Введение
Эта статья рассказывает о том, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Изучив предоставленные данные, можно понять, как происходит сваривание труб на просвет и как добиться качества шва при таком типе сварки.
Эта технология подходит для труб до двенадцати миллиметров в диаметре. Однако в редких случаях обрабатываются и трубы больших размеров. Уже готовые к обработке детали называются «катушка».
Определение «на просвет» также используется для соединения труб, проходящих радиографический контроль. Во время этой проверки на металл направляются лучи, которые «просвечивают» его.
Эффективный способ сделать сварной шов ровным и герметичным
Не секрет, что есть специальные приборы, приспособленные для выполнения идеально ровного реза поперечного сечения труб. Но, даже если рез сделан максимально ровно, совместить обе трубы срезами для качественного сваривания будет практически невозможно.
В результате сварной шов получится неровным и, как следствие, соединение будет недостаточно герметичным. Решением этой проблемы может послужить внутренний или наружный центратор для труб.
Особенности функционирования
Как металлические трубы, так и их ППУ аналоги, перед свариванием необходимо прислонить друг к другу максимально ровно, чтобы на стыке не было зазора.
Сделать такое совмещение срезов своими руками практически невозможно. Более того, совмещение срезов на порядок усложняется с увеличением диаметра труб. Поэтому, в ходе сборки канализационных систем и прочих трубопроводов без применения фитингов для канализации, используются специальные центраторы.
