
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации
Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.

Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
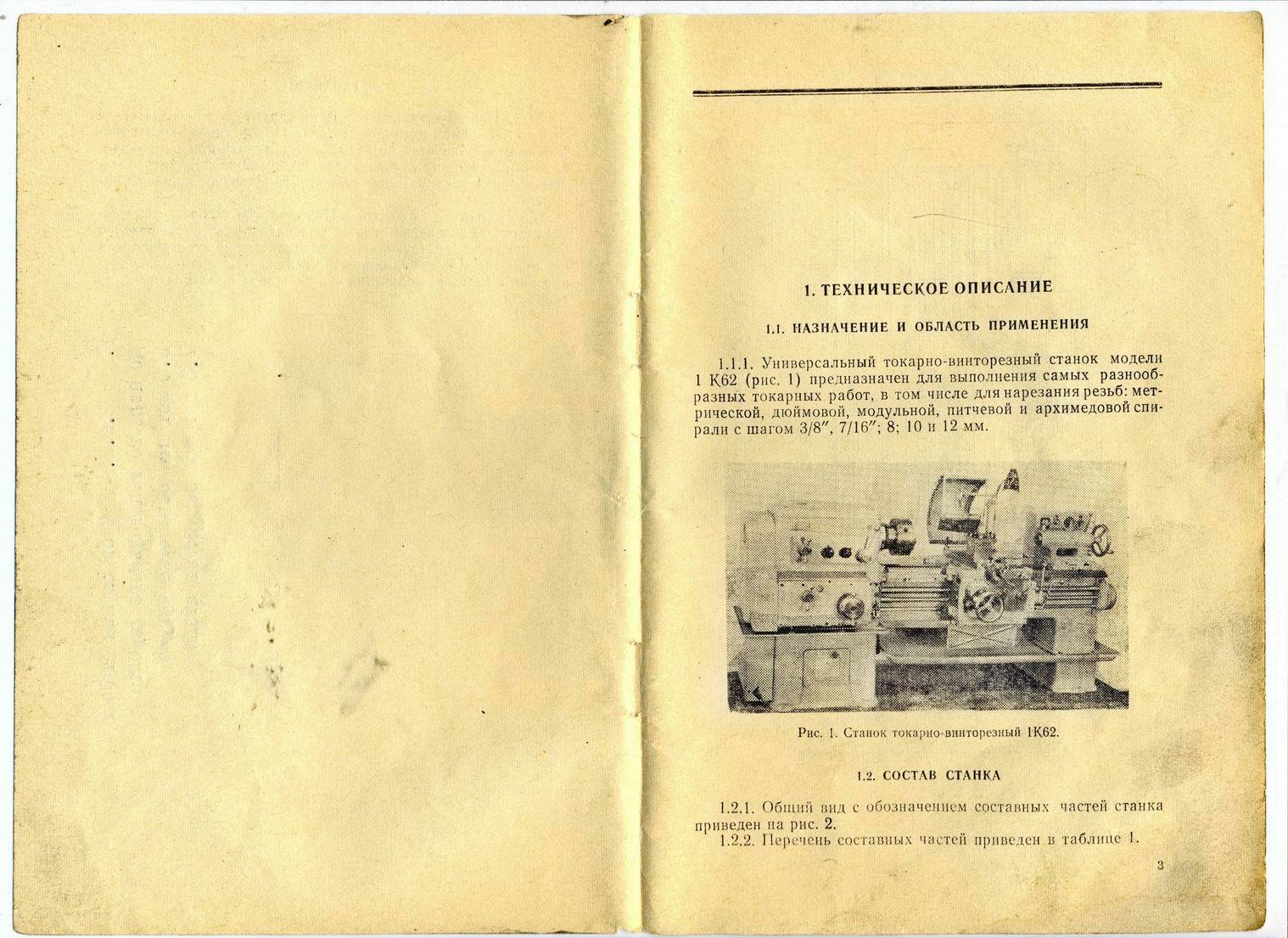
1 Станок 1К62 — назначение, область использования
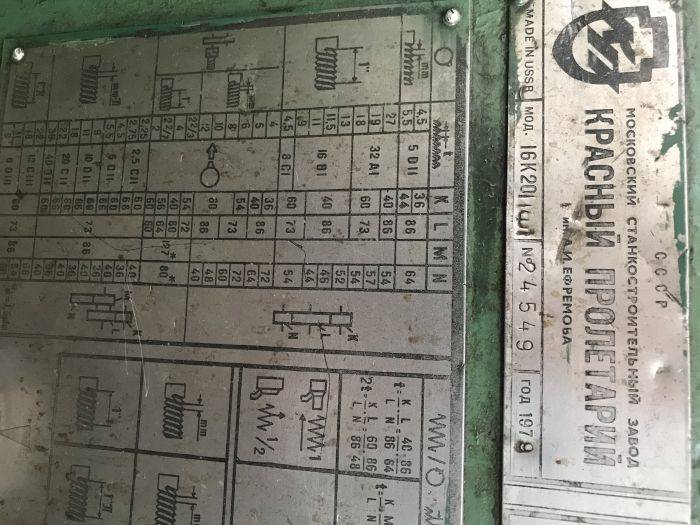
Модель станка 1К62, пришедшая на смену устаревшей модификации 1А62, начала выпускаться Московским станкостроительным заводом «Красный пролетарий» в 1956 году. Серийное производство агрегата продлилось вплоть до 1971 года.
