Стыковая сварка пластиковых труб
Соблюдение всех нюансов технологии играет главную роль в обеспечении надежности соединений труб, созданных стыковой сваркой. Если придерживаться всех установленных требований, качество швов ни в чем не будет уступать электромуфтовым аналогам.
При сварке пнд деталей в зоне контакта нагревательного элемента и торцов формируется разогретая среда, состоящая из расплавленных полимеров. Соответственно, адгезия и пластичность материала на стыках увеличиваются в несколько раз, благодаря чему можно создавать швы на уровне молекулярной решетки. По оценкам экспертов, прочность таких стыков в разы больше, чем прочность самой трубы.
Преимущества стыковой сварки полипропиленовых труб
- Производительность Современные агрегаты позволяют осуществлять стыковую сварку пэ труб в кратчайшие сроки. С их помощью можно строить коммуникации из элементов разного диаметра и разных видов полимера.
- Надежность Применяемая технология обеспечивает настолько качественное скрепление, что характеристики созданных швов превосходят показатели основной части трубы.
- Универсальность Монтаж посредством стыковой сварки считается наиболее универсальным и эффективным, поскольку сохраняет присущую пнд трубам гибкость. Благодаря этому можно прокладывать коммуникации любым способом — традиционным, бестраншейным или открытым.