Прибор обхватывает две совмещаемые трубы и позволяет максимально точно присоединить их друг к другу, фиксируя в таком положении. После выполняется сварка с гарантированно высоким качеством шва. Затем устройство демонтируется, и трубопровод может использоваться по назначению.
Основные разновидности
После того как мы определились с тем, для чего используется центрующее оборудование рассмотрим то, какие разновидности устройств, представлены в продаже.
Все центраторы, которые сегодня можно приобрести в соответствующих магазинах подразделяются на две основные категории – внутренние и наружные.
- Устройства наружного типа обозначаются аббревиатурой ЦН и предназначены для установки и использования на внешней стороне труб. Устройства такого типа, независимо от габаритов, просты в использовании, легко устанавливаются и производят быструю и эффективную центровку. Приборы наружного типа представлены широким перечнем оборудования (эксцентриковые, звенные, гидравлические и прочие конфигурации).
- Внутренние центраторы обозначаются аббревиатурой ЦВ и представляют собой гидравлические установки. Приборы данного типа изнутри распирают края труб, сдвигая их срезы друг к другу. Достоинством оборудования является возможность применения на трубах различного диаметра.
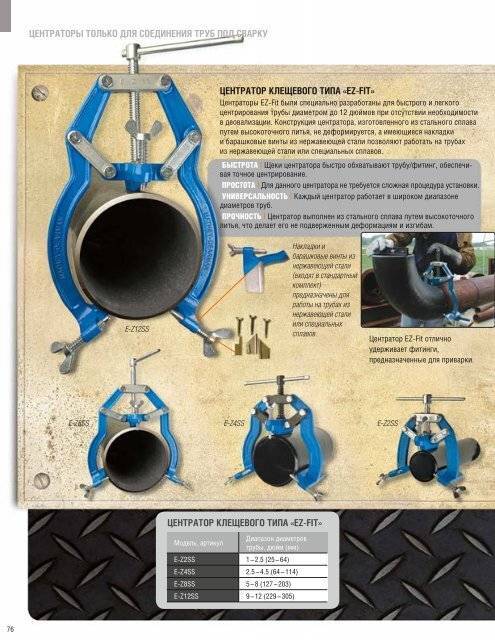
Центраторы
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
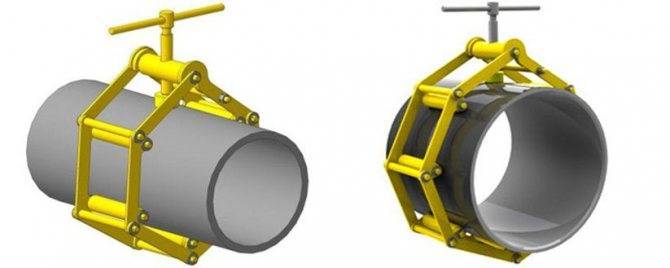
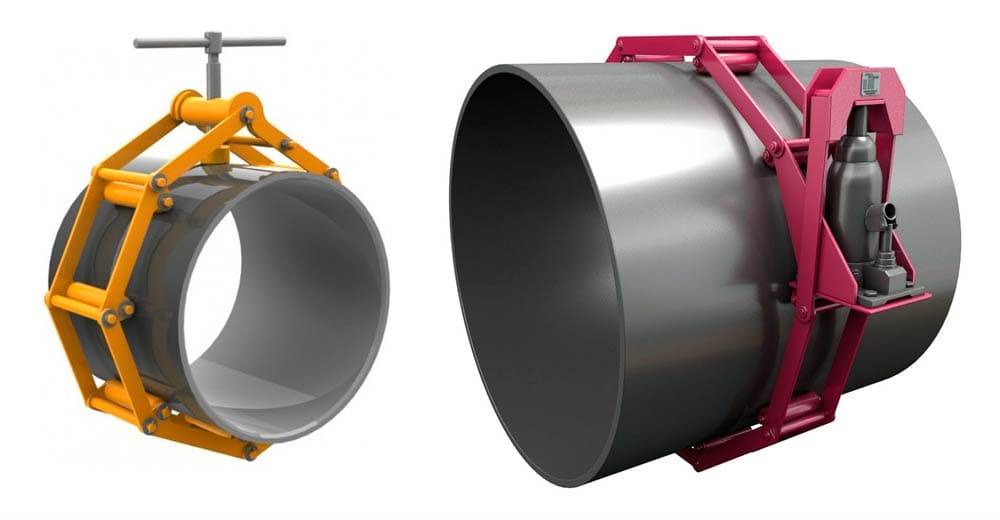
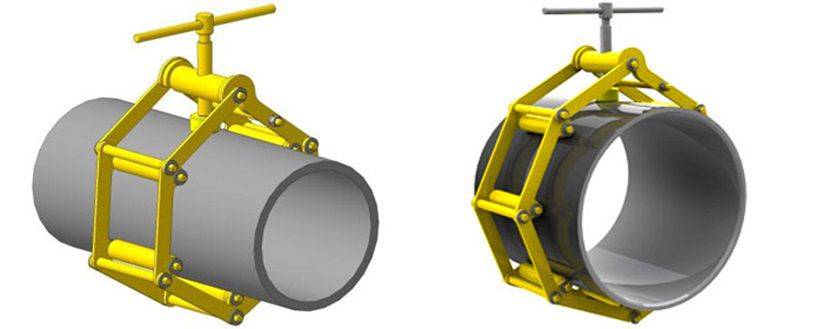
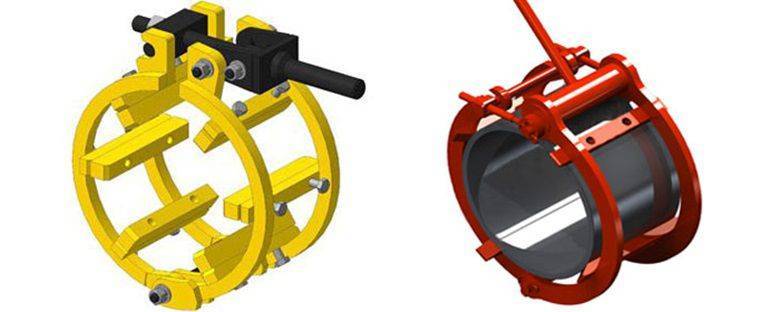
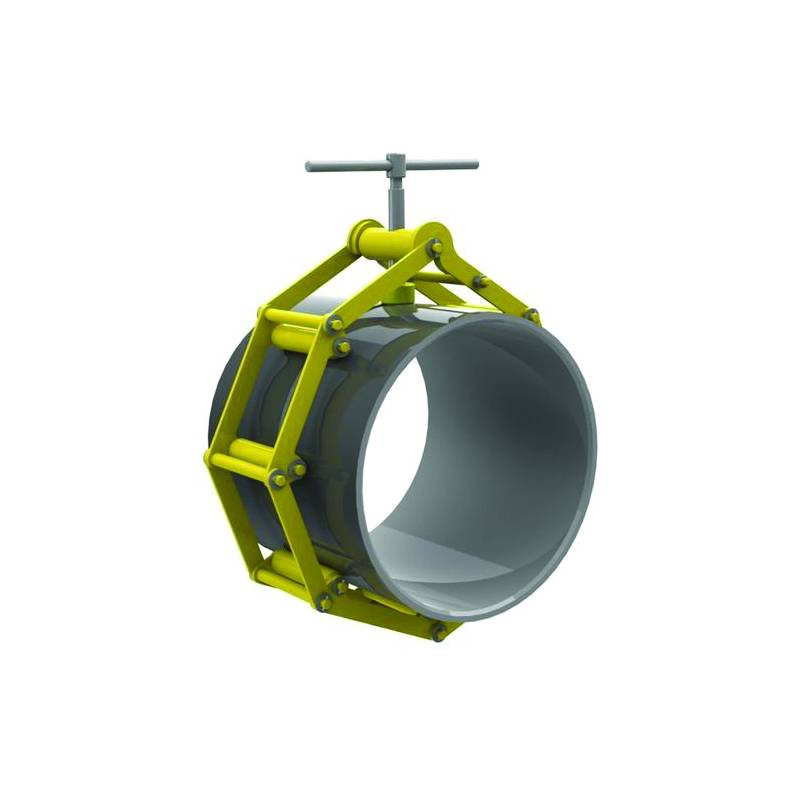
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
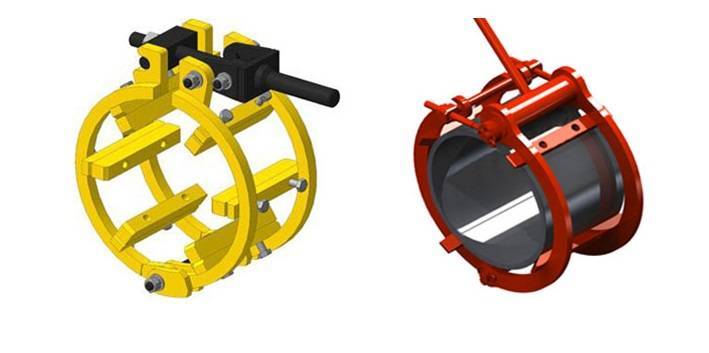
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.

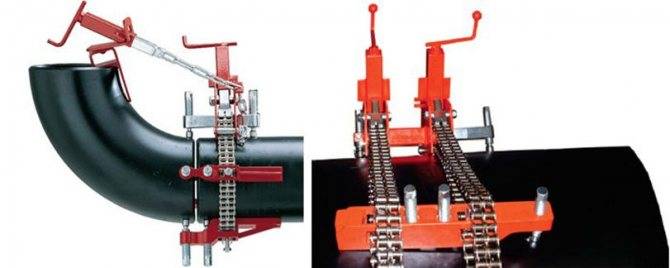