Помимо стандартных токарных операций, данный станок позволяет производить нарезание резьбы пяти типов: питчевой, архимедовой, модульной, метрической и дюльмовой. 1К62 оснащен шпинделем повышенной жесткости (смонтирован на специальных подшипниках), что дает возможность обрабатывать на станке заготовки из каленой стали. Также допустимо применения ударной нагрузки, которая не влияет на точность обработки.
К преимуществам 1К62 относится — мощный двигатель, жесткость конструктивных узлов, обширный диапазон скоростей, минимальный уровень вибрации при работе. В совокупности все это позволяет выполнять высокопроизводительную обработку металлических деталей.

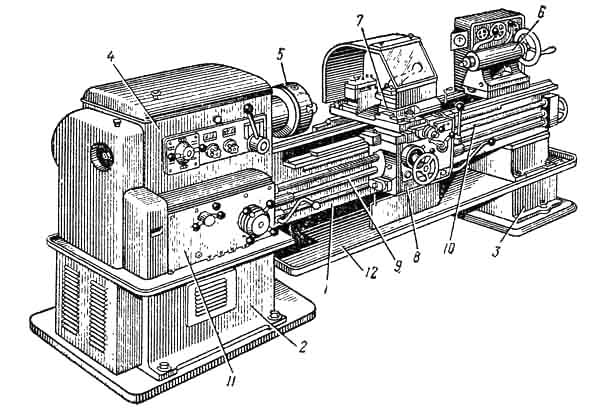
Внешний вид станка
1К62 классифицируется как лобовой станок — это оборудование, способное работать с заготовками большого диаметра но малой длины. В конструкции предусмотрена поперечная регулировка задней балки, дающая возможность обтачивать пологие конуса. Также балка посредством замка может соединяться с нижней секцией суппорта, что увеличивает функциональные возможности при выполнении сверлильных операций.
1.1 Особенности конструкции
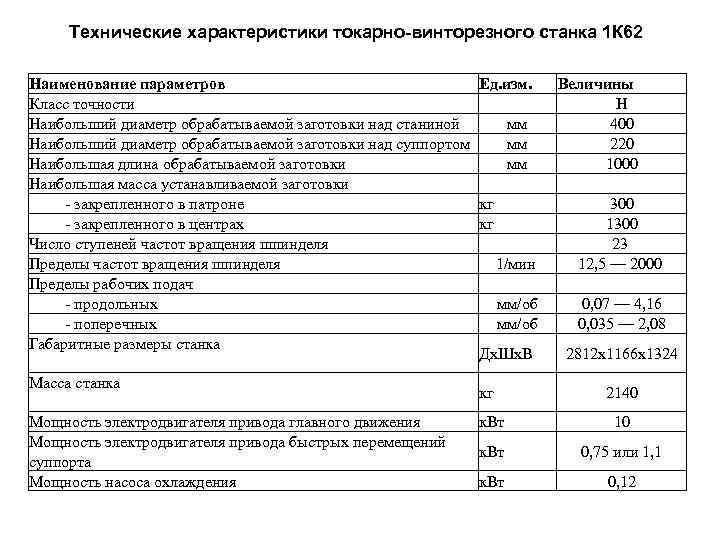
Устройство агрегата предполагает возможность установки люнетов двух типов — подвижных, диаметром 20-80 мм, и неподвижных — от 20 до 130 мм. Данный станок предназначен для обработки деталей диаметром до 400 мм (при установке над станиной) и прутков 45 мм.
В качестве двигателя используется мотор асинхронного типа мощностью 10000 Вт, выдающий до 2000 об/мин. Всего предусмотрено 23 режима скорости, минимальные обороты — 12.5 об/мин, максимальные — 2000 об, что позволяет выбрать оптимальный режим обработки металлов любой твердости. Регулировка скорости вращения шпинделя и настройка подачи суппорта (продольной и поперечной) выполняется посредством изменения положения шестерни коробки скоростей, для управления которой предусмотрены специальные рычаги. Сами шестерни являются сменными.
За подачу суппорта в станке 1К62 отвечает вспомогательный асинхронный движок на 1000 Вт (до 1400 об/мин). Оба движка оснащены тепловым реле, которые обеспечивают защиту моторов от перегрева. Функцию защиты от коротких замыканий выполняют плавкие предохранители. Конструктивное устройство 1К62 делает станок одинаково эффективным как в силовом, так и в скоростном резании.
Шпиндель в станке 1К62 устанавливается на специальных подшипниках, обеспечивающих повышенную жесткость узла, что в свою очередь дает улучшенную точность обработки заготовок. Согласно классификации по ГОСТ №8-82, данная модель относится к первой группе точности «Н». На станок могут устанавливаться трехкулачковые (диаметр — 250 мм) либо четырехкулачковые (400 мм) патроны самоцентрирующегося типа.