- Автоматизация процесса Помогает избавиться от большого количества рабочего персонала и тяжелой техники, чем оптимизирует и ускоряет работы. В зависимости от сложности процесса, для соединения необходим лишь агрегат и команда максимум из 2 человек.
- Экономия Стыковая сварка позволяет монтировать полиэтиленовые трубы легко, быстро и при минимуме трудовых ресурсов. Особенно это касается элементов длинного типоразмера, у которых необходимость создания соединений сокращается в 50-100 раз. Соответственно, снижается стоимость готовых коммуникаций.
Правила стыковой сварки пнд труб
Несмотря на отточенность используемой технологии, стыковая сварка труб предусматривает определенные ограничения, а, следовательно, и соблюдение следующих правил:
- Применяется только для соединения заготовок одного диаметра и марки полимера;
- Производится на ровных и высокопрочных основаниях, например, асфальтовых, деревянных или железобетонных плоскостях;
- Затруднительна, а потому нежелательна для проведения в стесненных условиях;
- В начале работ проводится пробный пуск нагревателя для удаления с рабочей поверхности грязи, пыли;
- Осуществляется только при наличии возможности свободно перемещать как минимум одну заготовку.
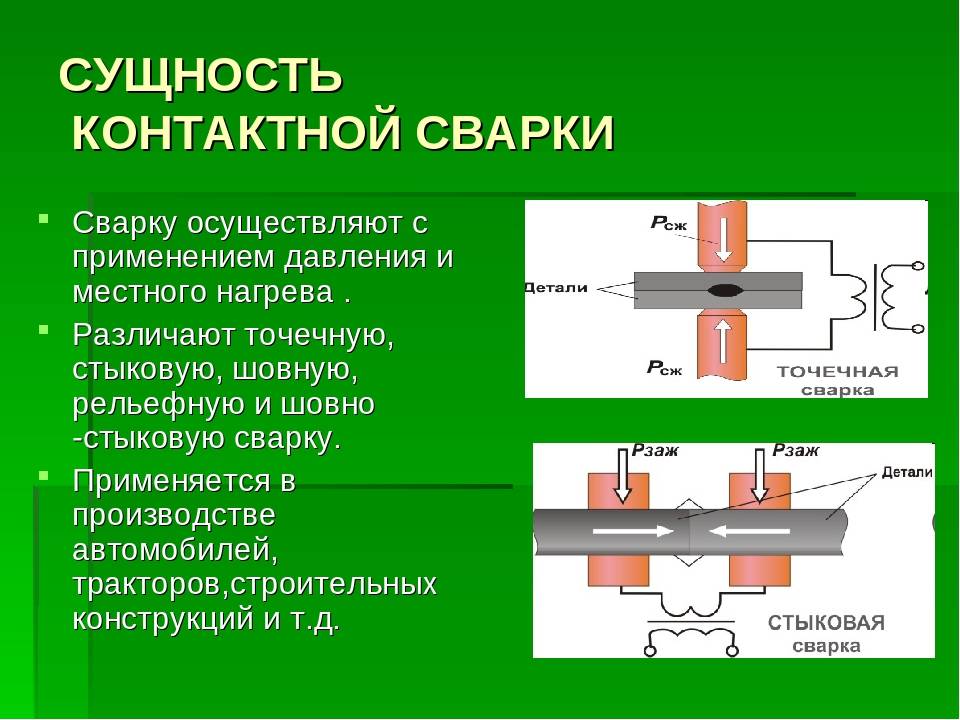
Стыковая сварка сопротивлением и оплавлением. Аппараты для пластиковых труб
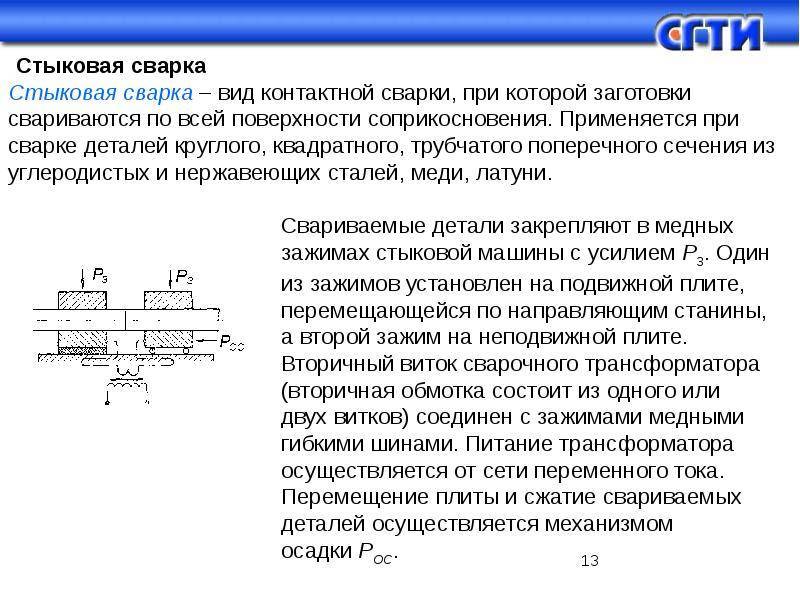
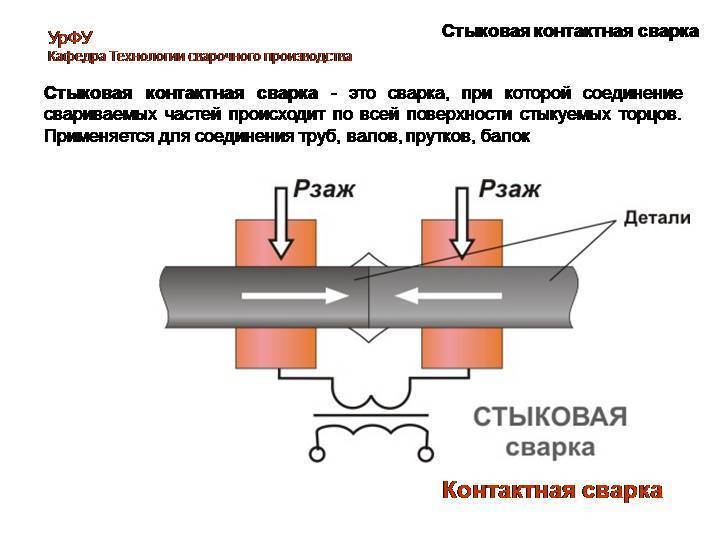
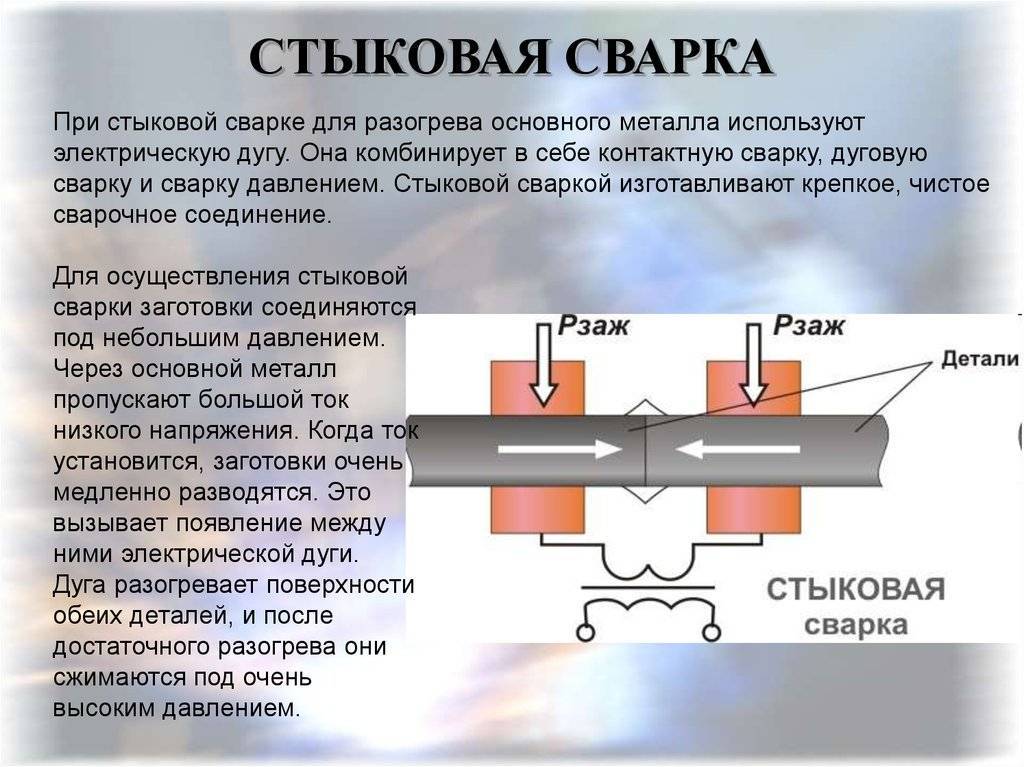
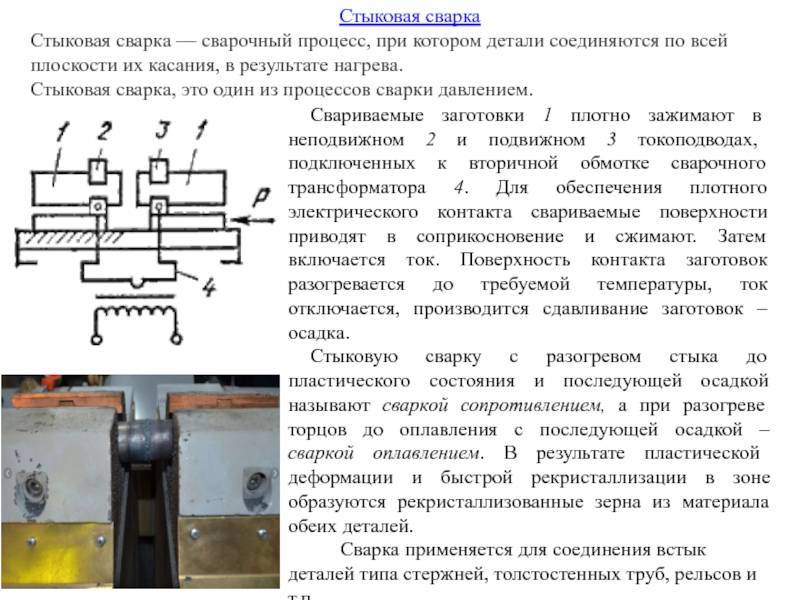
