ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
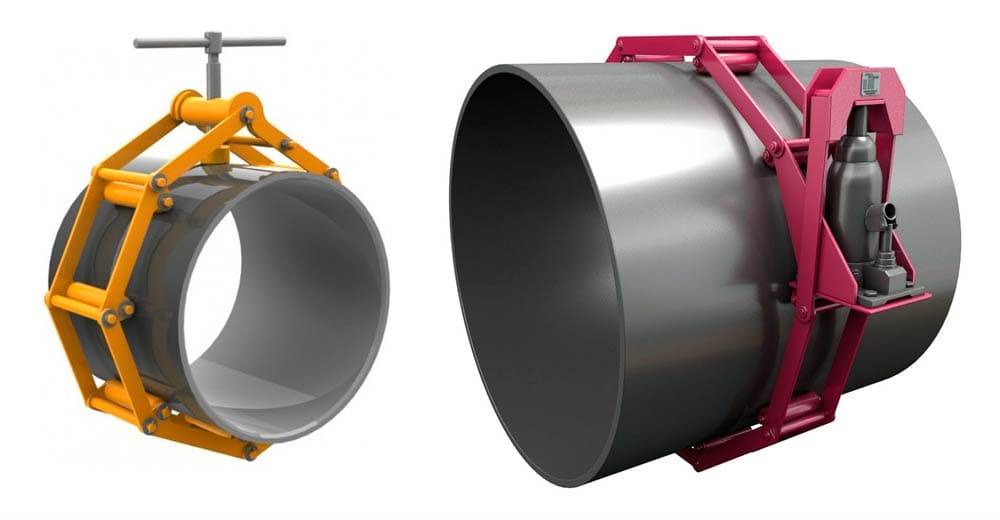
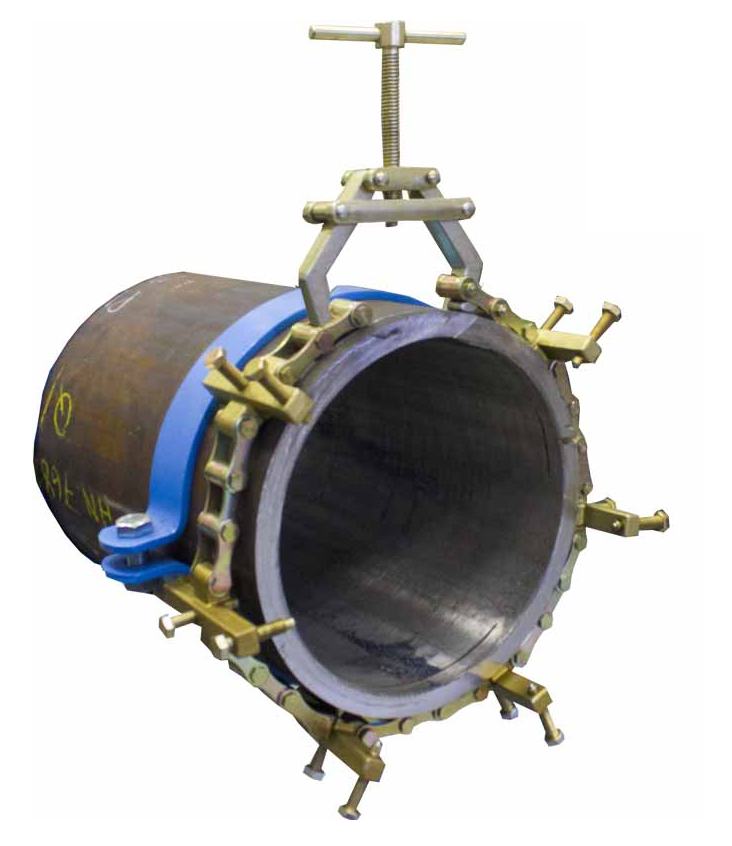
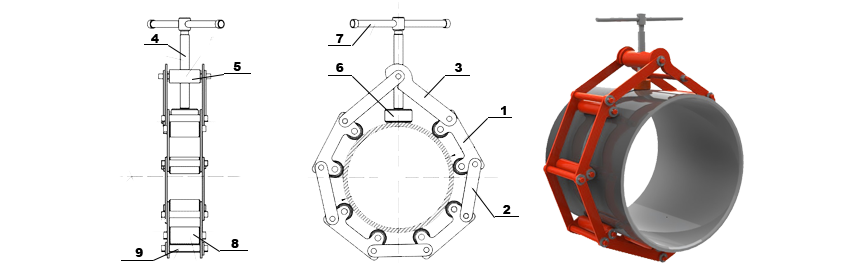
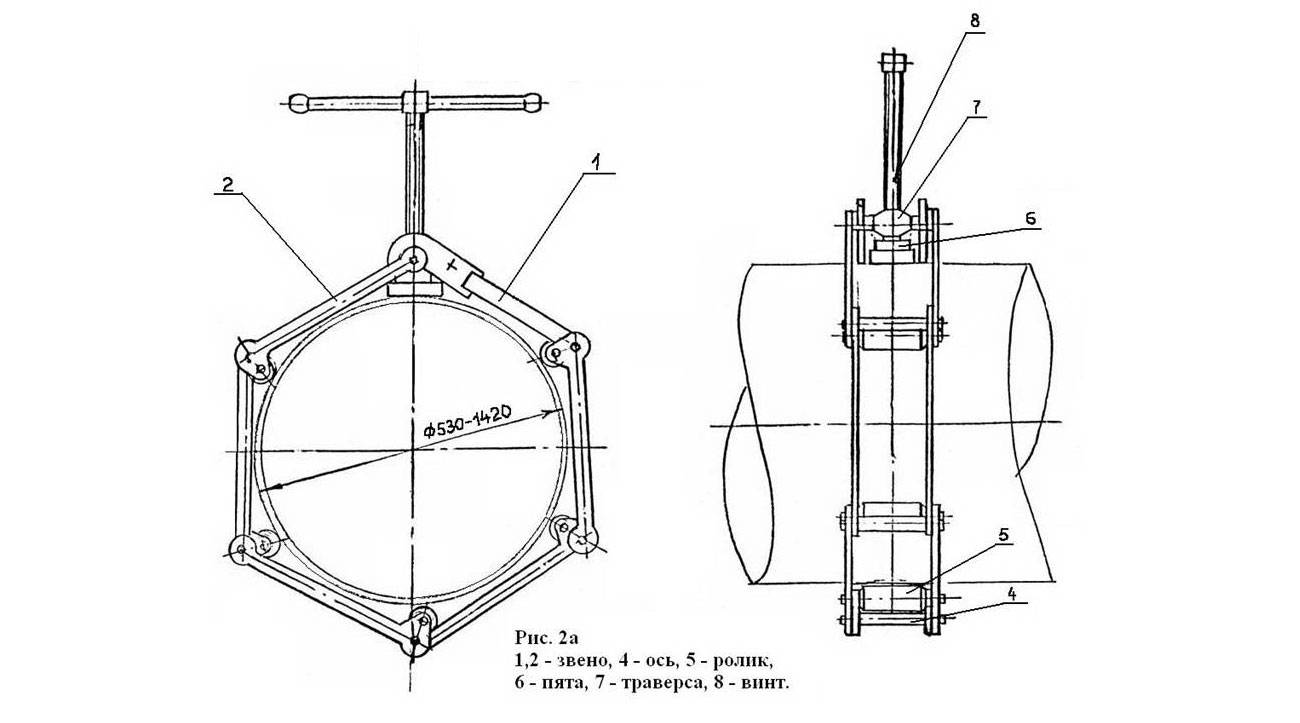
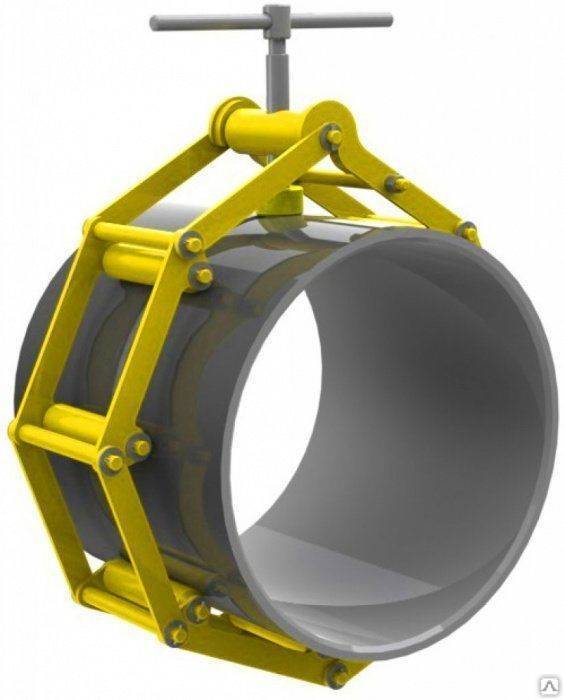
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб – до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
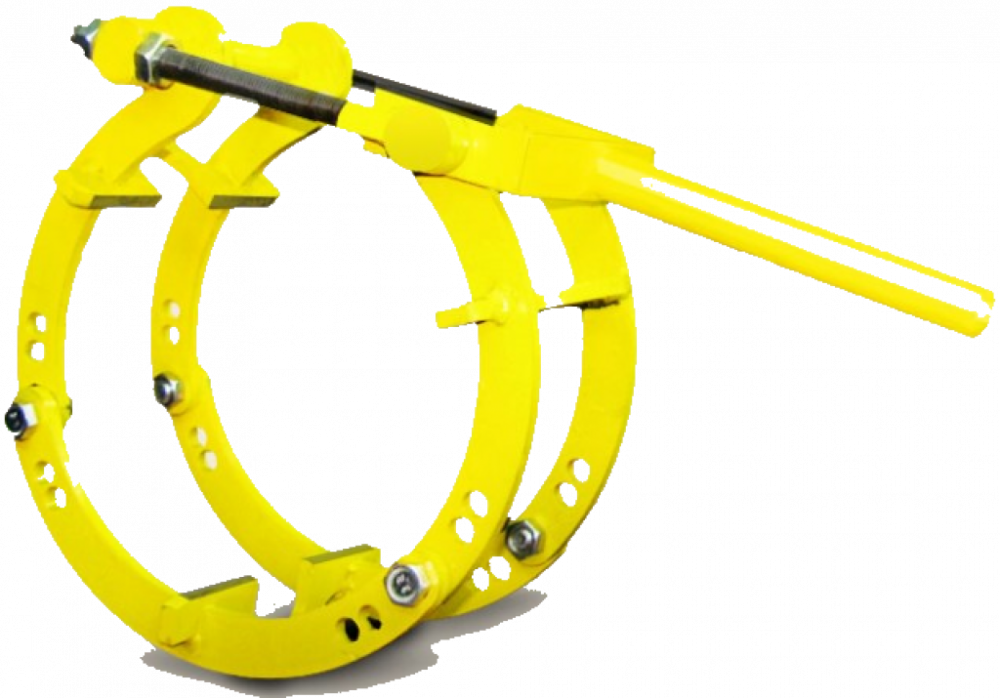
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб – 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
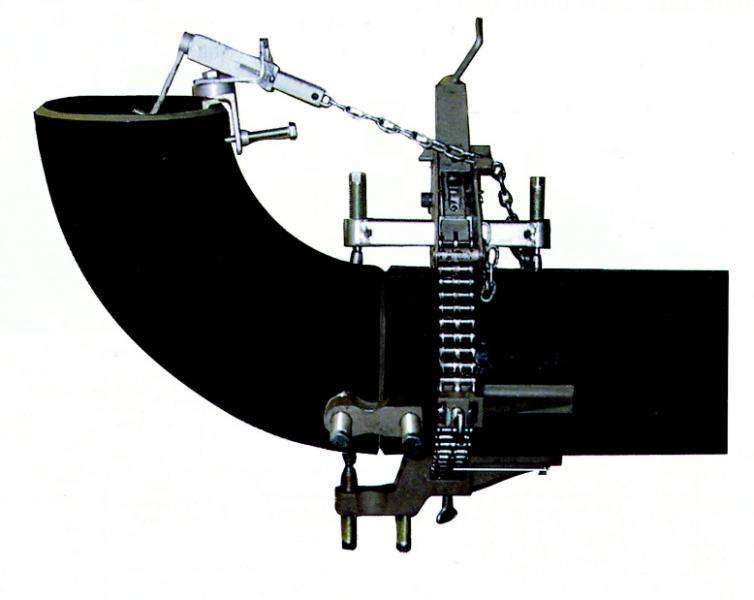
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб – 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
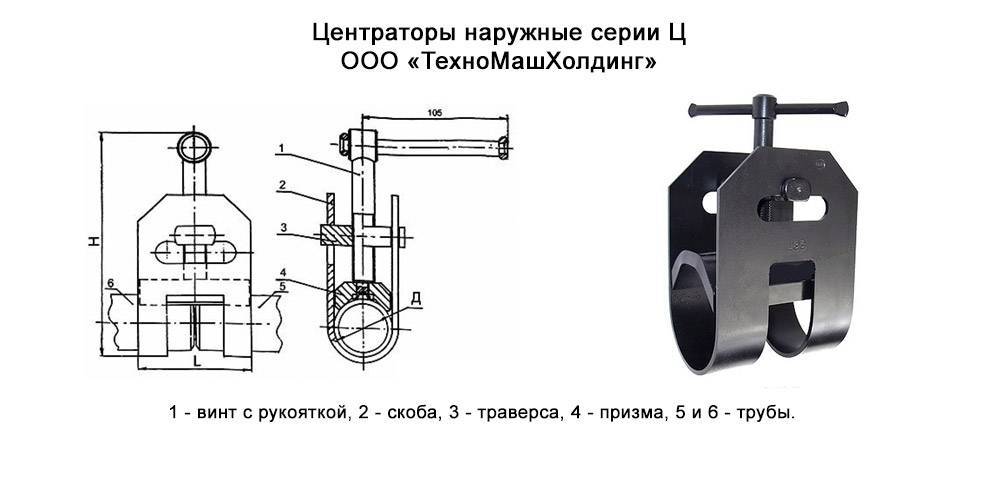
