Меры предосторожности и правила использования газовой горелки
Так как газовая горелка имеет высокий температурный диапазон окружного действия, то необходимо помнить о следующих правилах ТБ:
- все работы необходимо производить в рукавицах-крагах, которые уберегут ладони сварщика от ожогов;
- также нежелательно смотреть на ядро пламени, так как температура выше 1000 градусов и световая нагрузка отрицательно влияет на роговицу глаза.
Очень осторожно: категорически запрещается брать газовую резку и открывать баллон с кислородом масляными руками, так как при взаимодействии индустриального масла и кислорода происходит моментальное воспламенение кислорода и взрыв в замкнутом пространстве баллона. Газовая резка и сварка автогеном уже более 60 лет является показателем качества и функциональности для целого ряда работ в промышленности
Газовая резка и сварка автогеном уже более 60 лет является показателем качества и функциональности для целого ряда работ в промышленности.
Удобство и доступность, сочетание цены и качества вывели этот вид сварки вровень с электрической дуговой сваркой.
Область применения газосварки
Газовая сварка металлов может реализовываться несколькими способами:
- газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
- газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
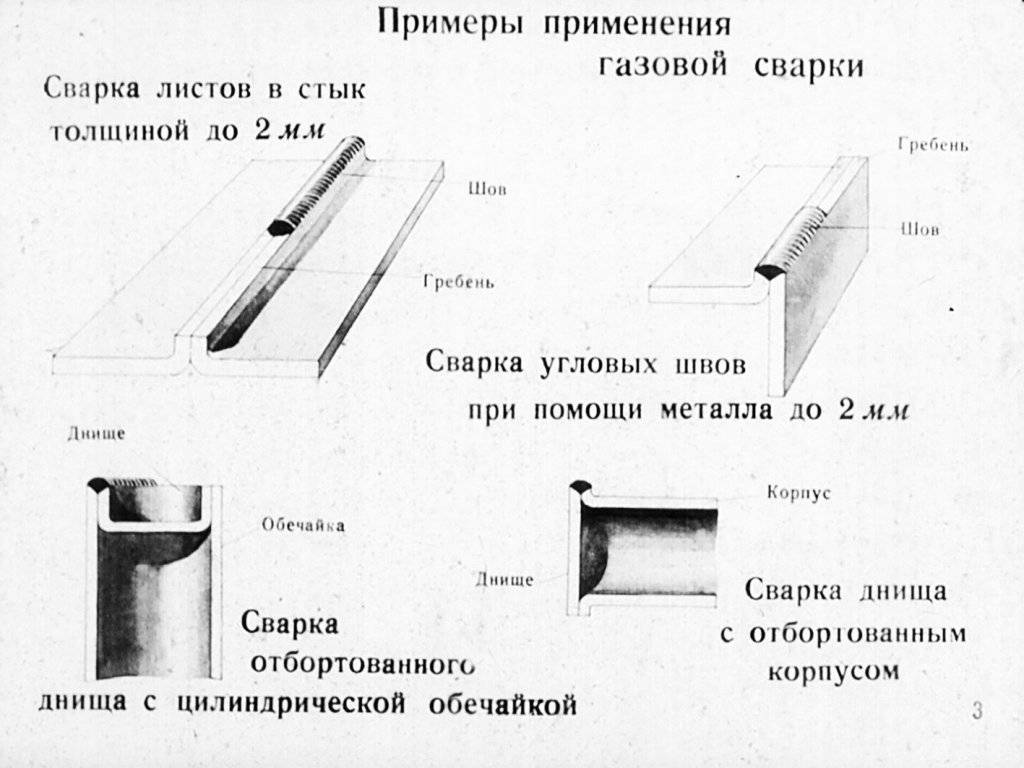
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
- жесть и тонколистовая сталь, толщиной не более 5 мм;
- цветные металлы;
- чугун;
- инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
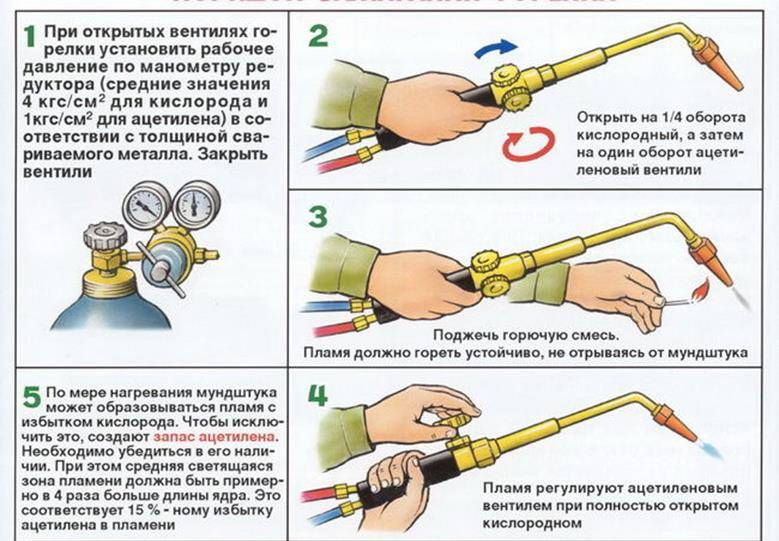
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
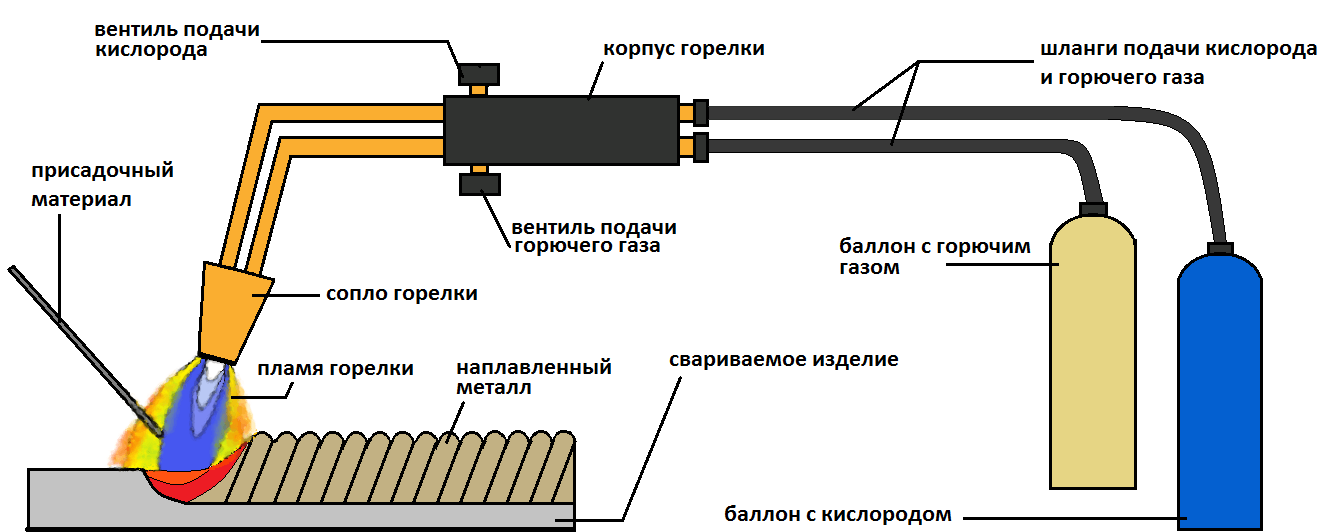
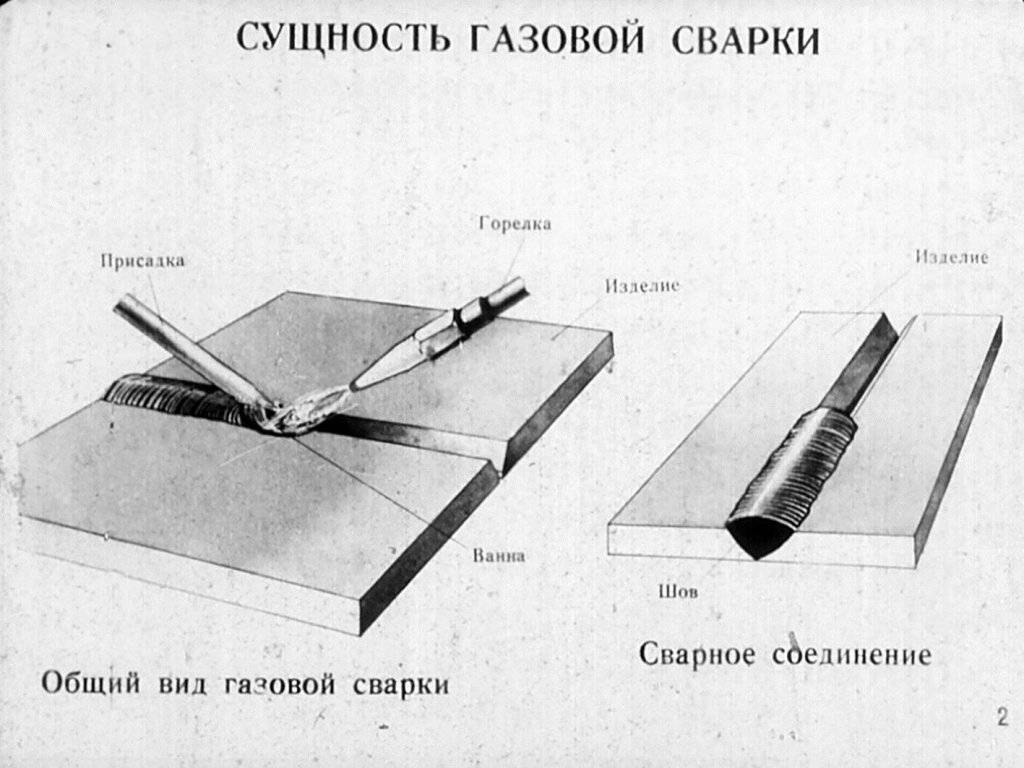
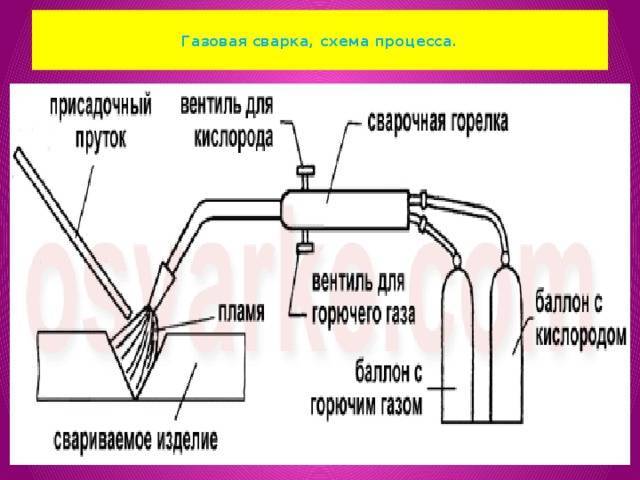
