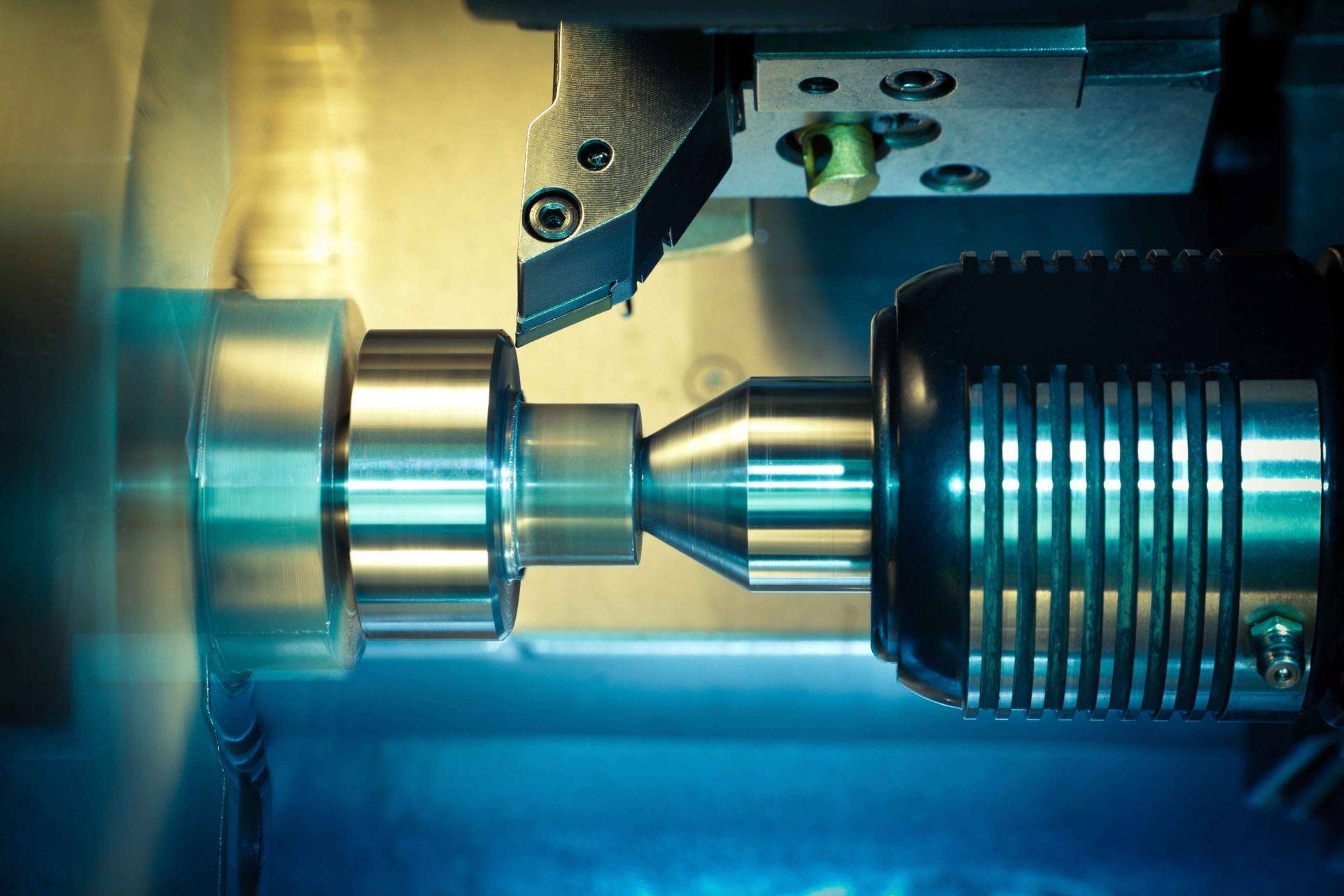
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.
Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров
Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Обработка
Токарное точение характеризуется высокой точностью выполнения точильных задач. В отличие от других видов обработки, токарный тип дает возможность изготовлять с более высокой точностью детали из металла. Данная возможность обеспечивается благодаря:
- отсутствию зазоров в конструкции станочных приборов;
- высокому показателю жесткости токарных инструментов;
- наличию более простой системы выполнения задачи;
- наличию датчиков, формирующих обратную связь;
- высокому показателю устойчивости к воздействию вибрации.
Перед различными работами узлы агрегата разогреваются, благодаря чему коэффициент тепловой деформации сводится к минимуму. Обрабатывающие станки с системой числового программного управления по металлу имеют прочную конструкцию и обладают точным перемещением рабочих механизмов.
Исправная работа оборудования гарантируется управляющими комплексами. Конструкция токарных станков с ЧПУ предполагает три вида подобны комплексов. Каждый из них имеет свои отличия и особенности:
- контурный – обеспечивает токарную обработку криволинейным способом по заданной программе;
- позиционный – выполнение задачи осуществляется посредством задачи конечных координат;
- адаптивный – объединяет в себе особенности обоих предыдущих комплексов.
Выбор токарных аппаратов производится с учетом цели, для которой он предназначен. Определить, какой комплекс установлен на приборе, можно при помощи маркировки. Различаются всего четыре маркировки от Ф1 до Ф4. Устройства с маркировкой Ф1 дают возможность задавать координаты перед началом токарной работы. Устройства с маркировкой Ф2 имеют позиционный комплекс, а с маркировкой Ф3 – контурный. Для адаптивного комплекса отведена маркировка Ф4. Маркировка может сопровождаться дополнительным обозначением от С1 до С5. Чем выше этот показатель, тем более высокую производительность имеет обрабатывающий станок.