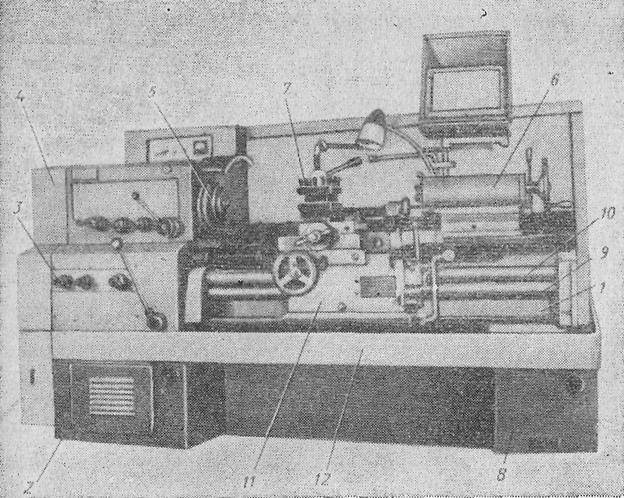
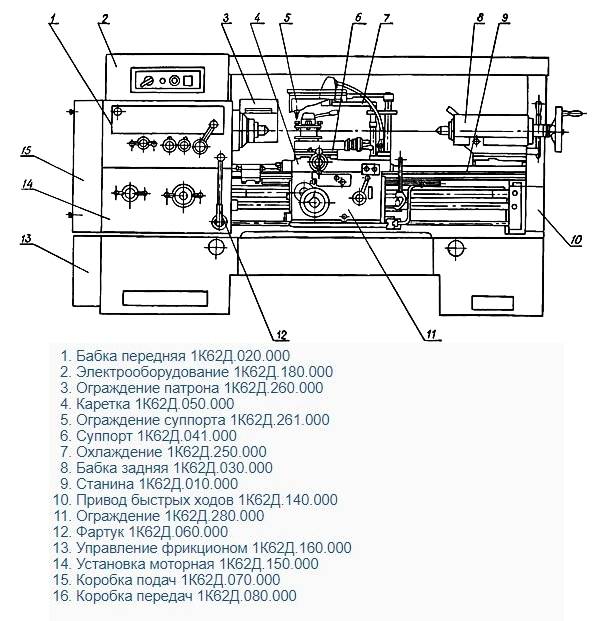
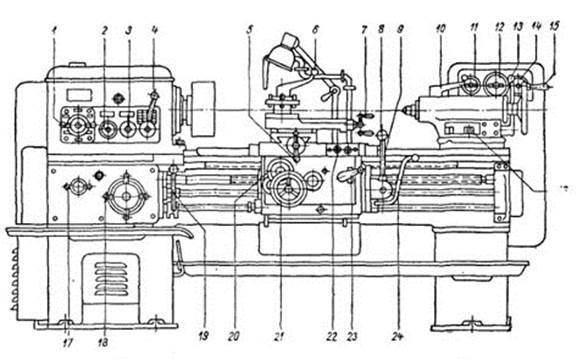
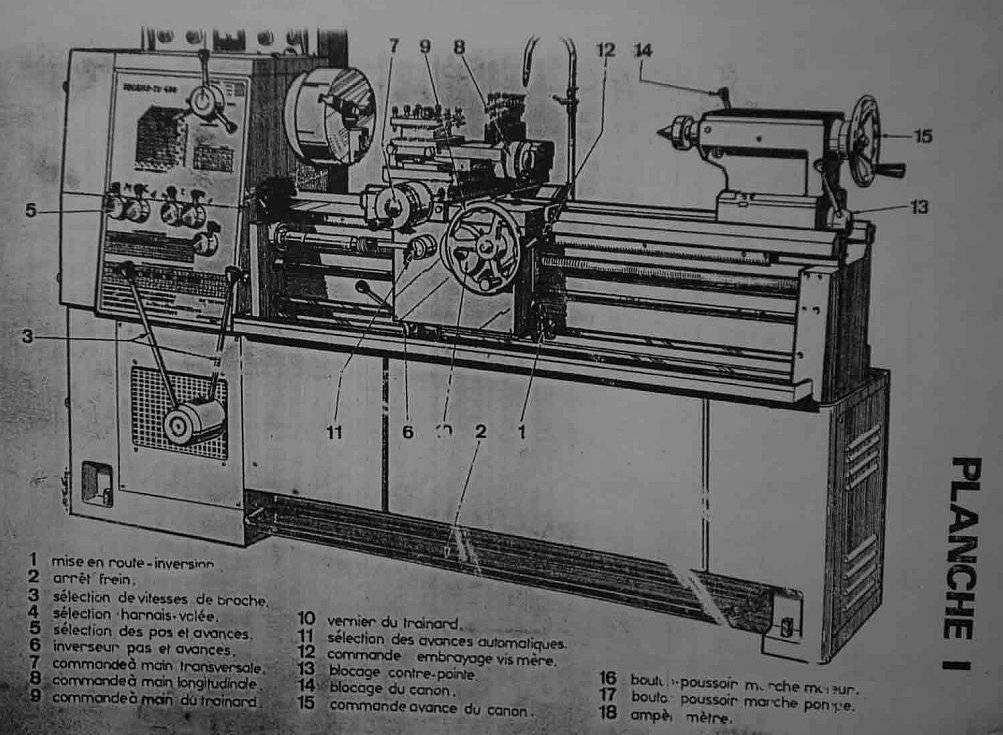
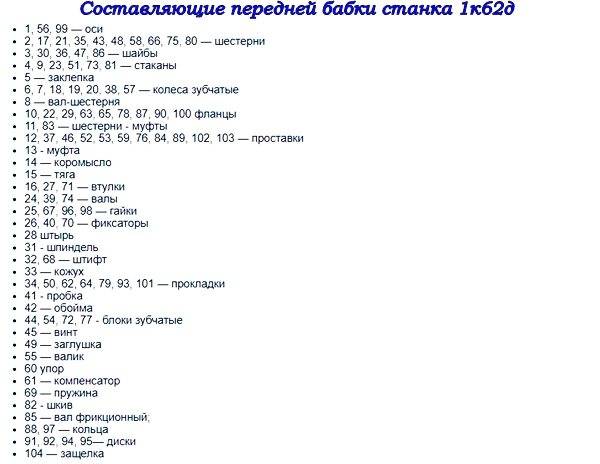
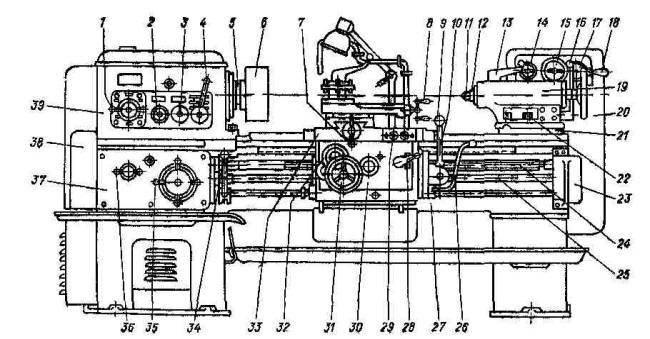
Конструкция станка 1К62
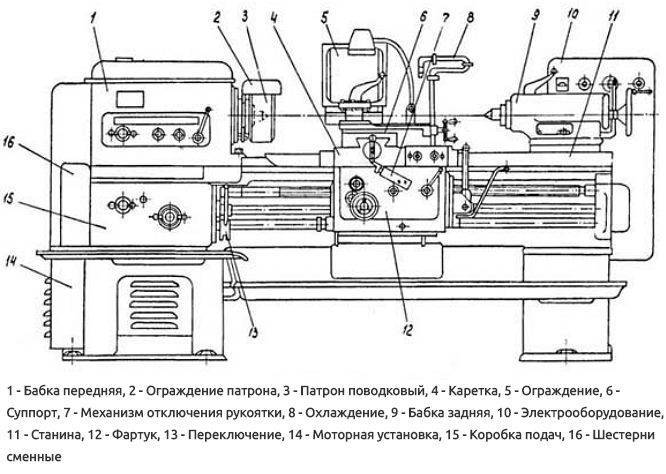
Приведенная схема демонстрирует конструктивное устройство 1К62, где:
- Станина.
- Передняя тумба.
- Задняя тумба.
- Передняя бабка.
- Патрон.
- Задняя бабка (является регулируемой, может перемещаться по направляющей и устанавливаться на необходимом от передней бабки расстоянии);
- Резцы (главный рабочий инструмент) и резцедержатель;
- Фартук и размещенные на нем механизмы продольной и поперечной подачи суппорта.
- Ходовой вал.
- Ходовой винт.
- Коробка подач.
- Корыта для сбора стружки и слива охлаждающей жидкости.
Также существует две модификации данной модели. Наиболее распространенным является станок 1К62Д, который отличается увеличенным на 10 мм отверстием шпинделя и отсутствием в предохранительном механизме фартука падающего червяка. По остальным узлам и механизмам данные агрегаты идентичны.
Серьезно отличается от 1К62 его более современная версия — токарно винторезный станок 1К625. В данной модификации до 500 мм увеличен диаметр обработки над станиной, и до 250 мм над суппортом. Максимальный ход каретки вырос с 1330 до 920 мм. Все это позволяет обрабатывать детали большего размера. Мощность движка, частота оборотов и функциональные возможность в данном станке остались неизменными.
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;






a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Преимущества станка
Винторезный агрегат модификации и 1К62Д обеспечивает работу с заготовками из жаропрочного металла, прочной инструментальной стали. Эти материалы предполагают тяжелые формы обработки с максимальными нагрузками на главные элементы конструкции:
- привод;
- электрические схемы;
- коробку переключения скоростей.
