Особенности выбора эмульсола для опалубки и смазки форм ЖБИ
Применение эмульсола позволяет сделать процесс демонтажа опалубки быстрым и легким, улучшить качество литых бетонных изделий.
При его выборе следует учитывать целый ряд факторов:
- технические характеристики, влияющие на эксплуатационные свойства и расход продукта;
- материал опалубки или формы (если она металлическая, в составе смазки должны быть антикоррозионные присадки);
- рабочую температуру (в холода расход эмульсола увеличивается);
- положение обрабатываемых поверхностей (при горизонтальном и наклонном можно применять средства меньшей плотности, чем при вертикальном).
В России наиболее популярны эмульсолы для опалубки и смазки форм ЖБИ отечественного производства:
- ЭКС – самый дешевый, используется только для безарматурных бетонных изделий;
- ЭКС-2 – специальная смазка для металлических форм ЖБИ;
- ЭКС-А – подходит для смазывания опалубки и форм ЖБИ из любых материалов, имеет высокие антикоррозионные характеристики, не оставляет на бетоне маслянистых пятен, экономно расходуется, отлично держится на вертикальных поверхностях;
- ЭКС-М – усовершенствованный вариант эмульсола ЭКС-А. Без проблем разводится холодной водой любой жесткости;
- ЭКС-ИМ – состав с улучшенными смазывающими, антиокислительными, защитными свойствами для работы в зимних условиях;
- ЭКС-А Elit – применяется при повышенных требованиях к внешнему виду и прочности монолитных конструкций.
Для работ с белыми и пигментированными цементами эмульсолы ЭКС не подходят. В этом случае смазка форм ЖБИ производится средствами АГАТ-С5, АГАТ-БИО или их аналогами, в составе которых нет растворителей, способных изменить цвет бетона.
Эмульсолы в строительстве
Постоянно расширяющиеся объёмы монолитного строительства предусматривают широкий объём монтажных работ, в ходе которых бетон заливается в опалубку прямо на стройплощадке. Кроме этого, сменная опалубка применяется и при заливке фундаментов.
Производительность заливки зависит от трудоёмкости подготовительных работ, связанных с переустановкой элементов опалубки. Демонтаж её частей затруднён, поскольку остатки бетона прочно сцепляются с металлическими элементами опалубки. Ранее для снижения трения применяли обычный мазут. Однако данный нефтепродукт отличается высокой вязкостью, огнеопасен, оставляет трудносмываемые пятна. Именно эмульсолы оказались теми составами, которые эффективно можно использовать для опалубки.

После смазки опалубки эмульсолами (например, марок ЭГТ, ЭКС-А) на поверхности металлических деталей опалубки формируется тонкая плёнка, которая образована диспергированными в воде или в синтетических составах частичками масел пониженной вязкости. Применение эмульсолов облегчает демонтаж опалубки из бетонного массива и препятствует развитию коррозионных процессов.
Особенность строительных марок эмульсолов – их устойчивое действие при отрицательных температурах внешнего воздуха.
