
Возможности оборудования
Фрезерный станок 676П позволяет проводить фрезерование деталей при помощи цилиндрических, фасонных и дисковых фрез. Этот универсальный инструмент может оснащаться двумя типами шпинделей:
- поворотно-вертикальный шпиндель. Позволяет использовать торцевую и шпоночную фрезы,
- горизонтальный шпиндель. Работает с фасонными, дисковыми и цилиндрическими фрезами.

Комплектация двумя видами шпинделей отличает данный станок от других устройств, представленных на рынке. Эта особенность позволила инструменту завоевать популярность в семидесятых и восьмидесятых годах прошлого века. Благодаря ней устройство востребовано и в среде современных мастеров.
Важной характеристикой является возможность одновременного функционирования сразу двух шпинделей. При помощи фрезерного станка СФ 676 (более поздняя модель, имеющая незначительные отличия от предыдущего агрегата), кроме фрезерования, можно также проводить следующие операции:
- сверление,
- растачивание,
- зенкерование.
Инструмент позволяет:
- обрабатывать наружные и внутренние поверхности деталей и тела вращения, при помощи метода обточки,
- нарезать пазы, уступы,
- обтачивать шлицы на валах,
- формировать зубчатые колеса.

Высокая точность фрезерного станка 676П (относится к категории «Н») позволяет использовать его как в бытовых условиях, так и на мелкосерийных производствах. Инструментальные цехи машиностроительных заводов также активно оснащаются данным инструментом.
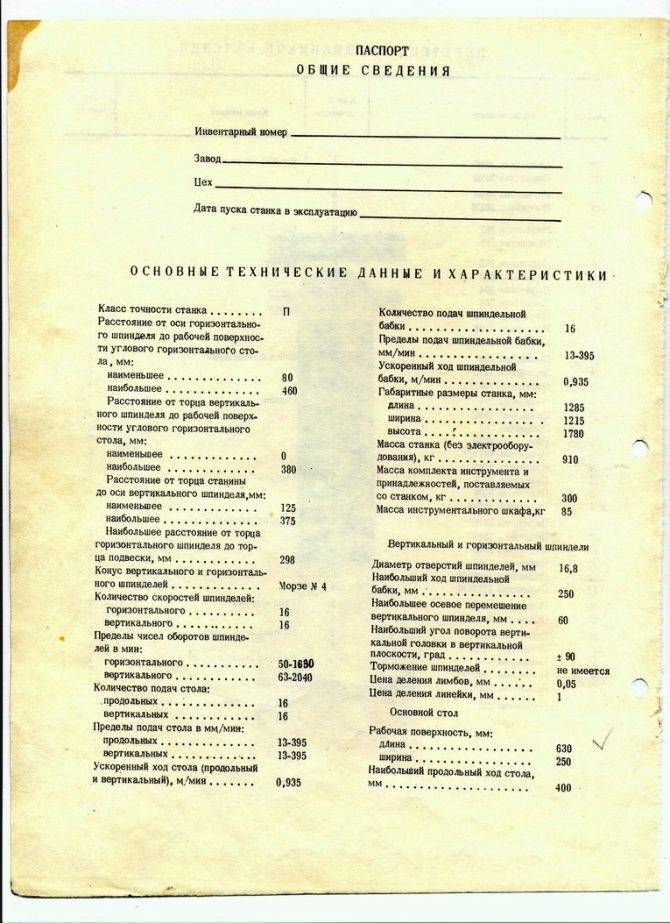
Технические характеристики
Поставляется по требованию
Наименование параметров по ГОСТ 23330-73 | СФ-676П |
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм | |
наименьшее | 80 |
наибольшее | 480 |
наименьшее | |
наибольшее | 380 |
Расстояние от торца станины до оси вертикального шпинделя, мм | |
наименьшее | 125 |
наибольшее | 375 |
Конус вертикального и горизонтального шпинделей по ГОСТ 24644-81 | Морзе 4 |
Количество скоростей шпинделей | |
горизонтального | 16 |
вертикального | 16 |
Пределы частоты вращения шпинделей, об/мин | |
горизонтального | 50-1630 |
вертикального | 63-2040 |
Количество подач стола: | |
продольных и | 16 |
вертикальных | 16 |
Пределы подач стола, мм/мин | |
продольных и вертикальных | 13-395 |
Ускоренный ход стола (продольный и вертикальный) м/мин | 0,935 |
Количество подач шпиндельной бабки | 16 |
Пределы подач шпиндельной бабки, мм/мин | 13-395 |
Ускоренный ход шпиндельной бабки м/мин | 0,935 |
Габаритные размеры станка, мм | 1350х1230х2060 |
Масса станка , кг. | 1160 |