Присутствие выемки в неподвижной станине (ГАП) дает возможность закреплять детали с радиусом, превосходящим расстояние между центрами. Паспорт базовой модели имеет ограничение по этому параметру до 435 мм, а модификация с ГАПом увеличивает допустимое значение до 630 мм.
Достоинствами модели считаются:
- Довольно увеличенная мощность основного привода.
- Весь станок, каждое его звено отличаются высокой прочностью и общей целостностью.
- Точение выполняется в условиях высокой надежности и безопасности мастера.
- Конструкция отвечает требованиям вибрационной устойчивости.
- Расширен диапазон допустимых частот при вращении шпинделя.
Установка отлично показывает себя в режиме силовой обработки заготовок на высоких скоростях.
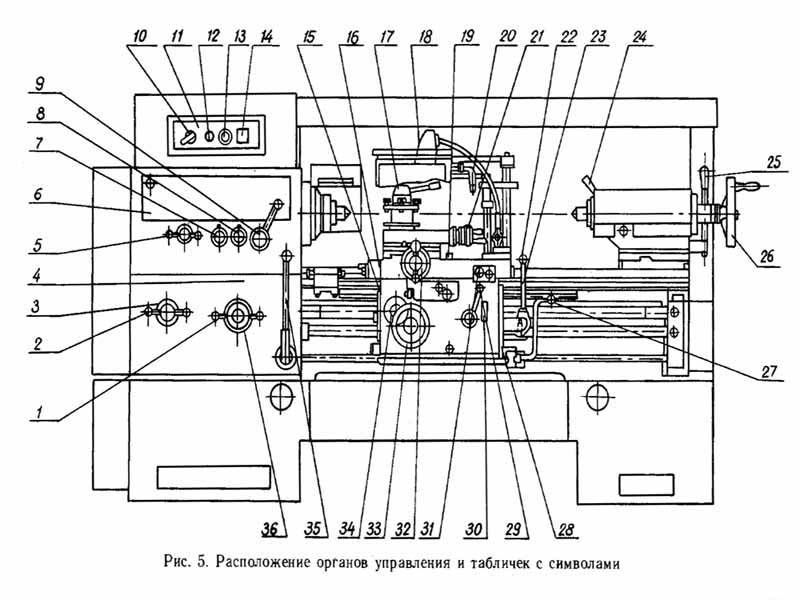
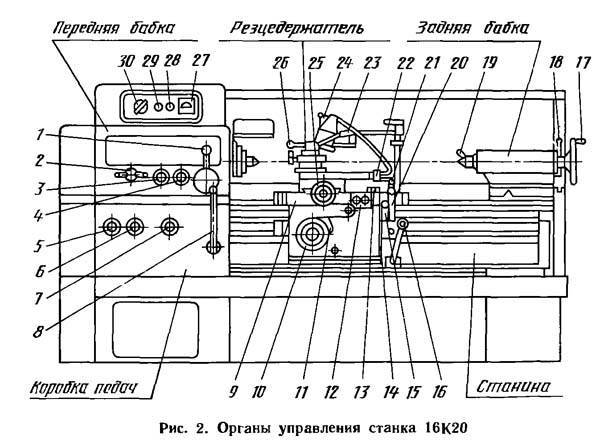
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:

- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.

Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.

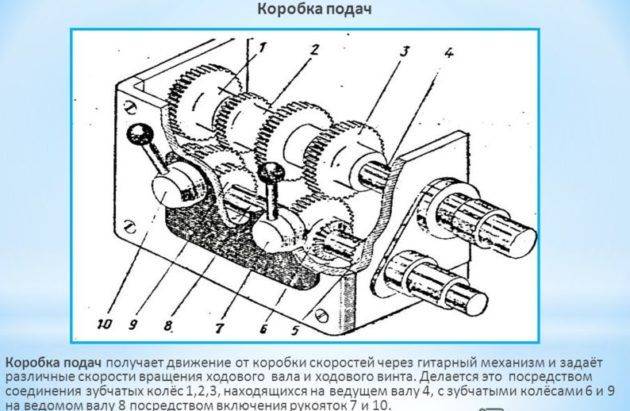
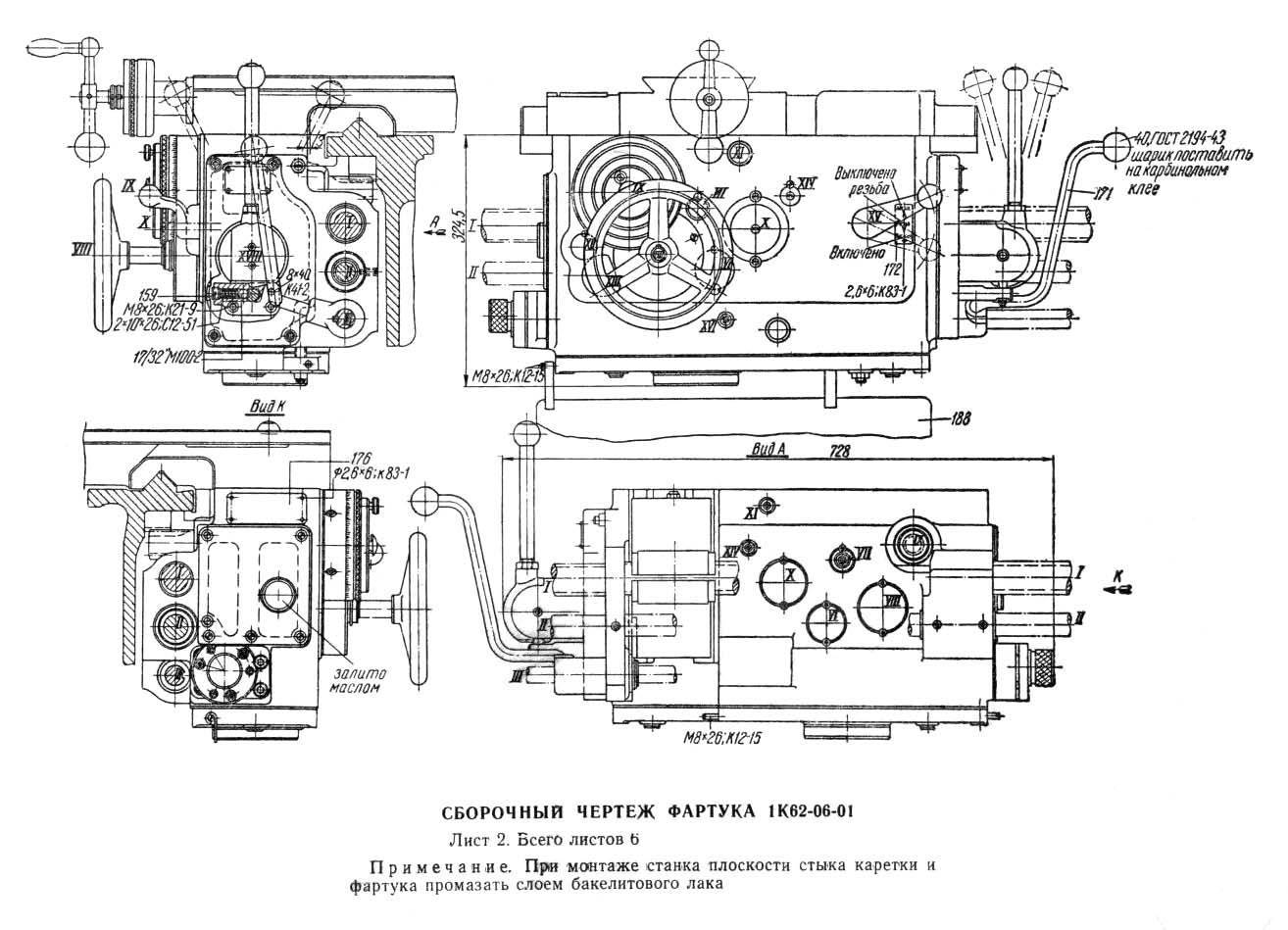
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Применение

нарезании различных видов резьбы
Благодаря особой конструкции токарного станка 1к62, которая является максимально жёсткой, что обеспечивается при монтировании агрегатного шпинделя на особые подшипники, данное оборудование может применяться мастерами для сложной работы с закалёнными заготовками. Модель 1к62 способна предоставить возможность твёрдой обработки самых различных деталей разной степени твёрдости. При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