Сущность газовой сварки можно рассмотреть на рисунке ниже:
Нормативы
ГОСТ на газосварку — особый вопрос. В связи с тем, что качество шва при газовой сварке в большей степени зависит от мастерства сварщика, оно определяется субъективно.
Характер газосварочного процесса — исключительно ручной, конкретного ГОСТа на газовую сварку нет. Но существует ГОСТ 1460-2013 — на карбид кальция, из которого производится газ для сварки.
Кроме того, различными ГОСТами определяются такие параметры, как типы присадочной проволоки, давление в редукторе и баллоне, требования к генератору ацетилена. Существуют свои требования к типам применяемых шлангов и горелок, связанные с безопасностью работы.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Виды сварочного пламени
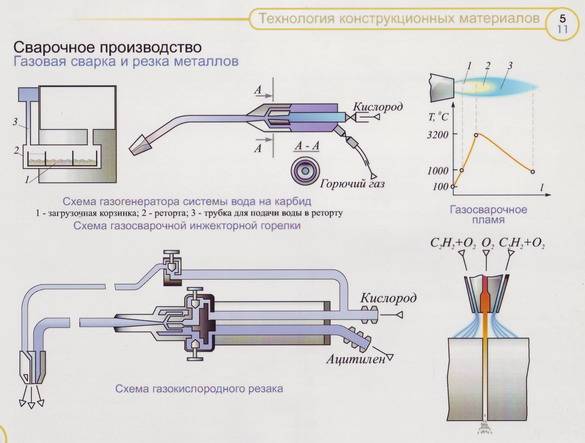
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано ниже на рисунке. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «наглаз» по форме и цвету
Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода,подаваемых в зону горения
В качестве примера рассмотрим строение ацетилен-кислородное пламя.
Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным,науглероженным и окислительным.
Нормальный (восстановительный) вид сварочного пламени
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2+ О2 = 2СО+ Н2.
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр ядра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью выхода газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны.
Восстановительная зона газового пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероживающий вид сварочного пламени
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглероживая его. Обычно науглероженное пламя применяют для сварки алюминия и наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром.Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительный вид сварочного пламени