Стыковая сварка — это контактное соединение, где заготовки привариваются по всей площади стыкуемых кромок, при помощи тока и сжатия.
Как происходит процесс
Предназначенные изделия для сварки зажимаются в электродах и прижимаются друг к другу осевым усилием. Одна плита машины всегда стоит на месте, а другая передвигается. Нагрев заготовок происходит от подачи тока на них, на стыке прогрев максимальный.
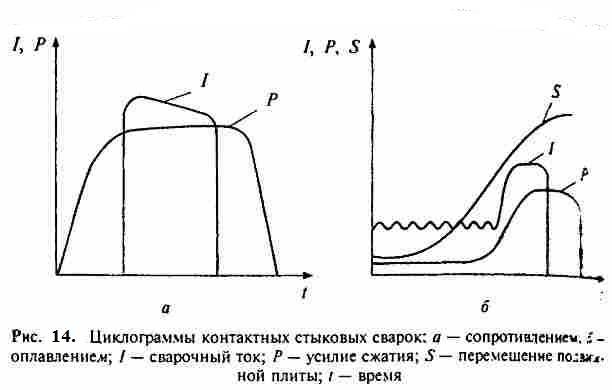
Стыковая сварка от вида сжатия и подачи тока бывает:
- оплавлением;
- сопротивлением.
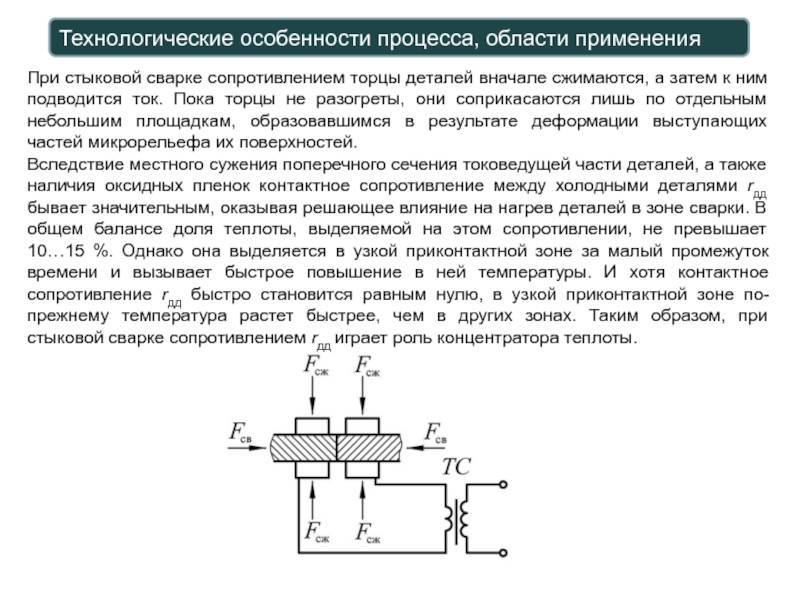
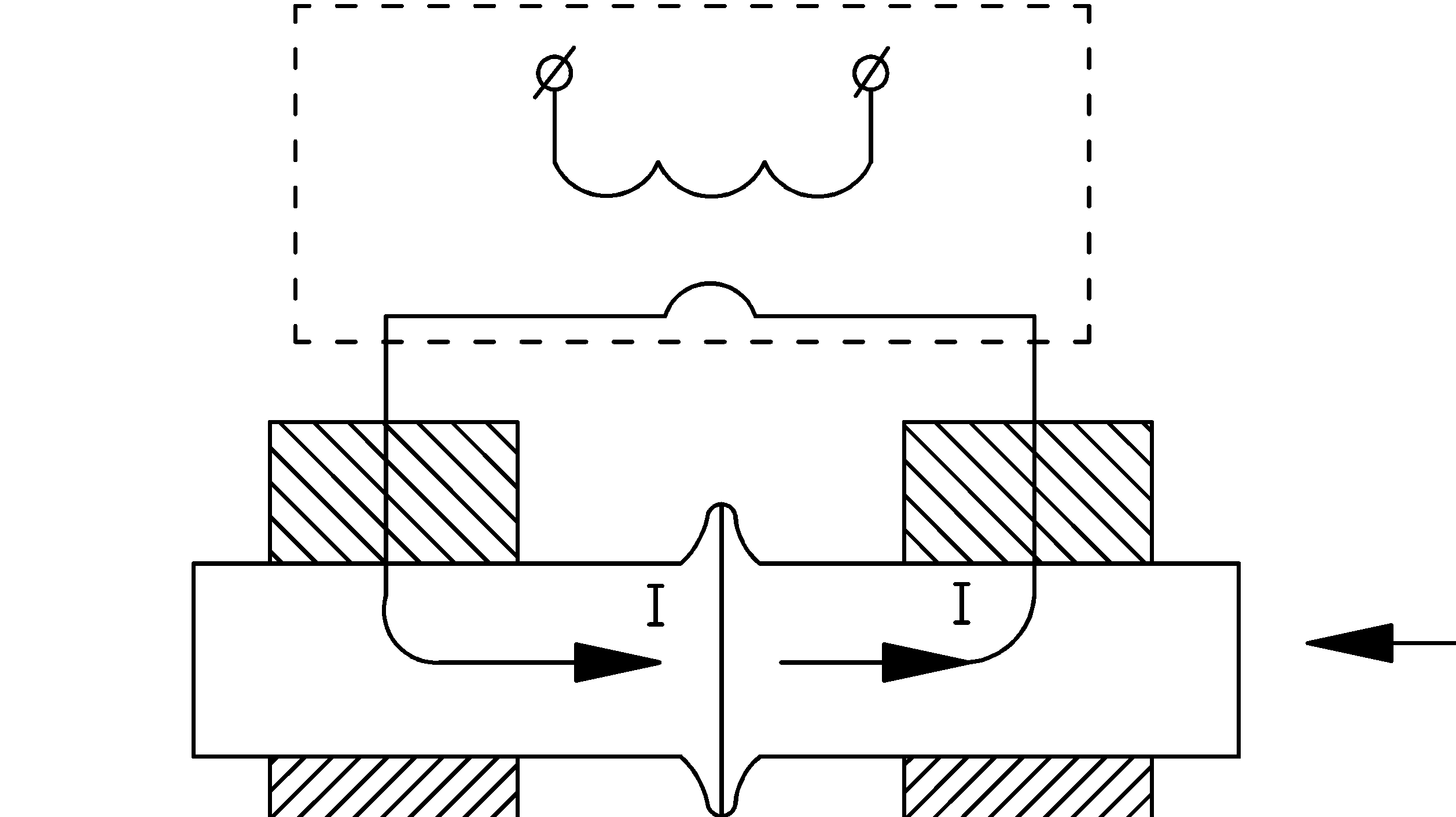
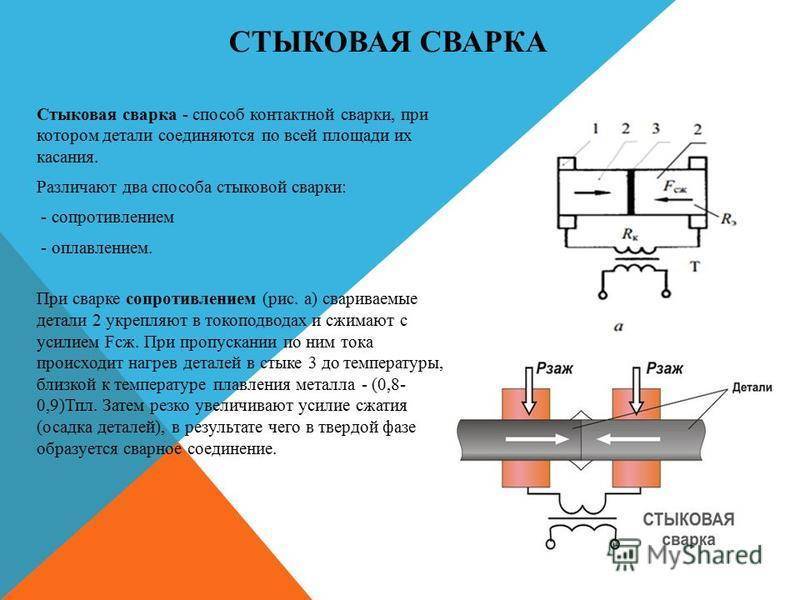
Стыковая сварка сопротивлением
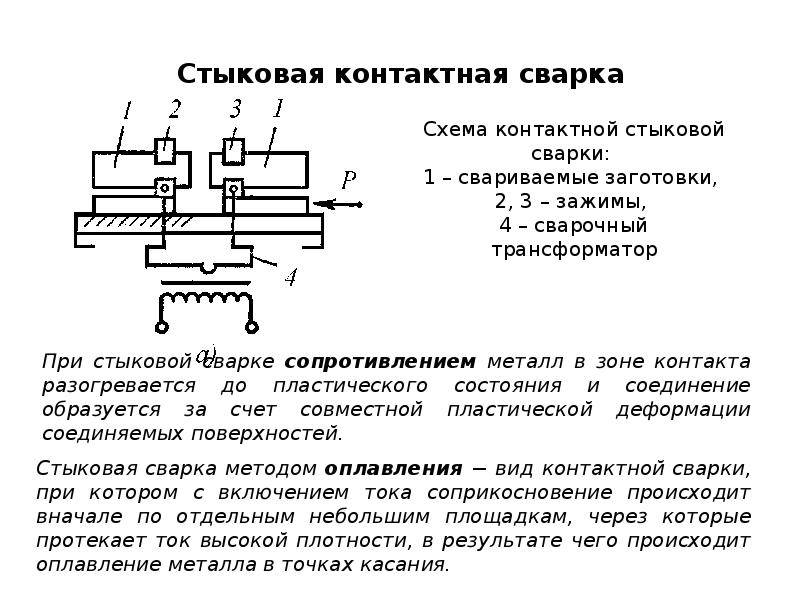
Сначала заготовки прижимаются друг к другу и только потом подается ток, который превращает стыкуемые части в пластическое состояние. Далее, машина сжимает с определенным усилием детали для получения твердого сварного шва. Обесточивание происходит немного раньше.
Рисунок-схема ниже демонстрирует технологию процесса.
Такой технологией соединяют прямоугольные и круглые заготовки. Для качественного сцепления, детали стыков должны быть тщательно зачищены и подогнаны.
Видео: аппарат стыкового соединения (сопротивлением) арматуры и круга.
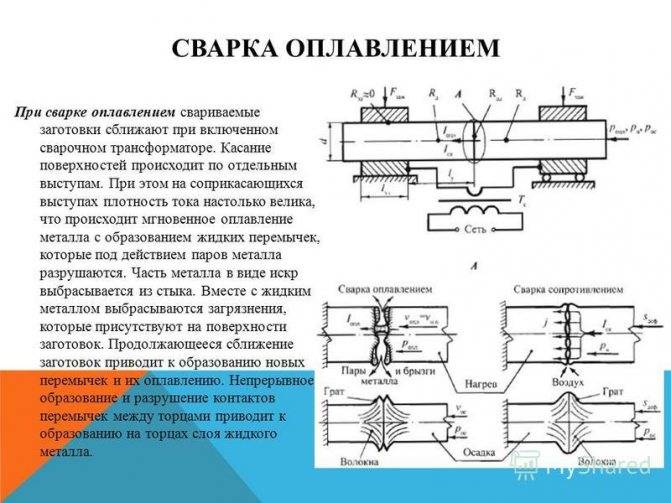
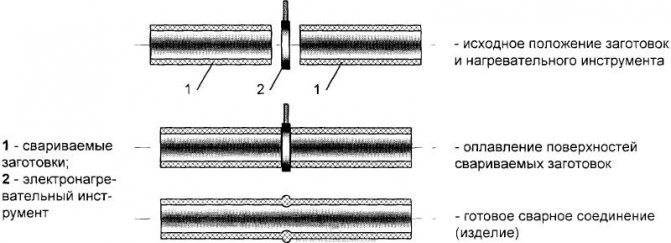
Стыковая сварка оплавлением
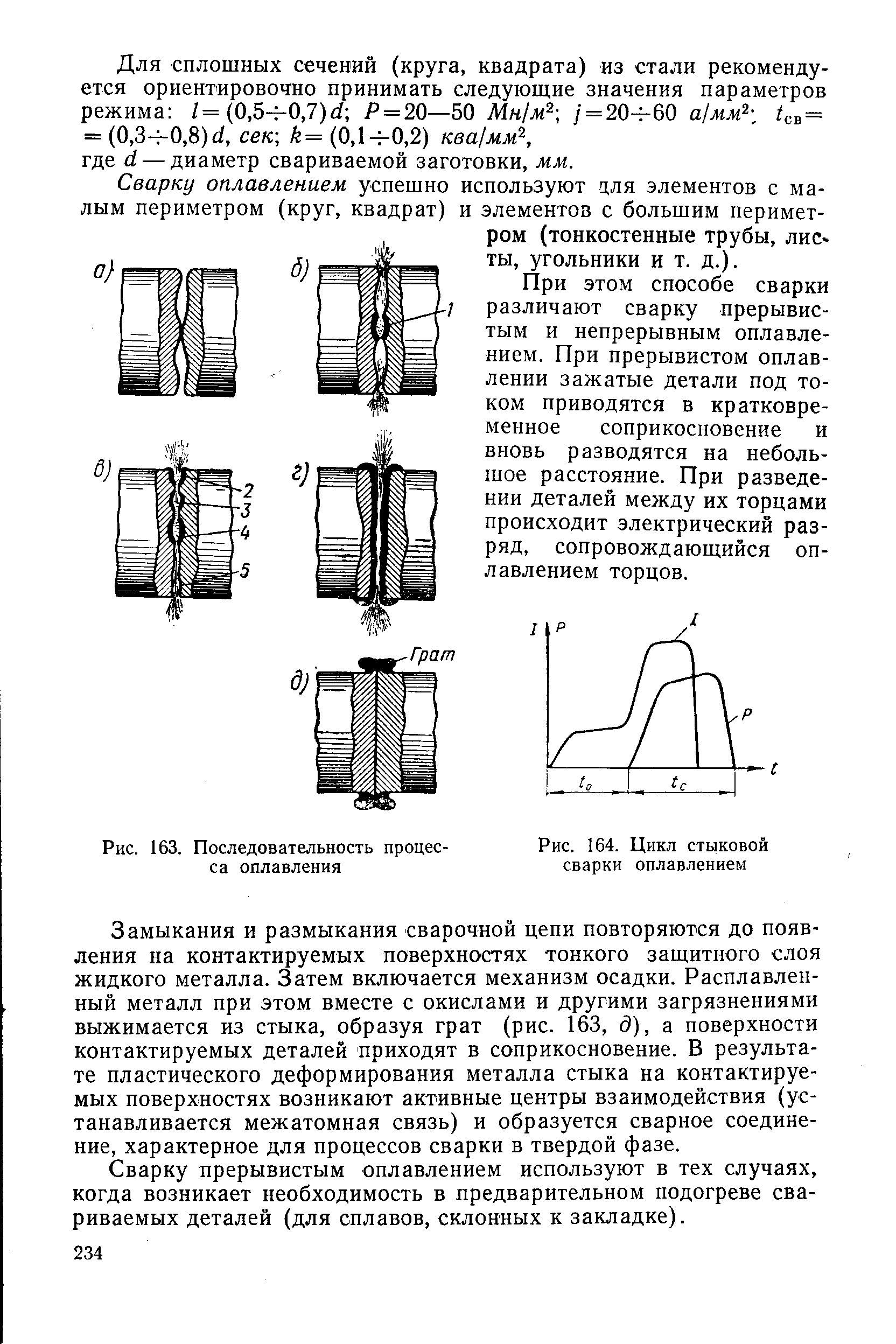
Технология может выполняться прерывистым или непрерывным оплавлением.
