Как выполняется натяжение болтов?
Усилие при натяжении ВПБ может регулироваться несколькими способами. Мы приводим их ниже:
- По числу ударов гайковерта.
- По осевому натяжению крепежного изделия.
- По углу поворота гайки.
- По моменту закручивания.
Здесь нужно знать, что вне зависимости от варианта затяжки высокопрочного крепежа обязательно необходимо использовать стяжные болты. На начальном этапе натяжения головку ВПБ следует придерживать. Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
Порядок натяжения соединения динамометрическим ключом таков:
- производится стягивание пакета стяжными изделиями;
- все болты (в том числе и стяжные) затягиваются на заданное усилие;
- пробки выбиваются, на их место монтируются ВПБ.
После этого установленный крепеж затягивается до отказа ключом. Болты М24 часто натягиваются посредством гайковерта, который тарируется по повороту гайки на определенный угол. Такой инструмент позволяет получить момент закручивания не ниже 1600 Нм. Тарировку приспособления для болтов М24 осуществляют перед началом выполнения работ. Описанный гайковерт может снабжаться сменными конусными головками. Они имеют повышенный вес. За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Болты М24 могут затягиваться не одним ключом, а сразу двумя. Такая методика дает возможность получать максимально точный момент закручивания. Используется она достаточно часто. В данном случае первым ключом (его называют малым) создают момент закручивания не более 200 Нм. После этого берут второй инструмент (большой). И уже этим ключом выполняют финальную затяжку. Он обеспечивает момент закручивания на уровне 1600 Нм. Натяжение высокопрочных болтов М20, М16, М30 и так далее (всех, кроме М24) осуществляют в большинстве случаев с ориентиром на осевое усилие. Операция выполняется электрическим либо пневматическим ключом. Его обязательно тарируют перед сборкой металлоконструкции.
Можно выполнять натяжение ВПБ М20 и других размеров, корректируя усилие на момент закручивания. Методика достаточно сложная. Для ее реализации нужно высчитать момент закручивания и постоянно измерять его при затяжке болта динамометрическим ключом. Последний способ натяжения предполагает применение ударного электрического гайковерта. Этот инструмент применяется для болтов М24 и М20. Методика проста. Все смонтированные крепежные изделия затягиваются указанным ключом посредством нанесения на гайки трех ударов (единичных). После этого производится затяжка болтов тем же способом. Но теперь уже наносится столько ударов, сколько требуется для получения в стержнях высокопрочного крепежа заданного осевого натяжения. Их число обычно находится в пределах 14–18.
Схема условного обозначения болтов, винтов, шпилек и гаек
Примеры условных обозначений крепежных изделий
Винт — по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6e, длиной l=60 мм, класса точности 5.8, из спокойной стали с цинковым покрытием толщиной 9 мкм, хроматированным
Винт А2М12×1,25-6e×60.58.С.019 ГОСТ 17473-80
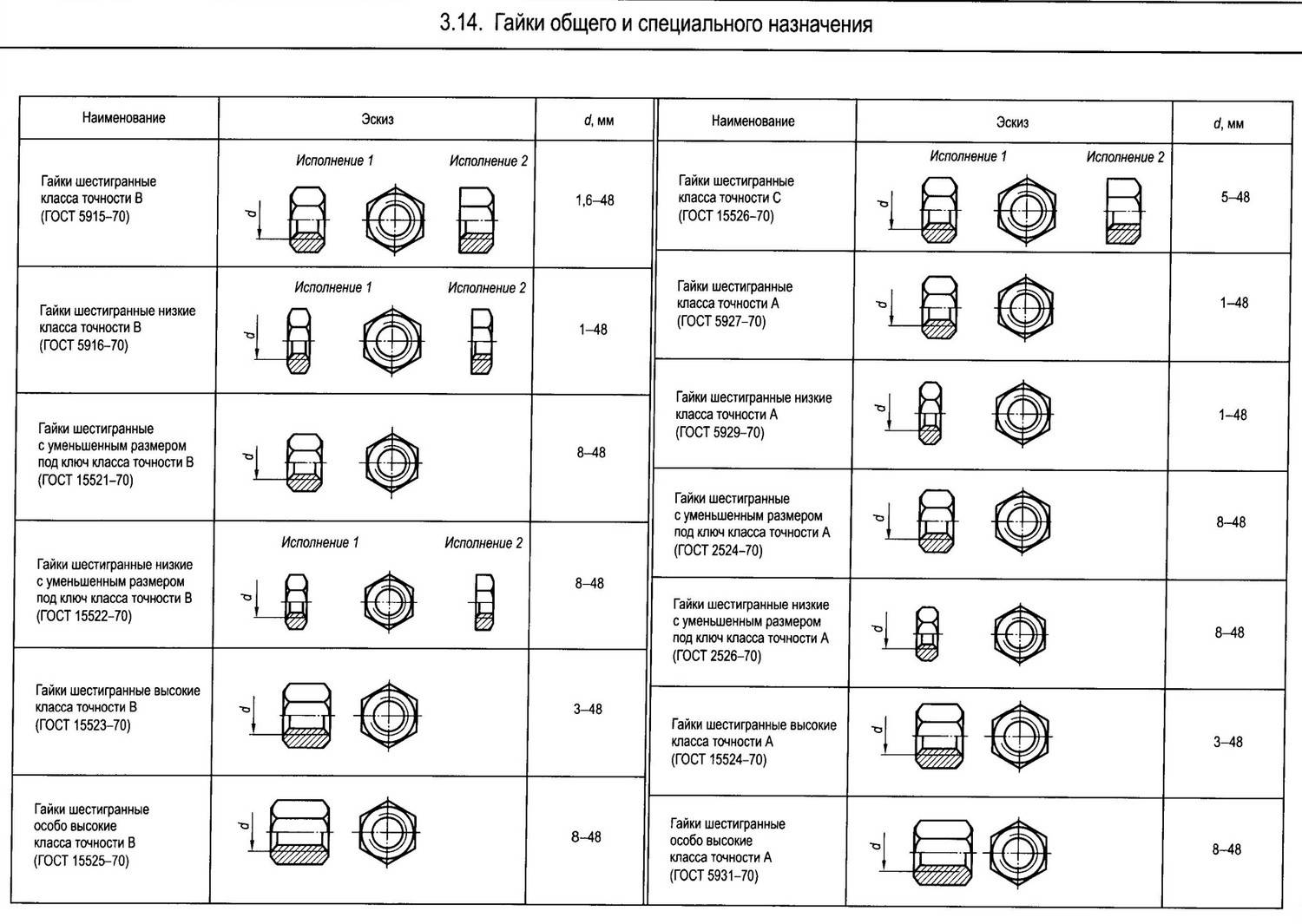
Гайка — по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с инковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12×1,25-Л-6Н.05.40Х.016 ГОСТ 5916-70
Примечания:
- В условном обозначении не указывают: исполнение 1, крупный шаг резьбы, правую резьбы, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию; класс точности В, если стандартом на конкретное крепежное изделие предусматривают два класса точности (А и В).
- Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Резьба метрическая
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
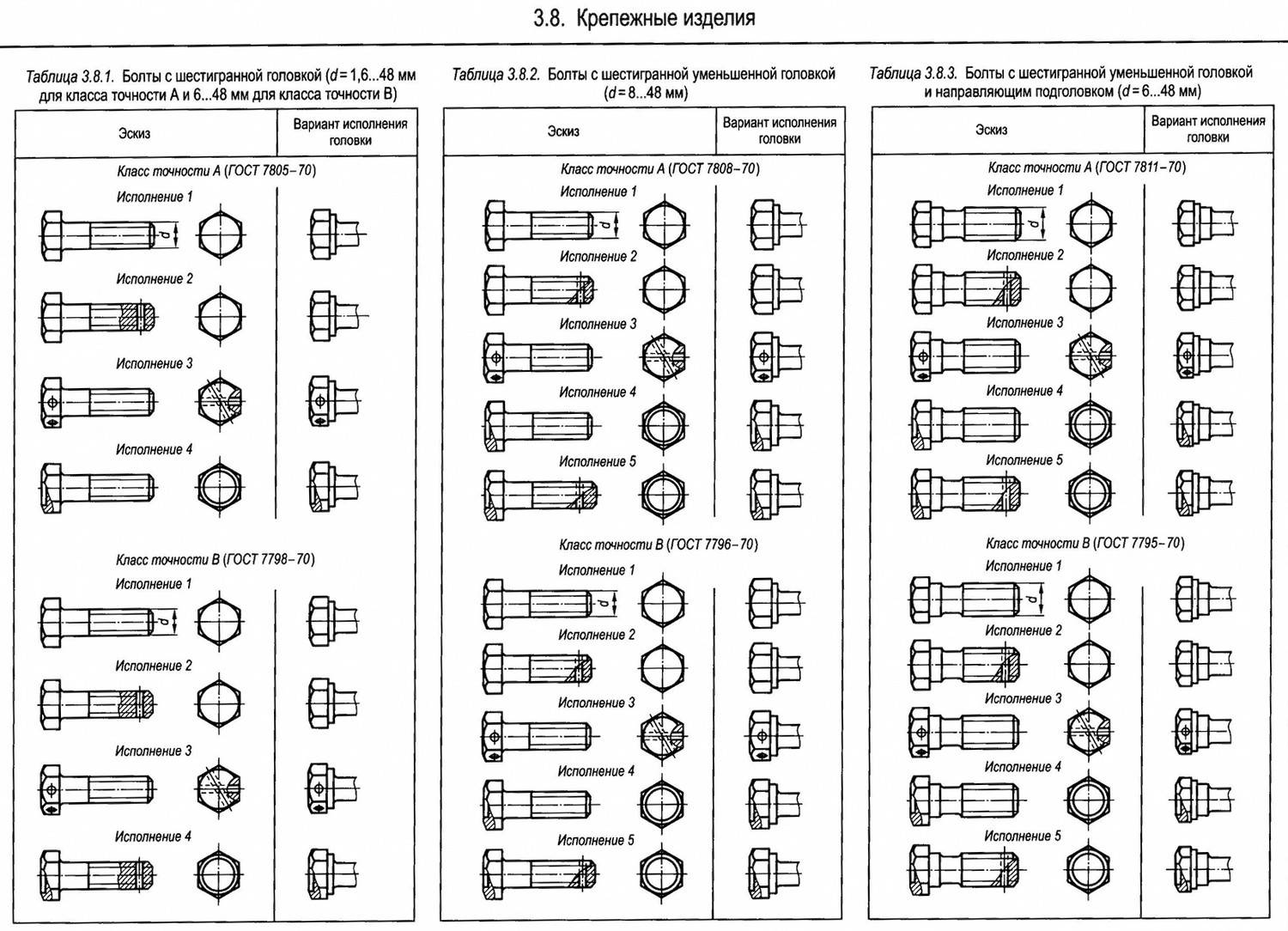
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
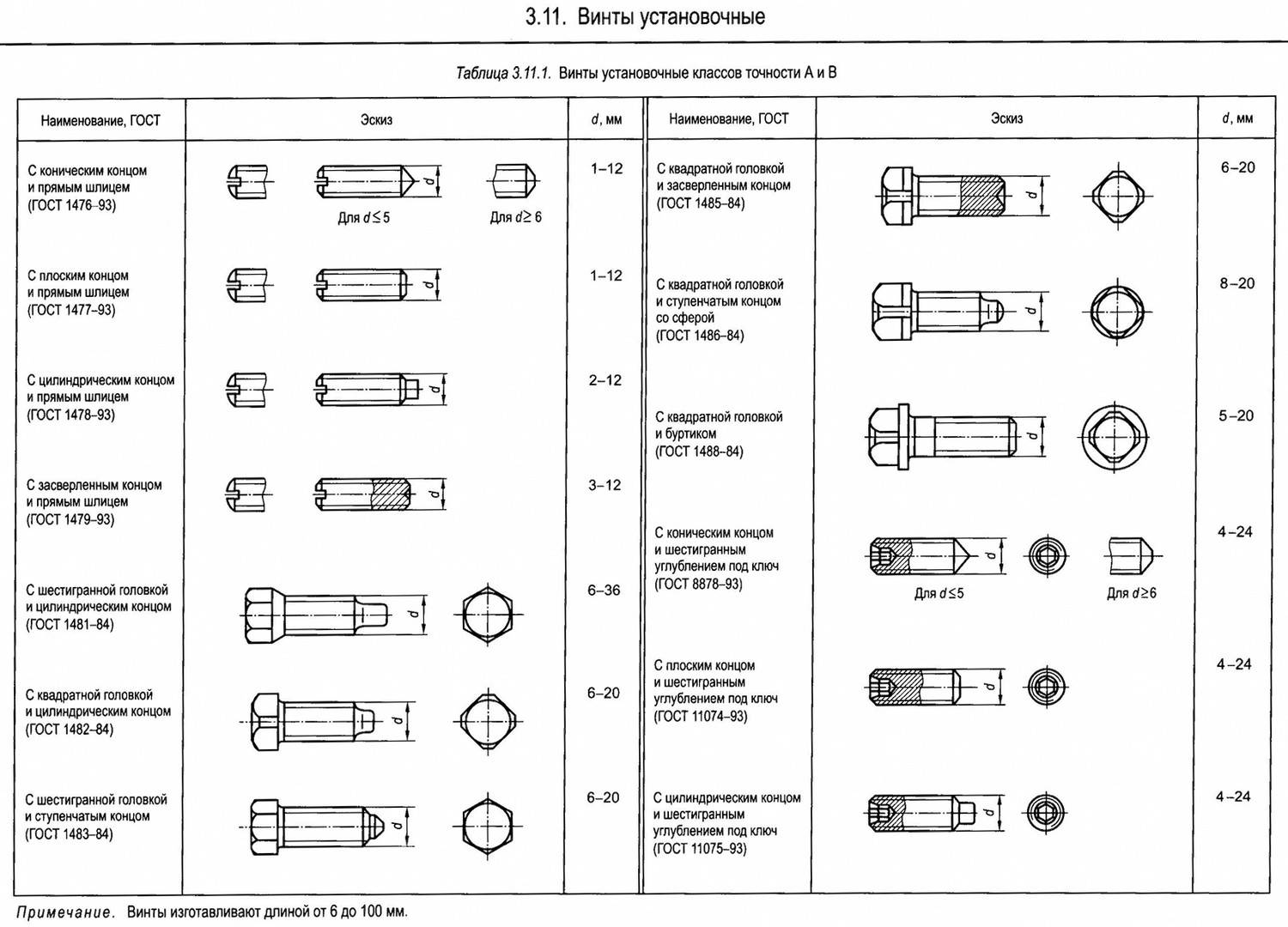
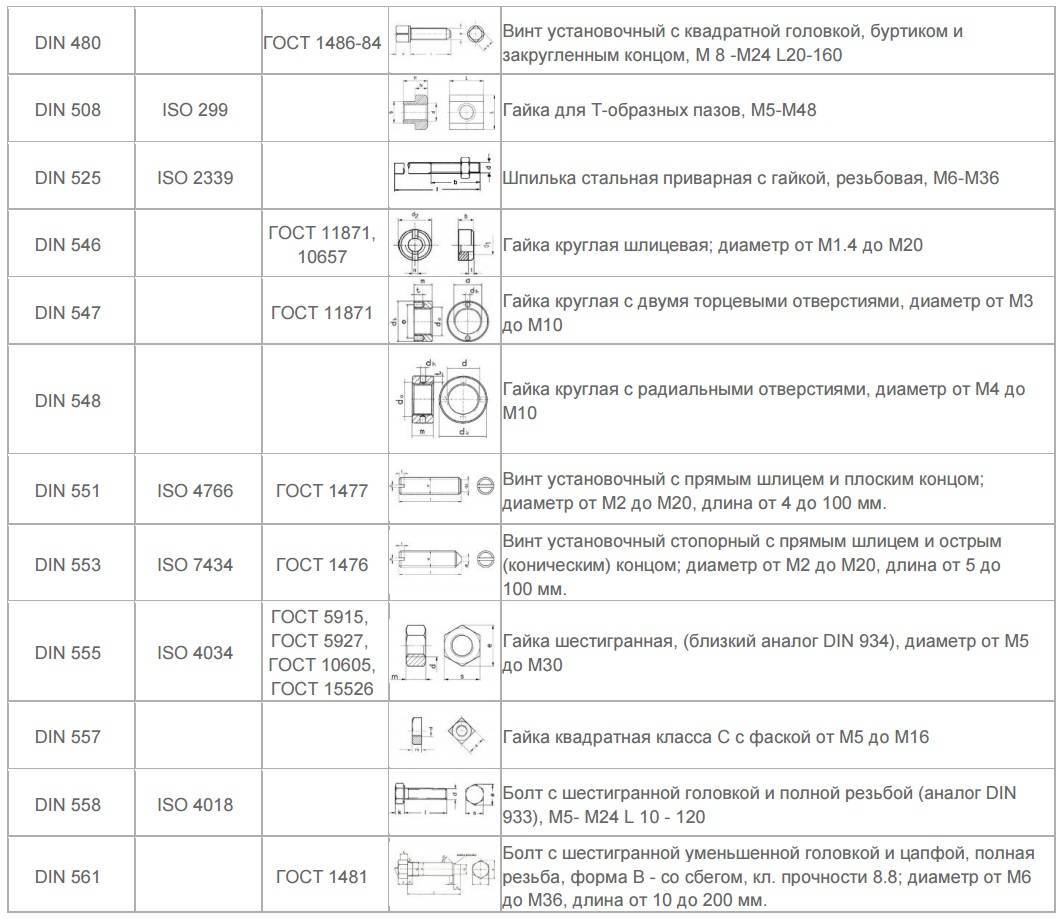
- Винты установочные
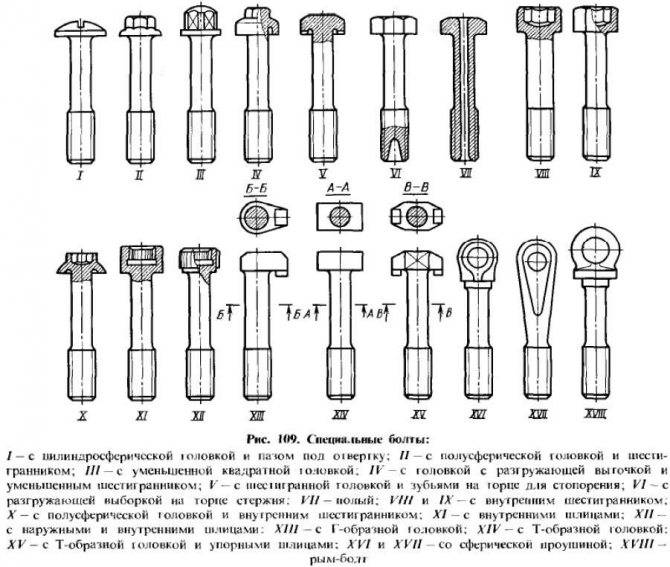
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
По форме головок
Учитывая разнообразия болтов и их конструкций, существует дополнительная классификации. В зависимости от формы головки, выделяются следующие:
- Универсальный (с шестигранной головкой) – наиболее распространенный тип, для затягивания которого подходят обычные ключи. Применяется практически во всех сферах, чаще всего такой тип можно встретить в машиностроении и строительстве.
- Анкерный – особый тип, который используется для крепежа тяжелых элементов. Такие болты отличаются большим разнообразием форм и размеров. Обычно применяются в строительстве для монтажа оконных рам, дверных проемов, подвесных потолков и светильников.
- Рым-болт – крепеж повышенной прочности, который вместо головки имеет крепежное кольцо. Такая конструкция позволяет поднимать большие грузы. Некоторые модели предусматривают шарнирное крепление кольца, что позволяет ему свободно вращаться на основании.
- С полукруглой головкой – часто применяется при производстве мебели и монтаже ограждений.