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен :кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне.
Особенности газовой сварки
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.

К ценным качествам газосварки относят следующие:
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.
Пара слов о расходных материалах
Какой газ используют при сварке – вопрос не маловажный, в котором нужно разбираться, чтобы сделать верный выбор. Типы используемых газов разные, выбор зависит от нескольких факторов.
Кислород
Кислород, к примеру, отличается полным отсутствием цвета и запаха. Роль у него особая, он выполняет функцию катализатора процессов плавления металлов во время сварки. Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
Главное – знать и выполнять правила безопасности в обращении с кислородными баллонами и самим газом. Например, присутствие технического масла может привести к возгоранию: следовательно, нужно категорически исключить малейший контакт с таким маслом.
 Пламя газовой горелки.
Пламя газовой горелки.
В помещениях, где хранятся баллоны, ни в коем случае не должно быть ни источником тепла, ни прямого солнечного света.
Как получают сварочный кислород: это делается достаточно просто – из атмосферного воздуха с помощью специализированного оборудования.
Кислород подразделяется по чистоте на три типа:
- высший сорт с концентрацией газа в 99,5%;
- первый сорт с 99,2%;
- второй – с 98,5%.
Ацетилен
Это второй по популярности газ, применяемый в ГС как для сварки, так и для резки. Он также без цвета и запаха. При повышенном давлении или нагревании ацетилен может взорваться. Производится он из карбида кальция и воды.