Методы мехобработки резанием
| Метод | Особенности | Используемое оборудование |
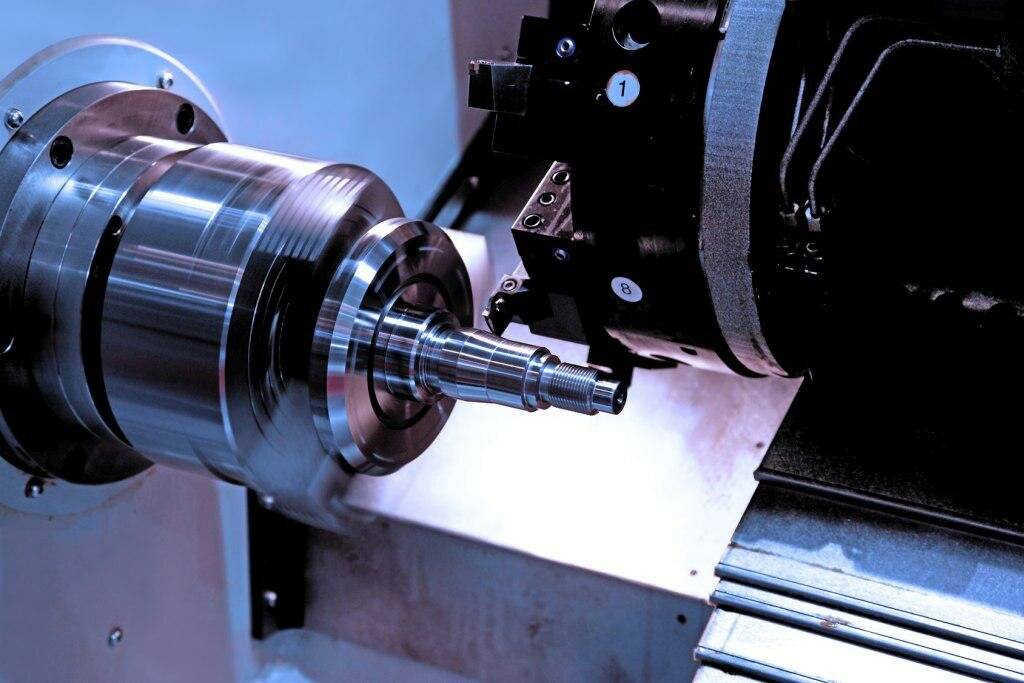
| Точение, токарные работы | Закрепленная в шпинделе заготовка вращается с определенной скоростью, а установленный в суппорте резец выполняет продольно-поперечные движения. Так обрабатываются тела вращения в форме конуса или цилиндра, спиральные и винтовые поверхности. Кроме строгания (срезания стружки), к токарным работам относятся торцевание, отрезание, снятие фасок, выполнение канавок и обработка галтелей. | Станки токарной группы. |
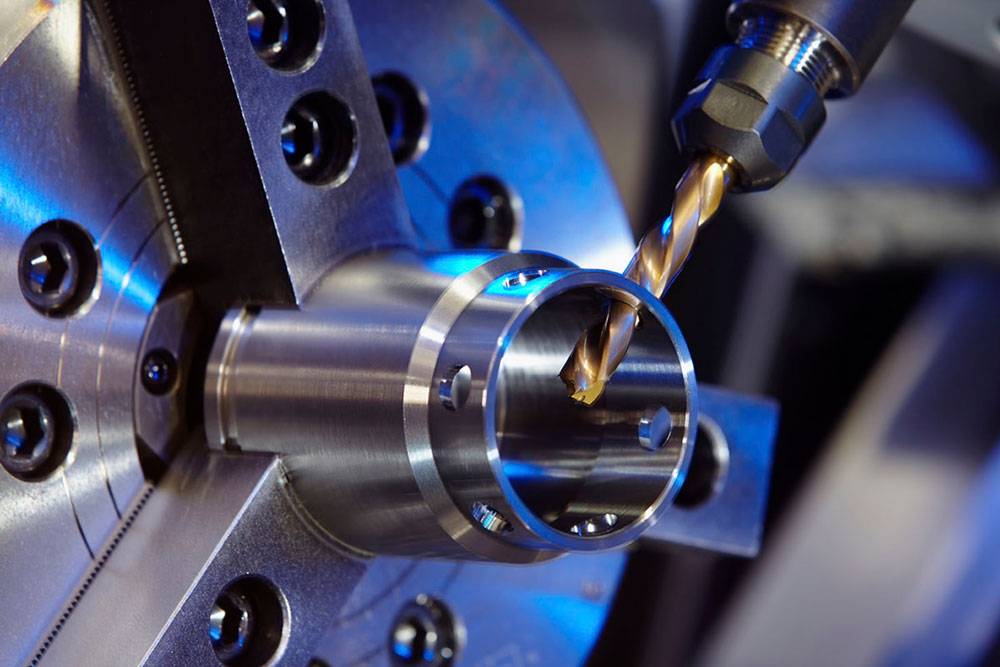
| Сверление | Выполнение в заготовках глухих или сквозных отверстий заданного диаметра и глубины, в т. ч. многогранных отверстий. Для сверления различных металлоизделий используются сверла из быстрорежущих сталей, сверла с твердыми сплавами, боразоном, алмазом. | Станки сверлильной группы. |
| Зенкерование | Вид получистовой обработки материалов, при котором цилиндрические и конические отверстия в деталях доводятся до нужных размеров, гладкости и класса точности. Выполняется при помощи цельных или насадных зенкеров – многолезвийных инструментов с осью вращения. | Сверлильные и токарные станки. Реже – расточные, фрезерные и агрегатные. |
