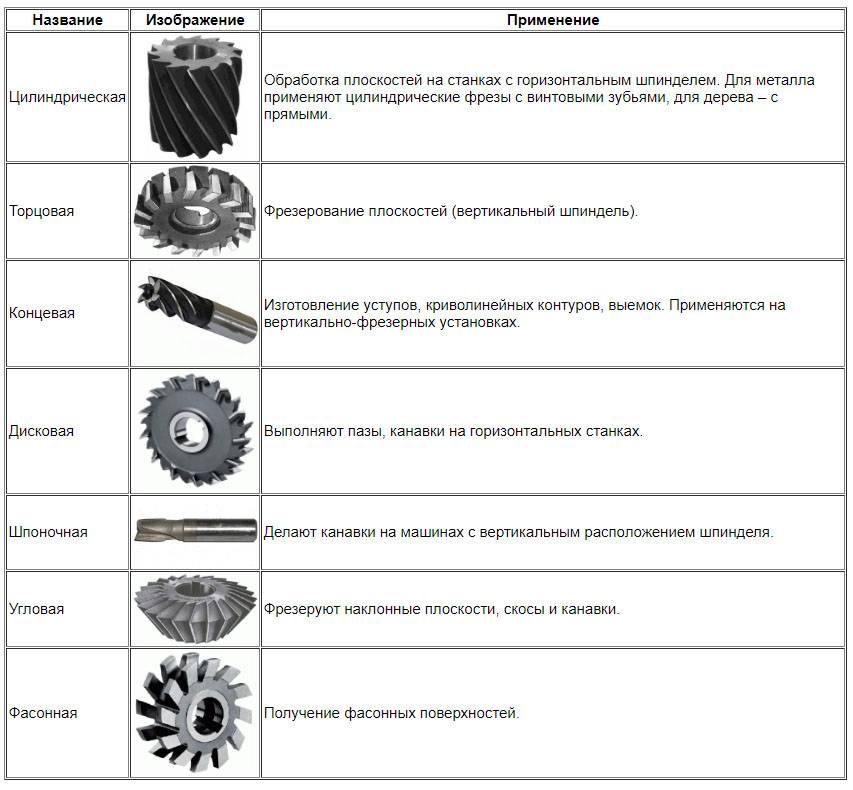
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.
Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.
Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.
Это интересно! Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Алмазная фреза № 17
Диаметр 2,7. Люблю такими фрезами работать. Но они бывают очень сильно шершавые, что не приятно. Работает быстро и качественно. Рекомендую, она идеально подходит для маникюра и очистки кутикулы.
Обзор для вас подготовила Ирина Набок, пока-пока!
Вам пригодится:
Мини курс по отрезанию кутикулы аппаратом https://vk.cc/8sahjb
Курс Аппаратного маникюра https://vk.cc/7SlB5J
Отрезание кутикулы Насадка алмазный бор цилиндр средний абразив 1,6мм https://bit.ly/2KaUiLe Цилиндр, средний абразив, 1,8мм https://bit.ly/2R3KiEi
Керамика https://bit.ly/2IDzqZJ https://bit.ly/2MF2fu4 https://bit.ly/2Kaq0rV https://bit.ly/2WESDV1 https://bit.ly/2ZhkbfU
Опил конструкции (подходит для левшей) Насадка фреза твердосплавная барабан реверсивный мелкая нарезка серебристый 6,0мм https://bit.ly/2IDzFE7
Поднятие кутикулы, обработка боковых пазух. Для маникюра (красный пояс забивается быстрее!) https://bit.ly/2IxD4EB https://bit.ly/2MBRqJf https://bit.ly/2wJEV3M https://bit.ly/2KG7ZBm https://bit.ly/2WDwzde https://bit.ly/2XC3QCd https://bit.ly/2Zcnjd0 https://bit.ly/2Zh7v8H https://bit.ly/31m04Pr
Шлифовка кутикулы (красный пояс может натереть!) https://bit.ly/2WEFoDB https://bit.ly/31mHgzP https://bit.ly/2K9y4cA https://bit.ly/2WHRlst https://bit.ly/2I8dmaA https://bit.ly/2KhcIKz https://bit.ly/31qGbqA https://bit.ly/2IzNK5K
https://bit.ly/317RuDc https://bit.ly/2YcoGMG
Для педикюра игольчатые фрезы https://bit.ly/2MIbBFu https://bit.ly/2XzJHwq https://bit.ly/2ICrubq https://bit.ly/2ZpqhuT https://bit.ly/2XEyJWs
Фрезы для стержневых мозолей 224RF 018 Насадка фреза твердосплавная полая торцевая, специальная нарезка 1,8мм https://bit.ly/2KKzaek
Шарики с уменьшающимся диаметром: твердосплавные https://bit.ly/2MKQa6G https://bit.ly/2ZmEYyA https://bit.ly/2WEiBIg https://bit.ly/2F6XYJZ
алмазные https://bit.ly/2MN874N https://bit.ly/2XHvCwX https://bit.ly/2Icx0m3 https://bit.ly/2IClsYc
Приглашаю вас пройти:
мой курс
Назначение фрез по металлу
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.





Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Эксплуатация и хранение
Особенности:
Хранить насадки лучше в специальных футлярах
Если их нет, для них нужно подготовить отдельный ящик и расположить его в сухом месте с низким уровнем влажности
Важно регулярно проверять остроту режущих частей. Если оснастка затупилась, нужно отдать ее на переточку или заменить