Высокая мощность агрегата является одним из главных преимуществ токарных станков модели 1к62. Также токарно-винторезные станки такого типа могут быть отмечены в связи с их превосходной прочностью и выносливостью конструкции. Отменное резание инструментами, изготовленными из твёрдых сплавов, а также минералокерамическими образцами, обеспечивается наличием довольно большим выбором имеющихся скоростных режимов и вариантов подач. К тому же отдельно можно отметить и виброустойчивость данного аппарата, которая также способствует качеству обработки.
Конструктивная особенность задней балки токарного станка 1к62 обеспечивает работу с пологими конусами, причём без особого труда. Особенность заключается в возможность задней балки смещаться в поперечном направлении. Это облегчает работу мастера и улучшает производительность оборудования. К тому же, если существует необходимость осуществления сверления при механическом движении балки от суппорта, это реализуется при наличии особого замка, соединяющего суппорт и заднюю балку.
Токарно-винторезные станки 1к62 имеют способность агрегироваться со следующими люнетами: подвижными (их диаметр равен от 20 до 80 мм) и неподвижными (от 20 до 130 мм). Также модели станков 1к62 укомплектованы специальными зубчатыми колёсами, которые являются сменными. Они нужны для передачи движения коробке передач. На станине предусмотрен монтированный упор, позволяющий каретке осуществлять продольное смещение. Интенсивность движения суппорта имеет ограничение в 250 мм в минуту, которое осуществляется упором.