Шпиндели (вертикальный, горизонтальный) | |
Наибольший ход шпиндельной бабки, мм | 300 |
Наибольшее осевое перемещение вертикального шпинделя, мм | 65 |
Наибольший угол поворота вертикальной головки в вертикальной плоскости, град | +-90 |
Цена деления линейки, мм | 1 |
Цена деления лимбов, мм | 0,05 |
Основной вертикальный стол | |
Рабочая поверхность, мм | |
длина | 630 |
ширина | 250 |
Наибольший продольный ход стола, мм | 450 |
Наибольший вертикальный ход стола, мм | 380 |
Число Т-образных пазов | 3 |
Расстояние между Т-образными пазами, мм | 80 |
Масса, кг | 72 |
Угловой горизонтальный стол | |
Рабочая поверхность стола, мм | |
длина | 800 |
ширина | 250 |
Число Т-образных пазов | 5 |
Ширина Т-образных пазов, мм | 14 |
Расстояние между Т-образными пазами, мм | 50 |
Техническая характеристика электрооборудования | |
Приводной ремень, тип/кол-во | А2000Т/3 |
Цепь приводная, тип/кол-во/кол-во звеньев | ПР-12,7-1820-1/2/78+72 |
Вид климатического исполнения по ГОСТ15150 | УХЛ-4.1 |
Род тока питающей цепи | Переменный трехфазный |
Частота тока, Гц | 50 |
Напряжение силовой сети, В | 380 |
Напряжение цепи управления, В | 380 |
Напряжение цепи освещения, В | 24 |
Количество двигателей на станке | 2 |
Двигатель привода | АИР 100С4У3 |
исполнение | 1 М 1081 |
Мощность, кВт | 3 |
частота вращения, об/мин | 1500 |
Электронасос | П-0,25.М.10 |
Мощность, кВт | 0,12 |
Производительность, л/мин | 22 |
частота вращения, об/мин | 2800 |
Суммарная мощность всех электродвигателей, кВт | 3,12 |
Номинальный ток станка, А | 7,05 |
Номинальный ток сработки автоматического выключателя, А | 10 |
Марка масла для смазки | И30А ГОСТ 207799-75 |
Тип насоса | Поршневой |
Производительность насоса, см³/ход | 6-8 |
Тип смазочной станции | поршневой |
Смазочная система | двухконтурная |
Основной заливной объем смазочного материала, л | 4,5 |
Количество точек в питателе | 8 |
Предельные значения уровня шума, дБа | 95 |
Наибольшее усилие резанья, допускаемое//предельное механизмом подач, Кгс | 600 |
Допустимое значение осевой составляющей силы резанья, действующей на вертикальный шпиндель, Кгц | 125 |
Наибольшее усилие на рукоятках органов управления/рукоятках маховиков перемещения по осям/подъем суппорта вверх, Кгц | 4/4/8 |




| Стол угловой горизонтальный | |
| Рабочая поверхность стола, мм | |
| длина | 800 |
| ширина | 250 |
| число Т-образных пазов | 4 |
| ширина Т-образных пазов, мм | |
| -центрального | 14 |
| -крайних | 14 |
| Расстояние между Т-образными пазами, мм | 50 |
| Масса, кг | 75 |
| Привод | |
| Ремень приводной клиновой | А-2000Т |