| Шлифование | Технология чистовой и отделочной металлообработки, при которой с поверхности деталей снимается тонкий слой материала. В результате изделия доводятся до нужных размеров и заданного уровня шероховатости. | Шлифовальные станки с абразивными кругами разной зернистости, для цветных металлов – алмазные инструменты. |
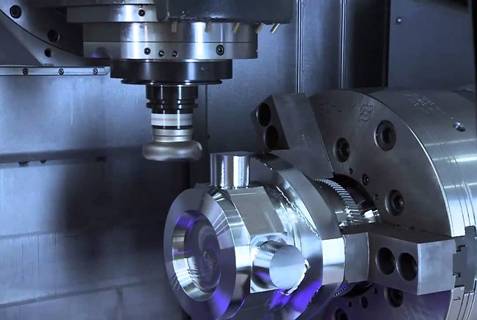
| Фрезерование | Бывает фасонным, концевым, периферийным и торцевым. Вращающаяся фреза воздействует на продольно движущуюся заготовку и вытачивает необходимые элементы. Фреза движется в нескольких направлениях и позволяет выполнять множество операций. Так производится фрезеровка профилей, создаются канавки, подсечки, шпонки, колодцы, полости и отверстия, наносятся фаски и резьба. | Фрезерные станки с разнообразными фрезами. |
| Зубофрезерование, зубонарезные работы | Тип лезвийной металлообработки, в результате которого с высокой точностью, отличным качеством поверхности, одинаковым шагом и глубиной резьбы нарезаются зубчатые колеса эвольвентного профиля. Так производятся червячные колеса, всевозможные детали с прямыми и косыми зубьями, цилиндрические колеса внешнего зацепления. | Зубофрезерные станки с червячными модульными фрезами. |