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Что такое центратор
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.

Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.








Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.

Центратор для стыковой сварки ППУ труб
Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.
Центраторы скважинные
Центраторы представляют собой устройства, выполняющие опорно-центрирующую функцию. Чаще всего они применяются там, где происходит бурение скважин для забора нефти и газа. Данные устройства устанавливаются на бурильную колонну либо действующий в забое двигатель, направляя их в нужную сторону, что позволяет выпрямить ось скважинного ствола, а при необходимости даже изменить направление скважины.
В зависимости от специфики применения центраторы делятся на два вида: колонные и передвижные. Первые соответственно устанавливаются на колонну, а вторые – на двигатель. При этом колонные центраторы используются при бурении глубоких ровных скважин, а передвижные – при создании наклонных скважин.
Помимо центрирующей и опорной функции, колонные центраторы также выполняют калибровку скважины. Их следует использовать при бурении наиболее глубоких скважин, когда долото попадает под серьезную нагрузку. Колонные центраторы производятся из хромо-никелиевой стали в расчете на труднейшие геологические условия.
Особое отличие колонных центраторов заключается в исполнении: они имеют монолитную конструкцию. При этом их комплектуют тремя специальными лопастями, прошедшими процедуры армирования и прессовки. Они расходятся в стороны, касаясь стен скважины. Для повышения стойкости центратора лопасти обрамляются дополнительным вооружением на концах. Это свойство также гарантирует длительное сохранение центрирующих возможностей устройства. В комплексе армирование и вооружение позволяет повысить прочность и долговечность изделия.
Если колонные центраторы необходимо установить на соединение между упрочненными бурильными трубами (УБТ), то их производят с двумя типами замков – внешней и внутренней резьбой. Для монтажа центратора над долотом оба замка делаются изнутри. Последний тип колонного центратора может снабжаться режущим элементом для калибровки поверхности скважины.