Чугун можно обрабатывать только на низких оборотах, другие металлы в разных режимах.
При работе в рабочую зону нужно добавлять охлаждающую жидкость.
С помощью дисковых фрез по металлу можно выполнять разные технологические операции
При их выборе важно учитывать определенные моменты, чтобы не столкнуться с разными проблемами. При правильном хранении, настройке, работе с оснасткой можно получить высокое качество обработки металлических заготовок
Широкие возможности фрезерных станков
Следует отметить, что современные фрезы позволяют работать практически со всеми видами металлов и сплавов, включая сталь, чугун, алюминий, медь и так далее. Современные фрезерные станки отличаются хорошей эргономичной конструкцией, высокой безопасностью и наличием большого числа датчиков, контролирующих температуру двигателя, скорость вращения фрезы и прочие параметры.
Ручной фрезерный станок в руках мастера имеет универсальное применение – с его помощью можно создавать и элементарные предметы обихода, и шедевры художественной обработки для декора. Однако для грамотного его применения требуется подходящий режущий инструмент. Рассмотрим, какие типы фрез бывают, как они устроены, каково основное их назначение, по каким признакам они классифицируются, а также как правильно сделать их выбор для конкретного вида обработки древесины.
Как заточить фрезу в домашних условиях
Заточка фрезы должна проводиться только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов. Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).

Нанесите средство на режущие части оснастки и подождите несколько минут, чтобы оно растворило нагар. Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшихся загрязнений. После очистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях предварительно потребуется приобрести комплект алмазных брусков, отличающихся зернистостью.
Для грубой заточки применяют бруски с более крупным зерном. Но процесс правки лезвий должен всегда завершаться полировкой самым мелким абразивом.
Чтобы заточить фрезу, выполните следующие действия:
- разместите брусок на краю стола и смочите его водой. Если потребуется, зафиксируйте приспособление;
- уложите оснастку на брусок так, чтобы ее режущая кромка соприкасалась с бруском по всей длине;
- водите фрезой по наждаку плавными движениями с одинаковой силой нажима, периодически смачивая его водой;
- делайте одинаковое количество движений для каждого лезвия оснастки, чтобы стачивание кромок происходило равномерно.
Конечно же, если есть такая возможность, фрезу лучше сдать на заточку в специализированную мастерскую, где ее восстановят на точном оборудовании. Эта процедура стоит недорого, если сравнивать со стоимостью алмазных брусков.