| количество | 3 |
| Цепь приводная роликовая нормальная | ПР-12,7-1820-1 |
| количество | 2 |
| количество звеньев у одной цепи | 78 |
| количество звеньев у одной цепи | 72 |
| соединительное звено | С-ПР-12,7-1820 |
| количество | 2 |
| Характеристика электрооборудования | |
| Род тока питающей цепи | переменный трёхфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Количество двигателей на станке | 2 |
| Напряжение силовой сети, В | 380 |
| Напряжение цепи управления, В | 380 |
| Напряжение цепи освещения, В | 24 |
| Двигатель привода | АИР 100С4У3 |
| исполнение | 1 М 1081 |
| мощность, кВт | 3 |
| частота вращения, об/мин. | 1500 |
| Электронасос | П-0,25.М.10 |
| мощность, кВт | 0,12 |
| производительность, л/мин. | 22 |
| частота вращения, об/мин. | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 3,12 |
| Характеристика системы смазки станка | |
| Марка масла для смазки | индустриальное И-30 А |
| Тип насоса смазки шестерён | поршневой |
| Производительность насоса, см3/ход | 6-8 |
| Тип смазочной станции | поршневой |
| Количество точек в питателе | 8 |
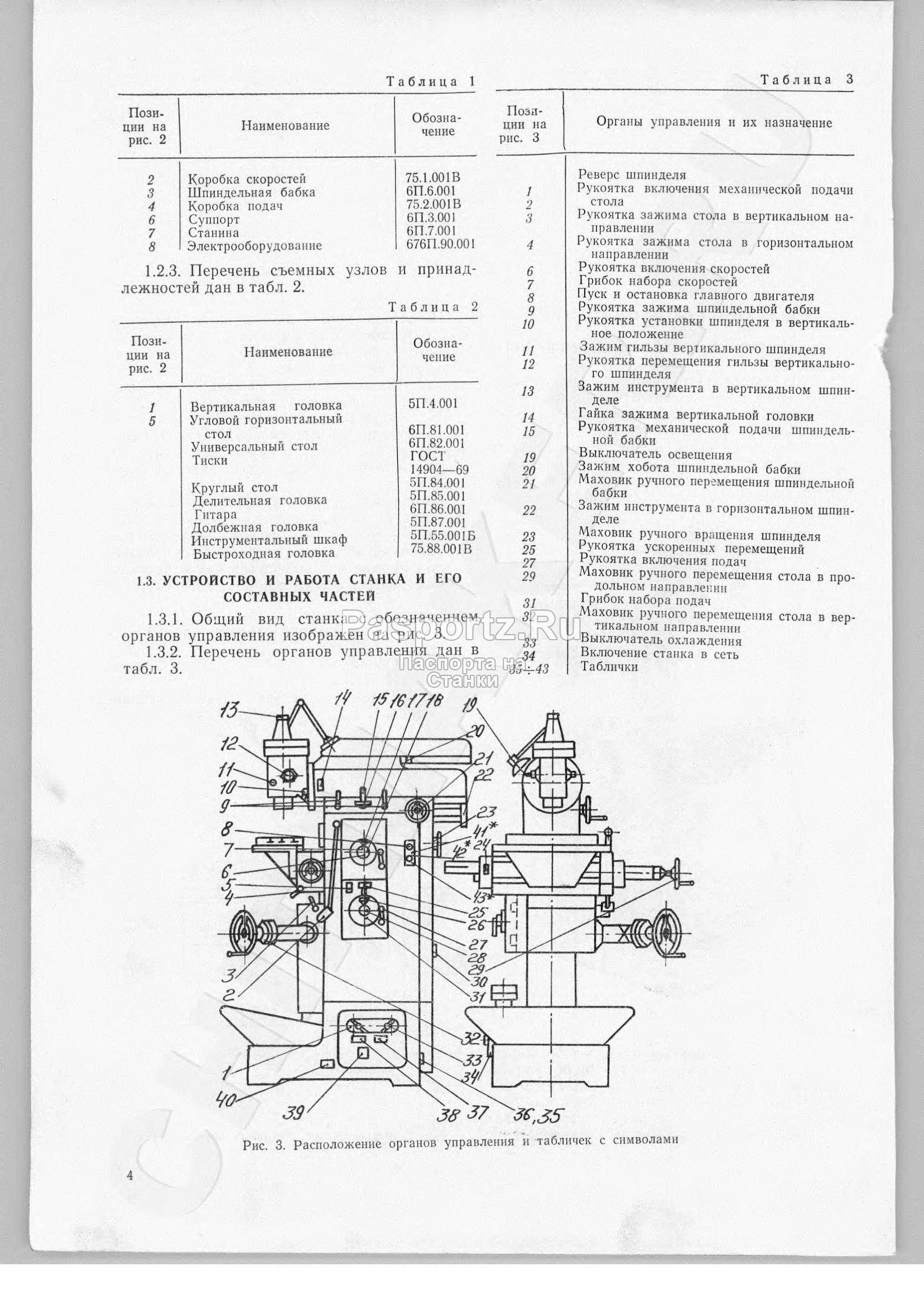
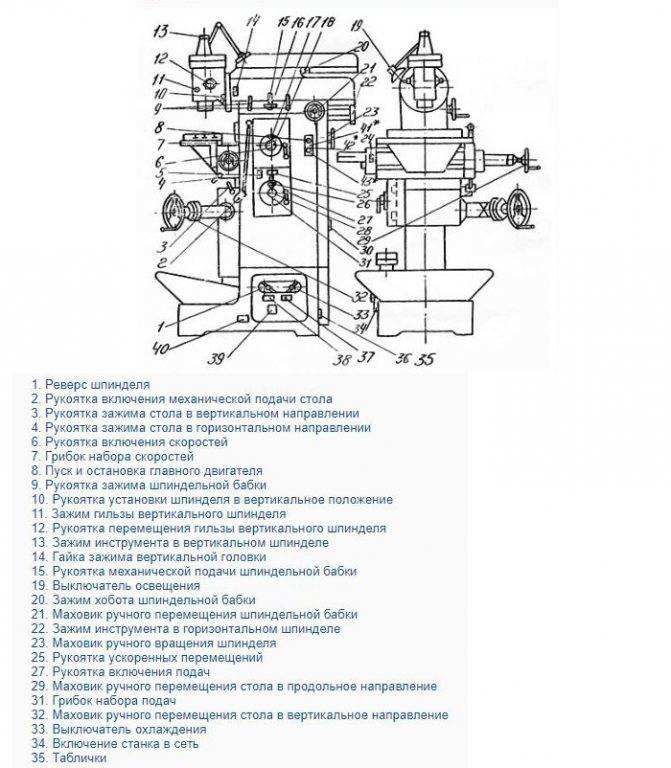
Общий вид, органы управления
Станок СФ-676 относится к нормальному классу по точности обработки. Валы, расположенные в обоих плоскостях, находятся в шпиндельной бабке и между собой соединены зубчатой передачей. Направляющие расположены горизонтально, а поверх них расположена диаметральная подача шпиндельной бабки, которая производит поперечное движение.
Скоростной механизм снабжен 16 режимами, которые сообщаются обоим валам. Согласно паспорту к крайней грани бабки легко прикрепить вал вертикального типа. Оборудование снабжено двумя рабочими столами. Основные органы управления станком:
- ручка для зажимания стола в различных положениях: по вертикали и по горизонтали;
- реверс бабки шпинделя;
- ручка для включения скоростей;
- ручка для набора скоростей;
- маховик для управления перемещением шпинделя вручную;
- рукоятка механики шпиндельной бабки;
- кнопка включения-выключения местного освещения;
- пуск и стоп для основного двигателя;
- движение стола по вертикали в ручном режиме.
В основании оборудования расположен электронасос, который осуществляет привод жидкости для охлаждения, а также является емкостью для охлаждающей жидкости.
Технические характеристики
Рассматривая фрезерный станок 676п технические характеристики следует отметить нижеприведенные моменты:
- Универсальный фрезерный станок 676п имеет 16 скоростей шпинделя.