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
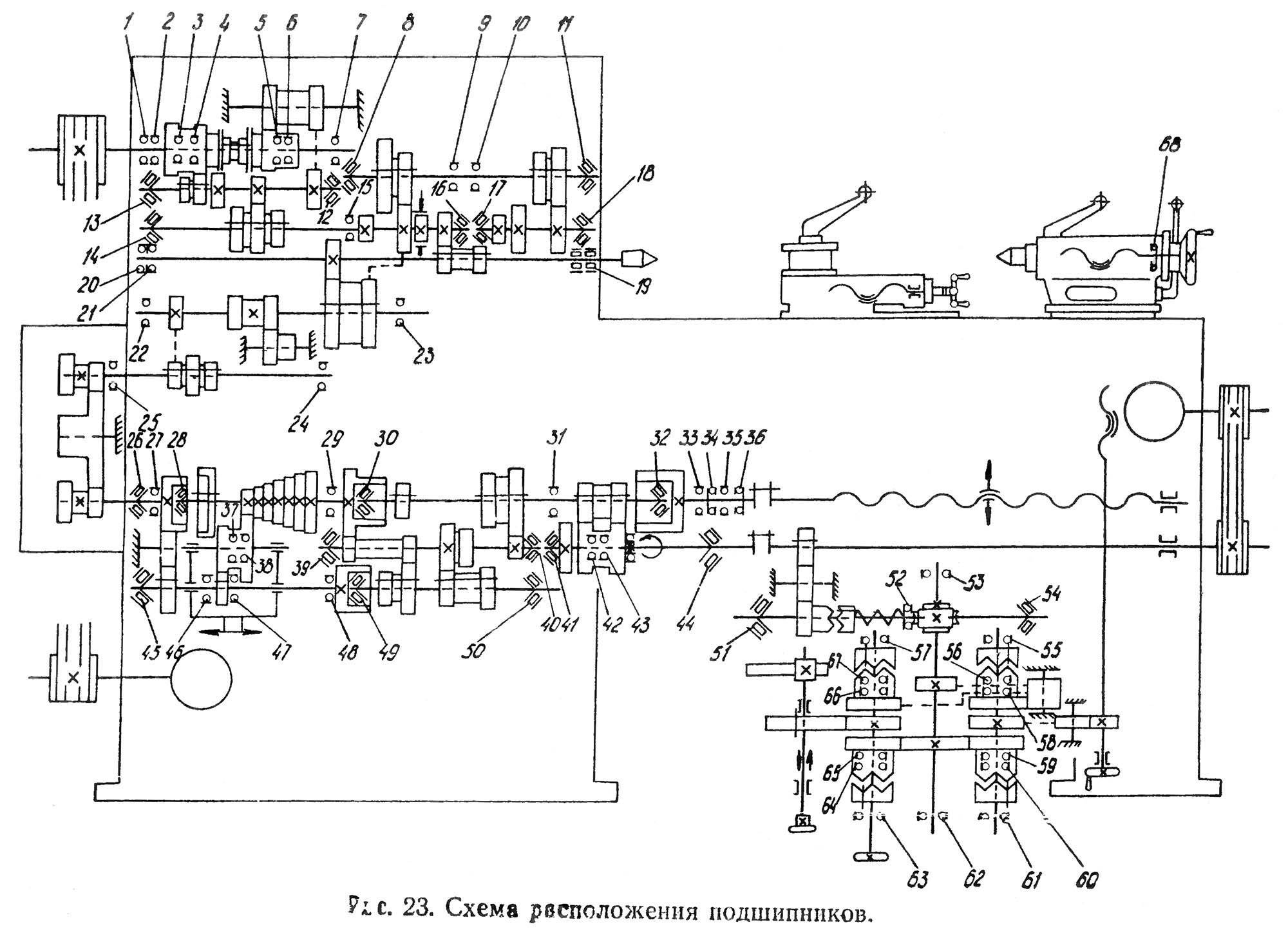
Кинематическая схема
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
Расшифровка, обозначения и модификации
В 30-е годы в СССР была разработана специальная система обозначений станков. Эта система используется и в настоящее время. Индекс 1К62 состоит из цифры 1, что значит токарный станок, индекса К – поколение модели, цифр 6 – собственно токарно-винторезный тип и 2 – высота центров шпинделя над станиной 220 мм. Поскольку технические характеристики 1К62 могли быть разные, то к основному индексу могли добавляться символы.

Примером модификации основной модели может служить станок повышенной точности 1К62 Б. Технические характеристики такого оборудования позволяли изготовлять прецизионные детали в условиях мелкосерийного производства. Станок выполнялся в трех вариантах, различающихся максимальной длиной обрабатываемой заготовки – 710, 1000 и 1400 мм. У станков была разная длина станины и разная общая длина, которая составляла 2,522 м., 2,812 м. и 3,212 м. соответственно. Вес станков в зависимости от длины – 2160, 2293 и 2401 кг.
Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.
Устройство станка
Передняя часть токарного станка, сделанная в виде тумбы, на самом деле является коробкой передач. На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей.
На передней панели бабки установлены два рычага переключения скоростей, которые расположены по краям. Правый рычаг понижает обороты шпинделя, имеет четыре положения: оптимальные обороты для точения. высокие обороты для чистовой обработки цилиндрической поверхности. Промежуточное положение для нарезания резьбы резцом или плашкой. Левый рычаг переключения скоростей имеет шесть положений, соответственно, шесть скоростей.