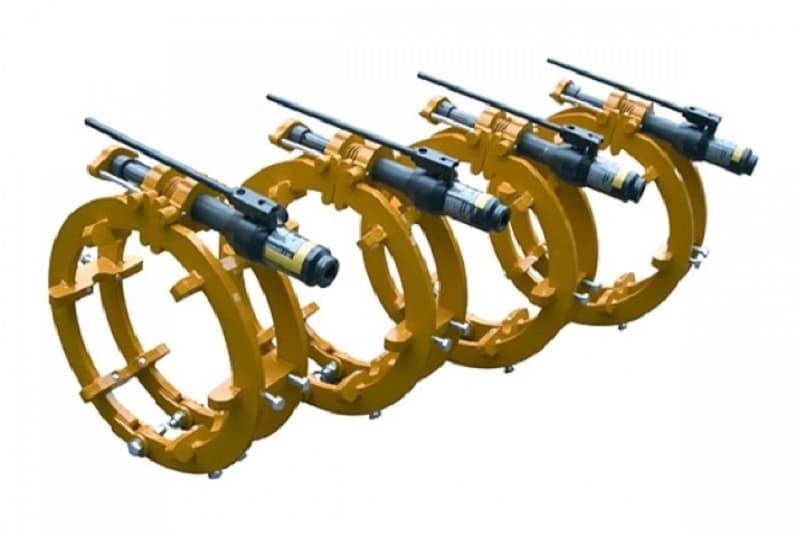
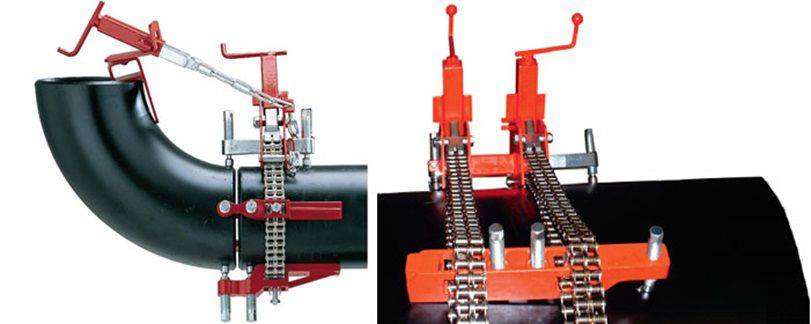
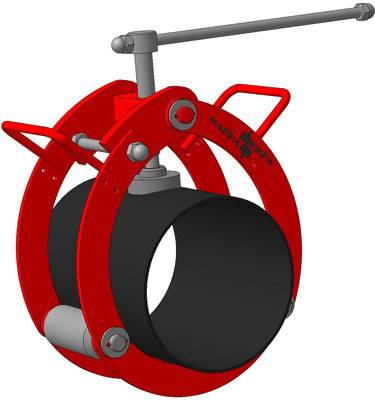
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
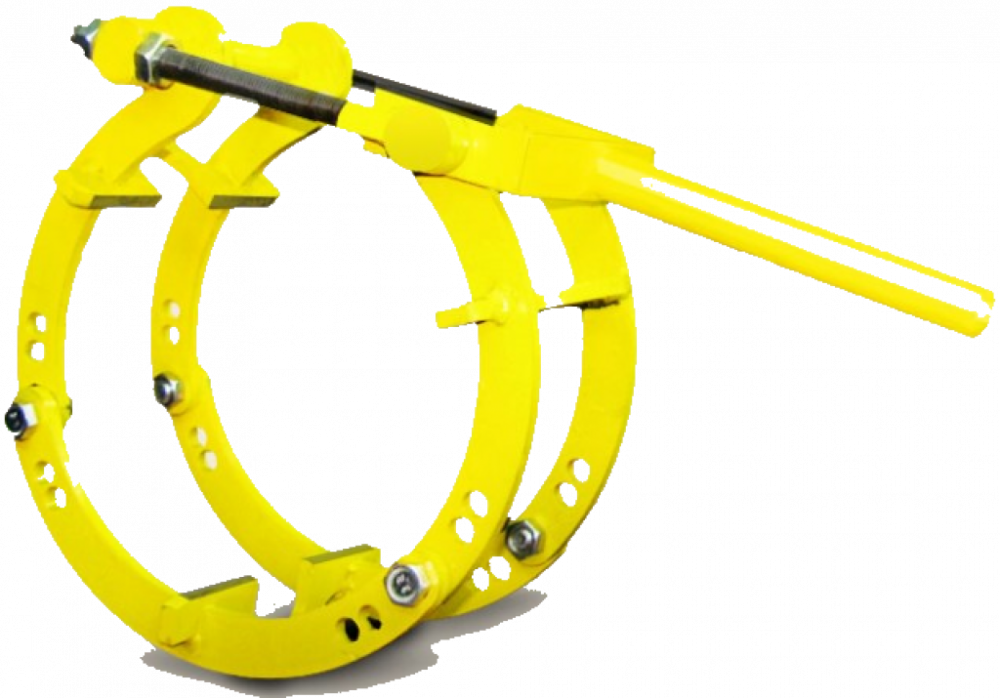
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения

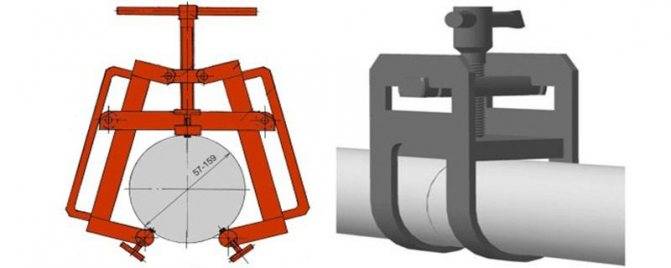
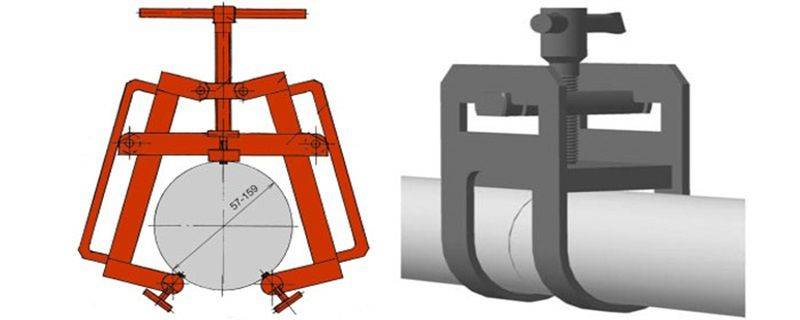
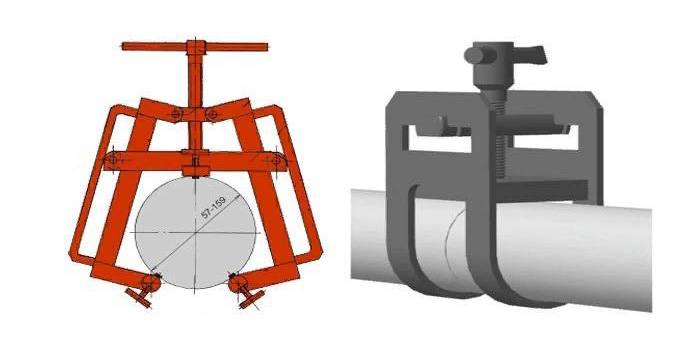
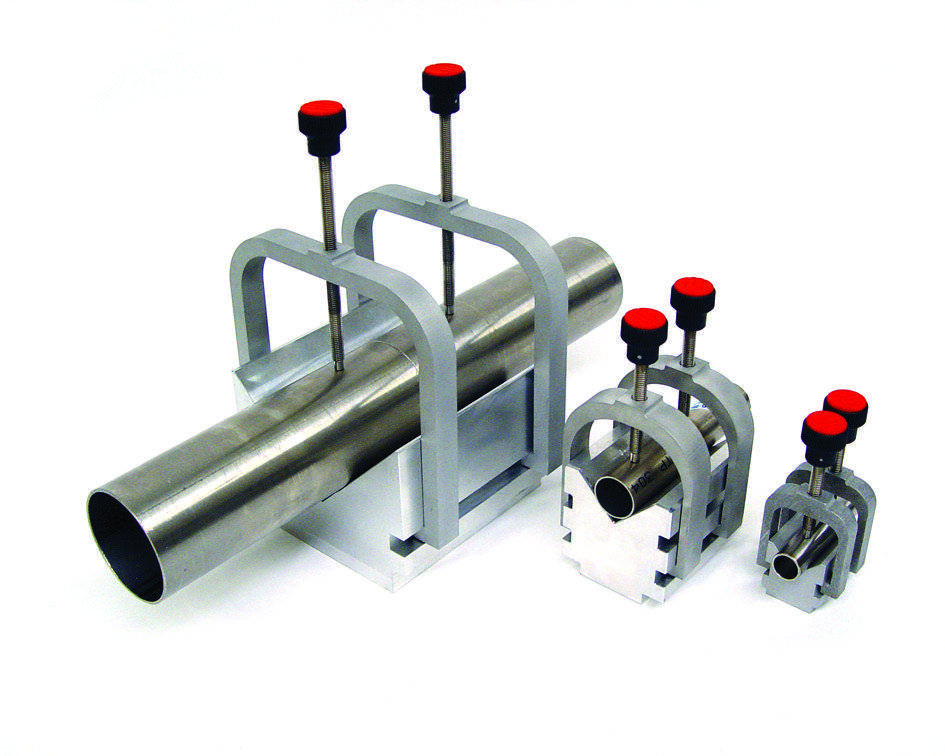
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм

(полуавтоматическая сварка)
Теперь речь пойдет о том, как сделать сварные швы с помощью полуавтомата, если вы варите ответственные конструкции или собираетесь их передать под контроль для аттестации НАКС.
Вот как это делается на примере двух заготовок (пластин) толщиной 12 мм, свариваемых встык в вертикальном положении инвертором SKYWAY 330.
