Voumard (Вумард) внешне- и внутришлифовальные станки с ЧПУ
Voumard (Вумард) является торговой маркой ведущего производителя прецизионных станков Peter Wolters. В каждом станке Voumard заключен многолетний опыт и знания, накопленные за более чем 50 лет работы в данной сфере. Высокопроизводительные шлифовальные станки Voumard (Peter Wolters) разработаны для универсальной внутренней и внешней обработки сложных деталей, конических, плоских торцевых и цилиндрических поверхностей, которые необходимо отшлифовать с высокой точностью. |
Отрегулированные зажимные патроны станков Voumard, а также механизмы для шлифования профиля дисковых кулачков делают возможной обработку деталей практически любой формы, а также позволяют осуществлять несколько операций по внешнему и внутреннему шлифованию за одну установку.
Внешнешлифовальные и внутришлифовальные станки с ЧПУ пользуются отличной репутацией во всем мире и интегрированы в производственные линии и установки ведущих производителей авиакосмической, станкостроительной, подшипниковой, автомобильной, приборостроительной и других отраслей промышленности.
Станки Voumard (Peter Wolters) дают возможность подобрать подходящее решение для любого технического задания. Каждый станок Вумард объединяет высокое качество, точность и надежность с высокой эффективностью и рентабельностью.
Шлифовальное оборудование Peter Wolters
Помимо станков, в ассортименте продукции доступны также шпиндели шлифовальных станков, другое вспомогательное оборудование, а также запчасти.
| VM 110 |
Станок Вумард VM 110 для внутреннего и внешнего круглого шлифования подходит как для штучного, так и для серийного производства деталей маленьких и средних размеров.
Комплектация станка VM 110:
- на выбор шпиндельный револьвер с шлифовальными шпинделями до 4-х штук;
- высокоточные оси X и Z;
- ручное или числовое программное управление оси B для поворота бабки изделия при шлифовании конусов;
- бабка изделия на выбор с зажимным патроном или механизмом для шлифования профиля дисковых кулачков;
- ассортимент различных инструментов для правки шлифовальных кругов.
Варианты подачи: ручная загрузка, автоматическая загрузка, портальный погрузчик, робот.
Управление станка – ЧПУ Fanuc с адаптированной панелью управления Вумард.
| VM 120 |
Станок Voumard VM 120 способен обрабатывать детали с максимальным внешним диаметром 600 мм.
Каждая программа управления для шлифования, как внутренней, так и внешней поверхности позволяет выбрать до 9-ти последовательностей обработки.
Варианты подачи: ручная загрузка, автоматическая загрузка, портальный погрузчик, робот.
| VM 130 |
Станок легко настраивается для необходимого применения.
Внутришлифовальный станок с ЧПУ Fanuc Вумард VM 130 оборудован надежным автоматическим механизмом подачи деталей с двойным грейфером.
Применяется надежный принцип разделения осей X и Z.