Ацетилен – не самый дешевый газ, но его преимущество делает его очень востребованным среди сварщиков. Все дело в температуре горения – она у ацетилена замечательно высокая, особенно в сравнении с такими более дешевыми газами как метан, пропан или пары керосина.
Флюс и присадочная проволока
Это главные участники процесса формирования сварочного шва. Присадочная проволока должна быть абсолютно очищенной от малейших признаков грязи или коррозии. Иногда вместо проволоки можно применять полоску из такого же металла, что и заготовки для сваривания.
Флюсы необходимы для защиты сварочной ванны от вредного воздействия внешних факторов. Чаще всего в качестве составных элементов флюсовых смесей берутся бура и борная кислота, которые могут наноситься прямо на свариваемые заготовки или на присадочную проволоку.
Единственный металл, который может обойтись без флюсовой смеси, это углеродистая сталь. Ну а особая нужда в присутствии флюса возникает при сварке меди, алюминия и их сплавов.
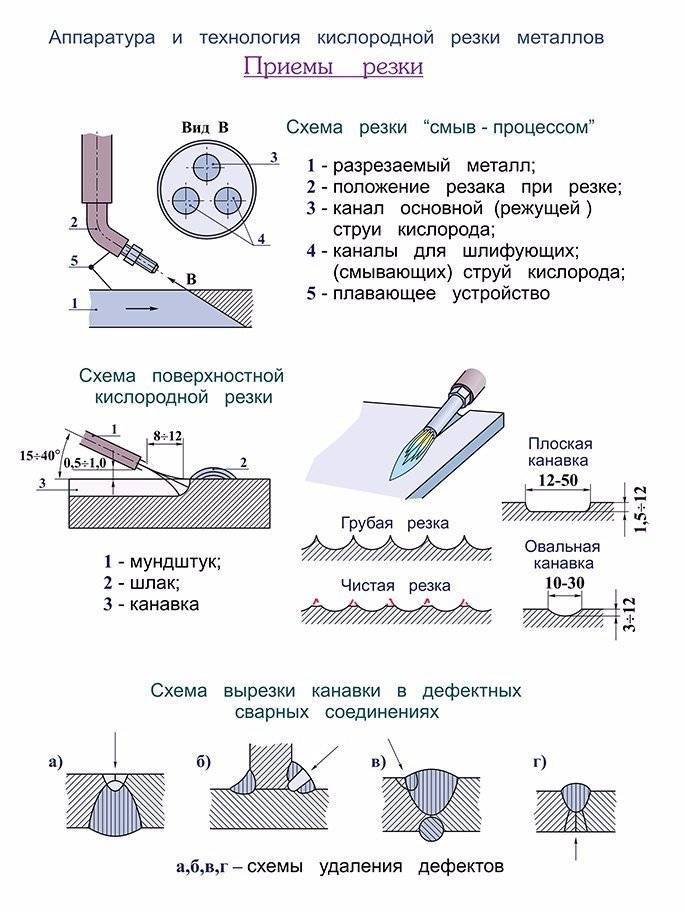
Как пользоваться плазморезкой?
Опытные резчики сформулировали ряд рекомендаций для облегчения освоения технологии начинающим мастерами:
- строго соблюдать постоянное расстояние от горелки до заготовки;
- при необходимости пользоваться упором, крепящимся сбоку на горелке и ограничивающим зазор;
- вести горелку равномерно, без рывков, с заданной скоростью;
- следить за перпендикулярностью плазменного пучка к поверхности детали отклонения приводят к снижению качества поверхности разреза;
- следить за пучком искр, вылетающих с тыльной стороны детали, если их мало или они пропали — металл прорезается не полностью и надо корректировать режим резки;
После завершения разреза горелку необходимо наклонить, чтобы дать выйти газам, скопившимся в шланге.
