Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки
Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Типы покрытия электродов для ручной сварки
Рассмотрим, какие покрытия электродов бывают, их компоненты и как обозначается какое из них. Существуют четыре основных вида покрытий, применяемых при производстве электродов для сварки:
- покрытие кислого типа, обозначаемое буквой А;
- основное (Б) покрытие;
- целлюлозная обмазка (Ц);
- рутиловое (Р).
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов.
Кислое
Главное преимущество обмазки кислого типа – при сварочных работах вероятность образования пор в области шва стремится к нулю, даже если места приварки элементов друг к другу покрыты следами ржавчины или окалиной. Кислое покрытие способствует равномерному горению дуги и легкому ее зажиганию. Этот вид электродов используют, когда требования к готовой конструкции минимальны.
Стержни с кислой защитой хорошо работают как при постоянном, так и при переменном токе. Наиболее ощутимые недостатки – брызги при сварке, токсичные испарения, риск появления горячих трещин при сваривании.
ОСТОРОЖНО! Кислое покрытие является токсичным при нагреве!
Подробнее про кислое покрытие >>>
Основное
За счет слабого окисления такого покрытия оно способствует легкому избавлению от кислорода плавящегося металла. Шов, сделанный с применением электрода с основной обмазкой, защищен от возникновения горячих трещин. Электрод данного типа нужно прокаливать перед работой, чтобы исключить вероятность появления пор в шве. Из-за сложности поддержания горения дуги производить сварку электродами с основным покрытием нужно только с использованием источника постоянного тока обратной полярности (относится не ко всем, но к большинству марок).
Электроды с основным типом покрытия применяют для сварки металлических деталей из закаливающихся видов стали, которые подвержены риску появления холодных трещин, а также для сварки элементов из металла с большим процентом содержания серы и фосфора. «Основные» электроды показывают высокую эффективность при сварке в несколько слоев конструкций, которым нужна высокая жесткость.
Подробнее про данное покрытие и электроды.
Целлюлозное
Использование в работе со сварочным аппаратом продукции с обмазкой из целлюлозы (имеют маркировку «Ц» на упаковке) дает хорошее качественное горение дуги преимущественно при постоянном токе. Эту разновидность используют при работах по сварке корневых швов на магистральных трубопроводах, выполненных из низкоуглеродистой стали.
Также стержни с покрытием из целлюлозы отлично подходят для односторонней сварки с качественным проплавлением в области корневого шва. Использование стержней дает хороший результат при сварке, осуществляемой в вертикальном положении.
Не рекомендуется применение для сварки стали, имеющей высокий процент углерода и других легирующих компонентов в составе. Еще один минус – высокая степень восприимчивости к большим температурам и вероятность брызг расплавленного металла в процессе работы.
Больше про целлюлозные электроды тут.
Рутиловое
Данный тип покрытия обозначается буквой «Р». Стержни, покрытые рутиловым составом, показывают хорошие результаты даже при работе с металлами, имеющими ржавые участки или следы окалины на поверхности в местах сварки, в процессе соединения деталей не образуется горячих трещин.
Не используйте электроды со сколотой обмазкой
С помощью электродов с рутиловой обмазкой легко соединять загрунтованные элементы, при этом, характеристики шва не ухудшаются. Рутиловая обмазка способствует устойчивому горению дуги независимо от типа тока. Брызги раскаленного металла практически отсутствуют. Также рутиловые стержни характеризуются малым процентом брака в виде пор: при их использовании сводится на нет вероятность «стартовой пористости».
При сварке электродами средней и большой толщины возможна работа во всех допустимых положениях. Если толщина покрытия, на котором выполняются сварочные работы, особо толстая, то эффективнее всего проводить сварку в нижнем положении. Электроды с рутиловой обмазкой не стоит использовать для сварки элементов, которые будут эксплуатироваться в условиях высоких температур.
Вот здесь про рутиловые электроды больше информации.