VM 130 может обрабатывать детали с внешним диаметром до 70 мм при максимальной длине детали 70 мм. Самый маленький обрабатываемый внутренний диаметр составляет 0,8 мм.
Панель управления Вумард на основе ЧПУ Fanuc обеспечивает максимально комфортную работу со станком.
| VM 150 |
Внешне- и внутришлифовальный станок с ЧПУ Fanuc VM 150 применяется для круглого шлифования деталей средних и больших размеров.
Короткие детали шлифуются непосредственно в патроне станка Voumard VM 150, а для длинных деталей в наличии ассортимент различных автоматических и неавтоматических люнетов.
Варианты подачи: ручная загрузка, автоматическая загрузка, портальный погрузчик, робот.
Комплектация станка аналогична VM 110 плюс шпиндель изделия с индексацией (ось C).
| VM 300 |
Универсальный внешне- и внутришлифовальный станок с ЧПУ VM 300 подходит для обработки деталей больших размеров.
Комплектация станка VM 300:
- шпиндельный револьвер с шлифовальными шпинделями до 4-х штук;
- высокоточные оси X и Z;
- увеличенная рабочая область при внешнем круглом шлифовании благодаря дополнительной оси U;
- шпиндель изделия с индексацией (ось C)
- ручное или числовое программное управление оси B;
- бабка изделия для тяжелых условий работы для деталей весом до 500 кг;
- ассортимент различных инструментов для правки шлифовальных инструментов.
Управление станка – ЧПУ Siemens с адаптированной панелью управления Вумард.
| VMX |
Компания Voumard предлагает компактные шпиндели шлифовальных станков.
Шпиндели Voumard VMX идеально адаптированы для шлифовальных станков Voumard (Peter Wolters), подходят для сложных процессов обработки.
Шпиндели шлифовальных станков Вумард абсолютно взаимозаменяемы.
Более развернутую информацию вы сможете получить на сайте производителя www.voumard.ch или по запросу у наших специалистов.
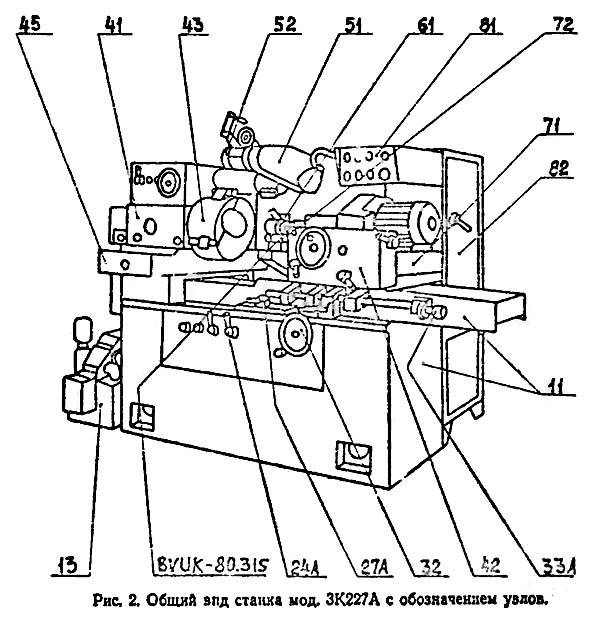
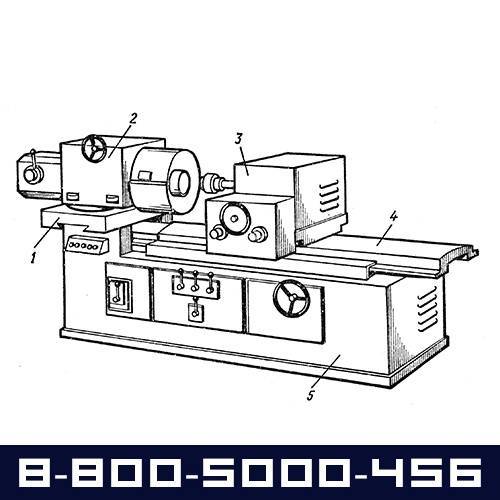
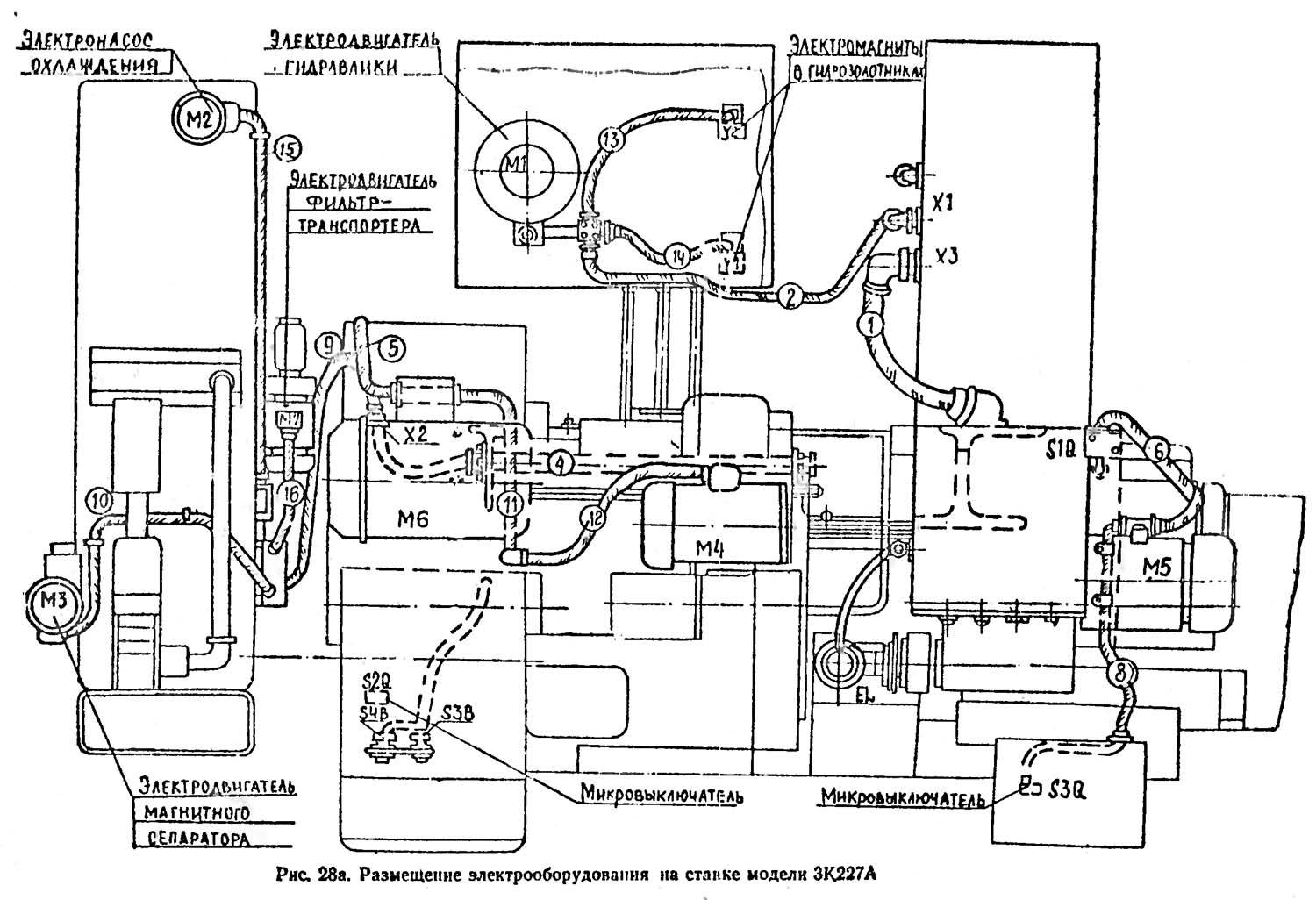
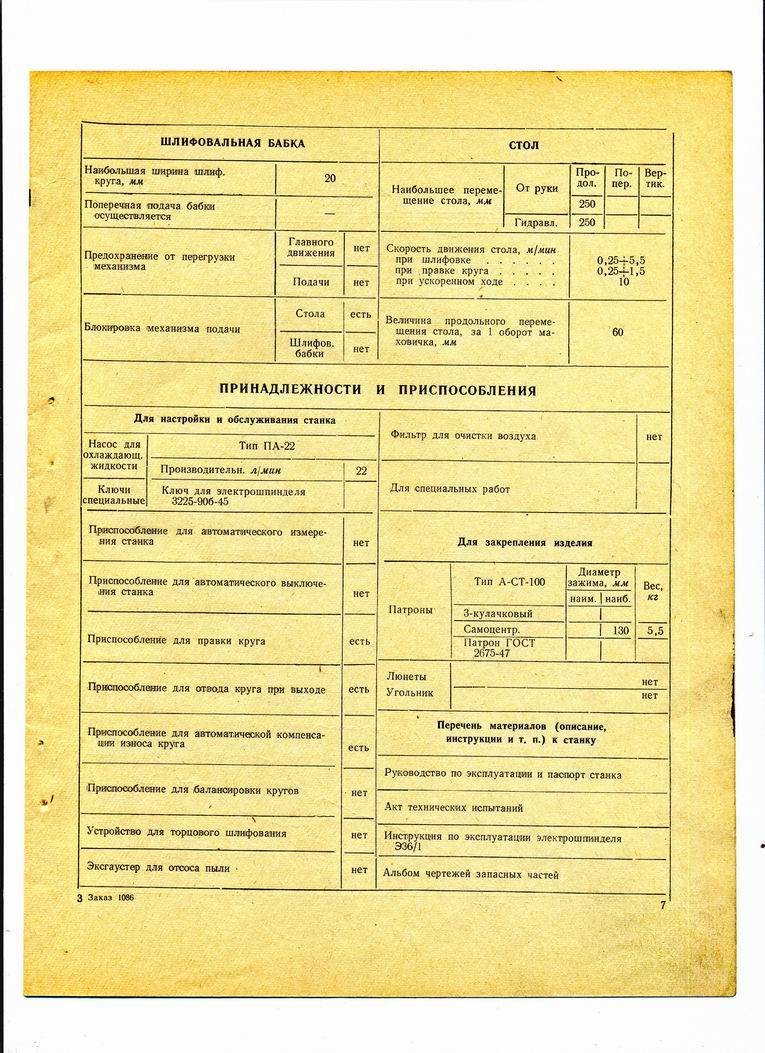
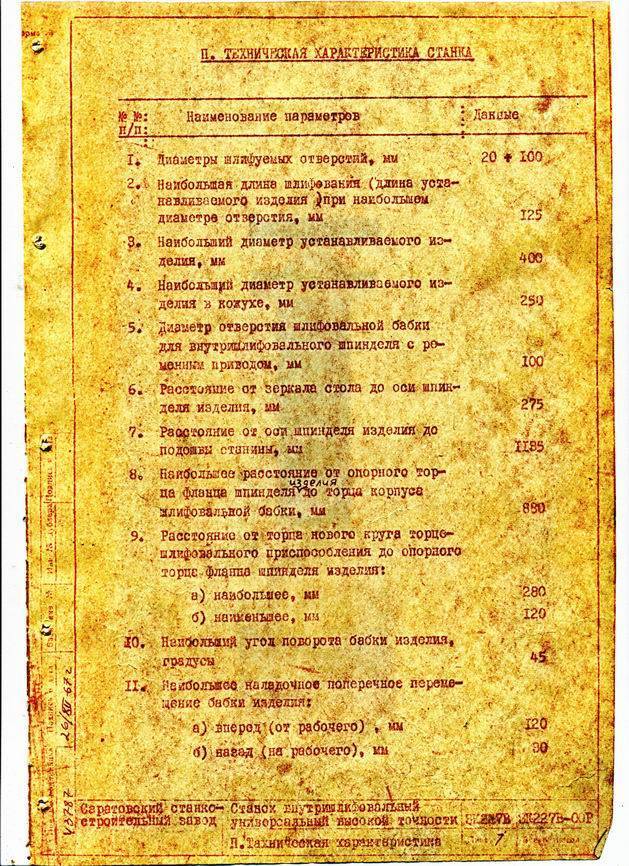
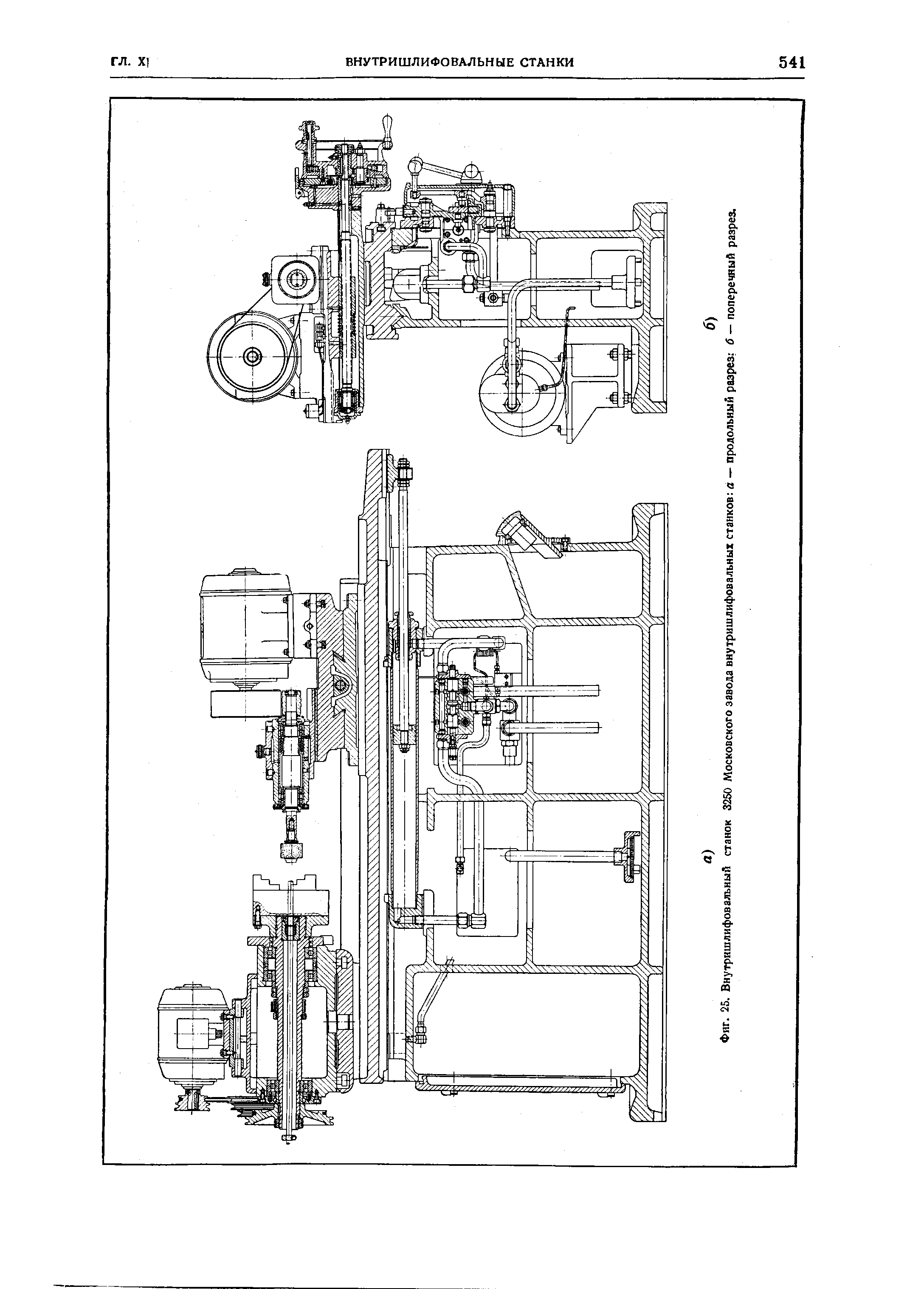
Внутришлифовальный универсальный станок модели 3К227А
Внутришлифовальный станок 3К227А
Шлифовальные станки серии 3К227А предназначены для обработки цилиндрических и конических отверстий диаметром от 20 до 150 мм и длиной до 125 мм в деталях тел вращения типа втулки и диска методом шлифования. Значимым преимуществом универсальных внутришлифовальных станков является то, что они могут обрабатывать сквозные и глухие отверстия в деталях различной твердости — обычной (сырой) стали, закаленной стали, а также чугуна, цветных металлов и неметаллических материалов. С помощью операции внутреннего шлифования на станках 3К227А имеется возможность исправления отклонения (увода) оси отверстия, получившегося на более ранних стадиях обработки детали. Применение торцешлифовального приспособления позволяет получать высокую точность перпендикулярности торца к отверстию детали при шлифовании за одну установку поверхности торца и отверстия.