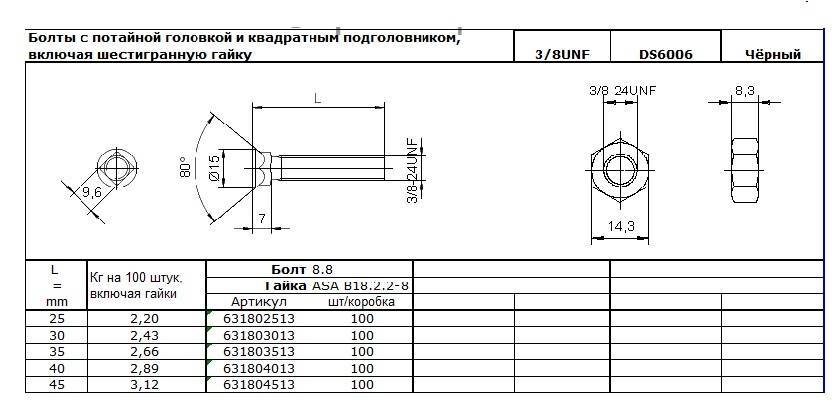
- С потайной головкой – обычно применяется в радиостроении и электротехнике. После закручивания головка болта не выступает над поверхностью, головка болта полностью плоская и имеет внутренние шлицы для закручивания отверткой. Диаметр головки ненамного больше диаметра стержня.
- Болт без головки – этот тип не имеет части, называемой шляпкой, шлицы для закручивания вырезаны непосредственно в стрежне.

Нюансы выбора крепежа
К выбору крепежа следует относиться с большой ответственностью. Это связано с тем, что показатель их прочности может существенно отличаться. Подбор проводится с учетом того, какая марка стали болтов обладает более подходящими эксплуатационными качествами. К ключевым моментам отнесем следующую информацию:
- Тип применяемого материала при изготовлении.
- Класс точности.
- Применяемые методы термической и химической обработки.
Высокопрочные болты могут изготавливаться из различных металлов. Ключевыми моментами назовем:
- В большинстве случаев применяются следующие металлы: 10КП, 20КП, сталь 10, сталь 20, 20Г2Р, 40Х. Эти металлы соответствуют всем установленным требованиям по физико-механическим качествам.
- Для повышения эксплуатационных качеств может проводится термическая обработка. Для выполнения подобной операции применяются специальные электрические печи. За счет создания специальной защитной среды обеспечиваются требуемые эксплуатационные качества.
- Углеродистые стали получили самое широкое распространение. Это связано с их относительно невысокой стоимостью, а также высокими эксплуатационными качествами.
Оцинкованые болты
Диаметр болтов также является важным критерием выбора. Диаметральные размеры могут варьироваться в достаточно большом диапазоне. С увеличением показателя площади поперечного сечения повышается прочностью и надежность соединения
Длина болтов считается важнейшим геометрическим показателем, который нужно учитывать.Применяемые материалы могут иметь самые различные характеристики К примеру, уделяется внимание тому, какова твердость болтов
Перед выбором наиболее подходящего крепежного элемента нужно учитывать особенности соединения деталей при применении этого крепежного материала:
- Проведенные исследования указывают на то, что при правильном выборе класса прочности и момента затяжки можно обеспечить наиболее качественное соединение. Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
- Качественный крепеж выдерживает поперечные и осевые нагрузки. При изготовлении крепежа применяются специальные металлы и сплавы, которые хорошо противодействуют нагрузкам, воздействующим в любом направлении.
- Существенно упрощается процесс монтажа и демонтажа. Стоит учитывать, что некоторые металлы могут окисляться, и через некоторое время пройти демонтаж конструкции будет сложно. Однако, упростить задачу можно при применении специального вещества.
- Есть возможность получить разъемные соединения. Очень часто можно встретить ситуацию, когда для выполнения различных работ требуется провести разбор конструкции. Для проведения демонтажных работ требуются простые инструменты, на выполнение работы, как правило, уходит немного времени.
- Существенно снижается стоимость получаемого изделия. Сварочное соединение обходится дорого, так как предусматривает использование специального сварочного аппарата.
Качество соединений можно существенно повысить при применении дополнительных различных элементов. К примеру, используются шайбы и контргайки, которые существенно повышают качество и надежность соединения.Однако, у резьбовых соединений есть и несколько существенных недостатков:


- Концентрация напряжения в месте впадины профиля резьбы. Стоит учитывать, что применение специального металла позволяет существенно повысить надежность резьбовой поверхности.
- Есть вероятность того, что гайка открутится при сильном механическом воздействии. Конечно, для исключения подобной вероятности могут применяться различные методы фиксации.
Кроме этого, выделяют несколько видов резьбового крепления. Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
4 Коротко о Государственном стандарте 7802 на болты
Данный документ регулирует размеры мебельного крепежа с квадратным подголовком и увеличенной головкой, выполненной в полукруглой форме. Номинальное сечение резьбы таких болтов – 5–24 мм, сечение головки – 11–52 мм. Другие важные параметры:
- высота головки – 2,5–12 мм;
- высота подголовка – 3–15 мм (не допускается, чтобы изделие имело меньшую высоту);
- подголовок (размер одной стороны) – 5–24 мм;
- сфера (радиус) – 8–39 мм;
- сечение головки – 11–52 мм;
- длина резьбы – 16–60 мм.
Мебельный болт с подголовком квадратной формы
Длина готового крепежа равняется 12–260 мм (болты М10 не изготавливают длиной менее 16 мм). Вес изделий (1000 штук) – от 2,699 до 911 кг.
В стандарте содержатся ссылки на ГОСТ:
- 24705 – описывается резьба и ее характеристики;
- 27148 – отдельный стандарт на недорез резьбы (допустимый) и наибольший сбег;
- 24670 – документ с размерами радиуса под головкой;
- 1759.0 – техтребования к болтам;
- 12414 – размеры и форма концов.
Методы исследований метизов с квадратным подголовком изложены в Госстандарте 1759.1.
Добавим, что болты для мебельных конструкций отличаются от мебельных винтов. Последние, как правило, производятся с потайной головкой (шестигранник). Винты выпускают по DIN 912. Шестигранник на метизе легко закручивается, сам винт «тонет» в деревянном изделии. За счет этого крепеж имеет высокую декоративность (головка изделия не выступает из конструкции). Винты, которые имеют внутренний шестигранник, в СНГ изготавливаются по Госстандарту 11738.
Это интересно: Рым-гайка DIN 582 в разных отраслях промышленности (видео)
Класс точности
Размеры соединяемых деталей должны быть достаточно точными, чтобы они удовлетворяли трем основным требованиям:
- детали должны функционировать надлежащим образом;
- детали должны подходить друг к другу, чтобы изделие можно было собрать;
- детали должны быть заменяемыми, например, для выполнения последующего технического обслуживания и ремонта.
Выполнение этих требований достигается путем применения в процессе изготовления допустимых изменений размеров, т. е. допусков.