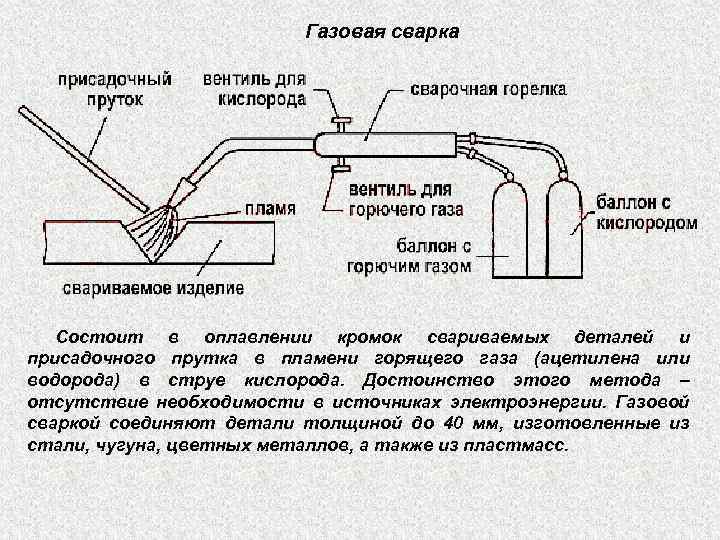
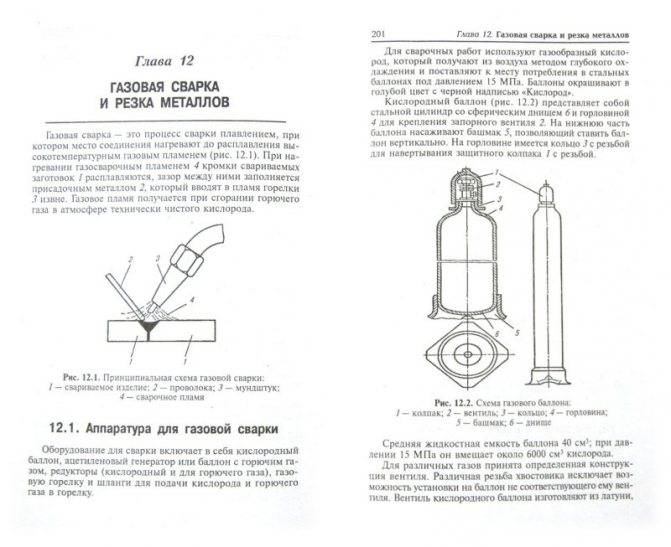
Основные виды газопламенной обработки. Сущность газовой сварки
Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются за счет тепла пламени горелки, получающегося при сгорании какого-либо горючего газа в смеси с кислородом.
Наиболее распространенным газом является ацетилен. В процессе сварки металл соприкасается с газами пламени, а вне пламени — с окружающей средой, обычно с воздухом. В результате металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки. Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле. Одновременно может происходить обогащение его кислородом, в некоторых случаях и водородом, азотом, углеродом. Одним из наиболее распространенных процессов, происходящих при взаимодействии пламени с металлом, является окисление.
При сварке сталей в металле сварочной ванны образуется закись железа FeO, которая реагирует с кремнием и марганцем внутри сварочной ванны; вредные примеси выводятся в шлак либо удаляются в виде газов. Для предотвращения окисления кромок металла и извлечения из жидкого металла окислов и неметаллических включений применяются флюсы. Расплавленные флюсы в основном нерастворимы в металле и образуют на поверхности металла пленку шлака. Шлак предохраняет металл от воздействия газов пламени и атмосферных газов.
В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит нагрев основного и свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных с расплавлением металла, его взаимодействием с газами и шлаками, последующей кристаллизацией, а также с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле и в зоне термического влияния.