- Горизонтальный шпиндель станка 676п может иметь частоты вращения в пределе от 50 до 1630 об/мин. Вертикальный шпиндель имеет данный показатель в пределе от 63 до 2040 об/мин.
- Технические характеристики также указывают, что число подач составляет 16. Оператор может выбирать значение подачи из предела 13-395 мм/мин.
- Технический паспорт фрезерного станка 676п указывает на то, что мощность электрического двигателя составляет 3 кВт.
- Габариты углового горизонтального стала: 800 х 250 мм; поверхности вертикального стала 630 х 250 мм; размеры всего станка: 1200 х 1240 х 1780 мм.
- Рассматривая технический паспорт станка 676п можно отметить, что шпиндель может поворачиваться на угол до 900.
Приведенные параметры определяют то, что фрезерование может проходить путем применения фиксированных значения скорости и подачи. Особенности шпинделя позволяют проводить установку самых различных фрез и некоторых других режущих инструментов.
Внешний вид станка 676П
Внешний вид станка 676П
Модификации универсального фрезерного станка СФ 676.
- 40АТ5;
- КМ4;
- КМ4 – Ф2, содержащий2 – координатную УЦИ и конусКМ4;
- 40АТ5 – Ф2,содержащий2 – координатную УЦИ и конус 7:24 – 40;
- 40АТ5 – Ф3,содержащий3 – координатную УЦИ и конус 7:24 – 40;

- КМ4 – Ф3, содержащий 3 – координатную УЦИ и конус КМ4;
- Л – облегченный, разработан для передвижных мастерских.

Кроме того, самой компактной для использования моделью рассматриваемого станка будет 676П. Данная модель отличается чуть меньшей массой самого станка и более низкой мощностью двигателя. Однако, данные особенности никак не отразились на функциональных характеристиках, а также производительности.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность – около 65%.
Рассматриваемое оборудование используется в единичном и мелкосерийном производстве, преимущественно на машиностроительных предприятиях и инструментальных комбинатах. На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
- Остов оборудования выполнен из чугуна, имеет большую массу, обеспечивающую надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малоразмерными заготовками и деталями длиной до 0,8 м при ширине – 0,25 м.
- Агрегат может комплектоваться долбежным наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты станка дают возможность его размещения даже в обычном гараже.
- Многоуровневый спектр вращения шпиндельных головок способствует оптимальному подбору режимов отделки металлов, в зависимости от их твердости.
Преимущества
Конструкция «ДВОЙНОЙ ЦИЛИНДР»
В станке применяется оригинальное решение конструкции ВФГ, по принципу «ДВОЙНОЙ ЦИЛИНДР», которою можно поворачивать под углом ±90 градусов. Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушений, позволяет вести силовое фрезерование.
Блок УЦИ
Станок комплектуется блоками УЦИ производства СКБ ИС и производства GIVI-Electonics. Блок УЦИ оснащен прямой системой отсчета, которая отображает фактическое положение или перемещение рабочего узла в пространстве, а не вращение приводного винта оси.
Подача СОЖ
Подача СОЖ в зону резания осуществляется через модульно-шарнирную трубку
Долбежные операции
Реализована возможность производить долбежные операции.
Наличие двух шпинделей
Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Промышленное светодиодное освещение
На станке применяются промышленное светодиодное освещение, возможна установка дополнительного, более мощного, герметичного освещения.
Модификации станка СФ-676
СФ-676-40АТ5 — модификация станка с конусом 7:24-40 СФ-676-КМ4 — модификация станка с конусом КМ4
СФ-676-КМ4-Ф2— модификация станка с УЦИ на 2 координаты, конус КМ4
СФ-676-40АТ5-Ф2 — модификация станка с УЦИ на 2 координаты, конус 7:24-40
СФ-676-40АТ5-Ф3 — модификация станка с УЦИ на 3 координаты, конус 7:24-40
СФ-676-КМ4-Ф3 — модификация станка с УЦИ на 3 координаты, конус КМ4
СФ-676-Л — облегченная модификация станка для установки в передвижные мастерские
Функциональные возможности
Широкоуниверсальный фрезерный станок СФ-676 дает возможность выполнять следующие операции по металлу:
- сверление;
- фрезерование;
- расточка;
- развертывание;
- долбежка;
- зенкерование.
При фрезеровании широкоуниверсальный фрезерный станок СФ-676 позволяет вести обработку заготовок длиной до 80 см и шириной до 25 см.
Конструктивные особенности
Выделяют следующие ключевые конструктивные особенности широкоуниверсального фрезерного станка СФ-676:
- литая чугунная станина обеспечивает эффективное гашение вибраций и, как следствие, высокую точность обработки заготовок;
- широкий диапазон возможных скоростей подачи и частоты вращения шпиндельной головки обеспечивает универсальность оборудования, возможность применения различных режимов обработки;
- система подачи СОЖ с электронасосом производительностью 22 л/минуту;
- широкоуниверсальный фрезерный станок СФ-676 оснащают дополнительным шпинделем на выдвижном хоботе с возможность поворота рабочего инструмента в диапазоне под углом к обрабатываемой заготовке (0-90 градусов в двух плоскостях);
- возможность одновременного использования вертикального и горизонтального шпинделя.
Конструкционные особенности станка
Универсальная конструкция станка позволяет использовать его для разных работ. При этом агрегат позволяет высококачественно обрабатывать детали, успешно справляясь с функциями, которые на него возложены. Благодаря продуманной компоновке, устройство отличается надежностью и выносливостью.