При необходимости изменения направления скважины используются передвижные центраторы. Они изготавливаются на базе анализа поставленной технологической задачи. При этом учитывается необходимый уровень стабилизации ствола скважины и угол изменения её наклона. Такие центраторы состоят из главной муфты, лопастей и цанги. Шесть армированных лопастей располагаются на поверхности муфты. А цанга, имея обычную коническую резьбу, вкручивается в муфту. Обычно это необходимо, чтобы закрепить передвижной центратор на двигателе. При повороте муфты цанга начинает сжиматься, надежно закрепляя корпус двигателя. С этой же целью на внутренней поверхности цанги делают продольные полосы из сплава вольфрама и кобальта.
Резьба цанги имеет ступенчатый тип, благодаря чему при достижении максимального вкручивания происходит заедание. Как правило, степень усилия для этого должна достигать 100-500 кН, а различна из-за момента свинчивания, который обычно равен от 23 до 56 кН.м.
Как видно, передвижные центраторы имеют довольно простое строение, выполняя при этом очень ответственную задачу. Именно простота устройства гарантирует удобство при выполнении работ и необходимый уровень надежности.
Непременно стоит отметить маркировку, проставляемую на центраторах. Она зависит от типа пород, через которые способно проходить устройство. Например, маркировка МС говорит о возможности прохода центратора через мягкие пласты пород, имеющие прослойки средней жесткости. Маркировка С обозначает центраторы, работающие с породами средней жесткости, а буквой Т маркируются центраторы для максимально твердых пород.
Ответственность сторон
7.1. Администрация, не исполнившая свои обязательства, несёт ответственность за убытки, понесённые Пользователем в связи с неправомерным использованием персональных данных, в соответствии с законодательством Российской Федерации, за исключением случаев, предусмотренных п.п. 5.2., 5.3. и 7.2. настоящей Политики Конфиденциальности.
7.2. В случае утраты или разглашения Конфиденциальной информации Администрация не несёт ответственность, если данная конфиденциальная информация: 7.2.1. Стала публичным достоянием до её утраты или разглашения. 7.2.2. Была получена от третьей стороны до момента её получения Администрацией Ресурса. 7.2.3. Была разглашена с согласия Пользователя.
7.3. Пользователь несет полную ответственность за соблюдение требований законодательства РФ, в том числе законов о рекламе, о защите авторских и смежных прав, об охране товарных знаков и знаков обслуживания, но не ограничиваясь перечисленным, включая полную ответственность за содержание и форму материалов.
7.4. Пользователь признает, что ответственность за любую информацию (в том числе, но не ограничиваясь: файлы с данными, тексты и т. д.), к которой он может иметь доступ как к части сайта rucentrator.ru, несет лицо, предоставившее такую информацию.
7.5. Пользователь соглашается, что информация, предоставленная ему как часть сайта rucentrator.ru, может являться объектом интеллектуальной собственности, права на который защищены и принадлежат другим Пользователям, партнерам или рекламодателям, которые размещают такую информацию на сайте rucentrator.ru. Пользователь не вправе вносить изменения, передавать в аренду, передавать на условиях займа, продавать, распространять или создавать производные работы на основе такого Содержания (полностью или в части), за исключением случаев, когда такие действия были письменно прямо разрешены собственниками такого Содержания в соответствии с условиями отдельного соглашения.
7.6. В отношение текстовых материалов (статей, публикаций, находящихся в свободном публичном доступе на сайте rucentrator.ru) допускается их распространение при условии, что будет дана ссылка на Сайт.
7.7. Администрация не несет ответственности перед Пользователем за любой убыток или ущерб, понесенный Пользователем в результате удаления, сбоя или невозможности сохранения какого-либо Содержания и иных коммуникационных данных, содержащихся на сайте rucentrator.ru или передаваемых через него.
7.8. Администрация не несет ответственности за любые прямые или косвенные убытки, произошедшие из-за: использования либо невозможности использования сайта, либо отдельных сервисов; несанкционированного доступа к коммуникациям Пользователя; заявления или поведение любого третьего лица на сайте.