Пластины нужно подготовить: вырезать с помощью плазмореза или болгарки.
Также для корректного хода работы понадобятся: • выводные планки (2 шт.) – необходимы для начала и завершения сварки, так как трудно получить качественный шов на данных этапах. Планки технологические и впоследствии срезаются;







• приспособления, препятствующие обратному выгибанию наших заготовок (2 шт.);
• шаблон для контроля зазора (любая железка, позволяющая выставить зазор, в нашем случае 2 мм).
Для того, чтобы правильно подготовить наше соединение к проведению дальнейших сварочных работ, нужно ознакомиться с требованиями ГОСТ 5264-80 (кликните, чтобы загрузить страницу с текстом). Ищите в нем соединение, с которым вы будете работать, в в нашем варианте это С17. В ГОСТе указано, как это соединение подготовить: нужно выполнить скос кромок под углом 30 о и притупить их. Пластины нужно зачистить от окислов, грязи и ржавчины на расстоянии не менее 10 мм от границ будущего сварного шва.
Для правильной сборки удобно использовать магнитный угольник. Он выровняет пластины относительно друг друга и предупредит их смещение в процессе постановки прихваток.
Двухмиллиметровый зазор контролируем шаблоном, роль которого может выполнять любой подходящий по размерам кусок металла. Приложите шаблон к месту предполагаемого начала сварки и выставите зазор точно по нему. В месте конца сварки зазор нужно немного увеличить, из-за того, что пластины будут стягиваться во время кристаллизации наплавленного металла.
Далее ставят приспособление, препятствующее изгибанию и стягиванию заготовок. Прихватывают одно приспособление, затем контролируют смещение и устанавливают зазор, как и было сказано, чуть более 2 мм, например, 2,2 …2,3 мм. После ставят точечные прихватки на второй «приспособе».
Присп-я, препятствующие деформации пластин, прихваченные точками
После того, как вы поставили прихватки, нужно посмотреть, не сместились ли пластины. Для этого можно использовать тот же шаблон для выставления зазора. Если он имеет ровный край, им можно контролировать, насколько свариваемые пластины ровно выставлены относительно друг друга – просто приложить ровный край к соединению и посмотреть отсутствие просветов.
Проверка смещения шаблоном
Если такие будут обнаружены – на данном этапе всегда можно подрихтовать с помощью молотка или других спец. приспособлений.
Теперь можно варить сплошной шов. Надеваем перчатки, маску, вооружаемся горелкой полуавтомата. Обваривать нужно не сильно, потому что приспособления против выгиба заготовок выполняют технологическую роль и их нужно будет выбить.
Приварка выводных планок
Подготовка планок такая же, как и для основного металла. Выполняется скос кромок, толщина их тоже должна соответствовать толщине свариваемой конструкции. Их устанавливают на прихватках.
Выводная планка, прихваченная к основному металлу
Для того, чтобы повысить уровень сложности задачи, сварщику лучше выполнить вертикальный шов соединения, это позволит в полной мере проверить его навыки и умения. Также необходимо правильно настроить параметры сварки на источнике питания SKYWAY 330. Параметры можно настроить путем проб и ошибок. В нашем случае, для толщины заготовок 12 мм были выбраны следующий сварочный режим: U = 17В; Vподачи= 3 метра; Uкорректир.=-5; L=0, где L-индуктивность. Расходные материалы (они оптимальны для приведенного случая): Электродная проволока Ø1 мм; Газовая смесь 82% Ar+18% CО2.