Особенности использования
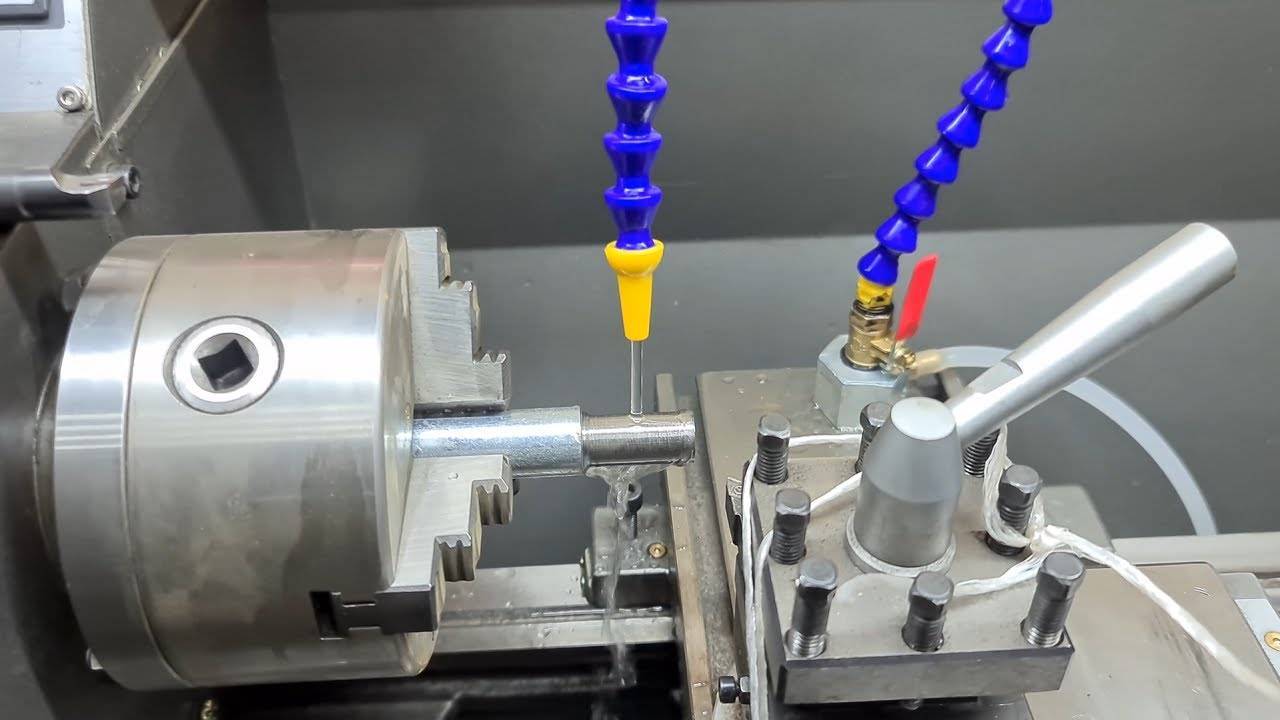
Чем больше площадь соприкосновения шлифующих поверхностей станка с деталями заготовки, тем больший объем СОЖ будет расходоваться за единицу времени. Рекомендуется подавать жидкость в зону шлифования на всю высоту круга, в противном случае растет вероятность появления царапин на заготовке.
СОЖ для шлифовальных станков направляют к месту обработки различными способами:
- свободно падающей струей (метод полива);
- через мелкие отверстия в шлифовальном круге;
- струйно-напорным способом;
- с наложением на струю ультразвуковых колебаний.
Первый метод получил наибольшее распространение на универсальных круглошлифовальных станках. В этом случае для подачи жидкости используют центробежный электрический насос, и основной задачей СОЖ будет охлаждение заготовки. Если стоит цель смазать место шлифования, выбирают второй метод — подачу через поры шлифовального круга. При этом жидкость направляют как можно ближе к его осевому отверстию, что уменьшает силу трения круга и снижает вероятность появления трещин.
В некоторых случаях при шлифовании можно обойтись без СОЖ. Например, смазка не требуется при обработке из чугуна и меди, но в их случаях необходимо использовать пылеотсосы. В дополнительном охлаждении не нуждаются заготовки из никеля и его сплавов.
Отличие синтетической от полусинтетической СОЖ
К синтетическим СОЖ можно отнести концентраты СОЖ, которые не содержат минерального масла в своём составе. Базовыми компонентами синтетических СОЖ чаще всего являются синтезированные или прошедшие химобработку продукты. В состав концентратов могут входить различные компоненты, в том числе эмульгаторы, различные присадки и добавки.
Концентраты водосмешиваемых СОЖ, содержащие в своём составе 10 – 50% минерального масла обычно образуют при смешивании с водой полупрозрачные стабильные микроэмульсии. Такие концентраты СОЖ часто называют «полусинтетическими».
Полусинтетические СОЖ получили широкое распространение в металлообрабатывающем производстве. Они обладают хорошими смазывающими и высокими охлаждающими свойствами. К основным недостаткам полусинтетических смазочно-охлаждающих жидкостей относятся недостаточная стабильность эмульсии, недостаточная биостабильность, пониженная экологичность состава, высокие затраты на утилизацию.
В отличие от полусинтетических синтетические СОЖ не содержат минеральное масло. У каждого синтетического состава может быть свой особый базовый компонент. Это основное отличие синтетических и полусинтетических СОЖ. Базовые компоненты синтетических СОЖ могут иметь различные свойства и это определяет основные свойства рабочих СОЖ, полученных из таких концентратов. Синтетические СОЖ в отличие от полусинтетических имеют повышенную биостабильность, облегчённую утилизацию отработанных составов. Рабочие жидкости синтетических СОЖ обычно имеют высокую стабильность и широкий диапазон рабочих возможностей.