| Долбление | Вид металлообработки, близкий к строганию. Основной инструмент – долбяк – выполняет возвратно-поступательные движения, придавая заготовке необходимые размеры и формы. Он выполняет шпоночные пазы, шлицы, зубья. | Вертикально-долбежные станки, строгальные, универсально-фрезерные, вертикально-фрезерные с долбежными головками. |
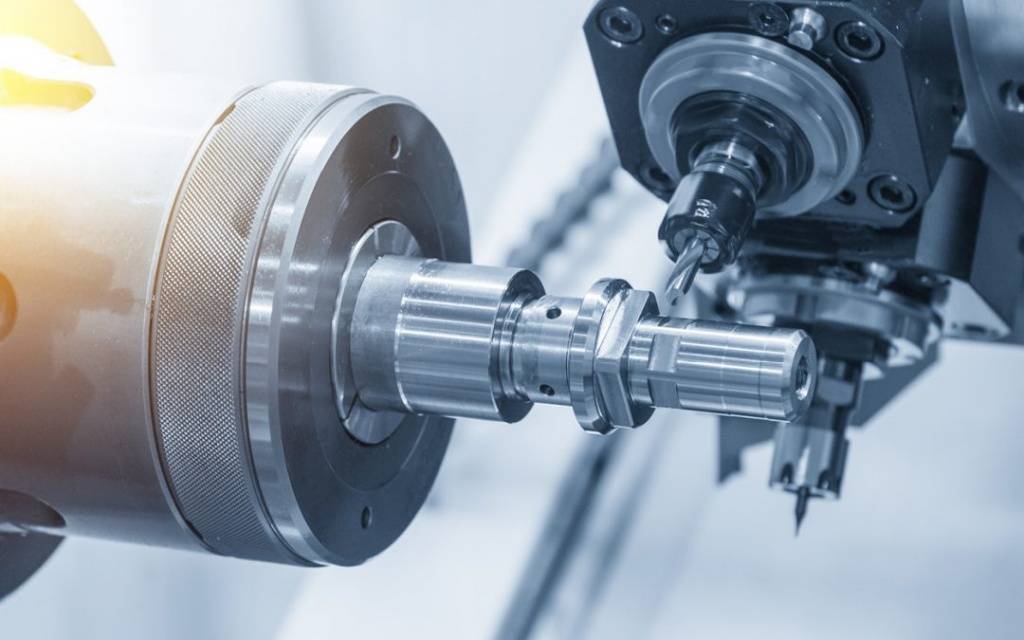
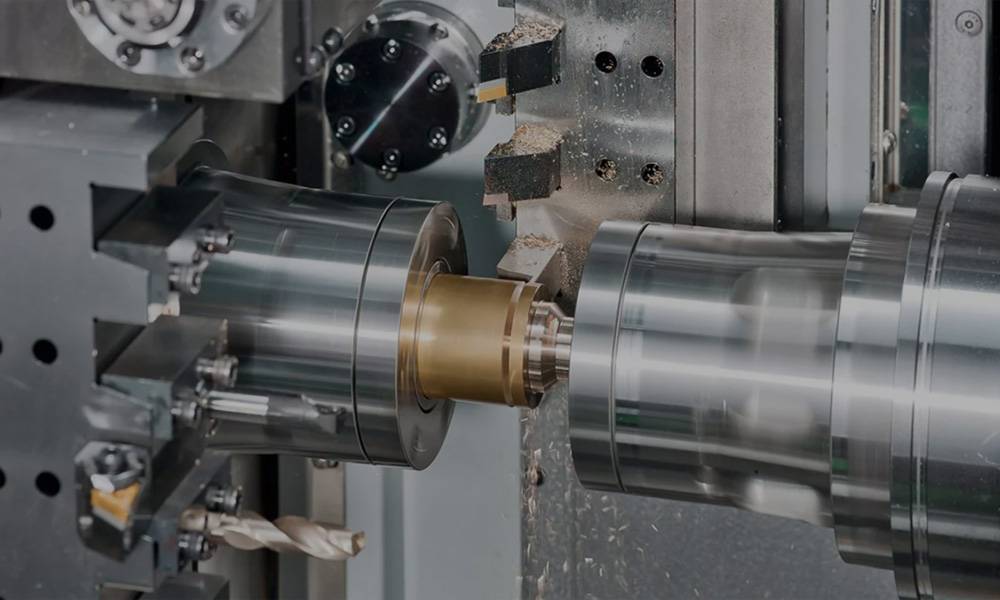
Механическая обработка
Существуют различные виды механической обработки металлов. Это самая большая группа способов обработки материала, в которых используются специальные инструменты и оборудование. Механическое усилие позволяет снимать с заготовки слой металла.
 Механическая обработка
Механическая обработка
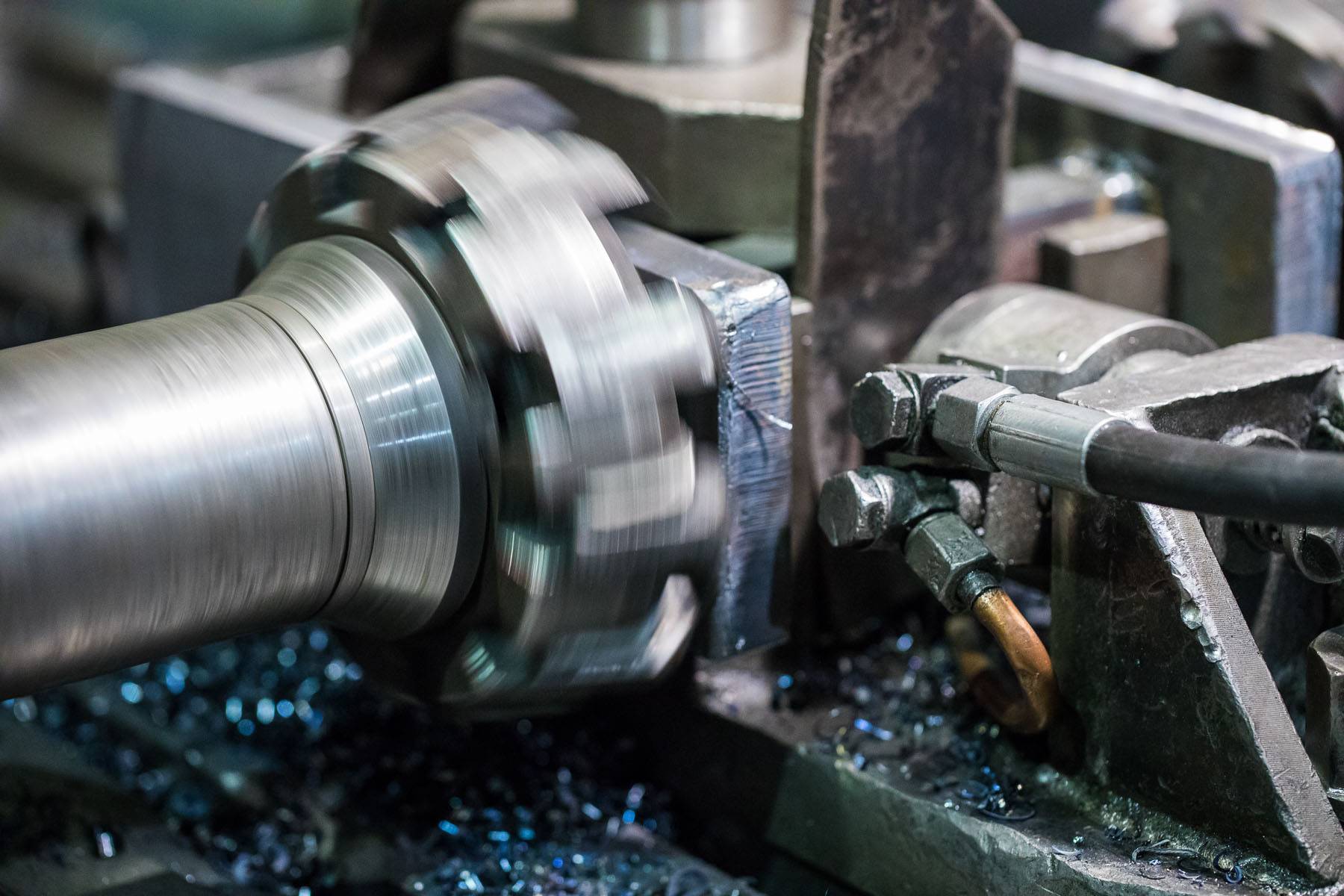
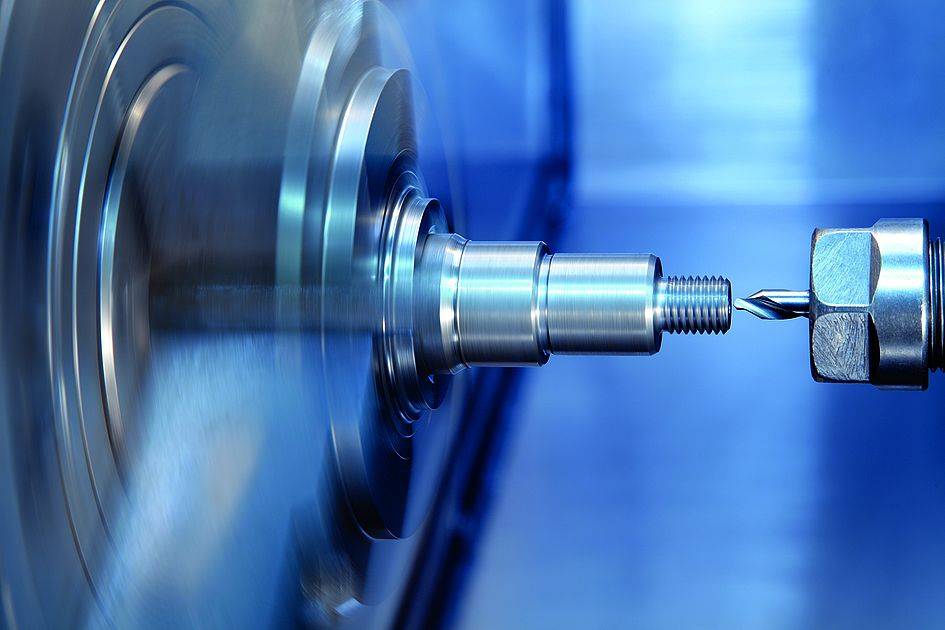
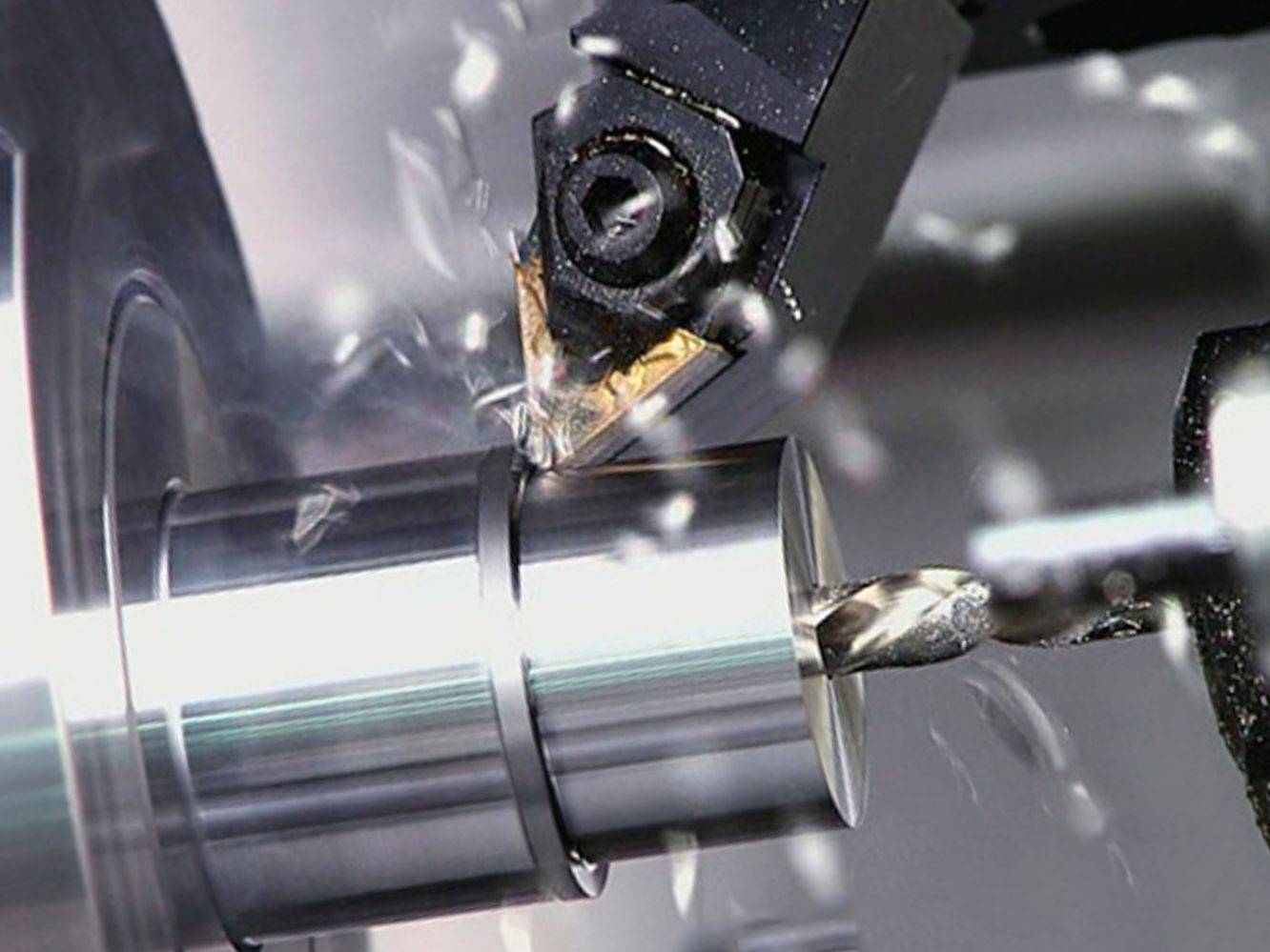
Сверление и точение
Сверление — это обработка металлов с помощью специального оборудования. Технология сверления делится на несколько этапов:
- Заготовка закрепляется на рабочем столе с помощью струбцин или тисков.
- В патроне рабочего инструмента закрепляется оснастка — сверло или мечик для нарезания резьбы.
- После включения электродвигателя, шпиндель раскручивает патрон. Оснастка проделывает в металлической заготовке отверстие нужного диаметра.
При выборе оснастки требуется учитывать характеристики обрабатываемого материала. Сверла выдерживают разные нагрузки.