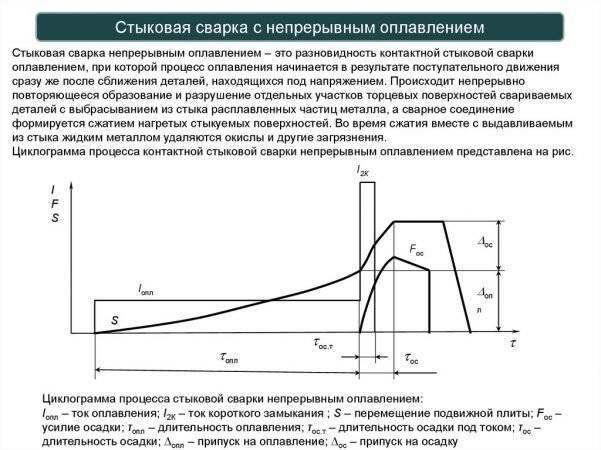
Как происходит стыковая сварка непрерывным оплавлением? Включается ток и начинается постепенное сближение заготовок. Касание стыков происходит по выступающим отдельно кромкам. В виду малой площади выступов, они от тока моментально греются и плавятся.
Часть расплавленного материала вылетает наружу, благодаря этому происходит очищение деталей. В процессе непрерывного сближения и оплавления других маленьких выступов-перемычек, получается расплавленный слой металла. После оплавления заготовок по всему стыку, происходит сжатие с большим усилием.
Схема ниже поможет лучше понять суть технологии.
Стыковая сварка прерывистым оплавлением используется для сваривания деталей с большой площадью сечения. Процесс происходит так: электрический ток поступает всегда, а изделия с малым усилием сжимаются и размыкаются. При смыкании и размыкании от притока тока происходит оплавление поверхностей. При появлении жидкого металла, происходит сжатие с усилием, при котором расплавленный металл вытекает из стыка и получается сварной шов.
Технология востребована для соединения:
- трубопроводов;
- арматуры;
- рельсов;
- автомобильных дисков;
- звеньев цепей и т. д…
Видео: машина 130 (метод оплавления) для ленточных пил.
P.S. Итак, стальные заготовки сближают, разогревают током и сжимают, при необходимости шлифуют.
Машины и аппараты для пластиковых труб
Стыковой сварочный аппарат — центрирует, торцует, плавит и сжимает кромки свариваемых изделий. Рассмотрим подробнее, как работают подобные агрегаты!
Технология сварки полимерных материалов:
- установка заготовок в удерживающее приспособление;
- центровка деталей и обрезка торцов;
- вставка нагревательного элемента между торцами;
- удаление нагревателя и стыковка (сжатие) деталей.
Устройство аппаратов контактной стыковой сварки труб:
- центратор со шкалой перемещения, с механическим или гидравлическим приводом;
- торцеватель для подгонки торцов;
- нагревательный элемент для полимерных материалов;
- блок управления.
Видео: инструкция по использованию аппаратов стыковой сварки полиэтиленовых труб Turan Makina.
Типы машин для ПНД труб
Сварочные аппараты для стыковой сварки труб подразделяются на несколько видов.
1. Ручные сварочные зеркала. Основа аппарата — это нагревательный элемент (зеркало). Весь процесс выполняется вручную: прижимание и удержание деталей.
Нагревательный элемент Dedalo 280 (сварочное зеркало)
Плюсы. Малые габариты, небольшой вес, доступная цена.
2. Более массивный стыковой сварочный аппарат для пнд труб имеет большую оснащенность. В виде:
- станины с центратором и фиксаторами;
- торцевателя;
- нагревательного элемента;
- механического или гидравлического привода.
Аппараты серии TOP
Так как механический привод работает от мышечной силы сварщика, то аппаратом рекомендуется сваривать трубы диаметром до 150 мм. Гидравлический привод используется для труб всех диаметров.
Также, машина стыковой сварки труб может иметь разные блоки регулировки и контроля за температурой нагрева, и давления сжатия при сварке полиэтилена.
P.S. Металлические и пластиковые трубы свариваются встык специальными аппаратами (машинами) ручными или автоматическими. Сварной шов по герметичности превосходит другие виды соединений.
Технология стыковой сварки
Вне зависимости от разновидности контактной стыковой сварки для ее осуществления используются особые аппараты, а алгоритм действий строится по одному и тому же принципу.
Необходимое оборудование
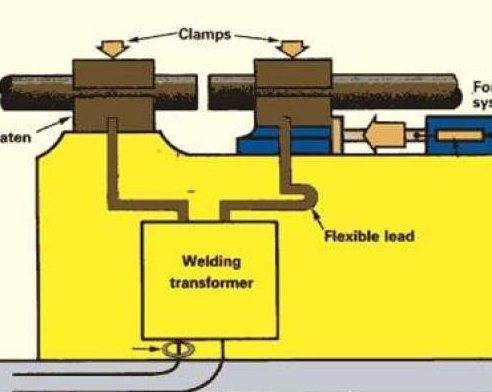
Роль основного производственного оборудования играет аппарат стыковой сварки. Он состоит из двух модулей: стыковочной машины и сварочного трансформатора. Стыковочная машина служит для создания необходимого осевого давления в зоне сварки и включает в себя:
- станину, то есть корпусы с опорной поверхностью;
- плиты и направляющие – обеспечивают соосность заготовок;
- фиксаторы – перемещаются по направляющим, удерживая заготовки;
- механизм привода – служит для создания необходимого давления и передачи его фиксаторам.
Механизм привода, в свою очередь, состоит из блока электродвигателя с редуктором и насосом, а также пневмо- или гидроблока, непосредственно воздействующего на рабочие органы устройства.
Сварочный трансформатор служит для подачи тока на заготовки через специальные зажимы, которые должны обеспечивать минимальное сопротивление и плотно прилегать к свариваемому металлу. В противном случае, велик риск возникновения нежелательных процессов подгорания и плавления в местах контакта.


Подготовка поверхностей к сварке
Свариваемые поверхности очищают от загрязнений и оксидных пленок, шлифуют и обезжиривают. В случае сварки оплавлением этого достаточно.
Кромкование деталей не выполняется, так как в условиях перемещения избытка металла не внутрь, а наружу стыка оно не имеет смысла. Присадочные материалы также не используются.
Процесс сварки
Стыковая сварка заготовок проводится механизированным или автоматизированным методом. Ниже приводится последовательность действий для механизированной сварки, автоматизированная отличается от нее лишь компьютеризацией управления:
- Подготовленные к сварке изделия закрепляются в фиксирующих устройствах на станине сварочного аппарата.
- К заготовкам подключаются зажимы сварочного трансформатора, на его первичную обмотку подается электрический ток.
- В заданной последовательности проводятся нагрев и сжимание стыка. Величина сварочного тока, сила давления и время воздействия определяются из расчетных параметров.
- После кристаллизации стыка отсоединяются зажимы трансформатора, раскрываются фиксаторы. Деталь снимается с устройства.