Классификация водорастворимых СОЖ
Поставка водосмешиваемых эмульсолов осуществляется в виде концентрата, который используется для приготовления рабочих эмульсий непосредственно на месте применения. При этом обязательным условием получения качественного продукта является правильное разбавление концентрата водой — он добавляется в воду и тщательно перемешивается.
Эта группа включает три основных разновидности СОЖ с разной дисперсностью основного компонента:
- Эмульсионные: грубодисперсные продукты, получаемые путем разбавления водой эмульсолов, содержащих до 85% минеральных масел. Вследствие смешивания эмульсола и воды в концентрации 5-30% образуется эмульсия белого цвета, обладающая высокими смазывающими характеристиками.
- Полусинтетические: концентрированные продукты с коллоидной степенью дисперсии, содержат до 50% минеральных масел. Рабочий полупрозрачный раствор концентрацией 1-10% получают при смешивании с водой. Он в равной мере характеризуется хорошими смазывающими и охлаждающими свойствами.
- Синтетические: концентраты, не содержащие масел, имеют молекулярную степень дисперсности. Основные компоненты: поверхностно-активные вещества (ПАВ), вода, водорастворимые полимеры и присадки. Рабочий раствор в концентрации 1-10% обладает высокими охлаждающими свойствами.
ГОСТы и ТУ на смазочно-охлаждающие жидкости
Производство СОЖ – это сложный технологический процесс.
Все смазочно-охлаждающие жидкости (СОЖ) как концентраты, так и готовые эмульсии, изготавливаются согласно технической документации, в состав которой могут входить ГОСТы, ТУ, Сертификат соответствия и другие документы.
Государственные стандарты (ГОСТ) описывают технические требования общие для всей отрасли производства СОЖ, такие как, общие технические требования, методы испытания СОЖ и др.
Обычно смазочно-охлаждающие жидкости выпускаются производителями по техническим условиям (ТУ), которые разрабатываются предприятием-изготовителем СОЖ конкретно для каждого состава. ТУ на смазочно-охлаждающую жидкость содержит общее описание СОЖ, физико-химические свойства состава или свойства концентрата и эмульсии, условия хранения и транспортировки СОЖ, требования безопасности и охраны окружающей среды, методы испытания СОЖ и другая необходимая потребителям информация.
Что такое хорошая охлаждающая жидкость
Главные задачи СОЖ — охлаждать и смазывать зону резания, удалять стружку от фрезы и обеспечивать коррозионную защиту. Наиболее эффективно эти задачи решаются при надлежащей чистоте и правильном подборе продукта. Прежде чем мы перейдем к демонстрациям, давайте рассмотрим основные виды&bsp;СОЖ, основные их отличия и возможности. Существуют четыре основные типа охлаждающей жидкости: нерастворимые чистые масла, водорастворимые, синтетические и полусинтетические.
Чистые масла — это нефтяные или минеральные масла, которые не растворяются в воде. Исторически, такие масла были первыми жидкостями, которые применялись в качестве охлаждающей жидкости в процессе обработки. Однако, на современных станках с ЧПУ такие масла практически полностью были заменены различными смесями смазок и присадок, которые смешиваются с водой. Чистые масла обычно используются для таких процессов, как зубофрезерование, где скорость резания и температура низкие, а смазка и эвакуация стружки имеют первостепенные значения. Станки HAAS не предназначены для работы с чистыми маслами.
Растворимые масла представляют собой эмульсию, состоящую из 50–80% масла плюс присадки, которые смешиваются с водой. Высокая смазывающая способность делает их эффективными для тяжелых режимов работы и защищает детали от ржавчины. Также они, как правило, являются наименее дорогим выбором. С другой стороны, растворимые масла склонны к бактериальному заражению и их охлаждающая способность не самая лучшая. Кроме того, они имеют более высокий показатель выноса со стружкой и более низкий срок стойкости, чем у других СОЖ.