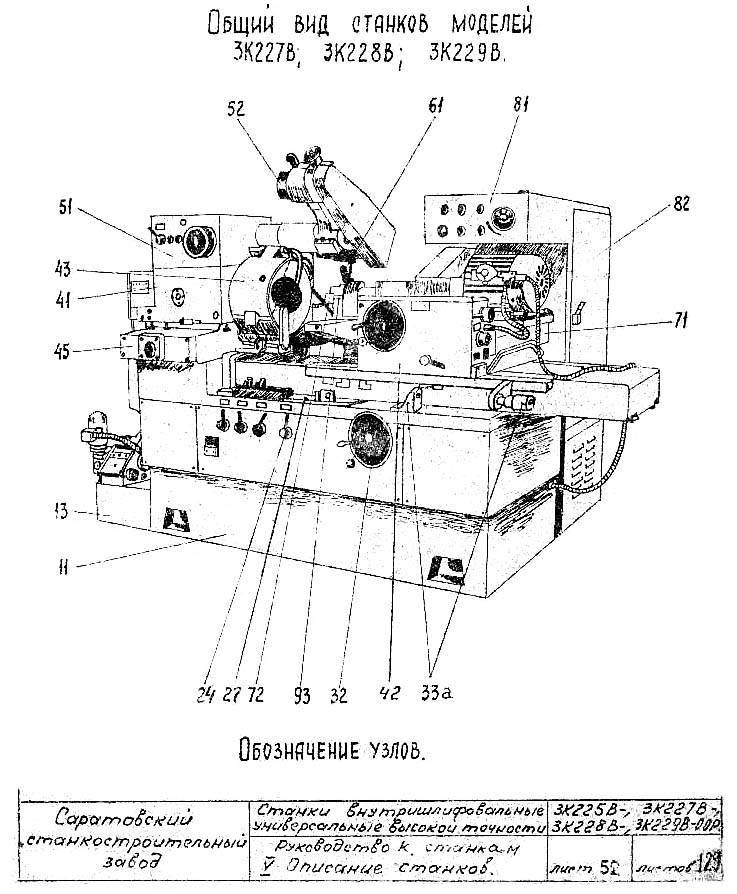
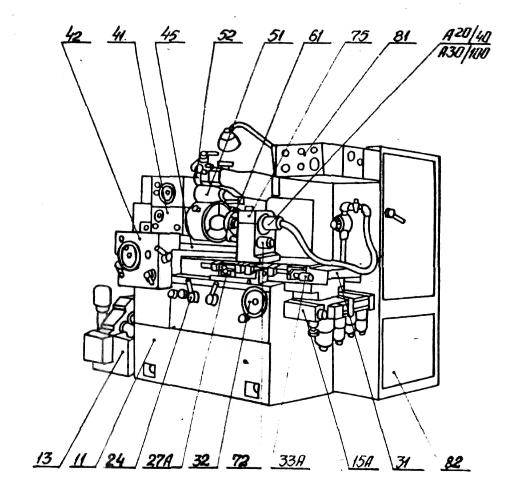
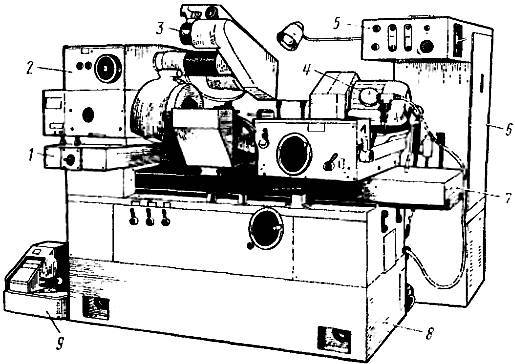
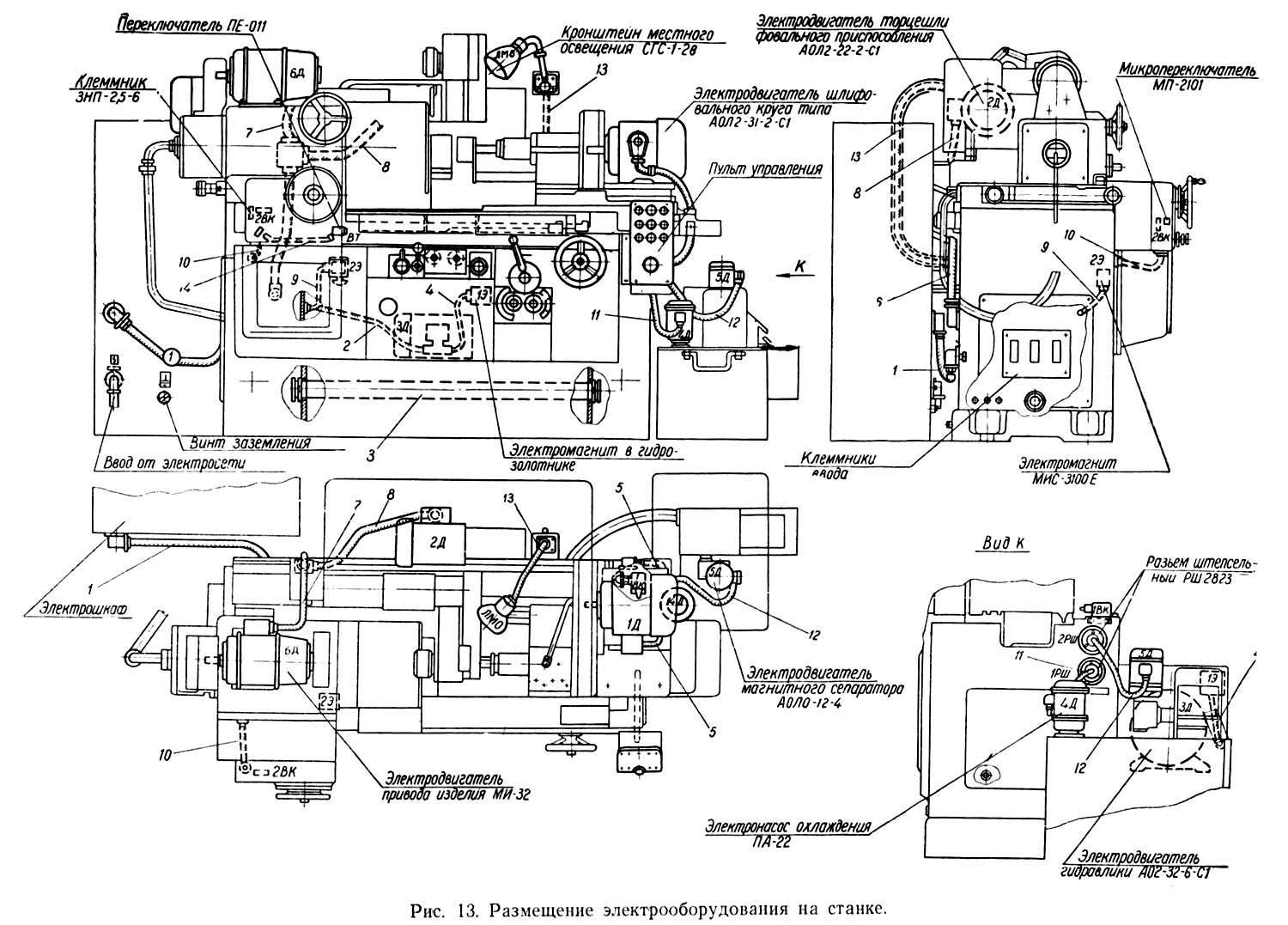
3К227В Расположение составных частей внутришлифовального станка
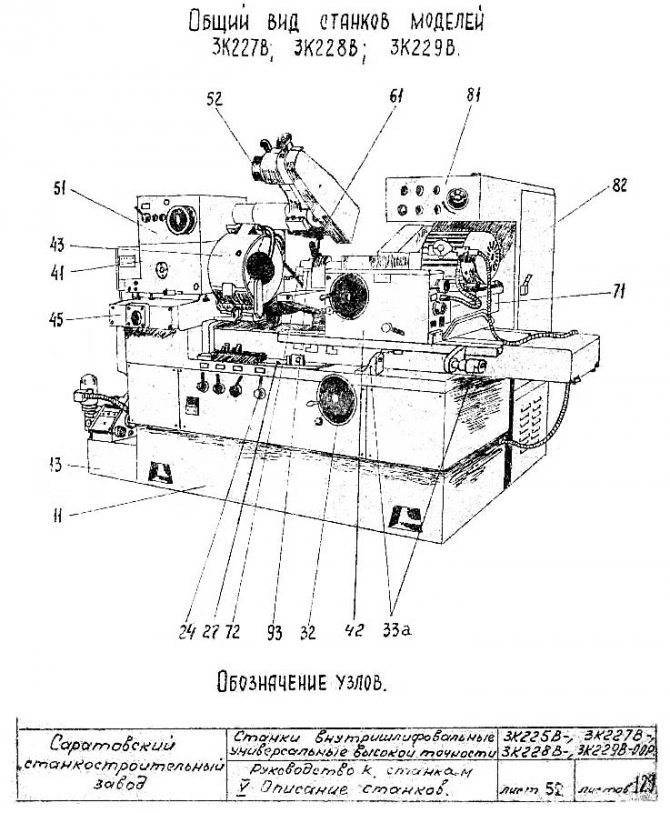
Фото внутришлифовального станка 3к227в
Перечень составных частей внутришлифовального станка 3К227В
- 11. Станина
- 12. Коммуникация охлаждения
- 13. Бак эмульсии
- 21. Кожух насосной станции
- 22. Трубопроводы
- 24. Панель управления
- 26. Золотник управления
- 27. Механизм реверса
- 29а. Блок управления манометром 3к227в-29а000СБ
- 31. Стол
- 32. Механизм ручного перемещения стола
- 33а. Упор торцевой
- 34. Механизм перемещения кронштейна аппарата правки
- 41. Бабка изделия
- 42. Механизм поперечной подачи
- 43. Кожух изделия
- 45. Мост
- 47. Гидрозажим патрона 3к227в-47-01
- 51. Торцешлифовальное приспособление
- 52. Торцовый шпиндель
- 59. Патрон специальный 3к227ВС12-59-000СБ
- 61. Аппарат правки
- 63. Аппарат правки торца круга внутришлифовального шпинделя
- 71. Бабка шлифовальная
- 72. Механизм ограждения шлифовального круга
- 81. Электропривод
- 82. Электрошкаф
- 90. Принадлежности
- 93. Шпиндель шлифовальный n = 9000 об/мин
- 94. Шпиндель шлифовальный n = 12000 об/мин
- 95. Шпиндель шлифовальный n = 18000 об/мин
- 96. Шпиндель шлифовальный n = 24000 об/мин
- 25АГ48-22Н Установка насосная
- 24-50х20 450Г 22-24А Гидроцилиндр
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.




Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
Устройство и принцип работы
Внутришлифовальный станок состоит из:
Станины, стойки. Шпинделя, рабочего стола, шлифовального диска, электродвигателя, элементов управления или блок с ЧПУ, система охлаждения, корпус, узла для крепления заготовки.
Принцип выполнения работы на внутришлифовальном станке
Деталь крепится в трёхкулачковый патрон, устанавливается подходящий по размерам и параметрам шлифовальный круг. Далее запускается станок. Круг медленно вводится внутрь заготовки так , что бы снималась определённая часть поверхностного слоя. Сначала проводится черновая обработка со снятием крупных шероховатостей, а затем чистовая. Количество проходов круга внутри заготовки определяется требованиями к нужному результату, а также сложностью обработки.
Технические характеристики