Материал режущей части
Тело фрезы изготавливается из прочных сплавов на основе стали. Заготовки из легированной, инструментальной или быстрорежущей стали нарезаются с небольшим припуском на станках, при помощи мех пилы или иным способом. После придания нужного профиля, сверления посадочного места они проходят термическую обработку – закаляются, затем – отпускаются. Далее – шлифуются, затачиваются, полируются.
Для повышения износостойкости зубья режущей оснастки изготавливают из твёрдых сплавов, их тела – покрывают путём напыления:
- нитрида алюминия-титана;
- нитрида титана;
- PVD покрытия;
- цианида титана
и прочих материалов.
Режущие кромки фрез для обработки калёной стали и чугуна делают из искусственного алмаза, нитрида бора.
Конструкция и принцип работы
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
- • Части для работы.
- • Хвостика.
- • Центрового отверстия.
- • Торцовых зубьев и канавок между ними.
- • Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Обрабработка фрезерованием
- Главная /
- Механическая обработка /
- Обрабработка фрезерованием
1) против подачи (встречное), когда направление подачи противоположно направлению вращения фрезы;
2) по подаче (попутное), когда направления подачи и вращения фрезы совпадают.
При фрезеровании против подачи нагрузка на зуб фрезы возрастает от нуля до максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости обработанной поверхности. Преимуществом фрезерования против подачи является работа зубьев фрезы «из-под корки», т. е. фреза подходит к твердому поверхностному слою снизу и отрывает стружку. Недостатком является наличие начального скольжения зуба по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
При фрезеровании по подаче зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость обработанной поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что уменьшает вибрации.
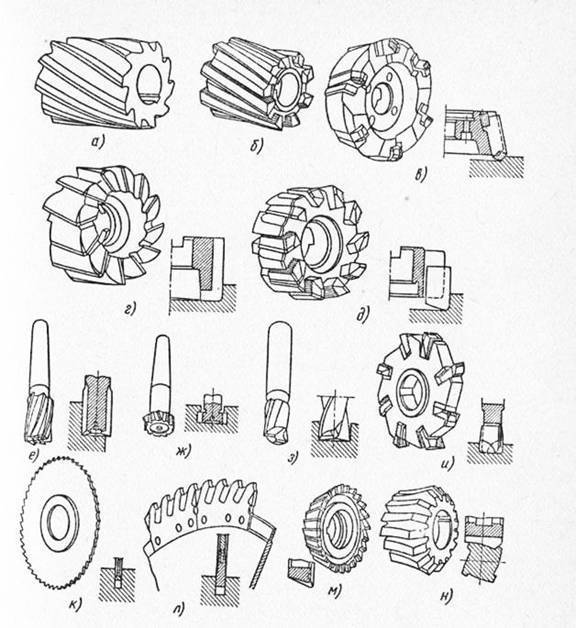
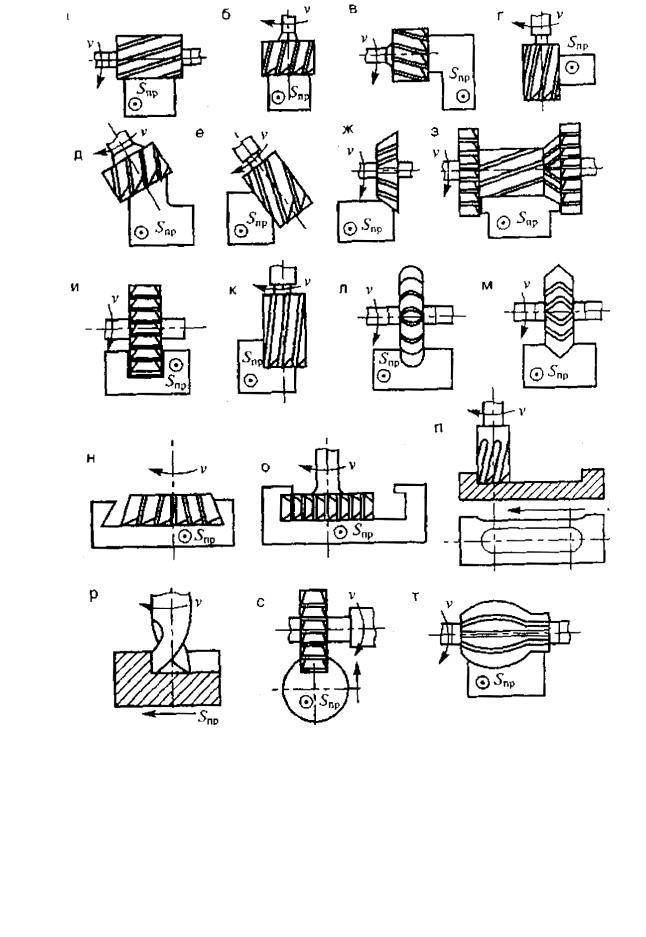
Схемы обработки заготовок на горизонтально — и вертикально — фрезерных станках (рис. 2)
Движения, участвующие в формообразовании поверхностей в процессе резания, на схемах указаны стрелками.