- Образовавшийся на поверхности стыка грат механически удаляется.
Простота и эффективность данного алгоритма обеспечивают высокую производительность работ при надлежащем качестве стыка.
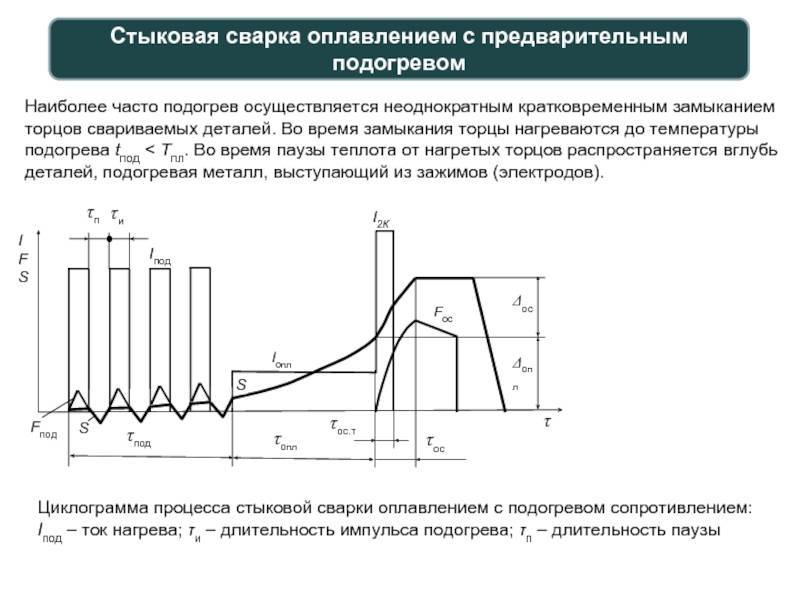
Оборудование для контактной стыковой сварки
Машины для контактной стыковой сварки
Машины для контактной стыковой сварки достаточно разнообразны по конструкции и классифицируются по тем же признакам, которые приняты для классификации машин точечной и шовной контактной сварки. К примеру, они также подразделяются по виду сварки. Это машины для сварки сопротивлением и оплавлением. Также они делятся по роду тока, по своему назначению и другим признакам.
На рисунке представлена схема универсальной машины для стыковой контактной сварки. Основными узлами машины являются станина 8, сварочный трансформатор 9, вторичный контур 10, подвижный 4 и неподвижный 11 плит, токопроводящие губки 3 для зажима деталей, зажимных цилиндров 1 и 2, привода подачи 5, направляющих 6 и блока системы управления 7. На практике чаще всего используются машины переменного тока.
Кроме этого, для сварки деталей определённого сортамента применяют специализированные машины. Например, существуют машины специально для сварки ленточных пил, для сварки цепей, для сварки железнодорожных рельсов, которая может выполняться как непосредственно на путях, так и в стационарных условиях.
Контактная сварка труб диаметром не более 1 м выполняется на стационарных и передвижных установках в полевых условиях. Для сварки труб большого диаметра, превышающего 1,4 м, используются специальные сварочные комплексы с машинами, которые вводятся внутрь трубы.
В приборостроении и радиоэлектронике используют конденсаторные машины, позволяющие сваривать малые детали с размерами до 1-2 мм. Существуют также и машины постоянного тока, на пример, для сварки оплавлением тонкостенных титановых деталей или для сварки сопротивлением цепей.
Системы управления оборудованием
Система управления для подачи и отключения тока, изменения напряжения и силы тока, обеспечения операций зажатия, подогрева, оплавления, осадки, снятия грата, термообработки в машине, транспортировки деталей и др.
На простых машинах небольшой мощности управление осуществляется конечными выключателями. На более сложных машинах управление осуществляется про помощи кулачковых устройств, при помощи которых регулируется скорость перемещения деталей, время нагрева, момент приложения усилия осадки и его величину.
На мощных машинах применяется релейное управление. Величину вторичного напряжения регулируют переключением ступени трансформатора или изменением угла включения тиристорного контактора. Скорость движения плиты регулируют, изменяя число оборотов двигателя электромеханического привода. Наиболее совершенными являются адаптивные системы управления с обратными связями.
Приспособления и оснастка
Для установки и закрепления деталей, а также подвода к ним электрического тока, в конструкции машин предусмотрены зажимных токопроводящие устройства с различными типами приводов. Винтовые приводы обеспечивают усилие зажатия до 40кН, рычажные, эксцентриковые и пневматические до 100 кН, гидравлические до 50 МН. Существуют также электромеханические приводы.
Сварочные электроды изготавливают из бронзы или меди марок БрНБТ, БрНК, МЦ2, МЦ3 и др. Для предохранения от проскальзывания свариваемых деталей, форма электродов соответствует кромкам деталей. При помощи приводов перемещения или подачи плиты осуществляется медленное перемещение детали при нагреве и быстрое при осадке. Пружинные приводы перемещения электродов создают усилие до 1кН, рычажные до 50кН, электромеханические до 75 кН и гидравлические до 3 МН.
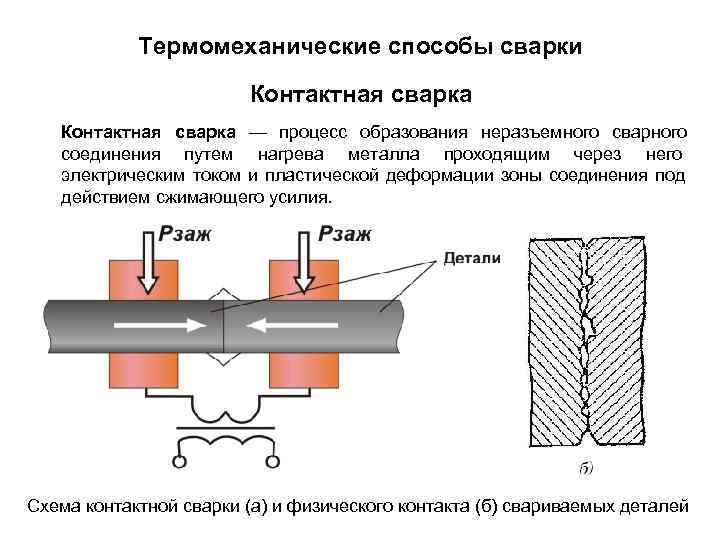
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Принцип работы оборудования
Для проведения контактного сваривания могут применяться разные аппараты. В зависимости от условий оборудование может быть подвесным, стационарным или переносным. Часто приборы имеют узкую специализацию, но в продаже встречаются универсальные устройства.

Контактная сварка нержавеющей стали и других видов металла требует от сварщика определенной подготовки, специальных навыков, поэтому ее часто используют на производствах. Особой популярностью пользуется электросварка, а вот ручные методы применяются намного реже, данные аппараты обычно встречаются в автомастерских и на строительных площадках.
Стоит отметить! Каждый сварщик обязательно должен знать какое действие электрического тока используется при контактной сварке. Как было указано выше, оно не должно быть меньше 1000 Ампер, желательно больше. Этот показатель обеспечивает высокую скорость и производительность сварочного процесса.
Устройство контактной сварки состоит из следующих важных компонентов:
- Механические элементы. Они помимо электродов включают компоненты для сжатия свариваемых частей, роликов. На стационарных приборах для создания требуемого давления, проката металлических заготовок применяется гидравлика.
- В основе электрической части лежит трансформатор сварочного типа. Также в ее состав входят прерыватели цепи и другие необходимые компоненты, которые подают ток к сварной зоне, создают требуемое напряжение в режиме переменного или постоянного тока.
- В сложном оборудовании предусмотрено много электроники, которая позволяет применять разные режимы контактной технологии. Также при помощи него можно регулировать ток контактной сварки и другие важные операции.
Технология стыковой электросварки металлов
Следует учитывать, что стыковая сварка является частным случаем контактной. Именно поэтому обе технологии предусматривают применение практически одной и той же аппаратуры. Применяемый сварочный аппарат характеризуется следующими особенностями:
- Генерация электрического тока проводится за счет установки трансформатора повышенной мощности.
- Передача электрического тока проводится за счет неподвижного электрода.
- Конструкция также имеет подвижный электрод, за счет которого проводится подача энергии.
- Для передвижения основного элемента может проводится установка различного привода.
- Есть и система управления технологическим процессом.
Особенности конструкции определены тем, как именно проводится стыковая сварка. Стоит учитывать, что схема стыковой сварки характеризуется следующими особенностями:
- Нет необходимости генерировать большой ток. Это связано с тем, что используемый расходный материал обеспечивает поддержание стабильной дуги.
- Метод предусматривает лишь локальный нагрев поверхности. За счет этого существенно повышается эффективность процесса и снижаются затраты на количестве затрачиваемого тока.