1 ESAB OK 46.30 (450 x 5,0 мм; 18,9 кг)
Довольно дорогие рутиловые электроды, пригодные для сварки ответственных конструкций, труб и всевозможных плит толщиной до 30 миллиметров. В отличие от всех конкурентов являются всепозиционными, то есть наплавку металла можно производить даже в вертикальном направлении сверху вниз. По данным от потребителя, при грамотной сварке даёт идеально ровный шов: гладкий, без единого намёка на превышение выпуклости или прочие дефекты
Пользователи, в большинстве своём, подтверждают данное свойство ESAB OK 46.30, отмечая лишь то, что важно не ошибиться с режимами сварки
Что касается стоимости, то данные электроды не являются самыми дорогими в классе: стоимость килограмма в современных реалиях едва доходит до 250 рублей. Впрочем, имеется и ещё один положительный нюанс: расход электродов на наплавку того же килограмма составляет немногим более 1,3 килограмма. В сравнении с конкурентами данный результат выглядит очень хорошо.
Электроды для сварки на постоянном токе
Теперь рассмотрим электроды применяемые при сварке нержавейки на постоянном токе. На постоянном токе сваркой идет более стабильно. Они содержат в обмазке минимальное количество элементов для ионизации. Их зажигать чуть сложнее чем применяемые на переменном токе.
Процесс сварки на постоянном токе выполняется с подключением аппарата на обратную полярность. Обратная полярность— это такое подключение аппарата, когда плюс подключается к держаку, а масса подключается к детали.
Рассмотрим несколько основных марок, таких как, а ОК 61-35 и 61-30 производитель Esab, электроды ЭА 400/10У, ЦТ-15, ЦЛ-11 и др. Далее более подробно остановимся на некоторых из перечисленных здесь.
Популярные электроды для сварки нержавейки (стали 12х18н10т)
Чаще всего в быту приходится использовать электроды для марки— 12х18н10т называемой «медицинская сталь». Это хромоникелевая сталь аустенитного класса (она является высоколегированной, так содержание легирующих элементов превышает 10 %). Рассмотрим самый часто применяемые электроды для сварки этой стали.
ОК 61-35
Эти электроды применяется для сварки стали 12х18н10т в основном для ответственных швов к которым высокие требования по стойкости сварного шва и изделия целом к межкристаллитной коррозии. Применяются для изделия которые работают в зоне температур от – 196 до 400 градусов, что позволяет их использовать даже для криогенных установок. У них основное покрытие. Они имеют имеет достаточно высокую стоимость.
ЭА 400 10у
Так же, как и предыдущие электроды, применяются для сварки высоколегированный стали 12х18н10т, но когда температура эксплуатации изделия не превышает 350 градусов. В отличие от предыдущей марки ЭА 400/10у используется в тех случаях, когда не предъявляются высокие требования к межкристаллитной коррозии. Варить ими можно во всех пространственных положениях, коме сверху вниз. Покрытие – основное. Их стоимость значительно ниже, и они часто используются в бытовых целях. Выпускаются диаметрами от 2 до 5 мм.
ЭА 395/9
Используется эта марка для сварки нержавеющей стали аустенитного класса, а также для их сварки с углеродистыми. Покрытие у них основное, используются на постоянном токе. Шов получаемый этими электродами очень высокого качества, ровный с мелкой чешуйчатостью. Выпускаются диаметрами от 3 до 4 мм.
ЦЛ 11
Эти электроды применяются, когда стоит задача заварить шов с высокими требованиями по устойчивости к межкристаллитной коррозии. Эти электроды имеют основное покрытие и сварка ими возможно во всех пространственных положениях. Изделия, которые свариваются этими электродами могут эксплуатироваться при температуре до 400 градусов. Как и у предыдущие марки диаметр их бывает от 2 до 5 мм.
ЦТ 15
Эти электроды используется для сварки всё той же хромоникелевой нержавеющей стали 12х18н10т. Также Х16Н13Б и подобным сталям работающим при температуре 560-650 градусов и подвергающемся высокому давлению. Используется в условиях, когда предъявляются жёсткие требования по межкристаллитной коррозии. Чаще всего они используются в промышленности, так как в домашних условиях как правило нету столь высоких температур. Покрытие у них основное, сварка возможна во всех пространственных положениях.