Основные требования к геометрическим размерам и допускам, приведены:
- на крепеж, выполненный в соответствии с ГОСТ в ГОСТ 1759.1-82
«Болты, винты, шпильки, гайки и шурупы. Допуски, методы контроля размеров и отклонений форм и расположения поверхностей»;
- на болты, винты, шпильки и гайки, выполненные в соответствии с международными стандартами, в ISO 4759-1:2000
«Допуски на крепежные изделия. Часть 1. Болты, винты, шпильки и гайки. Изделия классов точности А, В и С»;
- на шайбы, выполненные в соответствии с международными стандартами, в ISO 4759-3:2000
«Допуски на шайбы. Часть 3. Изделия классов точности А и С».
Суть этих требований сводится к тому, что геометрические параметры, такие как габаритная длина (высота), длина резьбовой части, диаметры резьбы (наружный, средний, внутренний), шаг резьбы, размер под ключ, фаски, радиусы и др. должны находится в поле допусков установленных для определенного класса точности. Указанные выше нормативные документы устанавливают три основных класса точности:
- A — повышенный класс точности;
- B — нормальный класс точности;
- С — грубый класс точности.
Решение о применении крепежа того или иного класса точности должно приниматься на основании произведенных расчетов с учетом эксплуатационных требований и особенностей конструкции
Важно помнить, что крепежные изделия более высокого класса точности не могут быть заменены на крепежные изделия классом точности ниже, желательно использовать крепеж только требуемого класса точности
Метизную продукцию класса точности С устанавливают в отверстия, диаметр которых на 2—3 мм больше диаметра стержня болта или винта. В этом случае проще соединять два элемента конструкции с небольшим несовпадением отверстий крепления. При приложении к такому соединению внешнего усилия имеют место значительные перемещения, обусловленные разностью в диаметрах болта и отверстия, а также неодновременностью вступления в работу всех элементов соединения. По этой причине крепеж класса точности С ставится конструктивно без расчетов.
Метизная продукция с классом точности В устанавливают в отверстия, диаметр которых на 1—1,5 мм больше диаметра стержня болта или винта. Поэтому такие соединения менее деформативны по сравнению с соединениями из элементов крепежа класса точности С и требуют более высокой точности при образовании отверстий в соединяемых элементах конструкций.
Крепеж класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в собранных элементах и их диаметр больше диаметра стержня болта или винта на 0,25—0,30 мм. При приложении нагрузки к такому соединению все болты практически одновременно вступают в работу и поэтому соединение малодеформативно, однако требует высокой точности исполнения отверстий в соединяемых деталях.
По классу точности
По классу точности выделяют следующие виды болтов и гаек:
- Класс точности А – конструкция болтов данного класса предусматривают их установку в предусмотренное отверстие таким образом, чтобы между стрежнем и отверстием не осталось зазора. Изначально диаметр отверстия должен быть меньше диаметра стержня, затем оно постепенно растачивается до необходимых размеров, пока болт не встанет плотно. Разница между диаметрами не может превышать 0,3 мм. Из-за больших сложностей монтажа, такой тип практически не используется в повседневной жизни. Чаще всего они встречаются в точном машиностроении.
- Нормальной точности (класс В) – разница между диаметров болта и отверстия не должна превышать 3 мм, при этом диаметр стержня не должен отклоняться от нормы более чем на 0,52 мм.
- Класс С – диапазон допуска для диаметра стержня составляет не более 11 мм.

В строительстве и машиностроении чаще всего применяются крепежи нормальной точности.
Болты и винты по ГОСТ. В чем разница? Сходства и отличия
| Каталог / болт, винт ГОСТ, продажа болтов |
Вопрос о разнице между винтом и болтом достаточно часто поднимается в интернет как среди специалистов, так и полных дилетантов в этой сфере. Но однозначного ответа не дано и сегодня. Постараемся сделать анализ и все-таки найти эти «неуловимые» отличия между винтом и болтом.




Межгосударственный стандарт ГОСТ 27017-86 «Изделия крепежные. Термины и определения», ГОСТ 7798, который бы должен вносить полную ясность в данный вопрос, к сожалению ее не вносит. Согласно стандарта, болт это крепежное изделие состоящее из стержня и головки, которое формирует соединение при помощи гайки или отверстия в одной из скрепляемых деталей. По тому же стандарту, винт — крепежное изделия для создания соединения, включающее стержень и конструктивный элемент для передачи крутящего момента. Отдельно в примечании подчеркивается, что этот конструктивный элемент может быть головкой со шлицем, с накаткой или, при отсутствии головки, шлицем в торце стержня. Большая советская энциклопедия (сайт https://dic.academic.ru/) дает еще более расплывчатое понятие о болте. По ней болт это крепежная деталь с резьбой на одном конце и четырех- или шестигранной головкой на другом. Интересно также трактуется понятие «винт» в российской версии Википедии. По ней это крепежное изделие для соединения деталей в одной из которых есть внутренняя резьба или без нее.
Соберем все вышеперечисленные трактования и попробуем найти существенную разницу между этими двумя видами крепежных изделий
Главное, на что нужно обратить внимание это: используется ли в крепежном соединении гайка, какая форма головки для передачи крутящего момента
Диапазон размеров болтов, винтов: болт М6, болт М8, болт М10, болт М12, болт М16, болт М20, болт М24, болт М27, болт М30, болт М36, болт М42, болт М48, болт М52.
Если отталкиваться от определений ГОСТа то, ответным крепежным изделием для гайки (независимо от формы головки) всегда будет болт. Крепежное изделие с шестигранной головкой соединяющее детали, если в одной или обеих есть внутренняя резьба, — это болт. То же самое, но без внутренней резьбы в детали и не с шестигранной головкой — это винт.
Многие специалисты машиностроительной отрасли склоняются к тому, что винт, шпилька и болт определяются по ответному крепежу. Крепежное изделие с наружной резьбой и головкой плюс гайка — это болт. Такое же изделие плюс деталь — это винт.
Но все равно полной ясности в данном вопросе нет. Если в составе резьбового соединения работает гайка и крепежное изделие с наружной резьбой и потайной головкой с крестообразным шлицем. Это крепежное изделие винт или болт?
Да, есть вопросы к органам стандартизации.
Как купить болты и винты по ГОСТ по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7;
- отправьте заявку на электронную почту;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Анализ основного механизированного инструмента
Резьбовые соединения составляют до 60-80% всех видов соединений, которые есть в конструкциях машин, тракторов, автомобилей, прицепов. Трудоемкость откручивания и закручивания винтов, болтов, гаек, шпилек и всех других деталей, имеющих нарезную поверхность, на специализированных ремонтных мастерских составляет 26-64% от общей трудоемкости разборочно-сборочных работ, а на СТО этот процент еще выше. Эта информация дает понять необходимость первоочередной механизации при работах с деталями, имеющими резьбу. При разборке механизированный инструмент способствует сохранению значительного количества крепежных деталей, пригодных для повторного использования, сокращает продолжительность выполнения операции в три-пять раз. Происходит увеличение производительности труда приблизительно на 15%. Механизированный инструмент целесообразно использовать при наличии на машине значительного количества крепежных деталей одинаковых размеров, а также, когда не требуется строго соблюдать установленное усилие. При выборе механизированного инструмента для осуществления разборочно-сборочных работ нужно заранее знать моменты затяжки резьбовых соединений. При повторном закручивании деталей эту величину необходимо увеличить на 10-15%. При откручивании заржавевших гаек и винтов крутящие моменты затяжки резьбовых соединений требуется увеличивать в 1,5-2 раза.