Расплавленный металл сварочной ванны представляет сплав основного и присадочного металлов. В результате взаимодействия газов пламени и флюсов он изменяет свой состав. По мере удаления пламени горелки металл кристаллизуется в остывающей части ванны. Закристаллизовавшийся металл сварочной ванны образует металл шва. Шов имеет структуру литого металла с вытянутыми укрупненными кристаллами, направленными к центру шва. Наибольшее применение в промышленности из множества видов газопламенной обработки имеют сварка, пайка и кислородная резка. Наиболее известные виды газопламенной обработки приведены в табл. 48
|
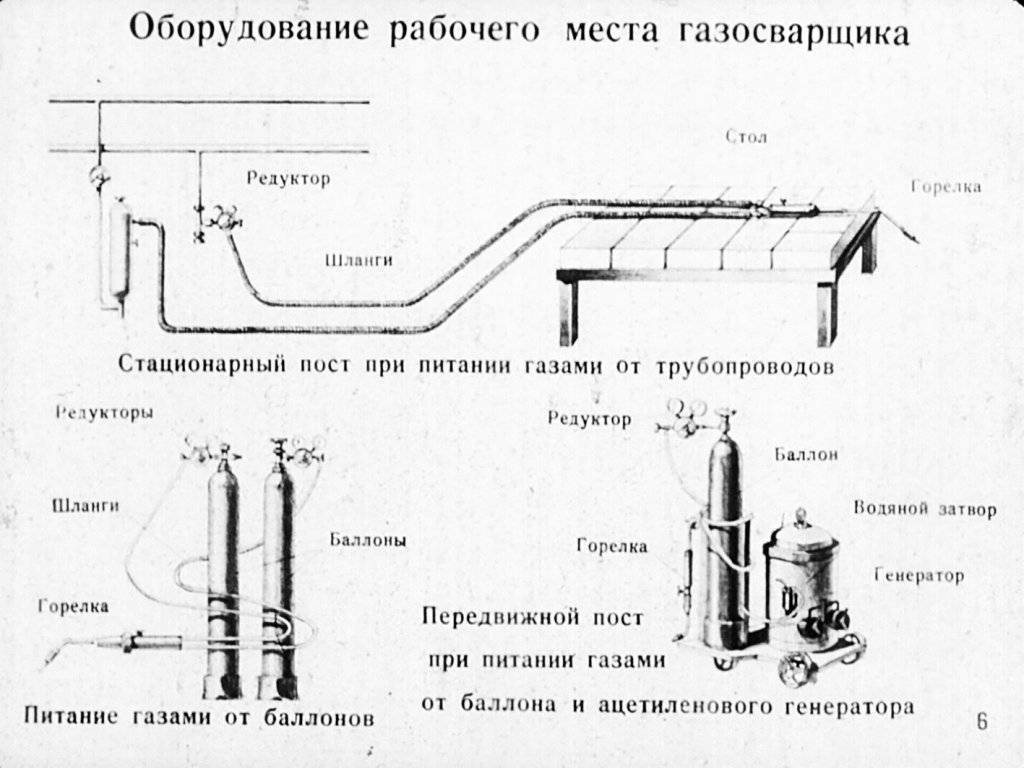
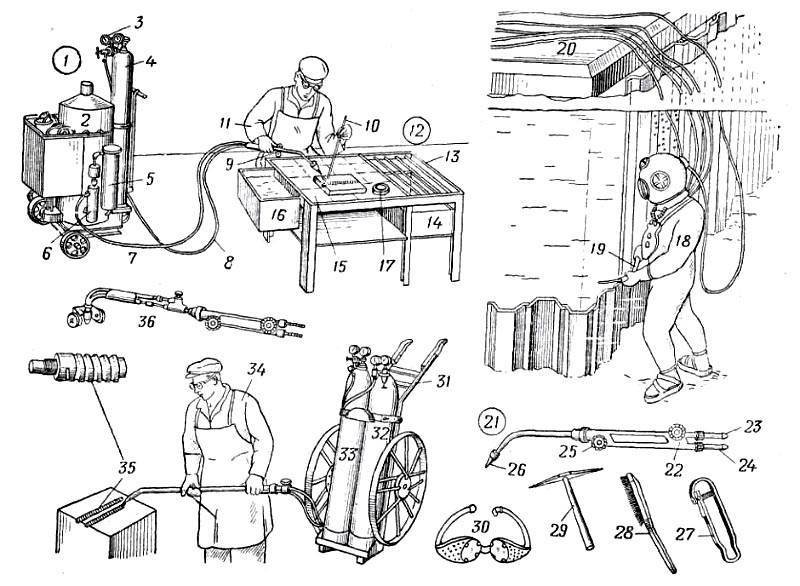
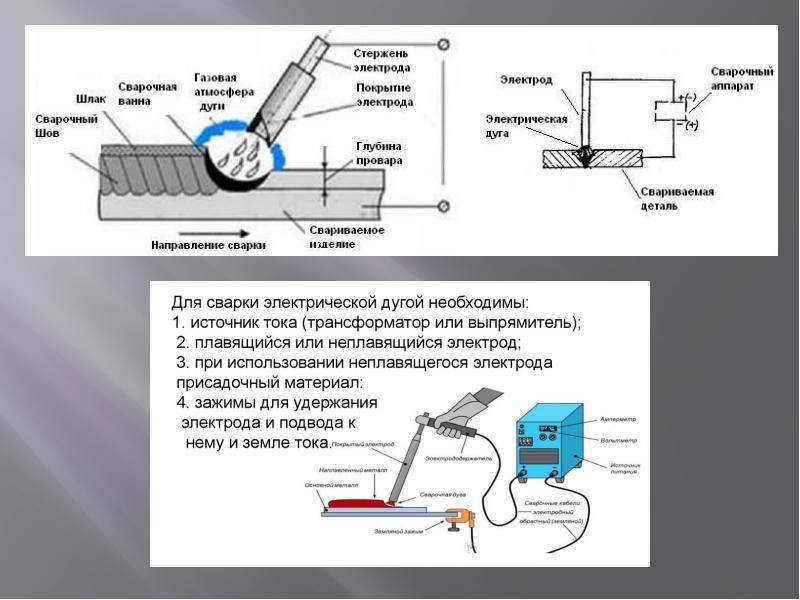
Для газовой сварки необходимы следующие сварочные материалы, оборудование, приспособления и специальные средства для безопасной работы:
оборудование и аппаратура:
- кислородные баллоны для хранения запаса кислорода, подаваемого из баллонов в горелку или резак;
- кислородные редукторы для понижения давления кислорода;
- ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится в растворенном состоянии;
- ацетиленовые редукторы для понижения давления ацетилена, отбираемого из баллона;
- специальные баллоны или емкости для сжиженных газов, бачки с насосом для создания в них давления;
- сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева металла различной толщины;
- кислородные и другие резаки с комплектом мундштуков и приспособлений для резки и т. д.;
- резиновые рукава (шланги) для подачи кислорода и любого горючего газа в горелку или резак;
принадлежности для сварки и резки:
- очки с затемненными стеклами (светофильтры) для защиты глаз от яркости сварочного пламени, молоток, набор ключей для накидных гаек горелки и резака, стальные щетки для очистки сварного шва и кромок деталей перед сваркой;
- сварочный стол и приспособление для сборки и фиксации деталей при прихватке и сварке;
- флюсы или сварочные порошки.