Расшифровка маркировки на электродах – что скрывают таинственные буквенные и цифровые коды
Благодаря предыдущему разделу, вы сможете определиться, какую модификацию лучше приобрести для конкретных потребностей – более подробно эту тему рассматривать не имеет смысла. Но давайте представим картину: приходите вы в магазин, обращаетесь к продавцу, он приносит продукцию марок МР-3, УОНИ-13/55 и ЦЧ-4. Какие из них брать? Профессионал быстро определит необходимый вариант, но что использовать новичкам? Всё просто – нужно знать расшифровку кодов, заложенных производителем. Давайте же без промедления разберёмся в этом тонком вопросе.
Для образца возьмём вышеупомянутую марку УОНИ и на её примере рассмотрим наиболее популярные коды, присутствующие на большинстве упаковок.
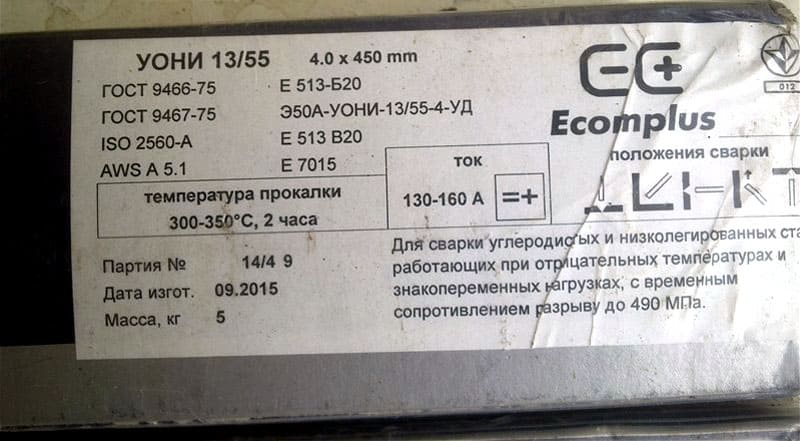 Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Итак, смотрим на маркировку, показанную на скриншоте, и расшифровываем всё по порядку.
Сначала мы видим надпись Е513. Буквой Е обозначают едкие электроды. Цифра 513 скрывает сразу несколько параметров. 5 – это сопротивление готового шва коррозии. 1 – указывает на жаропрочность, а 3 – на рабочую температуру стыка. Значения для каждой цифры разные, поэтому лучше ориентироваться по таблице, приложенной ниже.
Обратите внимание, в последней колонке указывается содержание ферритной фазы, в коде цифра указывается в скобках ФОТО: tamerlan-pmk.ru
Следующий блок (Б20) также указывает на ряд параметров. Литера «Б» говорит нам о наличии определённого покрытия на электроде. Расшифровку смотрите в таблице ниже.
| Буквенный код | Покрытие |
| А | Кислое |
| Б | Основное |
| Р | Рутиловое |
| Ц | Целлюлозное |
| П | Нестандартное |
 На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com
На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com
Цифра 2 в блоке рассказывает покупателю о положении электрода в пространстве:
| Шифр | Расположение |
| 1 | Универсальное |
| 2 | Любое, кроме вертикального |
| 3 | Горизонтальное |
| 4 | Нижнее угловое |
Переходим к следующей строчке, содержащей массу важной информации. Кодом «Э» обозначается принадлежность к ручной дуговой сварке (полуавтомат лучше сочетается с проволокой)
Последующей цифрой указывается значение предела прочности шва. Наконец, шифр «А» говорит нам о высокой ударной вязкости соединения, а следовательно, и пластичности.
Следующий ряд знаков обозначает марку (в нашем случае УОНИ-13/55) – наименование зависит от производителя. Следом идёт обозначение диаметра.
Предпоследняя буква в строке рассказывает покупателю о соответствии продукта определённому типу металла, либо возможности выполнять особые работы (например, наплавку).
 Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Последним кодом указывают толщину покрытия на стальном сердечнике:
| Шифр | Расшифровка |
| М | Тонкий слой |
| С | Средний слой |
| Д | Толстый слой |
| Г | Очень толстый слой |
Вот и все тонкости. Теперь вы без труда определите необходимую для своих задумок марку электродов.
Также существуют и профилактические меры. О них – в приложенном ниже видео:
Watch this video on YouTube
1 ESAB УОНИ 13/55 (350 x 3,0 мм; 4,5 кг)

Что ни говори, а дешевизна расходного материала способна решить любой вопрос в свою пользу. ESAB УОНИ 13/55 – хит продаж для проведения ответственных сварочных работ, требующих применения электродов с основным покрытием. Правда, с небольшой оговоркой: сварке можно подвергать углеродистые и низколегированные стали. Шутка ли, но с точки зрения предела текучести данный образец оставляет не у дел куда более дорогого претендента в лице QUATTRO ELEMENTI 771-374, правда всего на 20 единиц – 420 против 400 МПа. А вот относительное удлинение здесь в два раза меньше, и составляет всего 22%. Это не плохо, но любые нагрузки растяжения будут восприниматься несколько хуже. Впрочем, потребителей это нисколько не смущает – стоимость электродов оправдывает любое несовершенство. Кроме того, существует ещё одна веская причина отдать предпочтение именно этим электродам: из-за цены их никто не фальсифицирует.
Как выбрать электроды для инверторной сварки
Выбирая эти изделия, самое главное — определиться, с каким материалом придется работать
То есть важно знать, из чего сделаны свариваемые изделия, а сердечник электрода должен по составу подходить к ним
Таким образом электроды можно классифицировать по ряду признаков:
- для низкоуглеродистых металлов применяются углеродные варианты;
- для чугуна;
- для прочных термостойких сталей;
- для высоколегированного металла;
- для работы с алюминиевыми или же медными вариантами изделий;
- для наплавки и ремонтных работ;
- универсальные варианты.
Электроды по чугуну
Электроды, применяемые для работы, не должны иметь повреждений
Также важно, чтобы они были сухими. Для сушки изделий используются особые печи.
Опытные специалисты также учитывают и условия, в которых будет проводиться работа. Например, влажность, температуру окружающей среды и т.д
Также важно учитывать диаметр выбранного электрода, толщину деталей и силу тока. Важно понимать, что при неправильном подборе изделия плотность тока может быть снижена
В итоге качество сварки оставит желать лучшего, шов будет толстым и широким. Обычно производители электродов сразу указывают, для какой силы тока изделие подойдет лучше всего. Для сложных и массивных конструкций лучше брать толстые электроды, тогда как профильные изделия свариваются вариантами толщиной всего до 2 мм. Примерное соотношение толщины металла и диаметра предлагаем оценить по рисунку ниже.
Соотношение толщины заготовок и диаметра электрода
А здесь представлены рекомендуемые значения тока в зависимости от толщины изделия.
Соотношение диаметра электрода и сварочного тока
Лучшие электроды для сварки в 2019 году – выбор настоящих мастеров
Если вы не хотите тратить много времени на выбор оптимального компонента надёжной сварки, наша редакция к вашим услугам. Специально для своих читателей мы отобрали пять наиболее интересных и практичных решений, которые подойдут как новичкам, так и профессионалам.
Электроды СВЭЛ МР-3 3 мм 1 кг
Простейший вариант, к основным достоинствам которого можно отнести чрезвычайно демократичную цену и возможность сварки во всех положениях. Тем не менее, качество шва вряд ли подойдёт для основательной работы. Сфера применения — практика или неответственные конструкции.
 ФОТО: krsk.au.ru
ФОТО: krsk.au.ru
Оценка редакции Homius: 6,2 / 10
Электроды СВЭЛ МР-3 3 мм 1 кг
Электроды Quattro Elementi 770-414 2 мм 0,9 кг
Следующий номинант хорошо проявляет себя среди низкоуглеродистых сталей, которые активно применяются как в повседневном быту, так и в промышленности. Да, их стоимость в два раза выше по сравнению с предыдущим образцом, но и качество на голову выше.