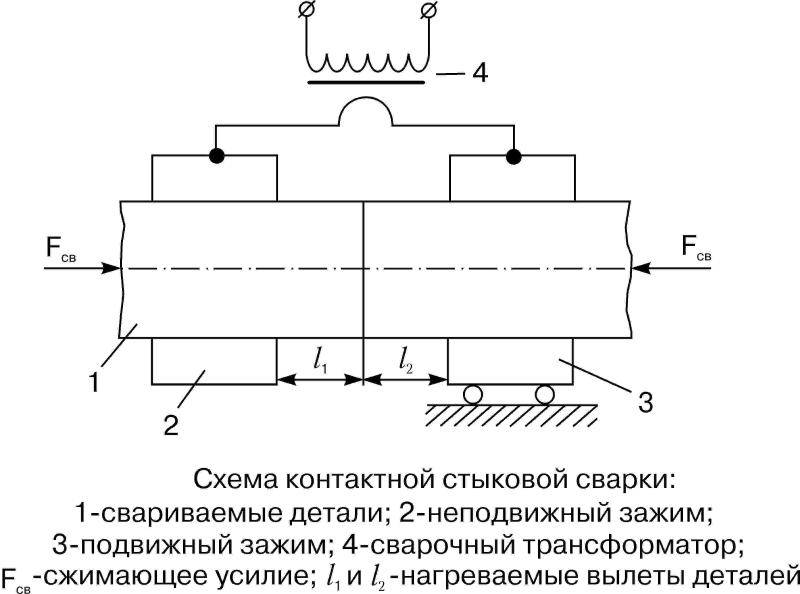
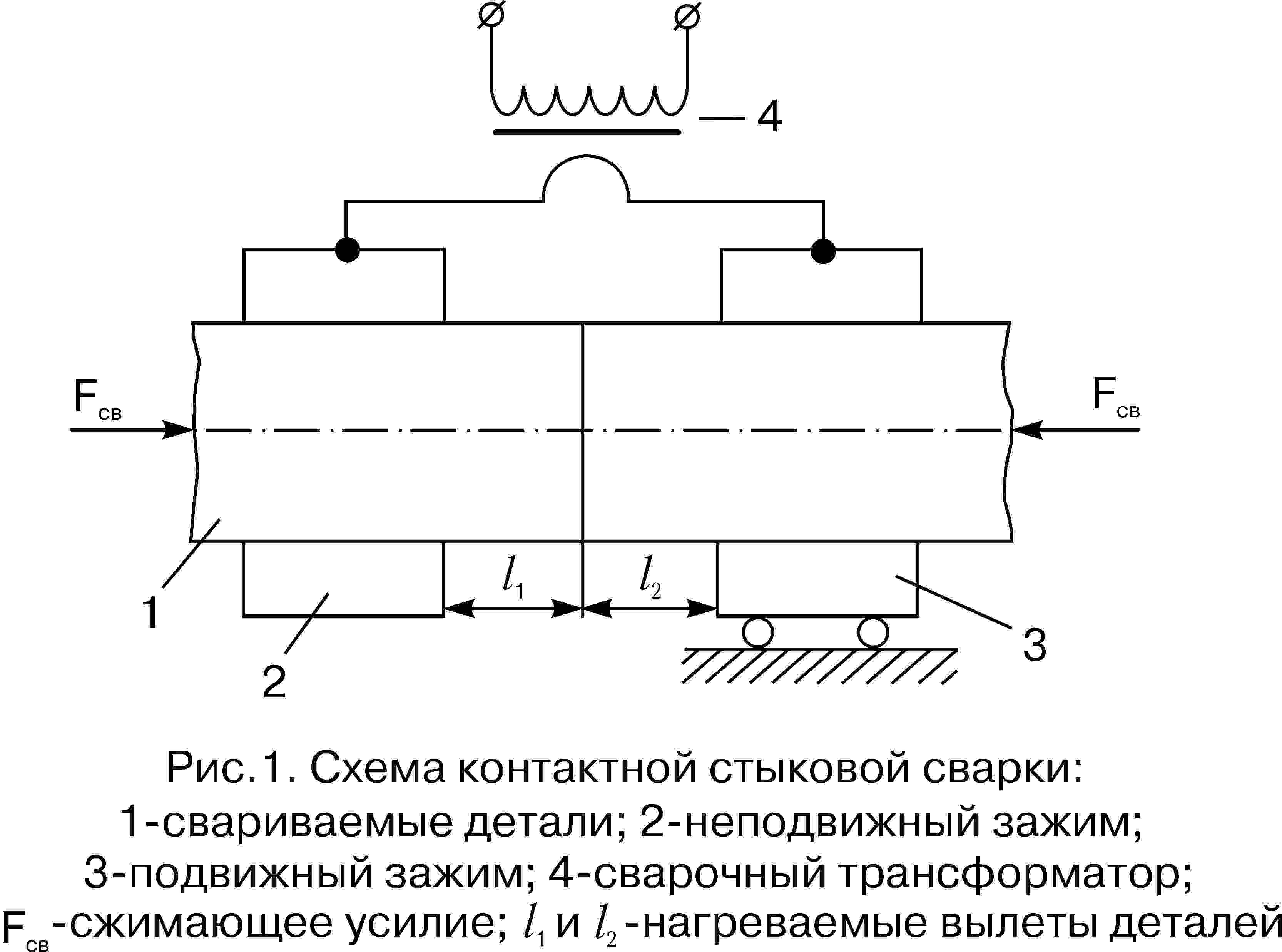
Схема контактной стыковой сварки
В целом можно сказать, что технология характеризуется довольно большим количеством особенностей, которые должны учитываться. Силовой сварочный трансформатор генерирует напряжение от 2 до 10 вольт.

Методы стыковой сварки
Стоит учитывать, что выделяют несколько различных методов стыковой сварки. Наибольшее распространение получили:
- Сварка оплавлением.
- Метод сопротивления.
Все технологии характеризуются своими определенными особенностями, которые нужно учитывать.
Стыковая сварка методом сопротивления
Распространенная стыковая сварка сопротивлением характеризуется довольно большим количеством особенностей. Они следующие:
- Заготовки исключительно прижимают специальными губками к электродами. За счет этого обеспечивается быстрое прохождение тока через обрабатываемые материалы.
- Применение специальных губок позволяет исключить вероятность проскальзывания деталей между используемыми электродами, через которые подается напряжение на обрабатываемые поверхности.
- Следующий шаг заключается в подаче электрического тока. За счет этого происходит нагрев металла в обрабатываемой зоне.
- После этого прикладывается осадок, за счет которого уменьшается наплав. Следующий шаг заключается в подаче сильного тока для максимального нагрева поверхности.
При электрическом сопротивлении можно провести обработку деталей с небольшим сечением. Максимальный показатель толщины поперечного сечения составляет 40 миллиметров. При этом формируется прочное соединение в стыке без расплавления металла.
Стыковая сварка методом оплавления
Рассматриваемая технология также получила широкое распространение. Для нагрева торцов деталей применяется специальное оборудование, которое позволяет получить качественный шов. Среди особенностей контактной сварки можно отметить следующие моменты:
- Соединяемые элементы подводятся на небольшой скорости друг к другу.
- На протяжении всего процесса напряжение остается неизменным.
- За счет равномерной подачи соединяемых элементом происходит выравнивание всех микронеровностей.
- Происходит оплавление поверхности для обеспечения максимальной площади контакта.
- Нет необходимости в проведении тщательной подготовки поверхности.
Сварка методом оплавления
Воздействие высокой температуры приводит к появлению качественного соединения, которое характеризуется прочностью и надежностью.
Преимущества
У рассматриваемой технологии есть довольно большое количество преимуществ, что определило ее распространение. Примером назовем нижеприведенную информацию:
- Нет необходимости в проведении тщательной подготовки обрабатываемых кромок.
- При обычной сварке в некоторых случаях приходится выполнять термическую подготовку поверхности. Это связано с тем, что локальное воздействие высокой температуры позволяет достигнуть наилучшего результата.
- Получаемое соединение характеризуется вповышенной надежностью и прочностью. Как показывает практика, если при проведении работы соблюдались все рекомендации, то соединение может прослужить в течение длительного периода.
- Рассматриваемый метод характеризуется простотой и легкостью в исполнении. Именно поэтому мастер не должен обладать особыми навыками.
- Оказываемое тепловое и механическое воздействие обеспечивает получение однородного металла. Именно поэтому можно получить металл с высокой прочностью.
- В определенных условиях можно автоматизировать процесс.
- Высокое значение производительности.

Сварка труб для ливневой канализации
Довольно большое количество преимуществ контактной сварки определяет ее распространение. Однако, нужно учитывать и некоторые недостатки технологии, о которых далее поговорим подробнее.