Характеристики станков для шлифовки внутренних поверхностей:
диаметры обрабатываемых отверстий от 6 до 800 мм;
частоты вращения двигателя от 12 тыс. об/мин. до 80 тыс. об/мин.;
мощность электродвигателей от 1,5 до 11,5 кВт;
длина хода шлифовальной бабки до 500 мм;
частота вращения заготовки от 10 до 2000 об/мин; скорость шлифовки до 35 м/с;
точность обработки до 1 мкм;
шероховатость диска от 0,08 мкм.
Возможные неисправности
При длительной эксплуатации токарного оборудования детали его механизмов теряют свои первоначальные качества, что приводит к изменению их формы, увеличению зазоров в местах сопряжений и ухудшению состояния поверхностей трения. Одна из главных причин возникновения таких неисправностей — это износ поверхностей трения отдельных деталей, который происходит в результате:
- воздействия силы трения;
- пластической деформации (смятия металла);
- усталости поверхностного слоя;
- химической коррозии.
Возможные неисправности основных элементов токарного станка:
- Корпусные детали. Трещины, сколы, износы отверстий, повреждение резьб, отклонение от прямолинейности плоскостей.
- Валы. Износ шеек, шпоночных пазов, центровых отверстий.
- Фланцы. Трещины и сколы в крепежных отверстиях. Износ поверхностей сопряжения.
- Шестерни и валы-шестерни. Износ зуба и радиальное биение зубчатого венца.
- Шпиндель. Износ шеек, переднего внутреннего конуса и шлицевого соединения.
- Ходовой винт. Износ резьбы и шеек.
- Валик ходовой. Износ шпоночного паза и шеек.
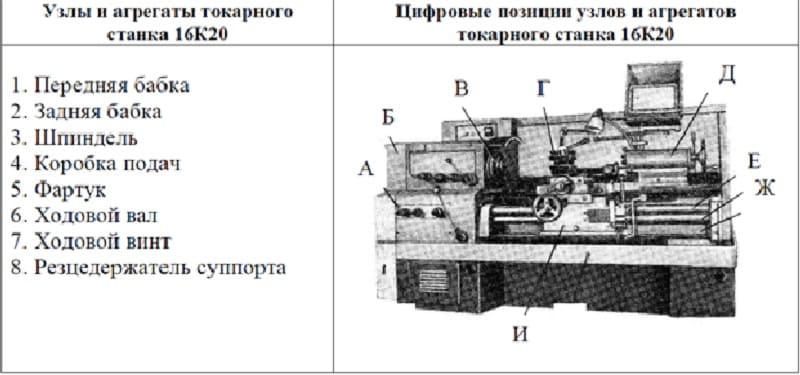
Устройство станка 16К20
На основании осмотра и контрольных замеров этих компонентов 16К20 определяется необходимость ремонта и проводится подготовка к ремонтно-восстановительным работам. Осмотр станка на предмет ремонта начинается со шкива, который на токарном станке 16К20 передает движение от главного двигателя к шпинделю. Перечень основных проблем, возникающих вследствие нарушений правил эксплуатации оборудования, приводится в разделе 16 «Руководства по эксплуатации. Здесь же указаны возможные причины и методы их устранения.
Внутришлифовальный станок 3К227А
Внутришлифовальный станок 3К227А используется в различных отраслях промышленности при работе глухими и сквозными отверстиями конической и цилиндрической формы. В качестве инструмента для заготовок из металла или других материалов применяют абразивный круг.