4.2. Неметаллические покрытия
4.2.1. Стойкость к растворителям
Неметаллические материалы (например, используемые в качестве уплотнителей и смазок), контактирующие с ацетиленом, должны быть стойкими к растворителям: ацетону и диметилформ-амиду (ДМФ).
В настоящем стандарте термин «стойкость к растворителям» означает, что изменение массы (разбухание) материала не превышает 15 %, а изменение его твердости не превышает + 15 IRHD после хранения материала при следующих условиях:
a) (168 + 2) ч (т. е. 7 сут) в атмосфере, насыщенной парами растворителя, при температуре (23 + 2) °С;
b) в последующий период (70 + 2) ч на воздухе при температуре (40 + 2) °С;
c) (24 + 2) ч на воздухе при температуре (23 ± 2) °С, относительной влажности (50 ± 5) % и давлении от 86 до 106 к Па.
Испытания проводят по ГОСТ 9.030.


4.2.2. Стойкость к л-пентану
Неметаллические материалы (например используемые в качестве уплотнителей и смазок), контактирующие с пропаном, бутаном и метилацетиленпропадиеновыми смесями, должны быть стойкими к л-пентану.
В настоящем стандарте термин стойкость к и-пентану означает, что изменение массы (разбухание) материала не превышает 15 %, а изменение его твердости не превышает + 15 IRHD после хранения материала при следующих условиях:
a) (168 + 2) ч (т. е. 7 сут) в жидком л-пентане при температуре (23 + 2) °С;
b) в последующий период (70 + 2) ч на воздухе при температуре (40 + 2) °С;
c) (24 + 2) ч на воздухе при температуре (23 ± 2) °С, относительной влажности (50 ± 5) % и давлении от 86 до 106 к Па.
Испытания проводят по ГОСТ 9.030.
4.2.3. Сопротивление воздействию кислорода
Все детали, контактирующие с кислородом, должны быть очищены от веществ, которые могут активно реагировать с кислородом при нормальных условиях, т. е. растворителей на основе углеводорода, масел и жиров.
Следует использовать только смазочные вещества, пригодные для работы в кислороде при максимальном рабочем давлении и максимальной температуре.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Общая информация
Технология газового сваривания и резки металлов – это методика обработки металлических объектов при помощи горючих газов. Чаще всего используется смесь кислорода и ацетилена. Однако ацетилен может быть заменен другими газами (метаном, водородом).
Принцип работы технологии прост. К горелке шлангами подсоединяются баллоны. Смешение рабочих газов происходит уже в горелке. Подающаяся в сопло смесь поджигается.
Горение рабочего газа достигает 3000°С. Этой температуры хватает для обработки многих видов металлов. Полотно шва создается либо сплавлением кромок, либо при помощи присадочного прутка.
Для выполнения газосварочной или резочной работы нужно собрать сварочный пост.
В его комплект входят баллон с кислородом, баллон с ацетиленом или его заменителем, редуктор, два шланга (для кислорода всегда используется синий), и рабочий элемент (горелка или резак).
Никакой сварочный аппарат в пост не входит. Технология газового сваривания не нуждается в подобных агрегатах, ведь устроена по другим принципам.
При работе с газовым свариванием или резкой металла более точным будет термин «комплект газосварочного оборудования» либо «сварочный пост».
Газораспределительные рампы, трубопроводы и рукава для газовой сварки
В случае, когда сварка выполняется
при большом расходе горючего газа, питание налаживают от газораспределительной
рампы. Рампа состоит из двух коллекторов, гибких трубопроводов и рампового редуктора.
На каждом из коллекторов смонтирован запорный вентиль, который даёт возможность
замены газового баллона на одном из коллекторов, не останавливая, при этом,
работу другого. Уменьшение давления газа происходит за счёт рампового редуктора.
Давление кислорода, азота и воздуха понижают от 1,5МПа до 0,15МПа (в отдельных
случаях до 0,03Мпа). Давление ацетилена, пропана, бутана и других горючих газов
– от 1,9МПа до 0,01МПа.
Подача кислорода и горючих газов от газораспределительных рамп к рабочим местам
происходит по трубопроводам.
Трубопроводы для подачи ацетилена разделяют на три группы, в зависимости от
рабочего давления:
-низкого давления, до 0,01МПа;
-среднего давления, от 0,01 до 0,15МПа;
-высокого, свыше 0,15МПа.
Трубопроводы для подачи кислорода, в зависимости от рабочего давления, также
бываю трёх групп:
-низкого давления, до 1,6МПа;
-среднего давления, от 1,6 до 6,4МПа;
-высокого, свыше 6,4МПа.