Виды стыковой сварки
Сварка пластин и других металлических изделий встык может проводиться несколькими способами — оплавлением и сопротивлением. Каждый метод имеет характерные особенности и нюансы, которые обязательно нужно соблюдать при проведении сварочных работ.
Сварка оплавлением
Стыковая сварка оплавлением является популярной технологией, которую используют в разных сферах промышленности. Ее суть состоит в том, что определенный объем напряжения, который подается на область обмоток трансформатора, прекращается, как только два свариваемых изделия соприкоснутся. Если говорить простыми словами, напряжение повышается и в момент наивысшей точки сразу же прекращается его подача. Но при этом сохраняется достаточный объем тепловой энергии для расплавления металлической основы.
На поверхности стыков двух изделий имеются небольшие неровности, именно они обеспечивают хороший контакт между изделиями. Но все же если вы хотите получить отличный результат, то лучше торцевые части сдавить и полностью их выровнять. Это улучшит площадь соприкосновения. Данные условия обеспечат быстрое разогревание и расплавление металла, он в прямом смысле закипит всего за несколько секунд.
Сварка оплавлением характеризуется тем, что при ее проведении могут появляться дополнительные неровности, в которых могут концентрироваться паровые смеси от расплавленных металлов. Но данные пары приносят пользу сварочному процессу, они оказывают защитное воздействие, а именно защищают сварочную зону от негативного воздействия кислорода.
Важно! Контактная стыковая сварка оплавлением проводится с использованием усилия или давления. Его прикладывать необходимо тогда, когда стыки свариваемых изделий уже немного расплавились
В момент, когда происходит сжатие двух изделий, лишний жидкий металл выходит за пределы. Как раз в это время происходит соединение двух элементов. В результате получается прочный и качественный шов, При его осмотре практически не обнаруживается видимых и скрытых дефектов. Дело в том, что продукты разложения, оксидная пленка удаляются вместе с излишками расплавленной металлической массы.
Контактная сварка оплавлением не требует предварительно подготовки и особой обработки металлических поверхностей. Для проведения не нужно подготавливать торцевые части изделий, это существенно экономит время. Если необходимо сварить элементы, которые имеют разное сечение, то заранее можно сделать противоположные скосы. Это намного улучшит контакт между заготовками, увеличит их площадь соприкосновения.
Сварка сопротивлением
Стыковая сварка сопротивлением существенно отличается от сварочного процесса оплавлением. Во время проведения этой технологии изделия прижимаются губками к поверхности электродов. Именно это позволяет получить хороший контакт, а губки отлично удерживают элементы, предотвращают их скольжение.
Затем элементы с усилием прижимают друг к другу, и после подается электрический ток. Именно он начинает постепенно разогревать металлическую структуру. Разогревание металла должно проводиться до той степени, когда он приобретает пластичные свойства. Под сильным давлением изделия соединяются друг с другом. Лишняя расплавленная металлическая масса выходит, вместе с ней удаляется оксидная пленка.
Обратите внимание! Сварка сопротивлением проводится с постоянным давлением, его подача не должна прекращаться пока металлическая структура полностью не остынет и не образуется прочное соединение. Если соблюдать все правила и принципы, то шов выйдет ровным, без изъянов, дефектов с хорошей износостойкостью
Контактная стыковая сварка сопротивлением машины и других изделий требует предварительно подготовки и обработки свариваемых изделий. Их необходимо хорошо зачистить. Кроме этого стоит учитывать, что детали, которые сваренные при помощи сварочного процесса сопротивлением имеют меньшую устойчивость к окислению, поэтому этот метод редко применяется. Также сварка подходит только для деталей с небольшим сечением.
Параметры режима контактной сварки
В зависимости от роли процессов тепловыделения и теплоотвода различают жесткие и мягкие режимы сварки.
Жесткий режим характеризуется высоким значением сварочного тока и малым временем сварки. Жесткий режим характеризуется высокими скоростями нагрева и охлаждения. Такие режимы применяют при сварке материалов, обладающих высокой теплопроводностью и малым удельным электрическим сопротивлением.
Мягкие режимы характерны значительной длительностью протекания тока относительно малой силы. При этом происходит значительный теплообмен внутри деталей и с электродами.
Цикл контактной точечной и рельефной сварки состоит из предварительного сжатия, нагрева и проковки.
При сварке сопротивлением основными параметрами режима являются сварочный ток, или плотность тока, время протекания тока, начальное усилие сжатия и усилие осадки, укорочение деталей при сварке, установочная длина (начальное расстояние между внутренними краями токоподводов).
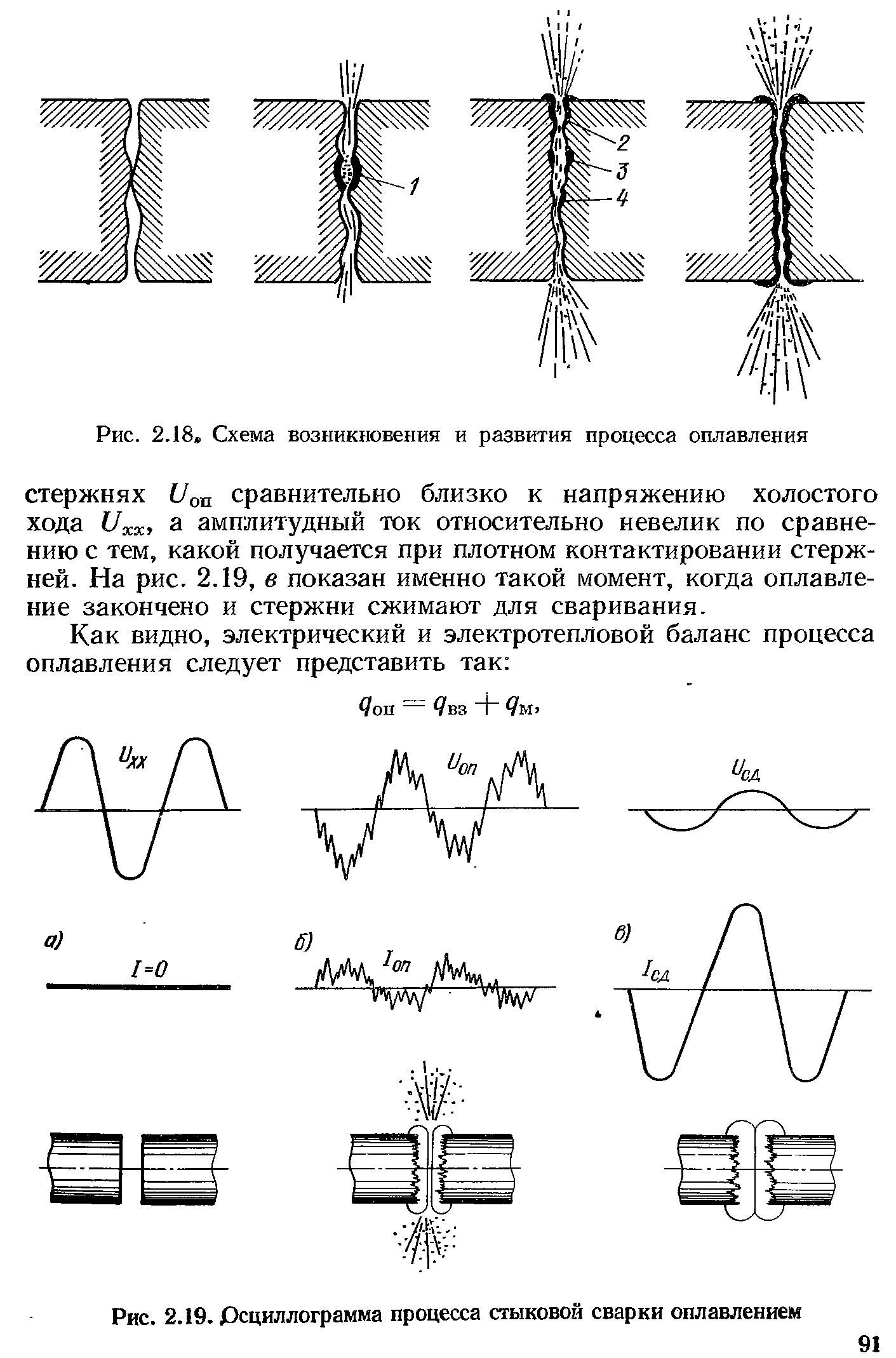
Основные параметры режима при сварке оплавлением: скорость оплавления, плотность тока при оплавлении, припуск на оплавление, время оплавления, величина осадки и ее скорость, длительность осадки под током, величина осадки под током, усилие осадки или давление осадки, установочная длина детали. Задают также напряжение холостого хода машины и программу его изменения.