Синтетические охлаждающие жидкости не содержат натуральных масел, обладают превосходной охлаждающей способностью и мало выносятся со стружкой. Они также обладают высокой биологической стабильностью и имеют удвоенный срок службы по сравнению с растворимыми маслами. С другой стороны, они более дорогие и смазывающая способность у них не такая хорошая. Их обычно используют при шлифовании и легкой обработке. Синтетические масла чувствительны к концентрации и, как правило, хуже защищают станок и детали от ржавчины.
Полусинтетические охлаждающие жидкости являются гибридами растворимых и синтетических СОЖ с содержанием масла в диапазоне от 5 до 50% объема концентрата. Такая СОЖ больше уходит со стружкой, но лучше охлаждает, чем растворимые СОЖ и лучше смазывает, чем синтетические. Полусинтетические СОЖ с содержанием масла до 50% устойчивы к коррозии и также сводят на нет большинство последствий бактериальной инфекции. Однако, они обычно на 20% дороже, чем сопоставимые растворимые СОЖ. Полусинтетика обеспечивает увеличение срока службы СОЖ в баке как минимум на 50%.
Теперь, когда мы сравнили все типы охлаждающей жидкости, Вы можете ясно увидеть, что полусинтетика имеет наибольшее количество положительных оценок. Такие СОЖ могут стать вашим лучшем выбором. Именно эта СОЖ используется здесь, на заводе Haas Automation.
Виды насосов для СОЖ
Наиболее широкое применение в системах охлаждения станочного инструмента нашли вертикальные погружные или полупогружные насосы. В последних электродвигатель расположен над уровнем жидкости, в которую погружается помповый механизм.
Тот или иной насос выбирается в зависимости характеристик эмульсии (типа, вязкости, степени загрязнения), а также требований, предъявляемых к самому агрегату.
Насосы для СОЖ отличаются друг от друга:
- Номинальной мощностью (от 40 до 450 Вт)
- Типом питания (некоторые модели поддерживают работу от 380 В, другие – от 220 В)
- Скоростью перекачки жидкости: чем этот параметр выше, тем быстрее вязкое вещество будет подаваться на режущие механизмы, что актуально для сложных ресурсоемких станков и труднообрабатываемых деталей (в среднем, скорость варьируется от 10 до 200 л/мин)
- Глубиной погружения (от 1 до нескольких десятков метров): чем этот параметр больше, тем шире возможности для применения агрегата
В настоящее время используется три основных типа вертикальных центробежных насосов для СОЖ.
Тип «НГ»
Гидронасосы для перекачивания жидкостей, нейтральных к углеродистой стали (включая минеральные и синтетические масла). Такие агрегаты работают с СОЖ плотностью до 1600 кг/м3, функционируют в температурном диапазоне -40… +100 °C.
Насосы типа «НГ» могут иметь одно-, двух- или трехступенчатую конструкцию. Отдельные модели оснащены влагозащищенными корпусами, что значительно расширяет сферу их применения. Агрегаты дополнительно комплектуются пластиковыми фланцами для крепления к емкости.
Тип «П»
Наиболее популярная категория помповых насосов, предназначенных для перекачивания жидкостей с кинематической вязкостью до 90 мм2/с. Эти устройства способны работать при температуре окружающей среды от +1 до +40 °С (при этом температура перекачиваемой жидкости должна составлять не менее +10 и не более +50 °C). Данные модели опционально комплектуются алюминиевыми установочными фланцами.
Тип «БХ»
Моноблочные многоступенчатые агрегаты, оптимально подходящие для комплектации токарных станков и других индустриальных машин. Отличаются высокой производительностью и длительным сроком службы.
Водно-масляная эмульсия, поступающая из резервуара на инструмент, охлаждает его и отправляется в сливную емкость. Там она фильтруется от металлических абразивных частиц и снова направляется на помпу для участия в следующем цикле охлаждения.
Такая система обеспечивает максимальную автоматизацию процесса и упрощает управление им.
Эмульсия станков по металлообработке
Одним из смазочно-охлаждающих технологических средств (СОТС) или по-другому смазочно-охлаждающих жидкостей (СОЖ) – является эмульсия для обработки металла. Применение СОТС (СОЖ) необходимо для повышения эффективности работы металлообрабатывающего оборудования и повышения качества обрабатываемой поверхности.