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 2, а) и на вертикально-фрезерных станках торцовыми фрезами (рис. 2, б). Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. В большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами вследствие большей жесткости их крепления в шпинделе и более плавной работы, так как число одновременно работающих зубьев торцовой фрезы больше числа зубьев цилиндрической фрезы.
Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 2, в) и торцовыми фрезерными головками, а на вертикально-фрезерных станках концевыми фрезами (рис. 2, г).
Наклонные плоскости и скосы фрезеруют торцовыми (рис. 2, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рис. 2, е).
Комбинированные поверхности фрезеруют набором фрез (рис. 2, ж) на горизонтально-фрезерных станках. Точность взаиморасположения обработанных поверхностей зависит от жесткости крепления фрез по длине оправки. С этой целью применяют дополнительные опоры (подвески), избегают использования несоразмерных по диаметру фрез (рекомендуемое отношение диаметра фрез не более 1,5).
Уступы и прямоугольные пазыфрезеруют концевыми (рис. 2, з) и дисковыми (рис. 2, и) фрезами на вертикально- и горизонтально-фрезерных станках. Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Фасонные пазыфрезеруют фасонной дисковой фрезой (рис. 2, к), угловые пазы — одноугловой и двухугловой (рис. 2, л) фрезами на горизонтально-фрезерных станках.
Паз клиновойфрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз — концевой фрезой, затем скосы паза — концевой одноугловой фрезой (рис. 2, м).
Т-образные пазы (рис. 2, н), которые широко применяют в машиностроении как станочные пазы, например на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза — фрезой для Т-образных пазов.
Шпоночные пазыфрезеруют концевыми или шпоночными (рис. 2, о) фрезами на вертикально-фрезерных станках
Точность получения шпоночного паза — важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей
Фасонные поверхностинезамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис. 2, п). Применение фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатывают набором фасонных фрез.



- Методы обработки отверстий
- Прокат
Фрезы по металлу размеры таблица
Методика расчета режимов резания при фрезерных работах
Материал инструмента для обработки сталей назначать Т15К6; для обработки чугуна — ВК6; для обработки медных и алюминиевых сплавов – Р6М5.
При расчетах следует задаваться подачей инструмента, глубиной резания и шириной фрезерования. Подачи выбирать согласно
таблицам 1, 2 и 3.