Основа станка сделана из чугуна. К ней крепится станина. На последней, в свою очередь, закреплены шпиндели. Также к станине прикреплен рабочий стол станка, коробка передач и силовая установка.
Рабочий стол оснащен монтажными пазами, при помощи которых можно фиксировать детали. Сборка стружки осуществляется благодаря выемке, установленной в нижней части инструмента. Устройство также оснащено системами, отвечающими за подачу охлаждающей жидкости и СОЖ.
Среди конструктивных особенностей фрезеровального агрегата можно выделить:
- оснащение двумя шпинделями, о чем уже упоминалось ранее;
- наличие нескольких режимов работы;
- присутствие в компоновке маховика с вертикальным перемещением.
Следует отметить, что конструкторы устройства предусмотрели оснащение его дополнительными элементами, не входящими в стандартную комплектацию. Наиболее распространенной модификацией является добавление к устройству долбежной головки, благодаря которой можно выполнять долбление деталей, созданных из стали.
Шпиндельная бабка
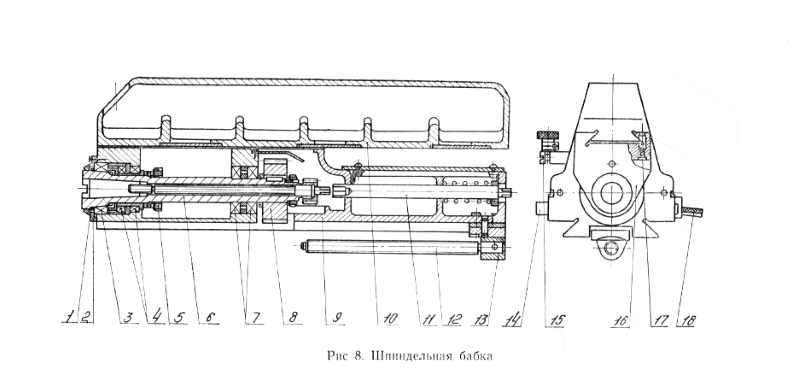
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.





В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
676-ая серия фрезерных станков, крайне востребованная во времена СССР, не потеряла своей популярности и сегодня. В эксплуатации широко распространено как оборудование производства 70-80 годов, так и современные модификации данных моделей.
Фрезер 676Ф на советском чертеже
В данной статье мы рассмотрим универсальный фрезерный станок СФ-676, изучим его компоновку и принцип действия, а также уделим внимание аналогу данной модели — фрезеру 676П, и выясним чем они отличаются друг от друга
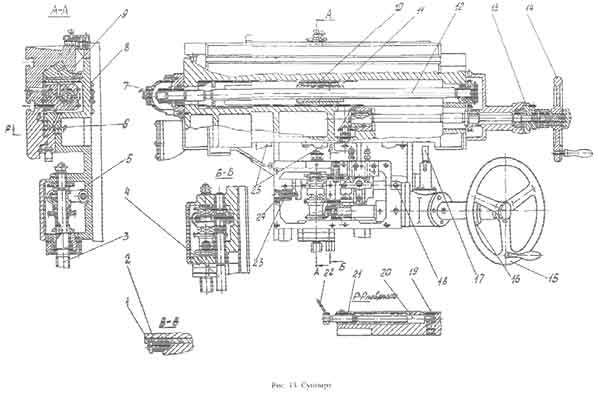
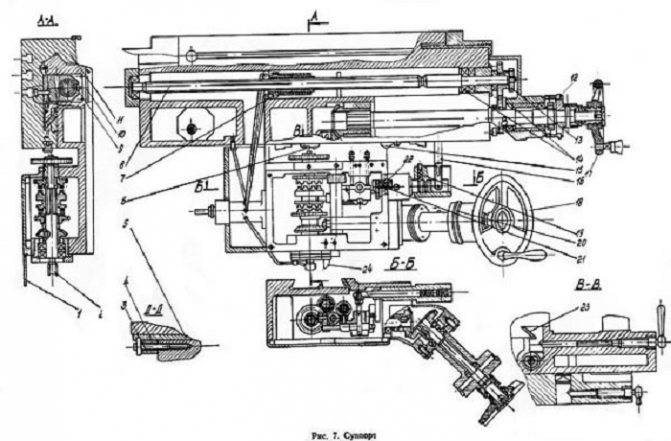
6М76П Суппорт фрезерного станка
Суппорт фрезерного станка 6м76п
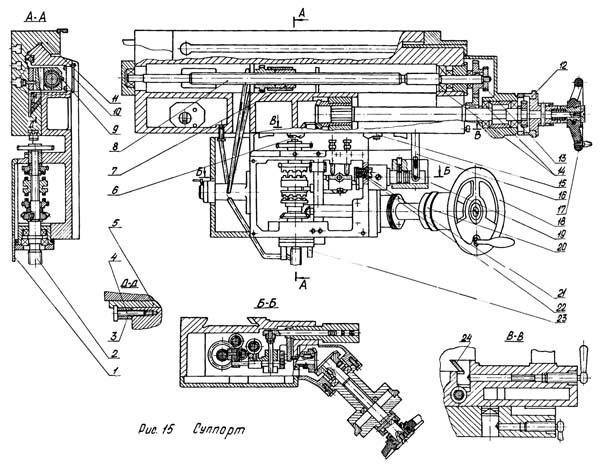
Суппорт (рис.15) служит для продольного и вертикального перемещения основного стола II механически или вручную.