Смазочно-охлаждающие жидкости применяются для облегчения лезвийной и абразивной обработки металлов – распространенных и трудоемких технологической операции в машиностроении. Процессы лезвийной обработки различаются скоростью (до 80 м/сек), температурой в рабочей зоне (до 1700 гр.) и давлением (до 4000 Мпа).
Функциональное назначение смазочно-охлаждающей жидкости (СОЖ) при лезвийной обработке металла – это повышение износостойкости режущего инструмента, снижение силы трения и потребляемой мощности станка, удаление отходов из рабочей зоны, защита от коррозии.
Для выполнения данных функций СОЖ должна иметь:
- хорошие смазывающие свойства
- охлаждающие свойства
- моющие свойства
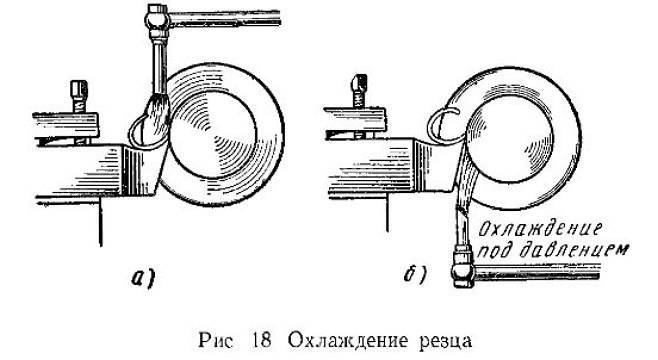
Условия применения СОЖ отличаются от условий, в которых работают смазочные материалы в узлах трения (подшипники, валы и пр.). На локальном участке, где происходит обработка, в результате силы трения возникает высокая температура. Поверхности трения в таких условиях имеют высокую химическую активность. В рабочей зоне под воздействием температуры происходит разрушение смазочно-охлаждающей жидкости. Её компоненты вступают в контакт со стружкой и режущей поверхностью резца, образуя прочные смазочные пленки. Кроме этого, ингредиенты СОЖ делают поверхностный слой обрабатываемого участка менее прочным, чем нижележащие слои металла, облегчая образование стружки.
Деформация металла сопровождается его нагревом. Чем выше прочность металла и скорость резания, тем больше теплоотдача в зоне обработки. Режущая кромка может нагреваться до 800 гр., что ведет к деформации инструмента, ухудшению качества обрабатываемой поверхности. При использовании СОЖ за счет отвода тепла температура снижается на 100-150 гр., что улучшает механические характеристики работы. Происходит понижение температуры трущихся поверхностей.
Моющее действие СОЖ заключается в удалении стружки и частиц инструмента из рабочей зоны, что особенно важно при шлифовании и хонинговании, так как улучшается качество обработки
Помимо основных требований, СОЖ должна соответствовать следующим требованиям:
- не вызывать коррозии
- иметь длительный срок действия
- не иметь бактериального заражения
- не быть токсичной
- не пениться
- не разрушать резиновые уплотнители оборудования
- не разрушать лако-красочное покрытие оборудования
- быть пожаро- и взрывобезопасной
При выборе СОЖ ориентируются на следующие параметры обработки:
- скорость и глубину резания
- требования к качеству поверхности
- способ подачи жидкости
Принцип работы металлообрабатывающих станков заключается в деформации металлических заготовок в заданном режиме. В результате трения рабочей поверхности инструмента и обрабатываемой поверхности происходит нагрев соприкасающихся частей. Возникают термические напряжения, разрушающие режущую кромку инструмента (сверла, фрезы и др.), а также нарушающие физико-химические свойства поверхности обрабатываемого участка.
Дисперсная система (эмульсия) предназначена для уменьшения силы трения и понижения температуры в зоне соприкосновения. Применяемая эмульсия для металлообработки – это вода, в которой растворены минеральные масла. Для того, чтобы раствор не расслаивался, в его состав вводятся эмульгаторы. Эти водорастворимые соединения позволяют создавать устойчивые лиофильные смеси, обладающие охлаждающим и смазывающим действием.
В состав СОЖ могут входить также другие добавки и присадки: бактерицидные, антикоррозионные, противозадирные. Бактерицидная устойчивость особенно важна, так как срок действия раствора после его приготовления ограничен. Неприятный запах и расслоение означает, что эмульсия для металлообработки пришла в негодность.