7.9. Администрация не несет ответственность за какую-либо информацию, размещенную пользователем на сайте rucentrator.ru, включая, но не ограничиваясь: информацию, защищенную авторским правом, без прямого согласия владельца авторского права.
Особенности сварки труб зимой
При понижении температуры рекомендуется применять электроды марок:
- УОНИ-13/13;
- УОНИ-13/55;
- СМ-11;
- ВСЦ-1.
Их использование позволяет получать шов большей степени пластичности и вязкости.
Работа отличается особенностями:
- Стык очищается от грязи, снега и льда.
- Трубы соединяются с минимальными зазорами.
- На оборудовании устанавливается сварочный ток ниже стандартного на 15–20%. Это дает возможность улучшить повариваемость металла.
- Если стоят сильные холода, то предварительно ведется прогрев участка до 200 °C.
Существуют марки стали, которые хорошо варятся в условиях морозной погоды. К ним относятся 14ХГС, 14ГС, 19Г.








Центраторы скважинные
Центраторы представляют собой устройства, выполняющие опорно-центрирующую функцию. Чаще всего они применяются там, где происходит бурение скважин для забора нефти и газа. Данные устройства устанавливаются на бурильную колонну либо действующий в забое двигатель, направляя их в нужную сторону, что позволяет выпрямить ось скважинного ствола, а при необходимости даже изменить направление скважины.
В зависимости от специфики применения центраторы делятся на два вида: колонные и передвижные. Первые соответственно устанавливаются на колонну, а вторые – на двигатель. При этом колонные центраторы используются при бурении глубоких ровных скважин, а передвижные – при создании наклонных скважин.
Помимо центрирующей и опорной функции, колонные центраторы также выполняют калибровку скважины. Их следует использовать при бурении наиболее глубоких скважин, когда долото попадает под серьезную нагрузку. Колонные центраторы производятся из хромо-никелиевой стали в расчете на труднейшие геологические условия.
Особое отличие колонных центраторов заключается в исполнении: они имеют монолитную конструкцию. При этом их комплектуют тремя специальными лопастями, прошедшими процедуры армирования и прессовки. Они расходятся в стороны, касаясь стен скважины. Для повышения стойкости центратора лопасти обрамляются дополнительным вооружением на концах. Это свойство также гарантирует длительное сохранение центрирующих возможностей устройства. В комплексе армирование и вооружение позволяет повысить прочность и долговечность изделия.
Если колонные центраторы необходимо установить на соединение между упрочненными бурильными трубами (УБТ), то их производят с двумя типами замков – внешней и внутренней резьбой. Для монтажа центратора над долотом оба замка делаются изнутри. Последний тип колонного центратора может снабжаться режущим элементом для калибровки поверхности скважины.
При необходимости изменения направления скважины используются передвижные центраторы. Они изготавливаются на базе анализа поставленной технологической задачи. При этом учитывается необходимый уровень стабилизации ствола скважины и угол изменения её наклона. Такие центраторы состоят из главной муфты, лопастей и цанги. Шесть армированных лопастей располагаются на поверхности муфты. А цанга, имея обычную коническую резьбу, вкручивается в муфту. Обычно это необходимо, чтобы закрепить передвижной центратор на двигателе. При повороте муфты цанга начинает сжиматься, надежно закрепляя корпус двигателя. С этой же целью на внутренней поверхности цанги делают продольные полосы из сплава вольфрама и кобальта.
Резьба цанги имеет ступенчатый тип, благодаря чему при достижении максимального вкручивания происходит заедание. Как правило, степень усилия для этого должна достигать 100-500 кН, а различна из-за момента свинчивания, который обычно равен от 23 до 56 кН.м.
Как видно, передвижные центраторы имеют довольно простое строение, выполняя при этом очень ответственную задачу. Именно простота устройства гарантирует удобство при выполнении работ и необходимый уровень надежности.
Непременно стоит отметить маркировку, проставляемую на центраторах. Она зависит от типа пород, через которые способно проходить устройство. Например, маркировка МС говорит о возможности прохода центратора через мягкие пласты пород, имеющие прослойки средней жесткости. Маркировка С обозначает центраторы, работающие с породами средней жесткости, а буквой Т маркируются центраторы для максимально твердых пород.