Типовой технологический процесс производства сварных узлов состоит из таких операций:
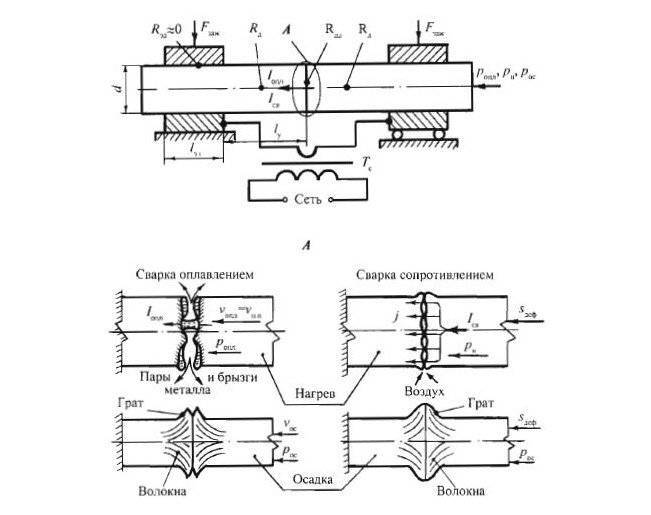
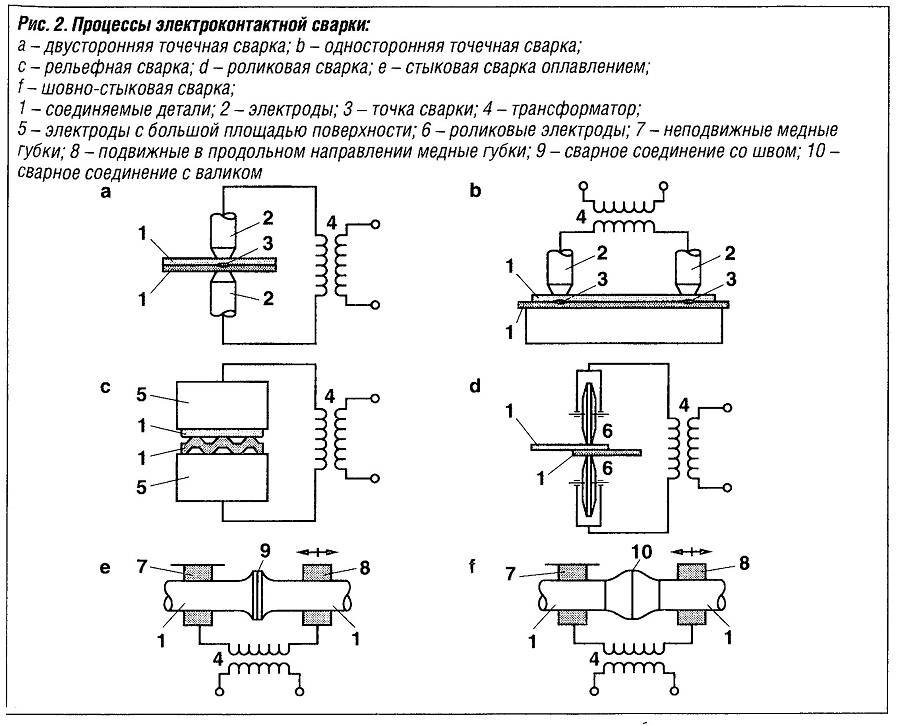
Процесс сварки оплавлением:
Метод относится к контактной сварке оплавлением и может использоваться при сварке изделий больших сечений в различных отраслях промышленности и машиностроения.
- Сварка этим способом осуществляется следующим образом:
- Сначала включается в сеть трансформатор и между деталями появляется вторичное напряжение
- Затем зажатые в губках детали постепенно сводятся навстречу друг другу.
- Соприкосновение первых точек контакта осуществляется без давления.
- Большое контактное сопротивление вызывает мгновенный разогрев до плавления с образованием жидких перемычек в месте соприкосновения. Перемычки быстро перегреваются, вплоть до парообразования в центральной ее части и взрываются.
Схема контактной сварки оплавлением
процесс контактной сварки оплалением
Дальнейшее перемещение деталей вызывает последовательное образование и взрыв новых перемычек. Этот процесс быстро охватывает всю площадь контакта и сопровождается интенсивным выбрасыванием расплавленного металла из стыка в виде плоского веера мелких искр. В результате этого процесса поверхность торцов покрывается тонким слоем расплавленного металла, а в полости стыка образуется некоторое избыточное давление газов — продуктов сгорания углерода и других примесей, а также паров металла



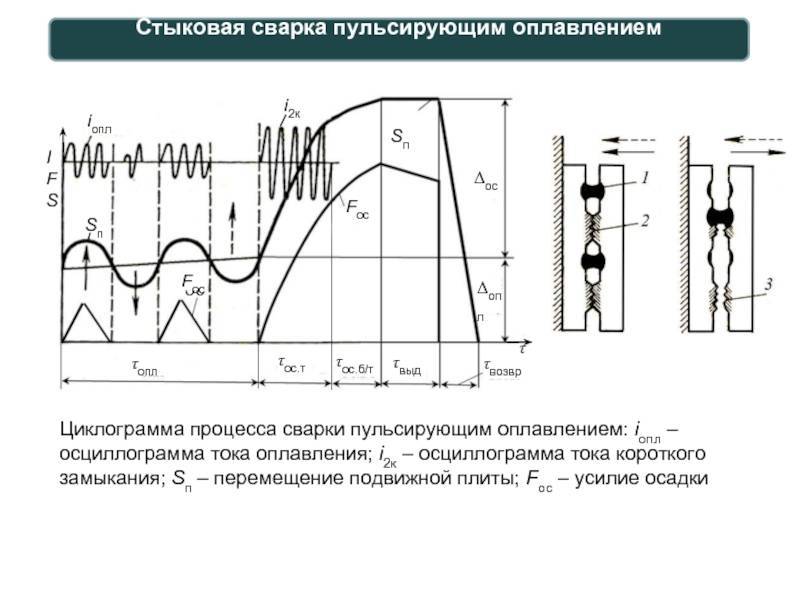
Важно значение имеют параметры режимы стыковой сварки
Осадка
На оплавление затрачивается лишь часть тепла. Другая часть тепла идет на прогрев около стыковой зоны. По истечении определенного времени оплавления и нагрева стержней следует осадка, т. е. резкое увеличение скорости подачи подвижной плиты с приложением полного давления, необходимого для сварки. В момент осадки жидкий расплавленный металл почти полностью выдавливается из полости стыка, и сам процесс сваривания фактически завершается в твердой фазе, подобно сварке сопротивлением.
Оплавление, помимо непосредственного осуществления нагрева, играет важную роль в борьбе с окислением. От хода оплавления во многом зависит характер распределения температур по длине стержней.
Сварка трубы большого диаметра
Контактная сварка оплавлением
Принцип работы аппаратов контактной сварки
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
- сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
- привод сжатия;
- привод вращения (для роликовых электродов);
- привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
- сварочного силового трансформатора;
- регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
- вторичного контура, через который ток подводится к деталям;
- прерывателя первичной цепи для включения и выключения тока;
- регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
Вспомогательные блоки:
- Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
- Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
- быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
- экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
- простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
- безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
- возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
- дорогостоящее оборудование;
- необходимость применения тока большой силы (свыше 1000 А);
- сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Стыковая сварка пластиковых труб
Сварка полипропиленовых труб встык позволяет прочно пластиковые изделия с разным диаметром и размером. Данная технология имеет отличия от сваривания металлических изделий, это связано с тем, что пластиковый материал не способен пропускать через себя электрический ток. Именно по этой причине торцевые части нагреваются специальными нагревательными элементами.
Стыковая сварка труб из пластика имеет несколько важных особенностей:
- при проведении работ стоит учитывать, что пластиковый материал не способен пропускать ток. По этой причине рекомендуется применять специальные приборы с контактным нагревательным элементом;
- соединяемые изделия сильно прижимаются друг к другу. По этой причине размер диаметра труб должен точно соответствовать;
- для равномерного прогревания поверхности обязательно должна использоваться насадка. Этот элемент должен повторять диаметр и форму трубы;
- при воздействии тепла насадка слегка сжимается. Под давлением образуется качественное и прочное соединение.
Небольшие ПВХ-трубы с диаметром не больше 10 см можно сваривать в домашних условиях. Для этих целей может применяться старый электроутюг. Однако для работ необходим опыт и наличие определенных навыков. Также специалисты указывают, что для получения качественного и прочного шва стоит использовать специальное сварное оборудование для стыковой сварочной технологии.