Для получения устойчивой коллоидной жидкости нефтехимическая промышленность выпускает концентрированную смесь эмульсол, в состав которого входят нефтяные масла (до 85%), ПАВ, эмульгаторы и прочие добавки (спирт, бактерицидные, антикоррозийные средства). Процентное содержание концентрата в воде колеблется от 1 до 5%.
Виды используемых при токарной обработке СОЖ
Все виды СОЖ, применяемых для токарных работ на станке, подразделяются на две большие категории.
СОЖ на основе воды
Жидкости данной категории отличаются хорошими охлаждающими характеристиками, они поглощают тепло, активно образующееся в процессе токарной обработки, и отводят его из зоны резания.
СОЖ на основе масла
Такие жидкости значительно хуже отводят тепло из области обработки, но обеспечивают отличное смазывание поверхностей заготовки и инструмента.
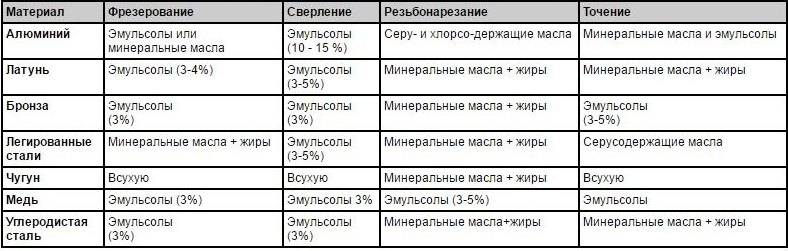
Рекомендации по выбору СОЖ для конкретных операций и материалов (нажмите для увеличения)
Среди наиболее распространенных СОЖ, которые используются при обработке металла на токарных станках, можно отметить следующие.
- Раствор кальцинированной технической соды (1,5%) в кипяченой воде. Такая жидкость используется при выполнении чернового обтачивания на токарном станке.
- Водный раствор, содержащий 0,8% соды и 0,25% нитрита натрия, который повышает антикоррозионные свойства СОЖ. Применяется также при черновом обтачивании на станке.
- Раствор, состоящий из кипяченой воды и тринатрийфосфата (1,5%), практически идентичный по своему охлаждающему действию жидкостям, содержащим кальцинированную соду.
- Водный раствор, в составе которого находятся тринатрийфосфат (0,8%) и нитрит натрия (0,25%). Обладает улучшенными антикоррозионными свойствами и также используется при выполнении чернового обтачивания на токарных станках.
- Раствор на основе кипяченой воды, содержащий в своем составе специальное калийное мыло (0,5–1%), кальцинированную соду или тринатрийфосфат (0,5–0,75%), нитрит натрия (0,25%).








- Раствор на основе воды, содержащий 4% калийного мыла и 1,5% кальцинированной соды. СОЖ, в составе которых содержится мыло, используются при выполнении чернового, а также фасонного точения на токарном станке. Калийное мыло при необходимости может быть заменено на любое другое, не содержащее в своем составе хлористых соединений.
- Раствор на основе воды, в которую добавлен эмульсол Э-2 (2–3%) и кальцинированная техническая сода (1,5%). СОЖ данного типа используется при токарной обработке деталей, к чистоте обработанной поверхности которых не предъявляют высоких требований. С применением такой эмульсии обрабатывать заготовки на станке можно на высоких скоростях.
- Водный раствор, содержащий 5–8% эмульсола Э-2 (Б) и 0,2% соды или тринатрийфосфата. С использованием такой СОЖ на токарном станке выполняется чистовое точение.
- Водный раствор, в состав которого входят эмульсол на основе окисленного петролатума (5%), сода (0,3%) и нитрит натрия (0,2%). Использовать такую эмульсию можно при выполнении черновой, а также чистовой токарной обработки на станке, она позволяет получать поверхности более высокой чистоты.
- Жидкость на основе масла, в которой содержится 70% индустриального масла 20, 15% льняного масла 2-го сорта, 15% керосина. СОЖ такого состава используется в тех случаях, когда нарезают высокоточную резьбу и обрабатывают заготовки дорогостоящими резцами фасонного типа.
Варианты применения СОЖ для токарных станков
- Сульфофрезол – маслянистая СОЖ, активированная серой. Используется такая смазочно-охлаждающая жидкость при выполнении точения с небольшим сечением среза. При выполнении черновых работ, характеризующихся активным и значительным нагревом инструмента и обрабатываемой заготовки, использование такой СОЖ может быть вредным для оператора станка, так как она выделяет летучие сернистые соединения.