Модели и цены
Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
- Отечественного производства. Их отличает довольно умеренная цена и легкость ремонта.
- Иностранного производства. Отличаются большим удобством использования, эргономикой, но имеют существенный недостаток — высокая цена. Среди производителей стоит выделить ЕС и США — их оборудование стабильно качественное, но и стабильно дорогое. Несколько ниже цена у изделий, выпускаемых в странах Азии (за исключением Японии — стоимость их продукции может превышать цену изделий ЕС), но нет гарантии качества. Оно может сильно разниться у одного и того же производителя даже в рамках одной партии.
Цена на наружное центрирующее устройство колеблется около 3-5 тысяч рублей за штуку (с ручным приводом), если центратор наружный для труб оснащается гидроприводом и часто электронасосом к нему — цена возрастает в 6-10 раз и составляет около 100-150 тысяч.
Стоимость внутренних центрирующих устройств независимо от производителя не опускается ниже 250-300 тысяч. Наличие в их конструкции гидравлики увеличивает стоимость на 35-40%.
При покупке такого оборудования как центрирующее устройство нужно ориентироваться не столько на цену, сколько на экспертное мнение об эффективности конкретного приспособления. Поскольку цена часто высока исключительно за счет рекламируемости бренда, а не его потребительских качеств
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.






Центраторы

Здравствуйте под понятием «центраторы» подразумевают специальные приспособления, использующиеся при монтаже трубопроводных систем. Благодаря такому оборудованию можно соединять трубы, подготавливая их, таким образом, для последующей сварки. Если не использовать центраторы, то не только существенно усложнится процесс монтажа труб, но и увеличится время, требуемое для прокладки инженерной системы. Требования, предъявляемые к центраторам, являются довольно жесткими. Это прежде всего качество, долговечность и универсальность. В настоящее время промышленностью выпускаются различные по весу, форме, габаритам и конструктивному исполнению центраторы.
Наружные трубные центраторы предназначены для наружного монтажа. Такая разновидность центраторов может иметь различные свойства и модификации.
Эксцентриковые устройства предоставляют возможность регулировки диаметра труб. Они используются с коммуникациями, диаметр которых составляет в пределах 90–1000 мм. Эксцентриковые центраторы имеют форму дуги, а соединение в них выполнено посредством шарнира. Зажимы позволяют фиксировать приспособления на трубе. Сменив или добавив проставки, эксцентриковые центраторы можно использовать с различными по диаметру трубами.
Центраторы гидрофицированного типа оборудованы гидродомкратом, обеспечивающим лучшую стыковку труб. Это особенно актуально для не поворачиваемых труб. Гидрофицированные центраторы предназначены для коммуникаций диаметром 720–1620 мм. Наличие гидравлического домкрата заменяет физические усилия рабочих. Гидрофицированные центраторы — это наиболее легкая разновидность из всех существующих на сегодня центраторов.
Звенные центраторы включают в себя определенное количество звеньев. Их можно использовать с трубами, диаметр которых составляет в пределах 50–1500 мм. Внешне звенные центраторы имеют вид многогранника, а на трубе они фиксируются посредством специального прижима.
Внутренние центраторы предназначены для соединения частей не поворачиваемых труб. Их можно применять с трубопроводами, которые имеют диаметр в диапазоне 320–1400 мм. Такие центраторы в определенных пределах можно подстраивать к тому или иному внутреннему диаметру трубы. Приспособление закрепляют на краю одной трубы, после чего с соблюдением определенного зазора к ней приставляют другую трубу. Нарастающее в цилиндре давление обеспечивает надежную центровку труб.

Центратор после сварки соединенных элементов перемещается к следующему участку, что осуществляется посредством такого приспособления, как штанга трубоукладчика. Большое преимущество внутренних центраторов — это возможность проведения непрерывной сварки. Такие приспособления изготовляются как с электрическим, так и с ручным насосом.
С уважением Олег Клышко
Ваша благодарность за мою статью это клик по любой кнопке ниже. Спасибо!