По правилам, чтобы избежать наводораживания сварного шва, приводящего к появлению пор, пластины нужно подогреть до Т = 100 … 120 оС. Правила, на то они и правила, чтобы их обходить. Несомненно, поры представляют собой дефекты шва и являются браковочным признаком. Однако следует предположить, что в процессе прохождения шва имеющаяся на поверхности металла влага немедленно испарится. В конце концов, никому не приходит в голову подогревать проволоку перед сваркой. Тем не менее, если вы сдаете экзамен на аттестацию НАКС, вам следует о существовании такой операции знать — это требование обязательное. В производственных условиях операцию можно выполнить в печи, в остальных случаях — с помощью ацетилено-кислородного резака или горелки.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
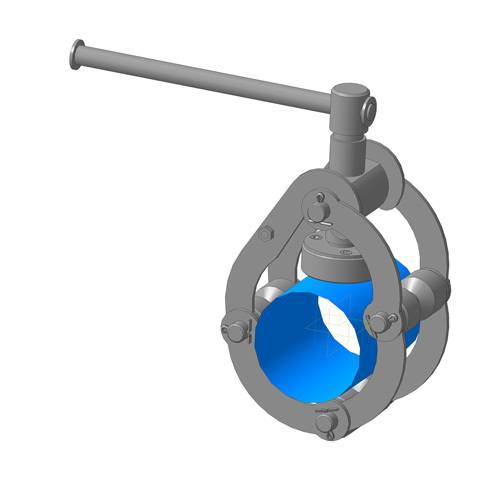
Особенности устройства и применения внутренних центраторов
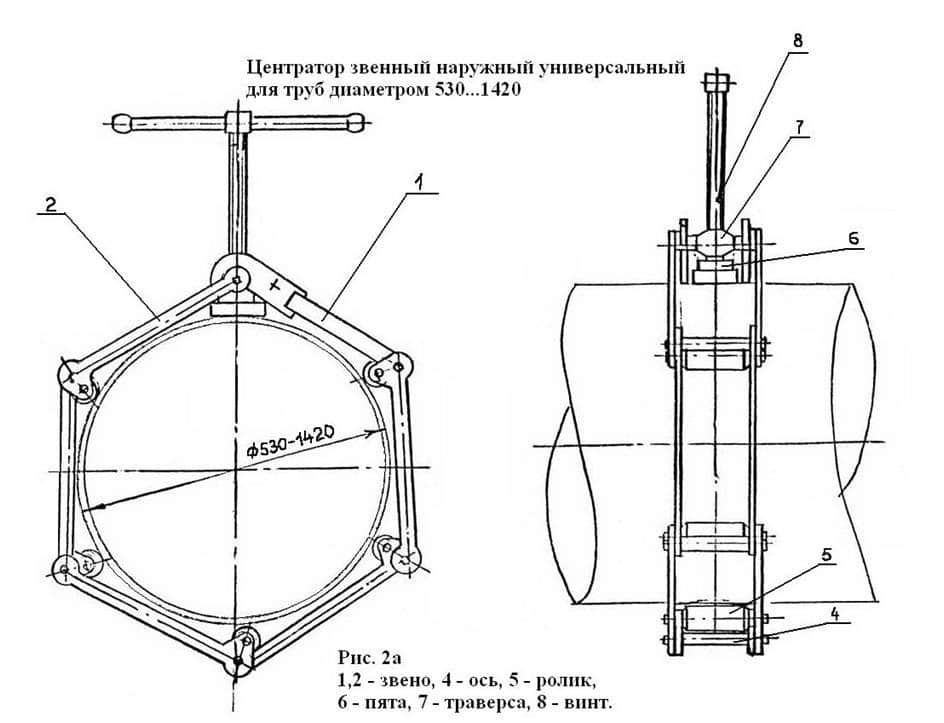
Схема арочного центратора.
Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.
Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.
Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Модели и цены
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.
Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.







Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.

Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов. Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.
Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:




Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Виды
Центраторы используются для сварки труб в широком диапазоне размеров. В зависимости от места крепления устройства подразделяются на наружные и внутренние.
Наружные
Среди наружных моделей наибольшее распространение получили следующие виды устройств:
Звенные. Конструкция состоит из звеньев, с помощью которых соединяются трубы диаметром до 2000 мм. Элементы соединены пальцевыми шарнирами. Для их стягивания используется винтовой механизм или гидропривод.
Арочные. Устройство состоит из двух клемм, которые имеют откидные части. Стягивание осуществляется вручную или с помощью гидравлики. Конструкция отличается большей жесткостью и простотой конструкции, так как в ней отсутствуют звенья. Число секций подбирается в зависимости от наружного диаметра труб. Устройство используется для трубопроводов диаметром не более 900 мм.
Цепные. Прижим осуществляется цепью, что обеспечивает оперативность установки. Это позволяет использовать механизм при прокладке новых и ремонте действующих трубопроводов. Цепь стягивается вручную. Максимальный наружный диаметр трубы равен 1400 мм.