Читать также: Реверс однофазного двигателя 220в с конденсатором
Механизированный инструмент (гайковерты, шпильковерты и т. д.) постоянно модернизируется. По типу двигателей он может быть электрическим, гидравлическим и пневматическим, а в зависимости от конструкции – ручным, подвесным, передвижным и стационарным.
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Покрытия крепежа
В соответствии с ГОСТ 1759.4—87 для крепёжных деталей предусмотрены покрытия и оксидные пленки (см. таблицу 2). Выбор вида покрытия для определенного материала выполняется по ГОСТу. Толщина покрытий δ (устанавливается по согласованию) выбирается в зависимости от шага резьбы в следующих пределах:
- при шаге резьбы крепежа Р
- при среднем шаге резьбы крепежа Р = 0,4 … 0,8 мм толщина его покрытия составляет δ = 6 … 9 мкм;
- при большом шаге резьбы крепёжных изделий Р > 0,8 мм толщина покрытия должна составлять δ = 9 … 12 мкм.
Покрытия крепежа ГОСТ должны соответствовать указанным в таблице 2.
Таблица 2. Виды покрытий крепежа по ГОСТ
| Обозначение | Покрытие | Рабочая температура, t °C, не боле |
| 00 | Крепёж без покрытия | |
| 01 | Цинковое покрытие крепежа с хроматированием | 300 |
| 02 | Кадмиевое покрытие с хроматированием крепежных деталей | 200 |
| 03 | Многослойное медно-никелевое покрытие крепежа | 600 |
| 04 | Многослойное медно-никелево-хромовое | 600 |
| 05 | Оксидное покрытие крепежа | 200 |
| 06 | Фосфатное с промасливанием покрытие крепежных изделий | 200 |
| 07 | Оловянное покрытие крепежа | 150 |
| 08 | Медное покрытие крепежных деталей | 600 |
| 09 | Цинковое покрытие крепежа (оцинкованный крепёж) | 200 |
| 10 | Оксидное анодизационное покрытие крепежа с хроматированием | 200 |
| 11 | Оксидное из кислых растворов покрытие крепёжных изделий | 200 |
| 12 | Серебряное покрытие крепежа | 600 |
| 13 | Никелевое покрытие крепёжных изделий | 900 |
По форме головок
Учитывая разнообразия болтов и их конструкций, существует дополнительная классификации. В зависимости от формы головки, выделяются следующие:
- Универсальный (с шестигранной головкой) – наиболее распространенный тип, для затягивания которого подходят обычные ключи. Применяется практически во всех сферах, чаще всего такой тип можно встретить в машиностроении и строительстве.