- Раствор, состоящий из 90% сульфофрезола и 10% керосина. Используется такая жидкость при нарезании резьбы, а также при глубоком сверлении и чистовой обработке заготовок.
- Чистый керосин – применяется, когда на токарном станке необходимо обработать заготовки, выполненные из алюминия и его сплавов, а также при финишной обработке с использованием колеблющихся абразивных брусков.
Быстроиспаряющиеся СОЖ
Быстроиспаряющиеся СОЖ изготавливаются на базе галогенпроизводных углеводородов, обладающих низкой температурой кипения. Такие СОЖ превосходно охлаждают режущий инструмент и быстро испаряются. При этом на поверхностях обрабатываемой детали из присадок образуется тонкая пленка. Она отлично смазывает поверхности при различных технологических операциях (при нарезании резьбы, сверлении, протягивании, развертывании). Данный вид СОЖ нашел свое применение при обработке труднообрабатываемых сплавов и одновременной обработке нескольких слоев разнородных материалов.
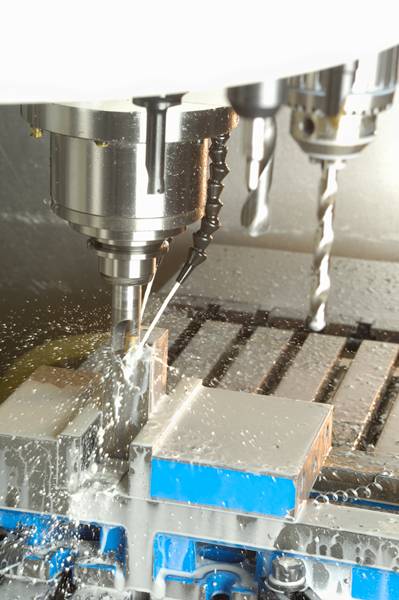
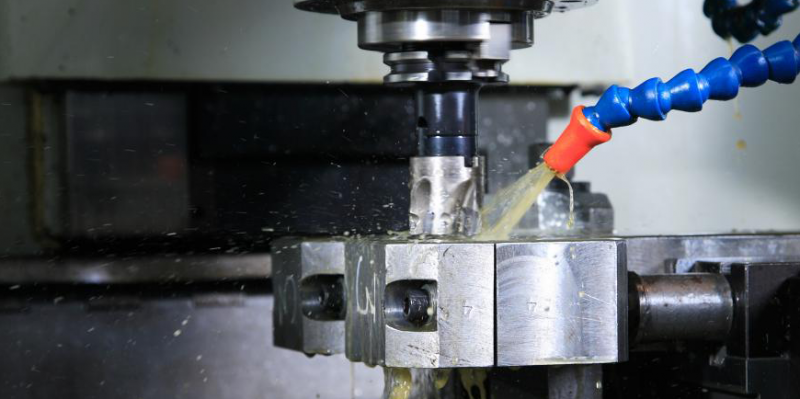
Илл. 2. Примеры применений различных СОЖ
Как сделать сож для станка своими руками
Приготовить масляную или водорастворимую СОЖ своими руками реально в домашних условиях. Для этого нужно немного свободного времени и простой набор компонентов.
СОЖ своими руками потенциально опасен для вашего оборудования и здоровья! Мы не отвечаем за негативные последствия. Используя рекомендации из этой статьи, вы действуете на свой страх и риск!
Популярность смазочно-охлаждающих жидкостей (СОЖ) объясняется их широким спектром действия.
Они продлевают срок службы станка за счет охлаждения режущего инструмента, улучшают качество обработки, повышают скорость и производительность, делают выполнение операций более безопасным и комфортным.
Не всегда покупка готовой жидкости — самый простой и очевидный способ получить эти выгоды. Иногда проще подготовить СОЖ для станков своими руками.
Имеет ли право на жизнь самодельная СОЖ? Вы можете заменить дорогостоящие компоненты более доступными, но не сможете гарантировать, что полученная в домашних условиях жидкость будет правильно «работать».
Виды, состав и характеристики
Существует десятки видов СОЖ, которые различаются по составу и характеристикам. Выполняемые функции для одинаковы, но каждый по-разному вид повышает эффективность того или иного действия при работе со станком.