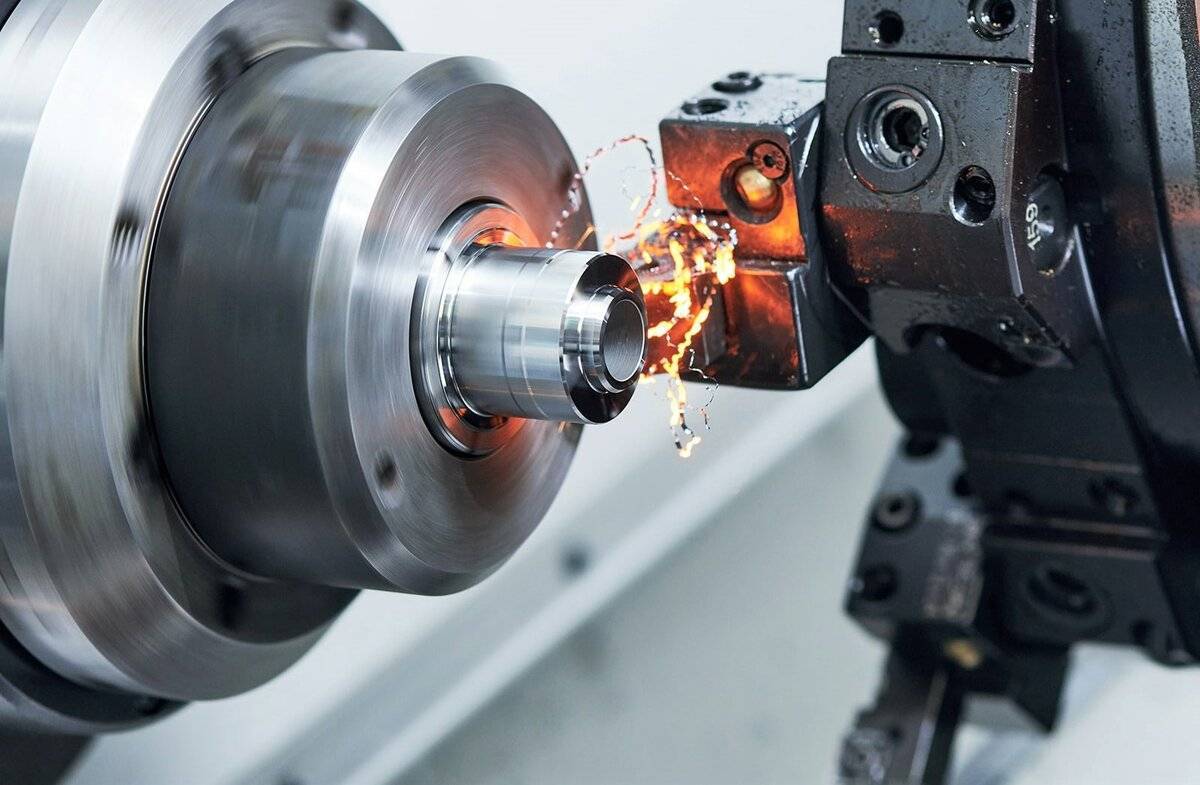
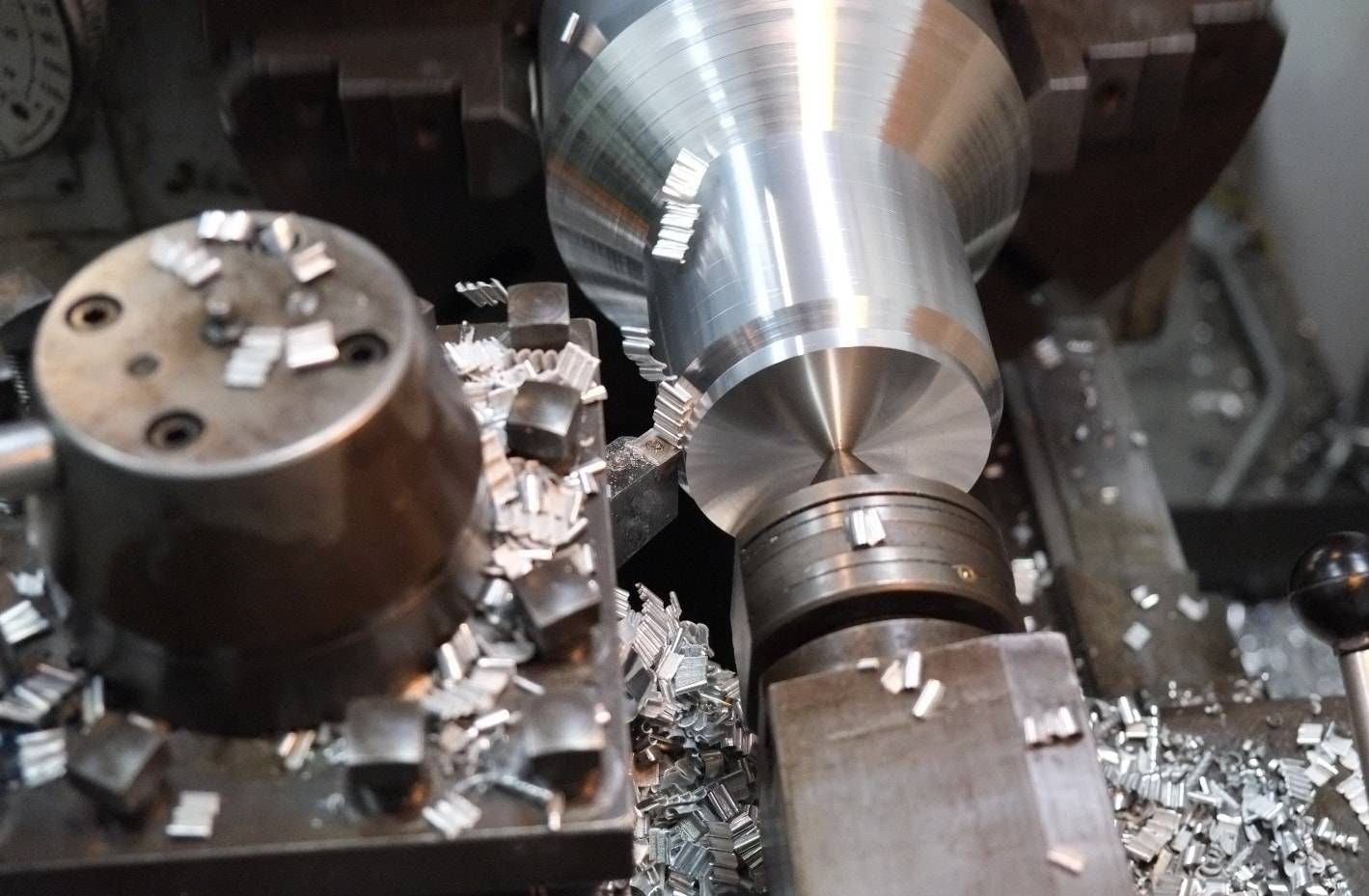
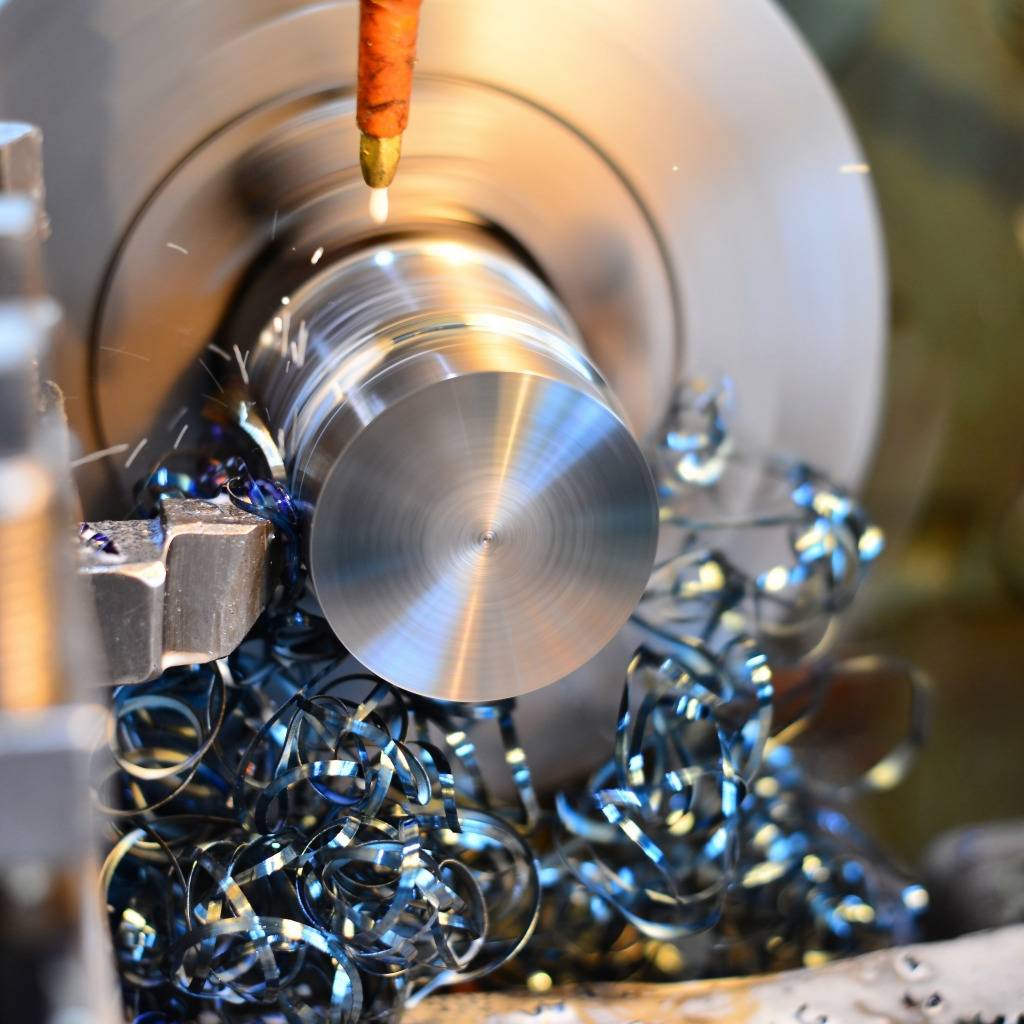
Ещё одни распространённым видом механической обработки металла является точение. С помощью этого технологического процесса создаются детали цилиндрической и конусовидной формы. Метод сверления:
- Заготовка закрепляется в подвижном шпинделе.