Приводной вал 23 получает вращение от коробки подач и передает его ходовым винтам 2 и 8, через которые столу сообщаются подачи.
Управление механическими подачами производится крестовой рукояткой, её направление перемещения совпадает с направлением движения суппорта. В продольном направлении механические подачи отключаются механическими упорами 6 и 15, которые могут устанавливаться на нужный размер.
Вертикальная подача отключается упорами, установленными на станине.
Стол можно перемещать и вручную маховиками 17 и 18. Перемещение стола контролируется:
- миллиметровыми линейками
- лимбами 12,20 с ценой деления 0,05 мм
- концевыми мерами и индикатором с ценой деления 0,01 мм
Бабка фрезерная горизонтальная
Горизонтальный шпиндель 7 (рис.16) монтируется в шпиндельной бабке, осуществляющей поперечную подачу. Шпиндель получает вращение от коробки скоростей через промежуточное зубчатое колесо, находящееся в станине, и шестерню 9, сидящую на шпинделе.
Передняя опора шпинделя – двухрядный роликовый подшипник 3 с коническим отверстием.
Задняя опора 8-2 шарикоподшипника. Осевые усилия воспринимаются упорными подшипниками 4.
Инструмент в шпинделе зажимается при помощи инерционного зажима инструмента, имеющего самостоятельный привод.
При работе цилиндрическими фрезами оправку фрезы поддерживают кронштейном 20, который можно переставлять вдоль хобота 17. Положение кронштейна фиксируют прижимом 21. Хобот в нужном положении зажимают клином.
Перемещение бабки осуществляют винтом 18 и вращающейся гайкой, закрепленной в станине. Величина механического перемещения устанавливается упорами 19.
Для точного перемещения на бабке устанавливается индикатор 22, а на плиткодержателе устанавливаются концевые меры.
Станина
Станина 15 (рис. 17) установлена на основании 19 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями.
К основанию на кронштейне 17 крепится электродвигатель, сообщающий вращение механизмам коробок скоростей и подач. Передача вращения от коробки подач к механизмам подач стола и шпиндельной бабки осуществляется двумя цепными передачами 5 и 8-16. Цепи натягиваются звездочками 12.
Маховиком, расположенным в верхней части станины, перемещают бабку фрезерную горизонтальную вручную.
Съемник для установки вертикальной головки
Съемник (рис.27) предназначен для установки вертикальной головки в рабочее и не рабочее положение. Съемник состоит из корпуса I закрепленного на станине, кронштейна 6, двух рычагов 3,4 и двух осей 2,5.
Внимание! При работе вертикальным шпинделем съемник отсоединить от вертикальной головки при помощи пальца 5
Механизм зажима инструмента
Механизм зажима (рис.16; 18) состоит из шомпола 10, гайки 12, маховика 13 с собачками II и электродвигателя 16.
Вращение от электродвигателя передается на маховик. При достижении определенного момента инерции одна из собачек преодолевает усилие пружины 15 и передает вращение на гайку 12 через поводок 14. Шомпол, вкручиваясь в гайку, получает возвратно-поступательное движение и с помощью четырех шариков 5 втягивает инструмент в шпиндель с усилием до 12000 Н.
Время зажима (отжима) инструмента 3-4 секунды. Гарантированный зажим инструмента при двух срабатываниях механизма.
Внимание! Зажим (отжим) инструмента в вертикальной головке производить в верхнем положении гильзы
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
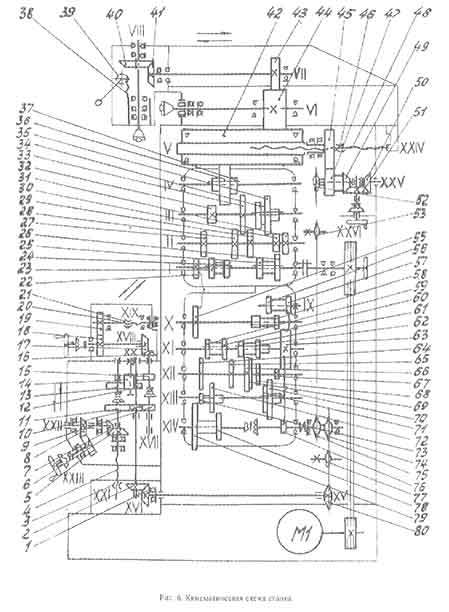
Схема кинематическая фрезерного станка 676П
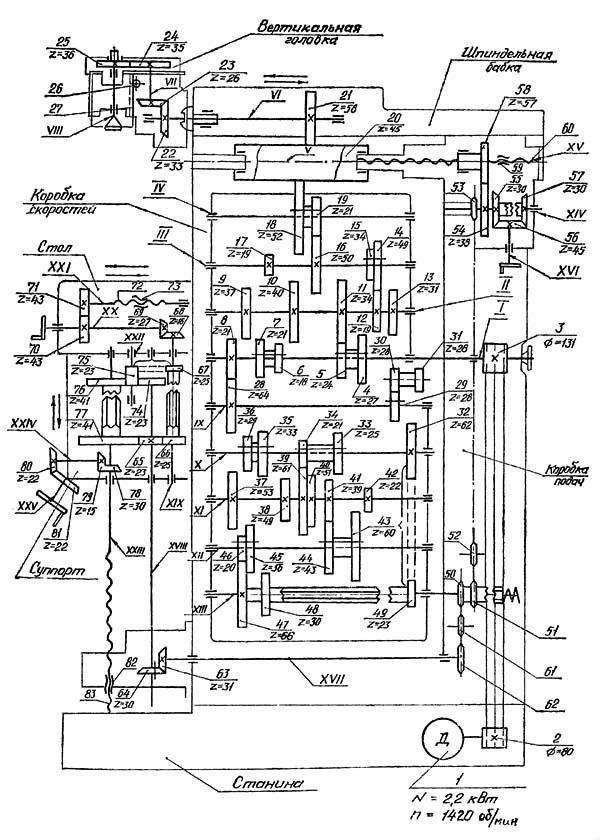
Кинематическая схема фрезерного станка 676П
Цепь главного движения
От электродвигателя 1 мощностью 2,2 кВт движение передается на вал 1 при помощи клиноременной передачи 2—3. От вала 1 через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22—23 и цилиндрическую 24—25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5—4, 14—15, 19—18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал 1 коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50—62, 51—53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63—64 получает вращение вал XVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65—77, а обратное — через шестерни 74—75—76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу XXV, через конические пары 80—81 и 78—79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66—65 и 74—75—67 на вал XIX, через коническую пару 68—69 на вал XX, а затем через шестерни 70—71 на вал винта XXI.