Особенности конструкции
- роликовые направляющие и винтовая передача качения обеспечивают плавное и точное перемещение шлифовальной бабки
- специальное устройство позволяет обрабатывать торец и отверстие за одну установку
- широкий диапазон бесступенчатого регулирования вращения заготовки
- принудительная система смазки всех механизмов и узлов станка
- устройство очистки охлаждающей жидкости от загрязнений и примесей
| Технические характеристики | 3К227А |
| Класс точности — ГОСТ 8-82 | В |
| Диаметр отверстия, мм | 20-200 |
| Наибольшая длина шлифования, мм | 200 |
| Наибольший диаметр устанавливаемой детали, мм | 400 |
| Угол поворота бабки, град | 45 |
| Наибольший продольный ход стола, мм | 560 |
| Скорость движения стола, м/мин | |
| при правке круга | 0,1-2 |
| при шлифовании | 1-7 |
| при быстром подводе и отводе | 10 |
| Частота вращения внутришлифовального шпинделя, об/мин | 5000-28000 / 48000-96000 |
| Поперечное перемещение бабки изделия за один оборот маховика, мм | |
| тонкое | 0,25 |
| грубое | 2,5 |
| на одно деление лимба | 0,001 |
| от рычага дозированной подачи | 0,001 |
| Параметры поперечной подачи на сторону, мм/дв.ход | 0,001/0,002/0,003/0,004/0,005/0,006 |
| Количество оборотов шпинделя изделия, об/мин | 60-1200 |
| Частота вращения торцевого шпинделя, об/мин | 5600 |
| Суммарная мощность двигателей, кВт | 9,2 |
| Габариты станка, мм | 2885 х 1900 х 1750 |
| Масса, кг | 4500 |
Точность
- шероховатость поверхности торца — 0,32мкм
- шероховатость поверхности отверстия — 0,16 мкм
- постоянство диаметра отверстия — 2 мкм
- круглость отверстия — 1 мкм
- плоскостность торцевой поверхности — 3 мкм
Комплектность и оснащение
| Базовая | Дополнительная |
|
Условия поставки и оплаты
Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения; уровень биений не должен превышать допустимых значений, указанных в техдокументации; обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора; перед запуском нужно убедиться в работоспособности защитной системы; запрещено касаться руками вращающихся узлов, механизмов, заготовок; важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку; если предусмотрена система охлаждения, то требуется следить за её исправностью; недопустимо использование сильно изношенного круга или повреждённого; при обнаружении перегревов выше +60С нужно остановить работу, выяснить причину, устранить её; следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка. В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
ВШГ-Головки внутришлифовальные
Внутришлифовальная головка (ВШГ) с ременным приводом, является узлом высокой точности и устанавливается на горизонтальные внутришлифовальные станки с классом точности П,В,А по Гост 25-1. Шпиндель может быть использован для станков другого назначения при установки его горизонтально и без реверса вращения шпинделя.
Головка внутришлифовальная-высокоточное изделие, качество работы которой и долговчность зависят от правильной установки.
При работе головки на больших оборотах возникает высокая температура, являющаяся основной причиной поломки подшипников. Поэтому в высокооборотных шлифовальных головках применяются специальные высокооборотные подшипники. Перед монтажом подшипники должны дуплексироваться для того, чтобы оба подшипника, устанавливающиеся в одну опору, находились в одинаковых условиях работы.
Дуплексированные подшипники должны отвечать требованиям ГОСТ 520.
Шлифовальный шпиндель представляет собой конструкцию, гильза, в которой на радиально-упорных подшипниках, класса точности 2, смонтирован вал. На заднем конце крепится шкив. Задний конец вала отличается от переднего большей длиной цилиндрического пояса. Радиальное биение рабоче поверхности шкива, относительно вала, определяется согласно ГОСТ 27855.
Существуют в следующем исполнении:
Исполнение 1 — шпиндель головки с посадочным конусом под оправки «концы шлифовальных шпинделей с наружным базирующим конусом» к примеру ВШГ 1.100х320
Исполнение 2 — шпиндель головки с цилиндрическим отверстием под оправки.
| № | Наименование | Исполнение | Предельная частота вращения, мин-1 | D, мм | L, мм | L1, мм | d, мм | d1, мм | d2, мм | l, мм | Наибольший диаметр круга, мм | Масса, кг |
| 1 | 12 | 12000 | 100 | 320 | 442 | 32 | 32 | 25 | 44 | 125 | 18,6 | |
| 2 | 12 | 12000 | 100 | 400 | 522 | 32 | 32 | 25 | 44 | 125 | 24,8 | |
| 3 | 22 | 12000 | 100 | 400 | 558 | 37,5 | 32 | 25 | 44 | 125 | 25,4 | |
| 4 | 12 | 15000 | 100 | 250 | 372 | 32 | 32 | 25 | 44 | 125 | 14,5 | |
| 5 | 12 | 10000 | 100 | 500 | 622 | 32 | 32 | 25 | 44 | 125 | 29,1 | |
| 6 | 12 | 10000 | 100 | 630 | 752 | 32 | 32 | 25 | 44 | 125 | 36,7 | |
| 7 | 22 | 12000 | 100 | 320 | 478 | 37,5 | 32 | 25 | 44 | 125 | 18,8 | |
| 8 | 12 | 15000 | 100 | 500 | 622 | 32 | 32 | 25 | 44 | 125 | 29,1 | |
| 9 | 22 | 10000 | 100 | 630 | 788 | 37,5 | 32 | 25 | 44 | 125 | 37 |
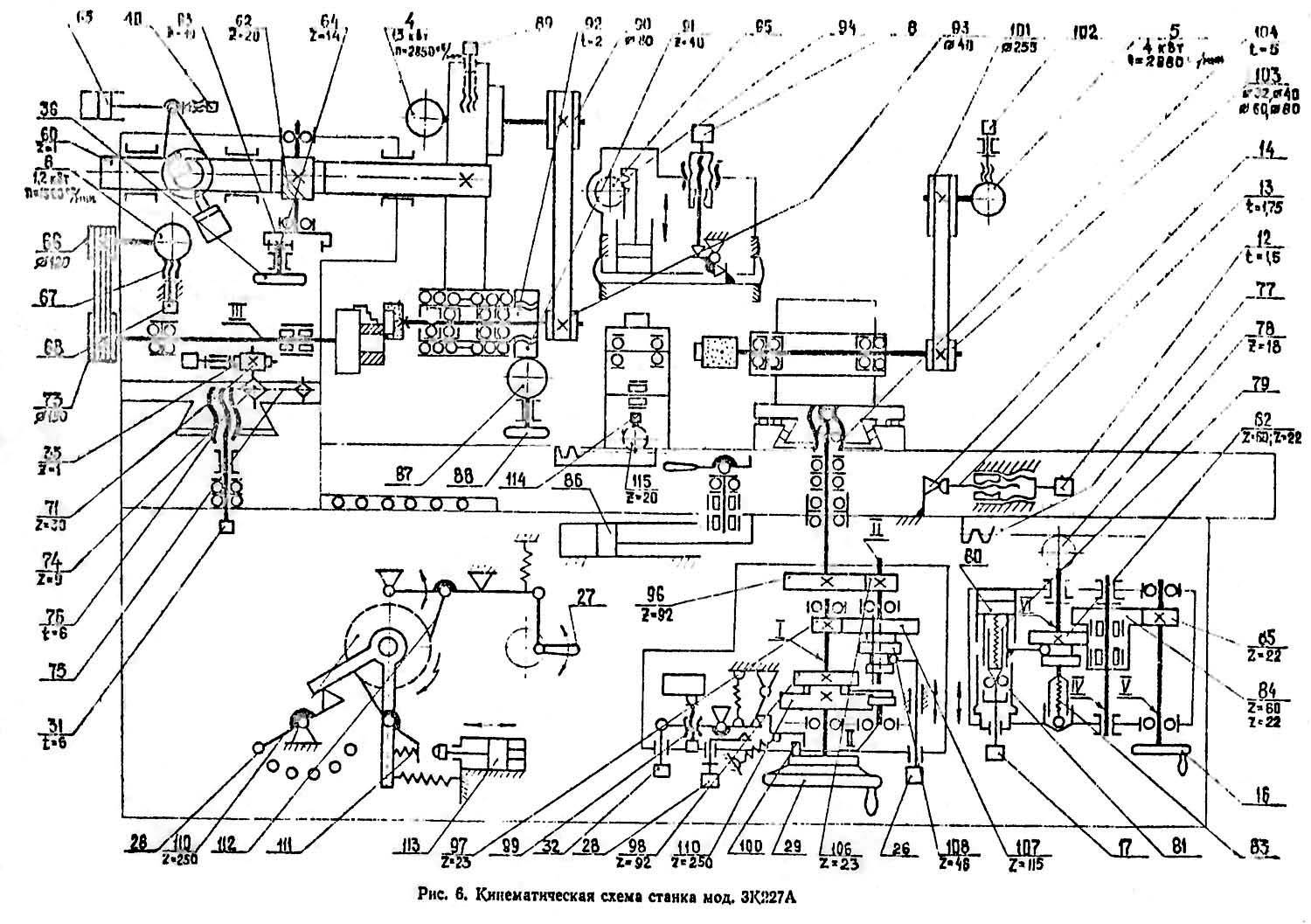
3К227В Кинематическая схема внутришлифовального станка
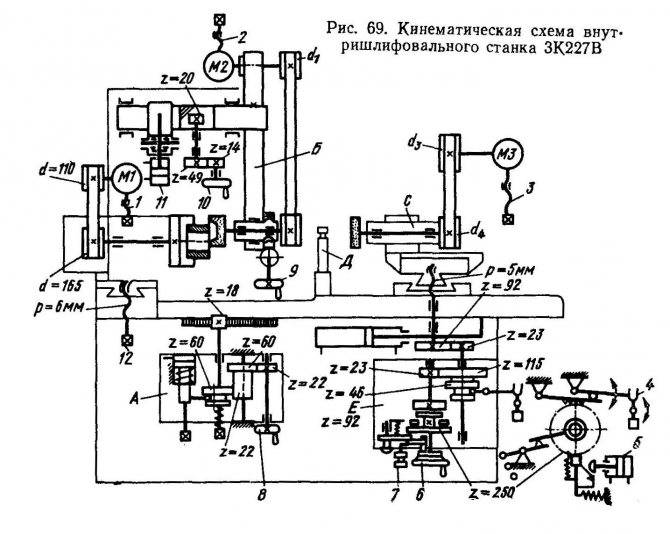
Кинематическая схема внутришлифовального станка 3к227в
Кинематическая схема станка (рис. 69) состоит из следующих цепей:
- вращения шлифовального круга и заготовки,
- поперечной подачи шлифовальной бабки С
- продольной подачи шлифовального круга.