- После включения двигателя она раскручивает заготовку.
- Мастер подносит резцы для снятия слоя металла.
Шлифование и фрезерование
Ещё одним популярным способом обработки металла является фрезерование. Он похож на сверление. С помощью фрезы можно изготавливать различные углубления в металлических поверхностях, создавать резьбу, обрабатывать торцы заготовок. При вращении шпинделя оснастка снимает слой металла.
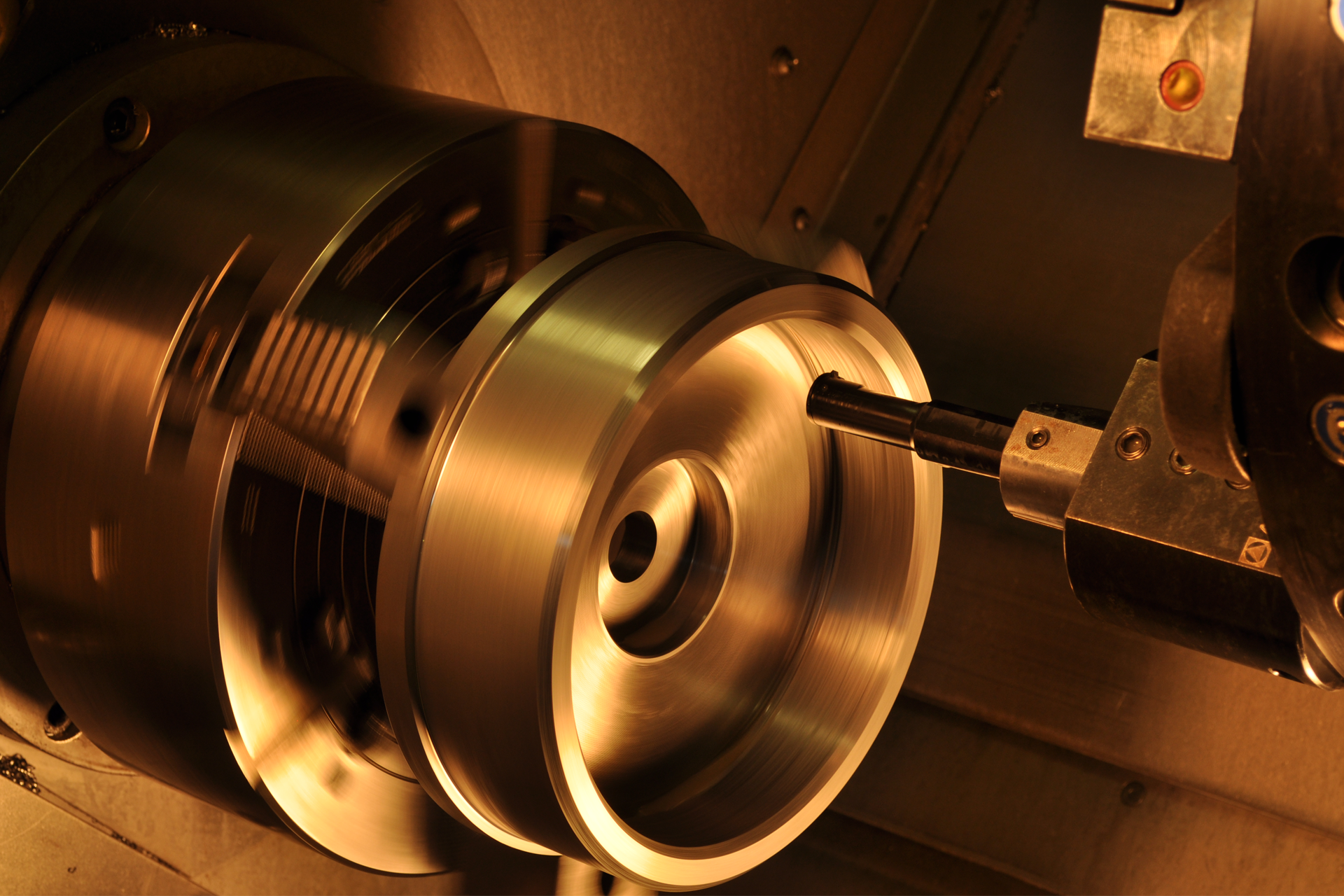


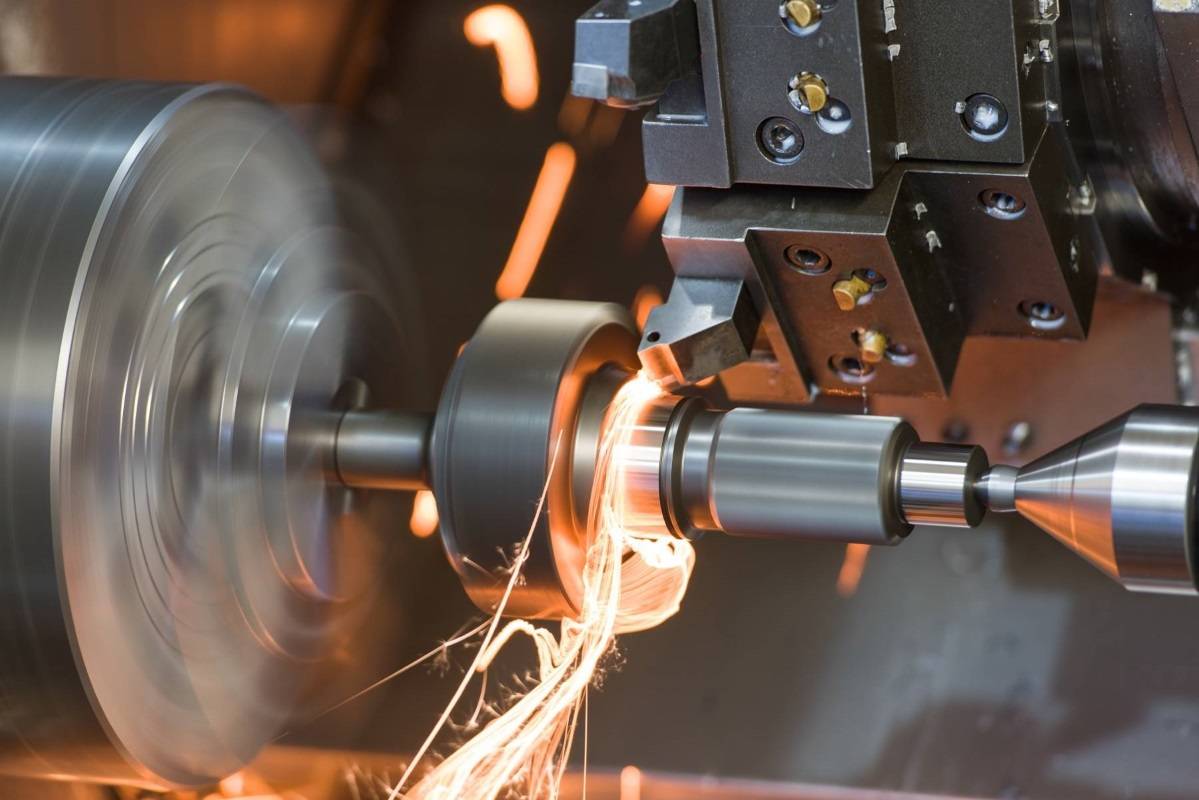
Также в процессе обработки металла и дерева используются абразивные материалы. Круг с напылением фиксируется на подвижном валу, которые раскручивается с помощью электродвигателя. От выбора фракции абразива зависит тип обработки. Чтобы очистить поверхность от толстого слоя ржавчины или металла, требуется использовать абразивные круги с крупными частицами. Для финишной работы подходит мелкая фракция.
 Шлифовальная обработка
Шлифовальная обработка
Особенности обработки металла
Металлы, состоящие из разных компонентов, имеют свои показатели прочности и гибкости, другие характеристики. Их нельзя обрабатывать одними и теми же способами. При выборе метода воздействия на материал учитываются требования к изделию, которое нужно получить. Иногда приходится менять не только форму, но и технические характеристики сплава.
Существует 5 способов обработки металлических заготовок:
- механическая;
- химическая;
- электрическая;
- термическая;
- воздействие давлением.
Используя инструменты, предназначенные для механических работ, можно раскроить деталь, проделать в ней отверстие, отшлифовать. Зачастую в результате получается черновая заготовка, на которую дополнительно воздействуют давлением, высокими температурами.
Обработку стали твердых марок выполняют электрическим способом. Еще его применяют, если нужно проделать отверстия разной формы и размеров в металле, выполнить заточку инструментов. Данный способ предполагает использование станков разных типов.
Химическая обработка – это воздействие на заготовку разными составами (кислотами, щелочами), которые вступают в реакцию с металлическим сплавом. После завершения взаимодействия меняются физико-химические характеристики металла. Их улучшение зачастую и есть смыслом воздействия.
При термической обработке, как и при химической, улучшаются эксплуатационные свойства заготовки, повышается ее прочность.
Изменить форму детали, не нарушив при этом ее целостность, можно при помощи высокого давления. Работая с твердыми металлами (некоторые марки стали, к примеру), заготовку предварительно разогревают.
Внедрение ЧПУ
Существенным прорывом в области станкостроения стало использование системы Числового Программного Управления. Изделия с появление системы ЧПУ стало можно получить с меньшими затратами, чистота обработки, как и точность находятся на самом высоком уровне.
Наличие системы ЧПУ определяет следующее:
- повышение показателя производительности при условии, когда резцы используются с твердосплавной режущей кромкой;