Торцовые и дисковые фрезы
Цилиндрические фрезы из быстрорежущей стали, при диаметре фрезы
Чугун, медные и алюминиевые сплавы
Диаметр фрезы, мм
Подача на зуб при фрезеровании концевыми фрезами, при глубине фрезерования, мм
Диаметр фрезы, мм
Фрезерование на шпоночно-фрезерных станках с маятниковой подачей при глубине фрезерования на один двойной ход, составляющий часть глубины шпоночного паза
Фрезерование на вертикально-фрезерных станках за один проход
Осевое врезание на глубину шпоночного паза
Продольное движение при фрезеровании шпоночного паза
Подача на зуб, мм
Скорость резания при фрезеровании рассчитывается по формуле для всех видов обработки:
Т- стойкость фрезы (см таблицу 4)
B — ширина фрезерования
s z — подача на зуб
t — глубина фрезерования
D — диаметр фрезы
С v , x , y , q , m , u — коэффициенты, зависящие от условий обработки (см таблицу 5)
Диаметр фрезы, мм
Стойкость фрезы, мин
Тип фрезы, материал
Концевые напайные Т15К6
Концевые цельные Р6М5
Прорезные и отрезные Р6М5
Концевые цельные Р6М5
Прорезные и отрезные Р6М5
Обработка алюминиевых сплавов
Концевые цельные Р6М5
Прорезные и отрезные Р6М5
Kv — поправочный коэффициент
К φ v – поправочный коэффициент на скорость, зависящий от главного угла в плане (таблица 6)
Кзаг- поправочный коэффициент на скорость, зависящий от качества заготовки (таблица 7)
Кинст- поправочный коэффициент на скорость, зависящий от материала режущего инструмента (таблица 8)
КматV — поправочный коэффициент на скорость, зависящий от отклонений механических свойств обрабатываемого материала
Главный угол в плане φ
литье под давлением
(медные и алюмин. сплавы)
Алюминиевые и медные сплавы
при обработке резцами из быстрореж.стали
при обработке резцами из тверд.сплава
Методика применима к использованию в системе ТехноПро для расчетов режимов резания. Коэффициенты из таблицы 5 необходимо внести в информационную базу режущего инструмента и использовать в условии расчета при фрезеровании. Величину подачи необходимо вводить вручную.







Зубофрезерование
При зубофрезеровании скорость резания (при аналитическом методе) зависит от стойкости инструмента, подачи и, в меньшей мере, от модуля. Номенклатура червячных колес имеет максимум по модулю 8, поэтому согласно расчетным таблицам, имеет смысл назначать режимы одинаковые для всего ряда (в таблицах режимы незначительно отличаются, по мере изменения параметров детали).
Подача при зубофрезеровании назначается:
-при черновой обработке, в зависимости от жесткости СПИД
-при чистовой, в зависимости от требуемой шероховатости
Рекомендуется сразу применять чистовую радиальную подачу, чтобы избежать перегрузки системы СПИД. Рекомендованные величины подач в таблице 9.
голоса
Рейтинг статьи
Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины
Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки
Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции
По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными. Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Сварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.
Это интересно! Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
Возможности фрезерных станков
Современное фрезерное оборудование становится все более универсальным и эффективным. Самой продвинутой его разновидностью, безусловно, являются роботизированные комплексы, которые производят комплексную обработку металлических заготовок, самостоятельно выбирая нужных тип оснастки для различных операций, а также устанавливая оптимальный алгоритм вытачивания той или иной поверхности или отверстия.
Фрезерный инструмент способен обрабатывать все типы металлов и сплавов (черных и цветных), а применение инновационных датчиков и комплексных программных методов управления производственным циклом станков позволяет оптимизировать изнашиваемость инструмента и расход машино-часов оборудования.
Сфера применения
Количество операций, производимых с помощью фрезы, чрезвычайно велико. Что и объясняет их высочайшую востребованность.
- Грубая обработка металлов и неметаллов – раскрой, резка, сверление, черновая обработка.
- Высверливание канавок разной формы – пазы, бороздки, винтовые каналы, впадины косозубых колес и так далее.
- Обработка углов и кромки.
- Чистовая обработка и резка, изготовление деталей сложной геометрической формы: штампы, лопасти, пресс-формы.
- Художественное фрезерование – с помощью фрез вытачивают сложные изящные элементы из дерева, формируют на плоскости 3D изображения и орнаменты.