Между рычагами переключения скоростей расположены два других рычага для настройки операции нарезания резьбы. Конструкция станка позволяет нарезать правую и левую резьбу.
Внизу передней бабки расположена коробка подач, оборудованная двумя рычагами. Рычаг слева переключает подачи и вид резьбы. Расположенный справа служит для настройки подачи суппорта в зависимости от глубины резания и твёрдости обрабатываемого материала. Станок к 62 оборудован двумя двигателями: главный и ускоренной подачи. Передний фартук оборудован двумя маховиками:
- один для подачи вдоль станины;
- второй — для подачи поперёк.


Основные узлы
Вращающийся шпиндель токарно-винторезного станка 1к62 обеспечивает обработку поверхности заготовок цилиндрической и конической формы.
Суппорт выполняет продольное и поперечное движение резцедержателя с резцом для снятия стружки, нарезания резьбы, торцевания или отрезания заготовки. Установленный привод механизма подач служит для настройки режимов нарезания резьбы. С помощью передачи винта-гайки осуществляется поперечное движение резцедержателя.
На передней бабке установлены рычаги управления станком. Чтобы изменять режимы резания, установлен механизм переключения скоростей вращения шпинделя. Направление движения изменит специальная фрикционная муфта и реверсивный механизм.
Фартук служит для изменения режимов подач, а для управления есть рычаги на передней бабке. Механизм фартука выполняет подачу суппорта при точении и нарезании резьбы.
Главный параметр, определяющий габарит токарного станка является высота от плоскости станины до оси вращения шпинделя. Эта высота составляет половину наибольшего диаметра детали, которая может быть обработана над станиной. Наибольший диаметр изделия над станиной и расстояние между патроном и пинолью задней бабки определяют его возможности и входят в основные технические характеристики станка 1к62. Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Станок оборудован дополнительным электродвигателем мощностью один киловатт для ускоренного движения каретки суппорта, включается нажатием специальной кнопки, расположенной с торца рычага управления. Во время сверлильных работ можно механически подавать заднюю бабку со сверлом, присоединив её к суппорту.
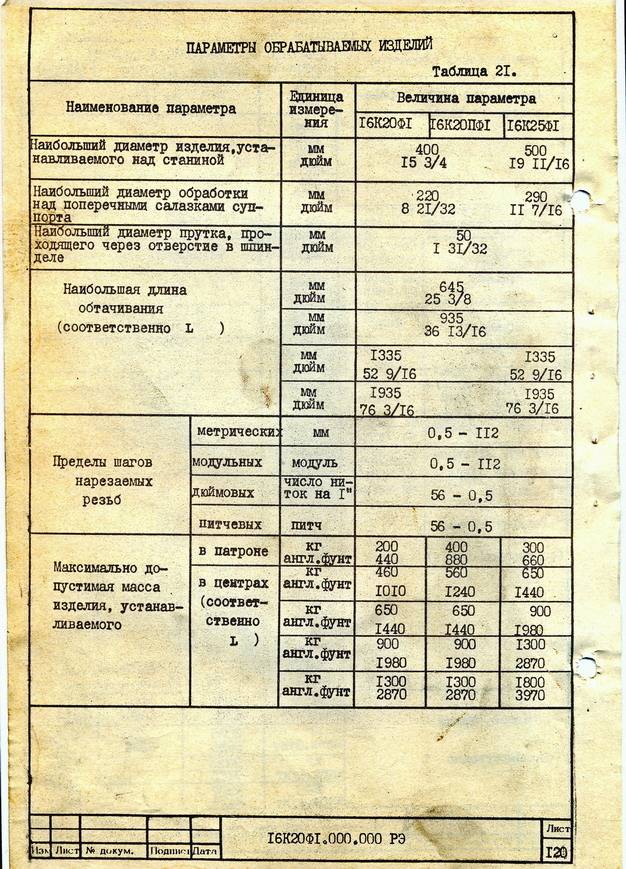
Технические характеристики
Масса токарного станка к62 составляет 2,5 тонны.
Габариты:
- длина — 2500 миллиметров;
- ширина — 1200 миллиметров;
- высота — 1500 миллиметров.
Максимальный диаметр заготовки над суппортом станка составляет 224 миллиметра. Заготовка для обработки не более 1500 миллиметров в длину. Обороты шпинделя 2420 оборотов в минуту.
Токарно-винторезный станок — сложная технологическая машина, у которой 24 скорости вращения шпинделя и 48 подач суппорта. Органы управления расположены на передних панелях коробок скоростей и подач.
Чтобы установить заданную частоту вращения шпинделя, надо заранее отключить фрикцион и выключить электродвигатель, а затем перемещением рукоятки установить требуемый диапазон частот (например, 630…2000, 50…160). Перемещать рукоятку переключения скоростей следует плавно, без рывков, добиваясь фиксации её в каждом из четырёх положений, устанавливая заданные обороты шпинделя (например, 630 оборотов в минуту).