- обработка возможна как черных и цветных, так и инструментальных сплавов при соответствующей оснастке;
- вмешательство мастера в процесс минимальное. резание происходит в автоматическом режиме;
- система ЧПУ позволяет указать все режимы резания. программа для ЧПУ составляется с указанием скорости, при которой проводится резание, а также подачи;
- зачастую вся зона, в которой происходит резание, закрыта защитным кожухом, так как система ЧПУ не позволит начать работу без защиты окружающих;
- высокая точность работы ЧПУ, которая получается резанием с правильным указанием скорости, позволяет получать детали с меньшим показателем брака для ответственных элементов различных конструкций.
Система ЧПУ широко используется при производстве токарных станков в Китае и США. Возможность внедрения ЧПУ определяется точность позиционирования элементов конструкции станка.
Обработка
Токарное точение характеризуется высокой точностью выполнения точильных задач. В отличие от других видов обработки, токарный тип дает возможность изготовлять с более высокой точностью детали из металла. Данная возможность обеспечивается благодаря:
- отсутствию зазоров в конструкции станочных приборов;
- высокому показателю жесткости токарных инструментов;
- наличию более простой системы выполнения задачи;
- наличию датчиков, формирующих обратную связь;
- высокому показателю устойчивости к воздействию вибрации.
Перед различными работами узлы агрегата разогреваются, благодаря чему коэффициент тепловой деформации сводится к минимуму. Обрабатывающие станки с системой числового программного управления по металлу имеют прочную конструкцию и обладают точным перемещением рабочих механизмов.

Исправная работа оборудования гарантируется управляющими комплексами. Конструкция токарных станков с ЧПУ предполагает три вида подобны комплексов. Каждый из них имеет свои отличия и особенности:
- контурный – обеспечивает токарную обработку криволинейным способом по заданной программе;
- позиционный – выполнение задачи осуществляется посредством задачи конечных координат;
- адаптивный – объединяет в себе особенности обоих предыдущих комплексов.
Выбор токарных аппаратов производится с учетом цели, для которой он предназначен. Определить, какой комплекс установлен на приборе, можно при помощи маркировки. Различаются всего четыре маркировки от Ф1 до Ф4. Устройства с маркировкой Ф1 дают возможность задавать координаты перед началом токарной работы. Устройства с маркировкой Ф2 имеют позиционный комплекс, а с маркировкой Ф3 – контурный. Для адаптивного комплекса отведена маркировка Ф4. Маркировка может сопровождаться дополнительным обозначением от С1 до С5. Чем выше этот показатель, тем более высокую производительность имеет обрабатывающий станок.
Типы токарных станков
Сведения об использовании первых токарных механизмов имеют свое начало с древних веков. Они применялись для точения изделий из дерева или костяных. Привод был ручной.
Помощник осуществлял вращение, а мастер с резцом в руках удалял верхние слои. В средние XV века стали использовать ножной привод.