- Анкерный – особый тип, который используется для крепежа тяжелых элементов. Такие болты отличаются большим разнообразием форм и размеров. Обычно применяются в строительстве для монтажа оконных рам, дверных проемов, подвесных потолков и светильников.
- Рым-болт – крепеж повышенной прочности, который вместо головки имеет крепежное кольцо. Такая конструкция позволяет поднимать большие грузы. Некоторые модели предусматривают шарнирное крепление кольца, что позволяет ему свободно вращаться на основании.
- С полукруглой головкой – часто применяется при производстве мебели и монтаже ограждений.
- С потайной головкой – обычно применяется в радиостроении и электротехнике. После закручивания головка болта не выступает над поверхностью, головка болта полностью плоская и имеет внутренние шлицы для закручивания отверткой. Диаметр головки ненамного больше диаметра стержня.
- Болт без головки – этот тип не имеет части, называемой шляпкой, шлицы для закручивания вырезаны непосредственно в стрежне.

Как выбрать болты, винты и шпильки
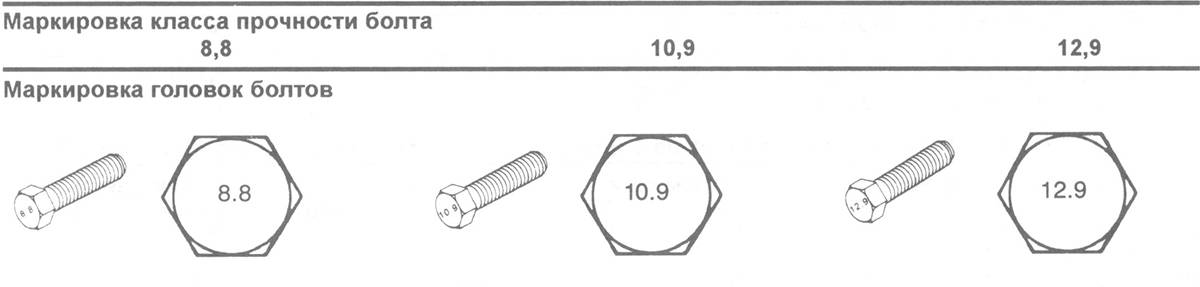
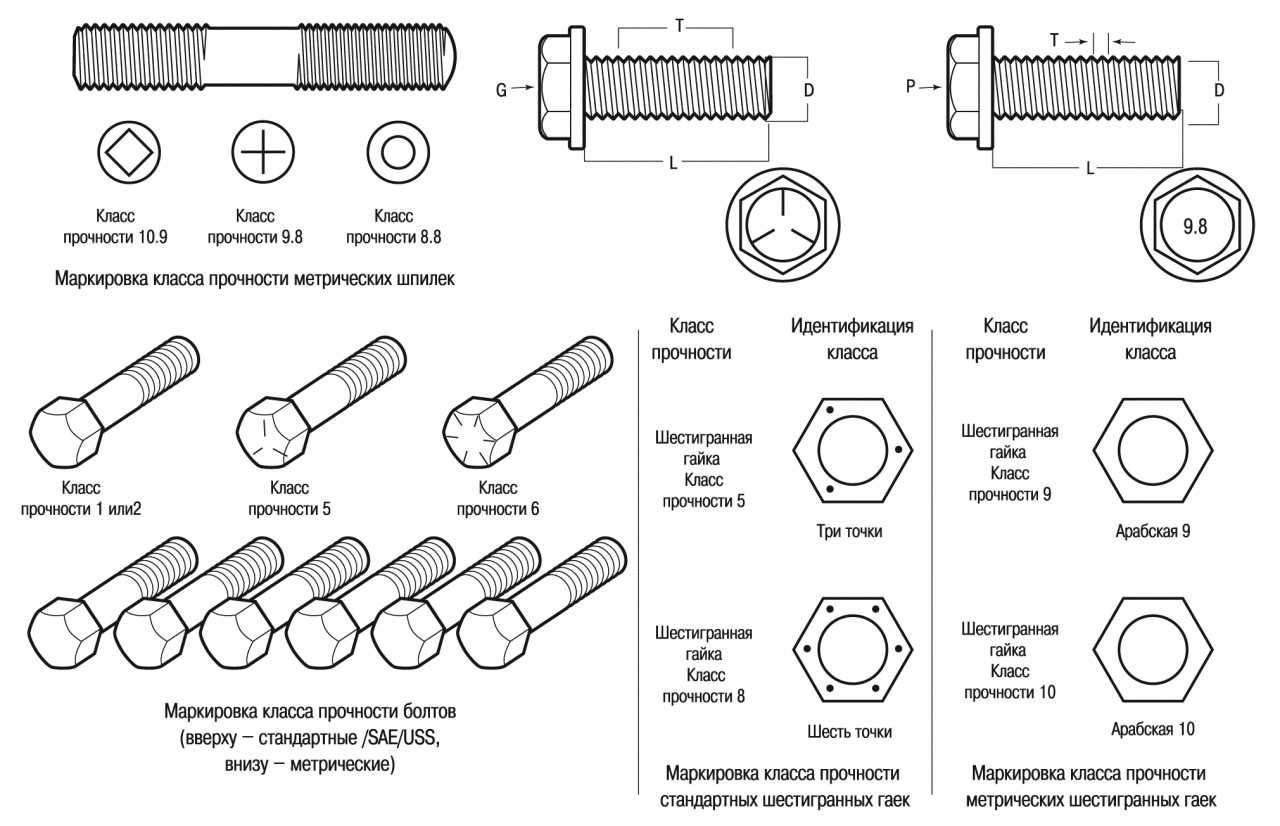
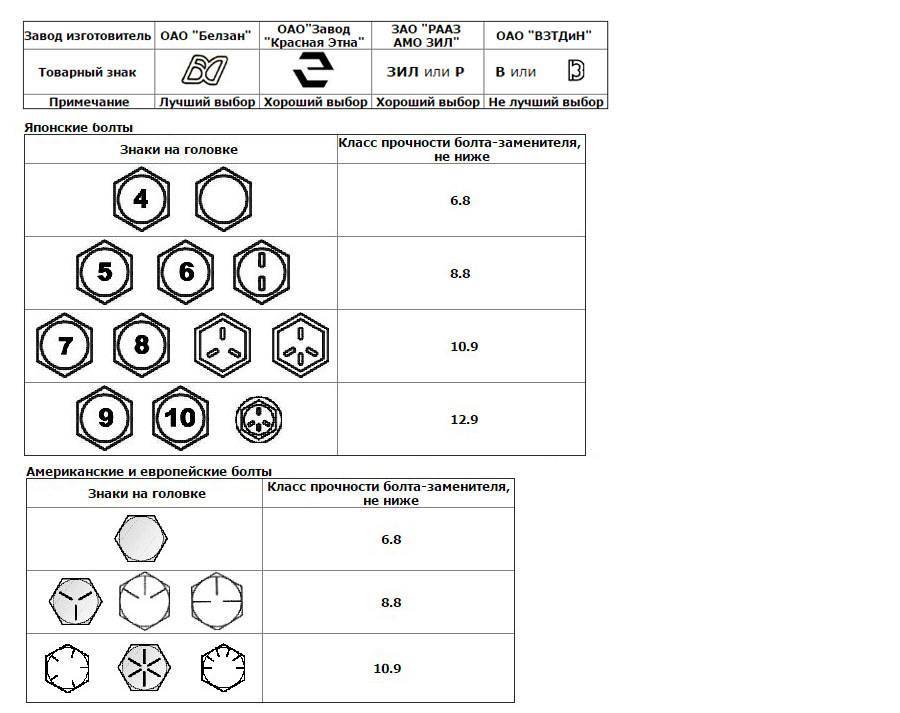
Более или менее углубившись в суть вопроса, уже не так страшно отправляться в строительные маркеты за болтами и прочими креплениями. А так как ориентироваться придется исключительно по маркировке изделий, настоятельно рекомендуется запомнить, что подобную штамповку имеют только болты-шестигранники, цилиндрические винты с внутренними шестигранными пазами для закручивания, а также гайки и шпильки.

При этом на болтах подобные обозначения следует искать сразу под фирменным штампом производителя, часто совпадающим с торцевой частью головки изделия. Еще важнее запомнить, что отсутствие разделительной точки между цифрами маркировки свидетельствует о том, что крепление было отлито из мартенситной стали низкоуглеродистого типа.

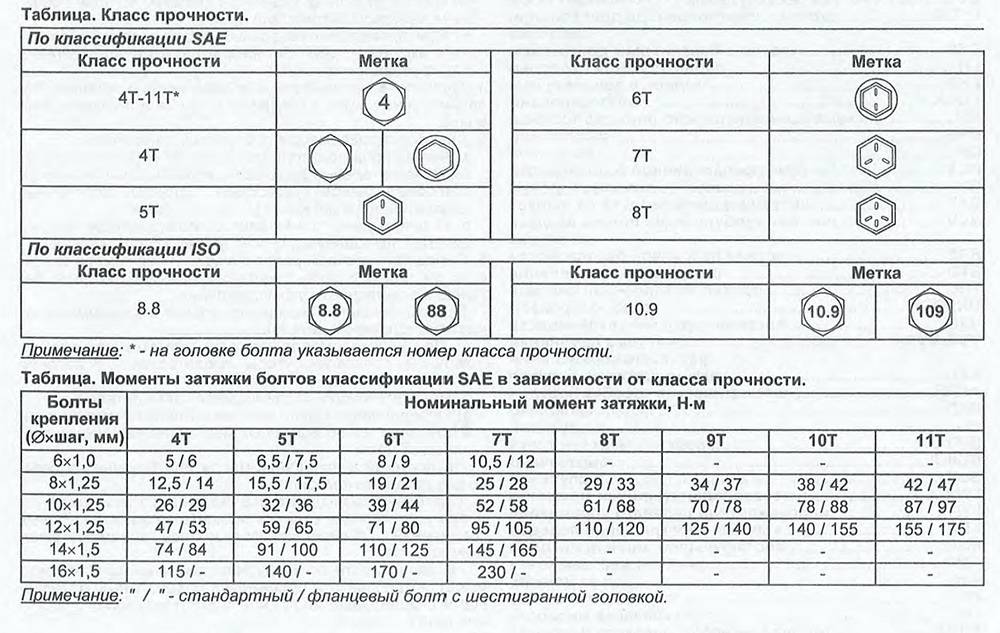
В то же время наличие одного или двух штрихов в этом месте обозначает класс прочности. Отсутствие же специфических рисок в этом месте говорит о том, что перед покупателем крепление маркировки не выше 6.8.