При работе с торцешлифовальным приспособлением необходимы: вращение круга и заготовки и подача круга вдоль его оси.
Главное движение
Вращение шлифовального круга осуществляют от электродвигателя МЗ посредством плоскоременной передачи. Натяжение ремня производят винтом 3. Шлифовальная бабка снабжена четырьмя сменными шкивами d4 диаметрами 30, 40, 60 и 80 мм, что обеспечивает частоты вращения п = 8100 об/мин, n2 = 11000 об/мин, n3 = 16 200 об/мин и п4 = 22 000 об/мин. Привод круга торцешлифовального приспособления осуществляют от электродвигателя М2. Натяжение ремня производят винтом 2.

Движение подачи
Заготовка вращается от электродвигателя посредством ременной передачи 110/165. Натяжение ремня производят винтом 1. Частоту вращения заготовки регулируют бесступенчато от 140 до 1000 об/мин.
Предельное возвратно-поступательное перемещение стола осуществляют гидроприводом. Механизмы ручного и гидравлического перемещений стола А сблокированы, что исключает их одновременную работу. Ручное перемещение стола осуществляют маховичком 8, за один его оборот стол перемещается на 19 мм.
Шлифовальную бабку перемещают в поперечном направлении шариковой винтовой парой, что в сочетании с направляющими качения повышает плавность перемещения. Ручное поперечное перемещение шлифовальной бабки (как ускоренное, так и медленное) осуществляют механизмом поперечной подачи Е, вращая рукоятку 6. Перемещение за один ее оборот: ускоренное 2,5 мм, медленное 0,25 мм.
Дозированную ручную поперечную подачу шлифовальной бабки осуществляют качанием рукоятки 4 и через рычажную систему передают на собачку храпового колеса z = 250, которая поворачивает храповое колесо. Поперечное перемещение шлифовальной бабки при повороте храпового колеса на один зуб равно 0,002 мм за качание. Собачка храпового колеса может повернуть колесо на один — три зуба, что соответствует 0,002; 0,004; 0,006 мм за одно качание рукоятки 4.
Автоматическая поперечная подача шлифовальной бабки за двойной ход стола происходит от плунжера 5. Подачу настраивают рукояткой 7, штифт которой западает в сектор.
Ручное продольное перемещение торцового шлифовального круга производят вращением маховичка 10 через зубчатую передачу 14/49 и круговую рейку с модулем 1,5 мм и реечным колесом 2=20. За один оборот маховичка 10 торцовый круг перемещается на 1 (14/49)·20·1,5π=27 мм. Гидравлическое перемещение осуществляют цилиндром 11.
Тонкую подачу торцового шлифовального круга на врезание производят вращением маховичка 9 посредством червячной и винтовой передач. Тонкая подача за оборот маховичка 9 равна 0,1 мм.
Поворот бабки заготовки на угол для шлифования конических отверстий достигается вращением червячной передачи. Перемещение моста осуществляют рукояткой 12 посредством винтовой передачи. Правку шлифовального круга осуществляют механизмом Д.
Описание
Внутришлифовальные станки разделили на такие группы:
- Внутришлифовальное оборудование, в котором происходят вращения обрабатываемого элемента и шлифовочного диска. Подачи продольного и поперечного типа в данном случае осуществляется передвижением шпинделя или спереди расположенной бабки.
- Внутришлифовальные модели, на которые отделочную деталь (как правило, габаритную) ставят недвижимо, а диск выполняет орбитальное передвижение. Он вращается по окружности собственной оси и по окружности оси отверстия одновременно.

Внутреннее шлифование заготовки
Характеристики производства разделяют эти станки на универсальные машины, автоматы и полуавтоматы.
Универсальные типы (с патронным зажимом). Применяют при работах с коротенькими и длинными отверстиями. Обработка на вариантах конической формы проходит посредством разворота бабки на нужный наклон. Данные станки нашли свое распространение на вспомогательных и главных отделениях производственного предприятия. Они оснащены торцешлифовочным приспособлением, обработка при этом отличается высоким показателем точности по перпендикулярности торца к отверстию.
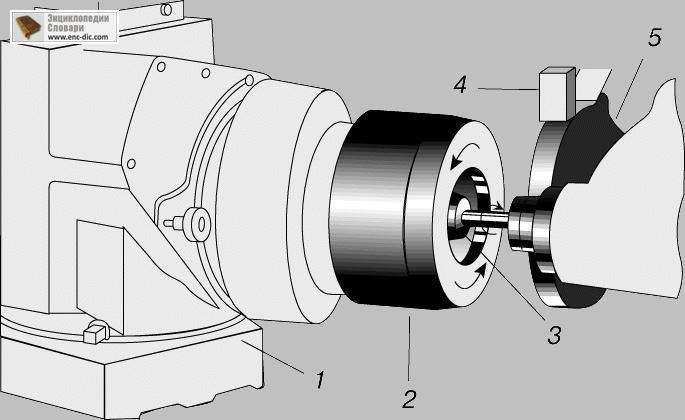
Схема шлифования внутренней фаски
Полуавтоматы. Их обширно используют для производства большого количества деталей. Такие виды оснащены измерительно-управляющими устройствами, ими в автоматическом режиме контролируют ход шлифовки. Обработка останавливается в тот момент, когда изделие достигает необходимых габаритов.
Автоматы. И центровые и бесцентровые варианты имеют устройство дополнительной загрузки. Оно подает обделываемую заготовку в район шлифовки. Еще здесь есть устройство, назначение которого – это автоматический крепеж, извлечение заготовки и контроль правок диска.
3К228А Кинематическая схема внутришлифовального станка

Кинематическая схема внутришлифовального станка 3к228а
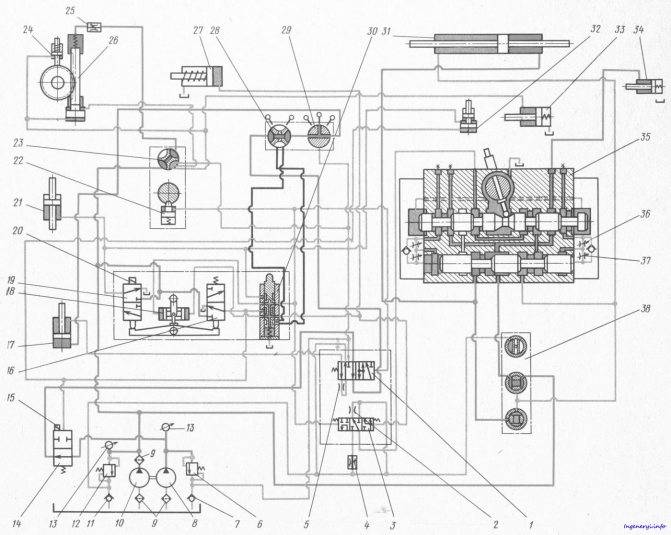
Описание кинематической схемы внутришлифовального станка 3К228А
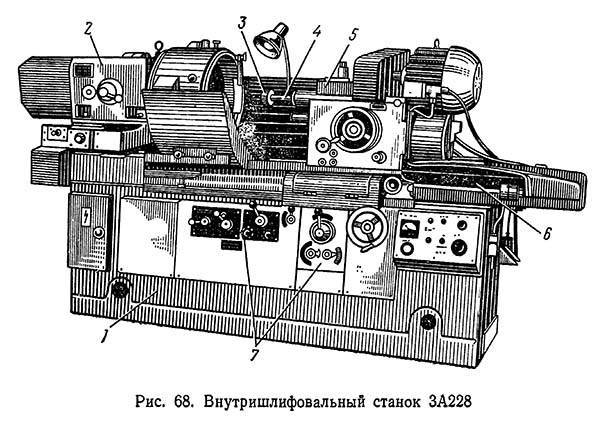
Универсальный внутришлифовальный станок 3К228А, кинематическая схема которого представлена на рис. 68, предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий с углом конуса при вершине до 60°. Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия сразу же после шлифования его отверстия.