Изготовление своими руками
Существуют различные виды жидкостей, особенно водянистых. Можно долго перечислять виды и составы жидкостей, но вряд ли это вместится в одну статью. В нашей статье мы продемонстрируем только один пример охладителя, на основе масла.
Эмульсию сложно приготовить, так как для создания используется большое количество компонентов.
В нашем примере будем рассматривать рецепт эмульсии на основе жидкого мыла. Кроме того, нам понадобится нерафинированное подсолнечное масло, керосин и кальцинированная сода, а также некоторые предметы бытовой химии.
Большинство перечисленных веществ имеется в каждом доме, за исключением керосина.
Рецепт
- Залить жидкое мыло в граненый стакан, смешать с подсолнечным маслом, керосином и кальцинированной водой. Желательно подготовить 3 таких стакана и вылить в 1 емкость от 10 л.
- В полученную смесь добавляем половину стопки отбеливателя и четверть стопки моющего средства для посуды, например Fairy.
- Залить раствор теплой водой. Использовать емкость объемом в 10л. Лить воду до тех пор, пока емкость не будет полностью заполнена.
- Нагреть жидкость до температуры 90 градусов. При нагревании жидкость необходимо непрерывно перемешивать.
- Выливаем полученную смесь в емкость, и смешиваем с водой. Соотношение раствора с водой должно быть равно 1:3.
Наш раствор готов, можете смело использовать его на рабочем месте.
Если же нет некоторых компонентов, то вот вам более простой раствор. Возьмите и смешайте индустриально масло, воду и поверхностно-активное вещество.
Правила эксплуатации СОЖ для станков
Недостаточно просто залить детали небольшим количеством раствора, это может плохо отразиться на его работе.
Для повышения эффективности при работе на токарных станках придерживайтесь следующих правил:
- Расход жидкости не менее 10л на 1 минуту.
- Вещество должно располагаться в месте, которое нагревается больше остальных, например стружка от заготовочного материала.
- Подачу жидкости осуществлять после нагревания.
При работе со сложными металлами, большая часть жидкости должна уходить на заднюю поверхность резца.
Виды и применение смазочно-охлаждающих жидкостей
В процессе металлообработки всегда происходит сильное трение заготовки об инструмент. Особенно это является существенным для токарных станков, где резец сильно нагревается.
Интенсивное трение вызывает и преждевременный износ инструмента для холодной пластической деформации, особенно для таких операций, как скоростная многопозиционная высадка или холодное выдавливание.
Во всех этих случаях необходимо применение специальных смазочно-охлаждающих жидкостей.
Несмотря на то, что эта СОЖ является синтетической , она имеет минимальную стоимость, характерную для минеральных продуктов.
Эта СОЖ выпускается в форме концентрата. Она имеет янтарный цвет и приятный карамельных запах, не содержит формальдегидов, хлора и вторичных аминов, поэтому не оказывает вредного влияния на здоровье.







Изготовленная из синтетических компонентов с добавлением (до 15%) композиции минеральных масел, СОЖ EFELE CF-621 обладает хорошей биостойкостью и высокими эксплуатационными свойствами.
Это позволяет вести обработку металлов при меньшей концентрации раствора.
Когда требуется замена СОЖ
Замена эмульсола производится по истечению срока годности продукта, а также в тех случаях, когда в процессе использования его качество, внешний вид и эксплуатационные характеристики значительно ухудшились.
Как показывает практика, масляные эмульсолы имеют более длительный срок годности по сравнению с СОЖ на водной основе. Это объясняется тем, что вода является хорошей средой для развития всевозможных микроорганизмов, что приводит к снижению уровня кислотности рН и появлению неприятного запаха. Вредными факторами для водосмешиваемых СОЖ являются также повышенные температуры, загрязнение смазочными материалами и абразивами. Такая эмульсия теряет стабильность и свои свойства, становится более токсичной. Текущий контроль состояния СОЖ дает возможность своевременно выявить несоответствия и внести корректировки. Периодичность контроля устанавливается стандартами:
- для масляных СОЖ: 1 раз в месяц
- для полусинтетических и синтетических СОЖ: 1 раз в 2 недели
- для эмульсионных СОЖ: 1 раз в неделю