Арматура и трубопроводы для подачи ацетилена изготовлены из стали и окрашены
в белый цвет. Арматуру и трубопроводы для подачи кислорода изготавливают из
латуни или бронзы и окрашивают в голубой цвет.

Рукава (шланги) для газовой сварки
Рукава
(шланги) для газовой сварки необходимы для подачи кислорода и горючих газов
от баллонов и рамп к сварочным горелкам. Рукава должны быть прочными и гибкими,
чтобы не создавать затруднений при работе сварщика.
Изготавливают рукава из вулканизированной резины с тканевыми прокладками по
ГОСТ9356. Различают три класса рукавов для газовой сварки:
Класс I – для подачи горючих газов под давлением до 0,63МПа. Рукава данного
класса окрашены в красный цвет.
Класс II – для подачи горючих жидкостей (бензин, керосин и др.) под давлением
0,63МПа. Такие рукава окрашивают в жёлтый цвет.
Класс III – данный класс рукавов предназначен для подачи кислорода под давлением
до 2,0МПа. Окрашены эти рукава в голубой цвет.
Рукава состоят из внутренней резиновой прослойки (резиновой камеры), далее
идёт слой оплётки металлическими ниятми и слой наружной резиновой прослойки.
Стандартом предусмотрены следующие типоразмеры рукавов для газовой сварки:
| Внутренний диаметр, мм | 6±0,5 | 9±0,5 | 12±1,0 | 16±1,0 |
| Наружный диаметр, мм | 14±0,5 | 18±1,0 | 22,5±1,0 | 26±1,0 |
Цвет руковов зависит от проводимого ими газа. Ацетиленовые рукава окрашены
в красный цвет, кислородные – в синий. В случае работы от газового баллона,
длина рукава не должна быть меньше, чем 8м. В случае применения ацетиленового
генератора, длина рукавов, идущих от него, должна быть 10м и более.
Дополнительные материалы по теме:
| Газовая сварка чугунаГазовая сварка медиСпособы газовой сваркиТехнология газовой сварки | Техника безопасности при газовой сваркеСварочная проволока для газовой сваркиФлюсы для газовой сварки |
Ацетилен для газовой сварки
Ацетилен – один из самых распространённых газов, применяемых для газовой сварки.
Наибольшее распространение ацетилен получил из-за того, что ацетиленокислородное
газовое пламя имеет наибольшую температуру, по сравнению с другими горючими
газами и газовыми смесями (см. таблицу выше).
Ацетилен образуется при взаимодействии карбида кальция CaC2 с водой. Карбид
кальция способен поглощать влагу из атмосферы и разлагаться под её воздействием.
Поэтому, его хранят в герметичных барабанах из кровельной стали. Вместимость
таких барабанов составляет 100-130кг. Получают карбид кальция при сплавлении
в электропечах кокса и обожжённой извести:
CaO + 3C = CaС2 + CO
Ацетилен С2Н2 представляет собой химическое соединение углерода с водородом.
Для получения ацетилена используют ацетиленовые
генераторы, в которые загружают карбид и воду. Химическое взаимодействие
карбида кальция и воды протекает интенсивно, с большим выделением теплоты Q:
CaC2 + 2H2O = C2H2 + Ca(OH)2 + Q
Из 1кг карбида кальция можно получить до 300л ацетилена. При нормальных условиях
ацетилен бесцветен и обладает резким специфическим запахом. Ацетилен легче воздуха,
его плотность составляет 1,09кг/м3.
Ацетилен взрывоопасен, если он находится в смеси с воздухом и его концентрация
составляет 2,2-81% по объёму. В смеси с кислородом ацетилен взрывоопасен, при
его концентрации 2,8-93% по объёму. Наиболее взрывоопасны ацетиленокислородные
смеси, содержащие 7-13% ацетилена.
При растворении в жидкости взрывоопасность ацетилена существенно снижается.
На практике ацетилен растворяют в ацетоне, 1л которого способен растворить до
20л ацетилена. Об этом мы говорили в статье: “Газовые
баллоны для сварки. Газосварочные баллоны”.
Кроме карбида кальция, источниками ацетилена являются природный газ, нефть
и уголь. Полученный из природного газа, ацетилен называется пиролизным.
Меры предосторожности и правила использования газовой горелки
Процесс сварки может навредить как работнику, так и окружающим при не соблюдении элементарных правил техники безопасности. Запрещается производить газосварочные работы в замкнутом помещении, или оно должно быть оборудовано хорошей вентиляцией. Защитные очки препятствуют влиянию лучей на сетчатку глаз, а также брызг металла.
Сварочный пост должен содержаться в чистом состоянии, баллоны хорошо закреплены на своих местах, проверены опрессовкой. Газовые баллоны перевозятся на специализированных носилках либо тележке. При транспортировке оператор обязан установить на верхнюю часть емкости защитное устройство. Выполнение работ производится пламенем, отходящим в другую сторону от баллонов. При ограниченном пространстве устанавливается защитный металлический щит, контролируется температура.