На станине расположена бабка изделия, в патроне шпинделя которой зажимают шлифуемую деталь. На продольных направляющих качения станины установлен стол. На поперечных направляющих стола размещена шлифовальная бабка, несущая шпиндель со шлифовальным кругом. Внутри станины смонтирован гидропривод станка. Органы управления станком расположены на передней панели станины. Торцешлифовальное приспособление смонтировано на корпусе передней бабки.
Главное движение осуществляется от электродвигателя 65 через плоскоременную передачу 55 — 56. Шлифовальные шпиндели — сменные, со шкивами диаметром 60-160 мм, чем достигается изменение частоты вращения шлифовального круга.
Круговая подача — вращение шлифуемой детали — производится электродвигателем 7 постоянного тока с бесступенчатым регулированием частоты вращения вала через клиноременную передачу 66 — 67.
Продольная подача — возвратно-поступательное движение стола — осуществляется от гидропривода 33 с бесступенчатым регулированием скорости движения. Стол имеет также механизм ручного продольного перемещения. В этом случае от маховичка 18 вращение передается через зубчатые колеса 15 — 68 и 16 — 17 на реечное колесо 14 и рейку 13. Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидропривода ручная подача выключается путем вывода из зацепления с рейкой реечного колеса 14 с помощью блокировочного устройства 35, 21.
Поперечная подача шлифовального круга производится перемещением салазок суппорта шлифовальной бабки винтом 63 от механизма поперечной подачи. Эта подача может быть ручная (непрерывная или дозированная) и автоматическая от гидропривода. Ручная непрерывная подача осуществляется с помощью маховичка 52 через зубчатые колеса 44 — 45 и 61 —43 на винт 63. Дозированная ручная подача достигается путем качания рычага 50 через собачку 36, храповое колесо 47 и зубчатые передачи 44 — 45, 61-43 на винт 63.
Дозированная гидравлическая поперечная подача шлифовального круга осуществляется от гидроцилиндра 51 через храповое устройство 38, 40 на храповое колесо 47 и далее по предыдущей цепи — на винт 63. Заслонкой 37, управляемой кнопкой 55, можно ограничить число зубцов храпового колеса 47, захватываемых собачкой 40, т. е. установить определенную величину дозированной поперечной подачи шлифовального круга, или вообще отключить подачу от гидропривода.
Быстрое поперечное перемещение шлифовальной бабки осуществляется вручную с помощью маховичка 52, через зубчатые колеса 46 — 57, 61—43, и винта 63.
Торцешлифовальное приспособление. Станок оснащен торцешлифовальным приспособлением, позволяющим шлифовать торец детали специальным кругом. Шпиндель этого приспособления вращается от индивидуального электродвигателя 1 через ременную передачу 23 — 24. Наладочное продольное перемещение шлифовального круга достигается вращением маховичка 6 через зубчатую пару 5—4 с внутренним зацеплением и пару 3 — 2. Рабочая (осевая) подача производится при вращении маховичка 29; при этом через червячную пару 25—27 и винтовую пару качения 70 продольно перемещается гильза торцового шпинделя, несущего круг. Хобот 26 имеет три позиции и поворачивается от гидропривода 69 из верхнего нерабочего положения в нижнее рабочее и обратно, а также в положение, при котором осуществляется правка круга.
Механизм колебательного движения стола. В качестве приспособления станку придается механизм колебательного движения стола, который, сообщая ему продольные колебательные движения, заставляет шлифовальный круг совершать осциллирующие движения, способствующие получению менее шероховатой шлифуемой поверхности. Механизм имеет индивидуальный электродвигатель 39, от которого через червячную пару 66 — 58 приводится во вращение регулируемый эксцентрик 59, а от него приходит в колебательное движение рычаг 60, передающий, в свою очередь, качание столу.
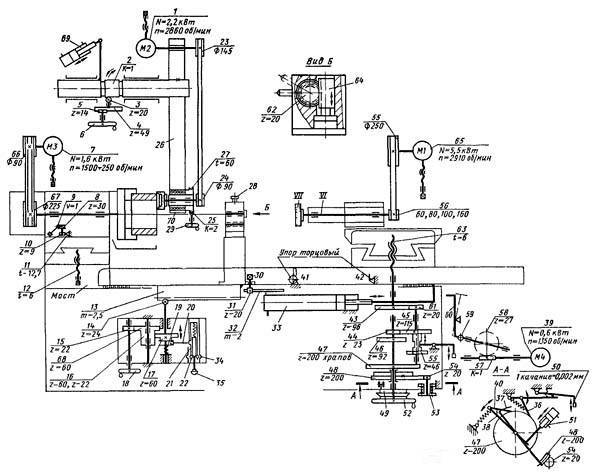
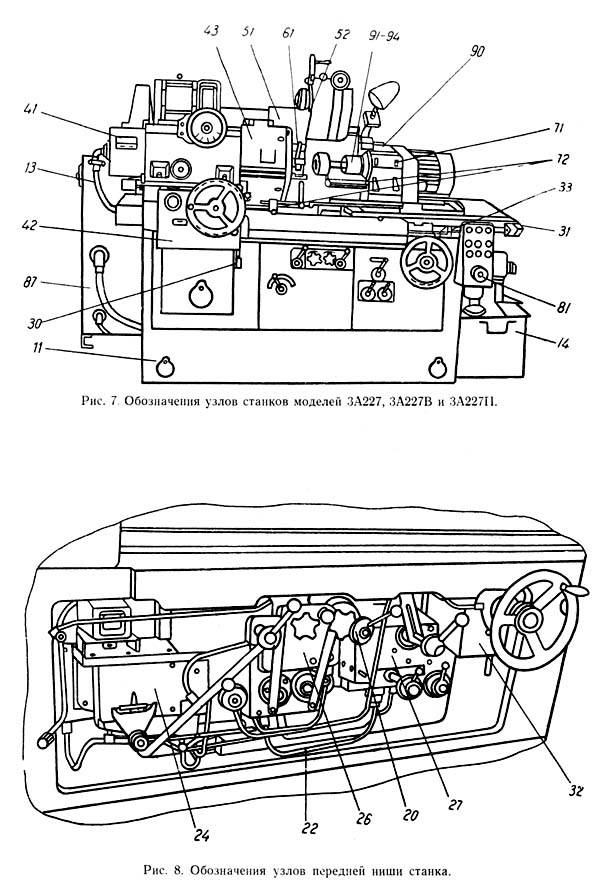
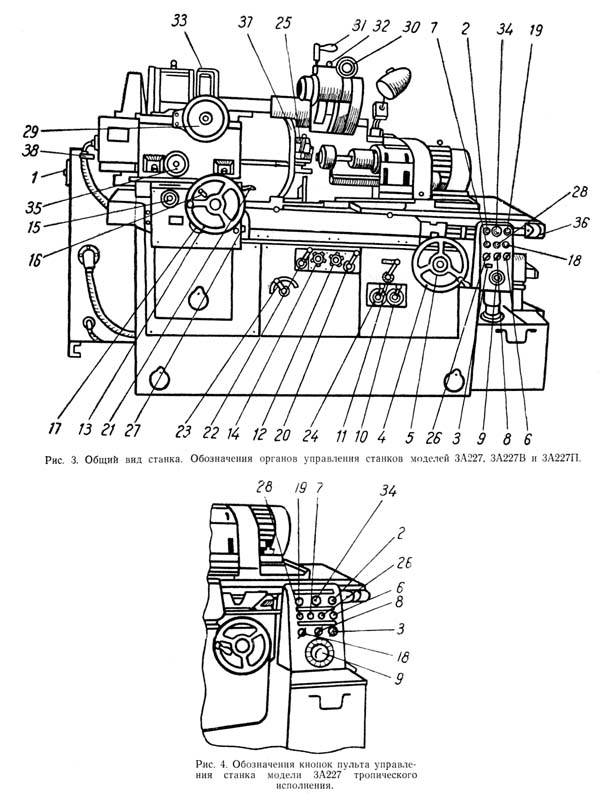
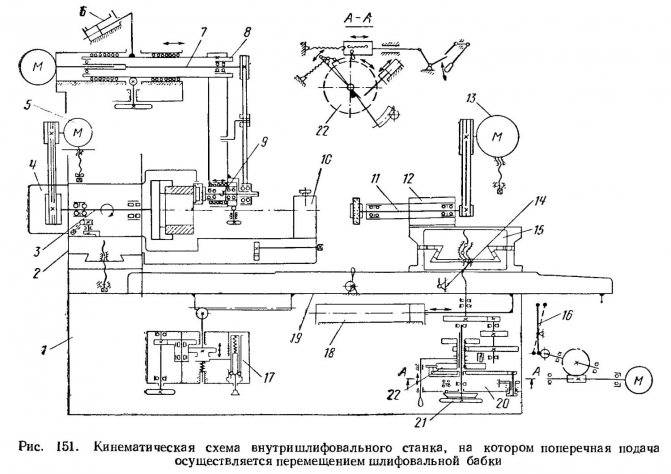
Кинематическая схема внутришлифовальных станков 3А227, 3А227П
Шпиндель изделия приводится во вращение от индивидуального электродвигателя постоянного тока мощностью 0,75 кВт с бесступенчатым регулированием числа оборотов через клиноременную передачу (i = Д/Д = 98/186). Пределы чисел оборотов шпинделя n=180 ÷ 1200 об/мин.