В случае переключения муфты на валу XIV механизм поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55—56 или 56—57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 5 и 6.
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
2 Схемы и конструктивное устройство
Станина широкоуниверсального фрезера СФ-676 выполнена из чугуна, она выступает несущим основанием на котором закреплены основные конструктивные узлы станка. С левой части станины смонтирована коробка подачи и блок скоростей. По ее верхней части перемещается бабка, на которой установлен горизонтальный шпиндель. На этой же бабке по мере необходимости можно крепить вертикальный шпиндель (к передней торцевой части).
Суппорт фрезера установлен на вертикальные направляющие, стол — на горизонтальные. СФ-676 оснащен двумя рабочими столами, основным из которых является горизонтальный, на нем крепятся обрабатываемые детали размером до 80 см под длине и 25 см по ширине.

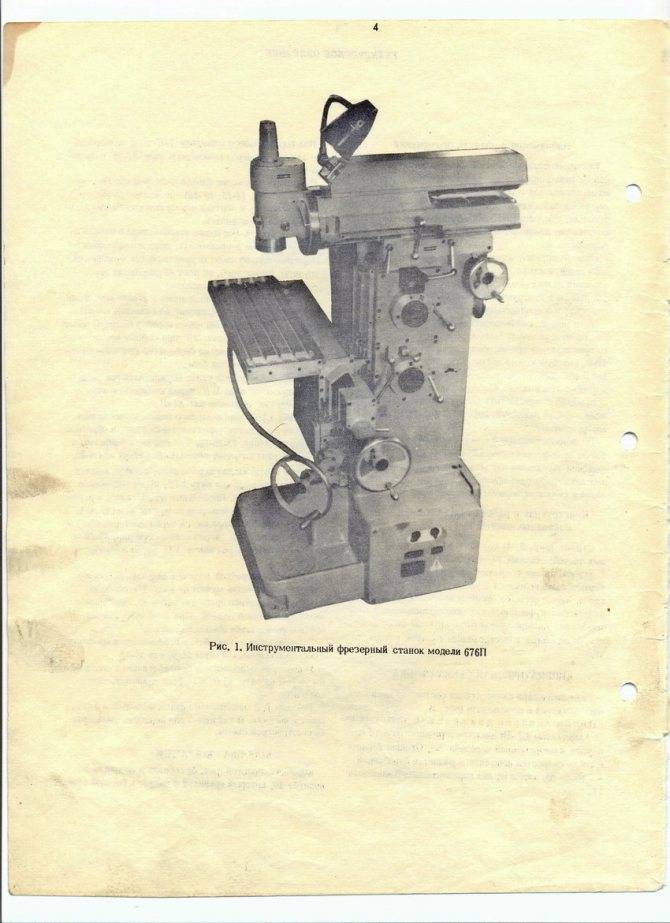


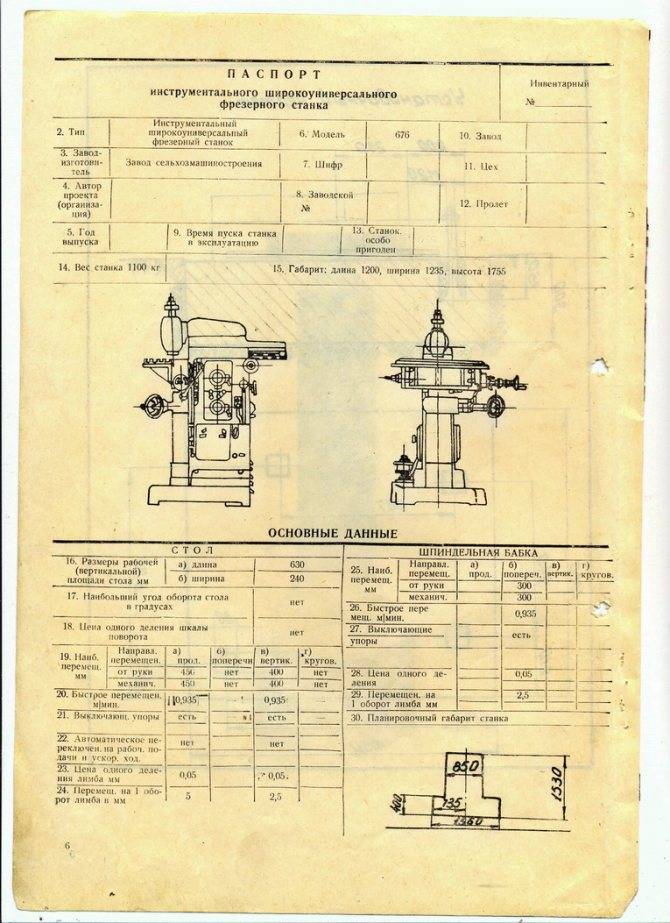
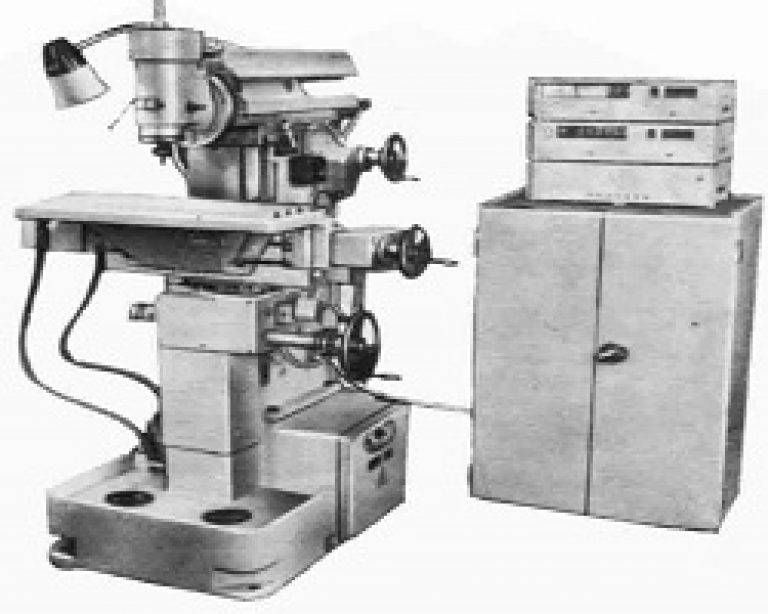



Схема электрооснастки СФ-676
Электропривод станка расположен в нижней части станины, на опорной плите, внутри которой находится резервуар для охлаждающей жидкости. Вся электрооснастка агрегата находится под верхней крышкой станины, что обеспечивает свободный доступ к аппаратуре по мере необходимости.
Основными функциональными элементами конструкции фрезера СФ-676 являются суппорт и шпиндельная бабка:
- суппорт удерживает и перемещает в продольно-поперечной плоскости рабочий стол станка, он приводится в действие ходовым валом, которые передает крутящий момент поступающий от двигателя к коробке подач;
- шпиндельная бабка соединена с коробкой подач посредством барабанной шестерни, сам шпиндель установлен на шариковых и радиальных подшипниках, возможность точного перемещения шпинделя обеспечивается индикатородержателем.
Кинематическая схема СФ-676
За освещение рабочего места отвечают 5 встроенных LED-светодиодов. Также СФ-676 в современном исполнении имеет блок цифровой индикации, на котором отображаются параметры текущего режима работы станка.