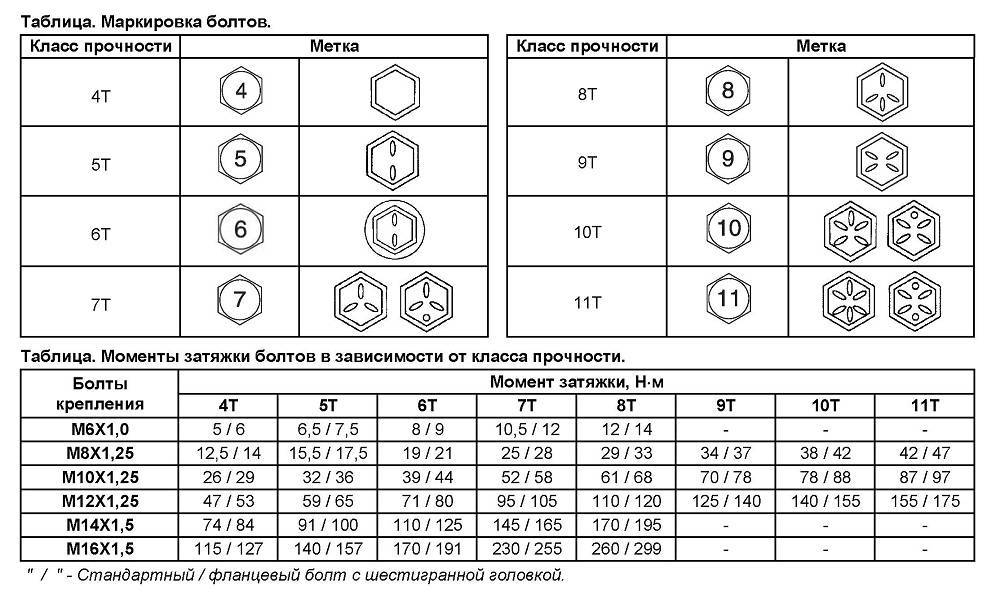
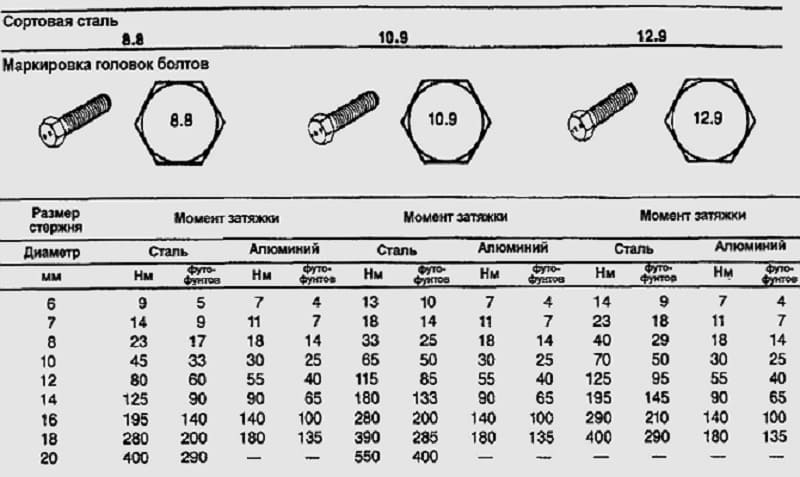
А вот со шпильками дела обстоят несколько иначе, поскольку класс прочности на них обозначается с помощью специальных зашифрованных условных обозначений. Среди них черная жирная точка (8.8), плюсик (9.8), квадратик (10.9) и треугольник (12.9). А чтобы эти значки не стерлись от времени или чрезмерно интенсивной эксплуатации, предусматривается их углубленная проштамповка на торцевой части крепления.
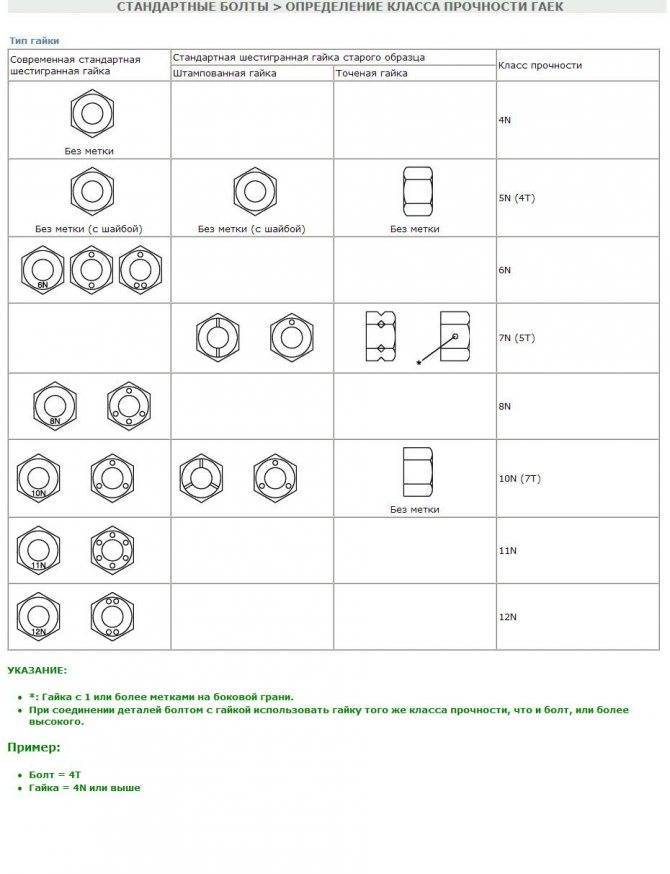
С гайками все просто и сложно одновременно. Так, с одной стороны здорово, что производители маркируют весь торец. Но иногда возникают проблемы, поскольку применяются если не откровенно старые, то устаревшие ГОСТы, начиная с ГОСТ 1759.0-87 по ТУ и заканчивая ГОСТ Р 52628-2006.
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:
- Совмещают отверстия деталей под высокопрочные болты и фиксируют положение частей конструкции с помощью монтажных пробок.
- На первом этапе вставляют болтовой крепеж, вынимают пробки. Далее с помощью гайковертов, болтовой крепеж затягивают только до 50-90%. В начале натяжения головку крепежа необходимо придерживать от прокручивания. В случае невозможности устранить прокручивание элемент заменяют.
- На втором этапе закрепление производится полностью, с помощью динамометрических ключей. Натяжение болтов проводят после контроля соответствия геометрии всей конструкции относительно стандартов и правил, проверки плотности стяжки конструкции.
Это интересно: Штампованные изделия из металла. Виды объемной штамповки

Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.