Привод шлифовального шпинделя осуществляется от индивидуального электродвигателя мощностью 3 кВт, 2880 об/мин посредством плоскоременной передачи. Различное число оборотов сменных шлифовальных шпинделей в пределах от 10 000 до 25 000 об/мин обеспечивается применением сменных шкивов «а валу электродвигателя. При смене шкивов устанавливаются сменные ремни различной длины в соответствии с таблицей настройки станка, установленной на станке.
Поворот бабки изделия на угол для шлифования конусных отверстий производится вращением через маховичок винта 9, имеющего шарообразную опору, и перемещением гайки 10, связанной с патронной бабкой.
Стол станка совершает возвратно-поступательное перемещение от гидроцилиндра с бесступенчатым регулированием скорости и имеет наладочное перемещение от механизма ручной подачи стола. От маховика ручной подачи стола движение передается через две пары шестерен 2—3, 4—5 (i = 18/53÷18/53) и реечную шестерню 6 на рейку 1, соединенную со столом. Перемещение стола за один оборот маховика равно 16,5 мм.
Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидравлики ручная подача выключается путем вывода из зацепления реечной шестерни осевым ее перемещением от гидроцилиндра блокировки. Кнопка 36 служит для довключения ручной подачи стола.
В переднем пазу стола устанавливаются пять упоров и планка 31. Длина хода стола при шлифовке ограничивается упорами 34 и 35, переключающими рычаг реверса стола. Длина хода стола при правке ограничивается упорами 32 и 35. Упоры 32 и 33 работают при включении длительной правки. Упор 37 блокирует стол в правом крайнем положении.
Поперечная подача салазок бабки изделия осуществляется с помощью винта 7 с шагом 3 мм и гайки 8 механизма поперечной подачи. Автоматическая непрерывная подача, не зависимая от реверсирования стола, осуществляется от гидроцилиндра. Шток гидроцилиндра связан с рейкой 11. Реечная шестерня 12 сидит на одном пустотелом валу с диском, несущим две собачки, которые ведут храповик 13, закрепленный на внутреннем валике. Далее через пару шестерен 14 и 15 (i = 20/60) вращение передается на винт подачи.
При движении поршня от гидроцилиндра вверх происходит рабочая подача, при движении вниз — отвод бабки в исходное положение («зарядка» механизма подачи). Скорость автоматической подачи изменяется бесступенчато в пределах 0,05 ÷ 1,2 мм /мин.
Автоматическая подача выключается выводом обеих собачек из зацепления с храповиком. При этом может осуществляться ручная подача вращением маховика через пару шестерен 19 и 15 (i = 20/60) на винт подачи или дозированная подача.



Перемещение бабки за один оборот маховика— 1 мм, цена деления лимба поперечной подачи — 0,0025 мм.
Механизм подачи обеспечивает после снятия установленного припуска автоматический отвод стола в исходное положение. Это осуществляется кулачком, выключающим микропереключатель. Кулачок получает вращение через паразитную шестерню 17 от валика реечной шестерни. Положение кулачка регулируется поворотом на своей оси. Цена деления установочного лимба — 0,01 мм.
Дозированная подача осуществляется через собачку, храповое колесо 22 и две пары зубчатых колес 21—20 и 19—15.
В станках моделей 3А227 и 3А227П торцешлифовальный шпиндель получает вращение со скоростью 5700 об/мин от индивидуального электродвигателя через плоскоременную передачу с 80 i = 80/40.
Мелкая подача (0,0025 мм на одно деление лимба) торцешлифовального круга осуществляется при вращении маховичка через червячную пару 28—27 и передачу винт-гайка.
Наладочное перемещение торцешлифовальной головки производится вращением маховичка через редуктор 29-30, на валу которого имеется косозубая шестерня 24, находящаяся в зацеплении с рейкой (выполненной в виде модульной резьбы) на подвижной гильзе 23 торцешлифовального приспособления, несущей кронштейн со шпинделем. Величина перемещения шпинделя за один оборот маховичка 23,5 мм.
Поворот штанги в рабочее и нерабочее положение производится гидроцилиндром посредством рейки 25 и зубчатого сектора 26.
При шлифовании сквозных ступенчатых и глухих отверстий необходимо пользоваться жестким торцовым упором, который предохраняет от врезания шлифовальный круг при реверсе стола. Упор настраивается при помощи винта 37.
Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения; уровень биений не должен превышать допустимых значений, указанных в техдокументации; обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора; перед запуском нужно убедиться в работоспособности защитной системы; запрещено касаться руками вращающихся узлов, механизмов, заготовок; важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку; если предусмотрена система охлаждения, то требуется следить за её исправностью; недопустимо использование сильно изношенного круга или повреждённого; при обнаружении перегревов выше +60С нужно остановить работу, выяснить причину, устранить её; следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка. В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
Классификация и конструкция станков

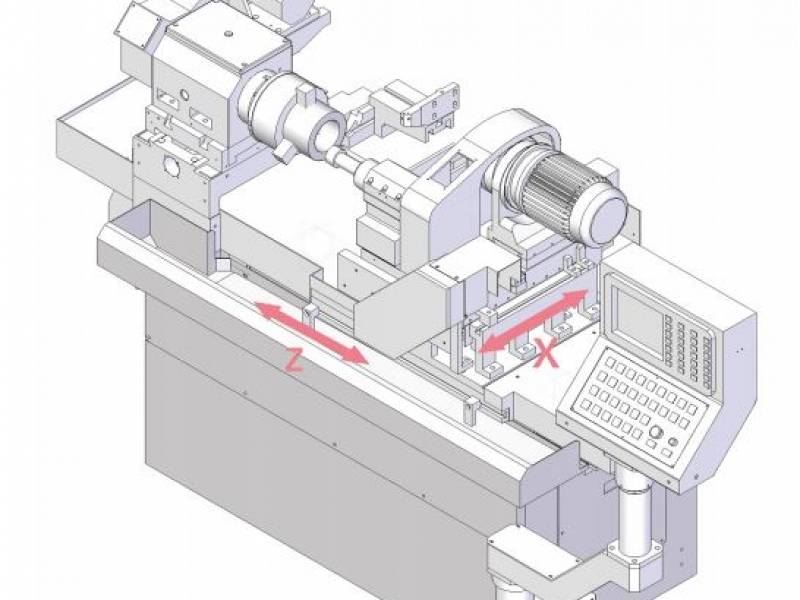
Модель, предназначенная для обработки больших заготовок
Современные внутришлифовальные станки разделяются на несколько типов. Конструктивно они схожи с горизонтальными или вертикальными фрезерными установками. Разница заключается в способе обработки деталей – шпиндель находится в заготовке и методом вращения убирает излишки материала.
Зачастую заготовка остается неподвижной. Вращение от главного привода передается валу шпиндельной головки. На ней устанавливают шлифовальные инструменты различных видов. Их выбор зависит от степени обработки и материала изготовления детали. Для обработки больших изделий применяются специальные модели станков, рассчитанные на значительные нагрузки.
В зависимости от конструктивных и функциональных особенностей существуют следующие типы внутришлифовальных станков:
- одношпиндельные. Предназначены только для шлифования внутренних поверхностей цилиндрических или конических заготовок;
- двухшпиндельные. Дополнительно к основной функции второй шпиндель выполняет обработку кромок изделий. Это позволяет повысить производительность и как следствие – качество изготовления;
- двухсторонние двухшпиндельные. Относятся к разряду специального оборудования. В них деталь закрепляется на конструкции, благодаря которой происходит шлифовка изделия с двух сторон. Таким образом обрабатываются сложные по конфигурации фигуры.
Кроме этих показателей при выборе необходимо учитывать специфику комплектации оборудования и способ управления производственным процессом. Для максимальной автоматизации рекомендуется выбирать модели с ЧПУ. Они позволяют увеличить качество обработки. Но для этого необходимо правильно составить программу и тщательно рассчитать изначальную и требуемую конфигурацию детали.