Эксцентриковые. Конструкция такого центратора имеет сходство с приспособлениями арочного типа, но для прижима используется эксцентриковый зажим. Такое исполнение ускоряет центрирование, но требует высокой квалификации оператора, выполняющего эту операцию. Приспособление склонно к повышенному износу. Используется при монтаже трубопроводов небольшого диаметра — 500-600 мм.
Струбцинные. Применяются в быту. С их помощью осуществляется фиксация труб малого диаметра.
Наружные центраторы всех типов требуют использования дополнительного оборудования.
Внутренние
Их задача состоит в обеспечении соосности внутренних диаметров трубопровода, поэтому их конструкция более сложная по сравнению с наружными. Эти механизмы обеспечивают фиксацию как снаружи, так и внутри соединяемых отрезков трубопровода. Они используются для соединения труб с пенополиуретановым покрытием, сварка которых осуществляется только изнутри.
Внутренние центраторы могут быть использованы в длительном режиме эксплуатации трубопровода. Большинство устройств этого типа приводятся гидравликой, обеспечивающей центровку, и не допускают прогиба труб. Для управления гидроприводом используется система, включающая двигатель постоянного тока, что обеспечивает плавное изменение скорости перемещения зажимов.
Для труб с максимальным диаметром 300 мм используются внутренние центраторы, приводящиеся вручную. Для узких труб — со специальной конструкцией (с пружинным прижимом).
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.
Трубы больших размеров (диаметров, длины) сложно состыковать вручную так, чтобы кромки сошлись точно и без перекосов. Для этой цели применяют механические приспособления – центраторы для сварки труб. Они обеспечивают идеальную состыковку, которая позволяет сделать качественный сварочный шов. В основном их используют при проведении магистральных и местных трубопроводов. Диапазон размеров труб, соединяемых при помощи центраторов, находятся в пределах от 25 мм до 6000 мм. Преимущества использования центраторов:
- надежная фиксация труб;
- можно с высокой точностью состыковать кромки;
- быстрота и простота использования;
- долговечность приспособления.
Центраторы незаменимы во время сооружения громоздких магистральных трубопроводов для перекачки газа, нефти, химических веществ и других, опасных жидкостей и газов. Это несколько увеличивает расходы, но обеспечивает надлежащее качество сварного соединения. Трубы в секции собирают на стендах, линиях, передвижных трубосварочных базах. По технологическому назначению и месту применения центраторы делятся на две группы:
- для внутренней установки;
- для наружной установки.
Выполняют они одни и те же функции, но могут использоваться не везде, а только в определенных условиях, заменяя друг друга. Например, при соединении прямых отрезков труб одинакового диаметра можно использовать как наружный, так и внутренний центратор. При соединении трубы с коленом внутрь устройство установить невозможно, а для фиксации элементов используют наружное устройство. Центраторы повышают производительность и качество сборки как больших, так и малых трубопроводов. Их можно использовать для сварки любых типов соединений (прямых, поворотов, тройников, запорной арматуры, фланцев). Внутренние центраторы дают возможность механизировать процесс сборки трубопровода, при этом стык целиком доступен для сварки, шов накладывают непрерывно, без установки прихваток. Применение центраторов значительно облегчает работу сварщика, так как позволяет наложить весь шов сразу и без остановок. В зависимости от размера труб центраторы могут иметь различную конструкцию:
- центраторы внутренние гидравлические – используются для центровки, как отдельных труб, так и секций, а перемещение устройства от стыка к стыку производится при помощи специальной штанги;
- ручные с распорными клиньями – автоматически центрирует трубы, в том числе и с разными диаметрами;
- ножничные – в зависимости от модели и конструкции могут центрировать трубы не только одинакового, но разного диаметра.
Внутренние более равномерно распределяют разницу периметров относительно друг друга по всему стыку. Они способны исправить незначительные вмятины, отклонения от цилиндричности и приводить торцы к правильной окружности. Если строиться крупный магистральный трубопровод, то используют самоходные гидравлические центраторы. Они способные перемещаться на большие расстояния посредством дистанционного управления. Внутренние (распорные) центраторы обеспечивают наиболее точное совпадение кромок труб, так как за базу считают внутреннюю поверхность трубы. Достаточно мощные механизмы могут осуществлять выравнивание кромок и используются как расширители. Они повышают степень механизации и производительность сборки практически всех участков трубопровода.