 ФОТО: vilka220.ru
ФОТО: vilka220.ru
Оценка редакции Homius: 7,6 / 10
Электроды Quattro Elementi 770-414 2 мм 0,9 кг
Электроды СЗСМ МР-3С 1,6 мм 1 кг
По характеристикам этот сварочный стержень не уступает лучшим продуктам именитых брендов, но главное его достоинство – универсальность. С помощью этой модели можно сваривать любые углеродистые и нержавеющие стали (только алюминий и чугун не поддадутся жару данной модификации).
 ФОТО: gotti-expert.ru
ФОТО: gotti-expert.ru
Оценка редакции Homius: 8,4 / 10
Электроды СЗСМ МР-3С 1,6 мм 1 кг
Электроды РЕСАНТА МР-3 3 мм 1 кг
Отечественный производитель Ресанта известен производством не только расходных материалов, но и сварочных аппаратов различного уровня. Многие сварщики по всей России отдают предпочтение именно этому бренду из-за доступной стоимости и соответствующего качества. И МР-3 диаметром 3 мм будет наглядным тому примером, хотя и у них есть недостатки.
 ФОТО: mir-resanta.ru
ФОТО: mir-resanta.ru
Оценка редакции Homius: 9,2 / 10
Электроды РЕСАНТА МР-3 3 мм 1 кг
Электроды ESAB OK 46.00 3 мм 5,3 кг
Как можно обойти стороной продукцию компании ESAB? Качество их марки широко известно, а многие крупные предприятия отдают предпочтения именно их моделям. Да, стоимость в два с лишним раза превышает любые стандартные решения, но оно того стоит. Выбранный нами образец справится практически с любой бытовой задачей, будь то мелкий ремонт или серьёзное строительство.
 ФОТО: vseinstrumenti.ru
ФОТО: vseinstrumenti.ru
Оценка редакции Homius: 9,7 / 10
Электроды ESAB OK 46.00 3 мм 5,3 кг
3 «Ресанта» МР-3С (350 х 3 мм; 3 кг)
Продукция компании «Ресанта» за маркой MP-3C не сильно отличается от таковой у фирмы Elitech, но показывает куда лучшие результаты по части стоимости за килограмм. Объективно – это самые дешёвые расходники для сварки в данном сегменте, однако их эксплуатационные способности можно сравнить с признанными лидерами. Так, заваренный с соблюдением технологии и заданных режимов шов способен показать до 450 МПа сопротивления разрыву.
Но на поле механических свойств «Ресанта» МР-3С можно найти и небольшой недостаток. Заключается он в низком показателе относительного удлинения, равном всего 18%. Следовательно, прежде чем использовать данные электроды следует задуматься, при каких нагрузках будет эксплуатироваться та или иная конструкция. Но, как говорят пользователи, даже если они не понадобятся на данный момент, потеря средств окажется неощутимой.
2 Quattro Elementi 772-166 (300 x 2,0 мм; 3 кг)

Итальянские рутиловые электроды, востребованные в машиностроении и строительстве, главное отличие от конкурентов которых заключается в применении для сварки низколегированных и низкоуглеродистых сталей методом MMA. Благодаря уникальному составу обеспечивают максимально качественный шов, без пор даже в случае сварки грубых необработанных поверхностей (со следами окалины и ржавчины).
Выгодно выделяется на фоне других электродов благодаря высоким механическим параметрам. Так, временное сопротивление сварного шва (при соблюдении рекомендаций по разделке и зачистки) составляет 480 МПа, а ударная вязкость при отрицательных температурах – 110 Дж/см2. Как и в случае с большинством конкурентов, расход электродов на один килограмм наплавленного металла составляет 1,7 килограмма, уходящий на угар и разбрызгивание. Несмотря на это применяются они довольно часто: всё-таки качество всегда играет «за» популярность.
Фото лучших сварочных электродов

























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.