2.1 Рекомендации по техобслуживанию станка
Широкоуниверсальный станок СФ-676 является надежным и выносливым оборудованием, способным работать в сложных условиях эксплуатации при соблюдении норм технического обслуживания. Техобслуживание необходимо выполнять регулярно, в строго установленном временном интервале:
- каждые 10 часов работы жидким машинным маслом смазываются направляющие и ходовые винты;
- каждые 40 часов машинной смазкой покрываются линейные подшипники, подойдет Литол и его аналоги;
- каждые 400 часов производится осмотр и регулировка ремней в коробке подач, при обнаружении износа либо повреждений ремни подлежат замене;
- каждые 400 часов осматриваются и подтягиваются винтовые узлы.
Фрезерный станок 676П
Также регулярному осмотру должны подвергаться все подвижные части фрезера. Перед первым запуском станка в работу после техобслуживания необходимо выполнить следующие пункты:
- Проверить наличие и надежность крепления защитных кожухов и крышек.
- Убрать ремонтные инструменты с рабочей зоны, очистить стол от смазочных материалов и жидкостей.
- Запустить станок и убедиться в его работоспособности на холостом ходу.
Проверка работоспособности начинается с прогонки станка на минимальной скорости вращения шпинделя, после чего скорость увеличивается вплоть до максимальной. В режиме основной рабочей скорости агрегат должен работать в течении 2-ух часов, по истечению которых шпиндельные опоры не должны нагреваться на температуру более 50 градусов.
После прогонки на холостом ходу выполняется проверка станка под нагрузкой. Агрегат должен поработать на максимальной силе резания и в режиме 25% перегрузки (кратковременно). СФ-767, находящийся в хорошем техническом состоянии, даже при перегрузке в указанных пределах не производит вибрации, влияющие на точность фрезерной обработки. Проверка станка должна проводится при температуре окружающей среды +20 градусов, рекомендуемая влажность воздуха 65%.