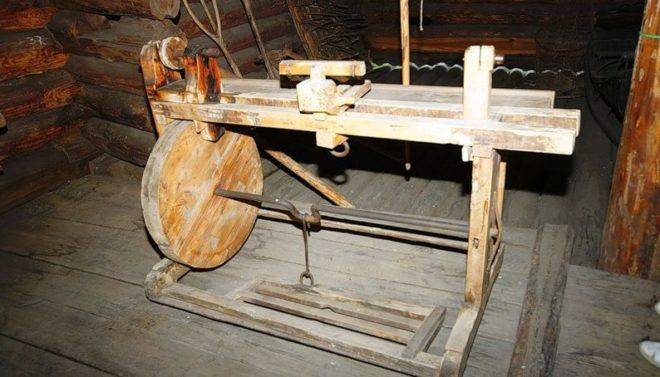 Токарный станок с ножным приводом
Токарный станок с ножным приводом
Постепенно станки развивались и усовершенствовались, приобретая металлические детали, но на качественно новый уровень они вышли с применением электродвигателя.
Значительно возросла мощность токарной обработки и, соответственно, повысились возможности создания качественных и разнообразных деталей.
Из современного токарного оборудования наиболее часто применяется станок токарно-винторезного типа. Он пригоден для выполнения широкого спектра токарных операций как в условиях больших машиностроительных заводов, так и на мелком производстве и даже в небольших мастерских.
Состоит он из следующих конструктивных элементов:
- передняя бабка, где находится шпиндельный механизм и коробка скоростей. Предназначена для фиксации заготовки и сообщения ей вращения;
- задняя бабка с продольными салазками и пинолью. В ней следует устанавливать метчик, сверло и другие инструменты;
- суппорт состоит из каретки для перемещения (продольные салазки), поперечных салазок и салазок для резца с резцедержателем;
- станина – опора для обеих бабок. Электродвигатели расположены там же;
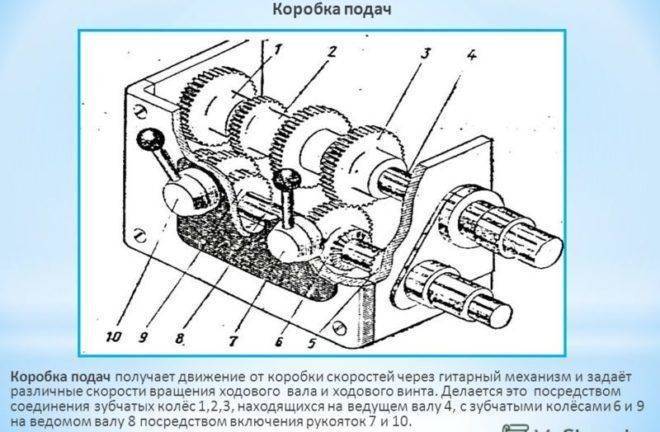
- коробка подач.
Особенности токарной обработки. Видео примеры
Сущность процесса обработки металла заключается в следующем:
- движения станка выполняются по четким направлениям;
- шпиндель устройства вместе с заготовкой вращается вдоль оси Z , которая в работе является отправной точкой;
- прямая ось Х должна быть строго перпендикулярна оси Z ;
- располагаться резцы должны в плоскости Х Z ;
- расстояние до резца должно регулироваться при накладке оборудования.
В современных токарных станках существует третья координата, которая равна углу главного шпинделя. Этот показатель можно задавать и корректировать с помощью программного обеспечения.






Виды токарных станков
Самым популярным устройством для обработки металла является токарно-винторезный станок, который является широкоуниверсальным. Его применяют на крупных предприятиях, а также в единичном и мелкосерийном производстве.
Кроме этого, существуют другие виды токарных станков:
- Токарно-винторезные.
- Полуавтоматические многорезцовые устройства для серийных и крупносерийных производств.
- Токарно-карусельные двух- или одностоечные.
- Токарно-револьверные станки, предназначенные для работы со сложными изделиями.
- Современные токарно-фрезерные комплексы.
Для получения деталей с особо точными диаметральными и линейными геометрическими параметрами применяются программируемые станки. По своей конструкции они почти не отличаются от универсальных.
Режущий инструмент для токарных станков
Эффективность работы оборудования зависит от скорости резки, величины продольной подачи обрабатываемой детали, глубины резанья. С помощью этих показателей можно достичь:
- максимально допустимого объема стружки;
- устойчивости инструмента и требуемого уровня его воздействия на заготовку;
- необходимой обработки детали;
- повышенного вращения шпинделя.
Конкретная скорость резки зависит от типа обрабатываемого материала, а также от вида и качества используемых резцов.
Режущие инструменты для токарных станков могут быть черновыми и чистовыми. Их выбор и применение зависит от характера обработки. По направлению движения они делятся на правые и левые. Различные геометрические размеры резцов позволяют работать с любой площадью слоя, которую следует срезать.
По своему назначению режущие инструменты могут быть:
- отрезными;
- резьбовыми;
- расточными;
- фасонными;
- канавочными;
- проходными;
- подрезными.
Для обработки цилиндрической поверхности и торцовой плоскости используются проходные упорные режущие инструменты. Отрезные резцы применяются для отрезания частей изделия и протачивания канавок. Обычные прямые и отогнутые оптимальны при обработке наружных поверхностей металлических деталей. С помощью расточных резцов растачиваются ранее просверленные отверстия.
По форме резца и расположению лезвия резцы подразделяются на отогнутые, прямые и оттянутые. Ширина оттянутых резцов ниже ширины крепежной части.
Большое значение на качество резки деталей оказывает геометрия используемого резца. При грамотно подобранных углах между кромками резца и направлением подачи повышается производительность обработки. Первый угол зависит от установки инструмента, второй от его заточки.
Для больших по сечению изделий обычно выбирается угол в 30-45 градусов, а для тонких нежестких деталей – 60-90 градусов. Вспомогательный угол должен быть в 10-30 градусов.
Стоит заметить, что независимо от того, какого вида будет использован станок, основная роль при токарной обработке принадлежит режущему инструменту. Но с каким бы оборудованием и инструментом ни работал токарь, его рабочее место должно быть четко организовано и полностью укомплектовано.
Возникновение металлобработки
Согласно данным археологов и ученых, первые попытки воздействия на металлы предпринимались еще в доисторическую эпоху. Материалом служило метеоритное железо, медь, золото. Методом холодной ковки люди учились изготавливать из металлов первые инструменты.
Считается, что выплавка в сыродутной печи зародилась в Индии в XII веке до н. э. Почти одновременно эта технология начала применяться на Кавказе и в Анатолии (Османская империя, территория современной Турции).
Также обнаружены свидетельства использования железа при выплавке и изготовлении орудий и инструментов в 1200 году до н. э. в Африке южнее Сахары. Кованое железо применялось уже в первом тысячелетии до нашей эры.
Токарная обработка сегодня
 В наши дни потребность в металлических деталях с заданными геометрическими параметрами многократно возросла даже по сравнению с ХХ веком. Помимо сложности форм, к изделиям предъявляются все более и более высокие требования, касающиеся точности, измеряющиеся порой микронами и даже их долями. Несмотря на засилье пластика и некоторых других материалов, детали, выполненные из различных видов металлов, продолжают лидировать в подавляющем большинстве отраслей, где требуется прочность, надежность и долговечность.
В наши дни потребность в металлических деталях с заданными геометрическими параметрами многократно возросла даже по сравнению с ХХ веком. Помимо сложности форм, к изделиям предъявляются все более и более высокие требования, касающиеся точности, измеряющиеся порой микронами и даже их долями. Несмотря на засилье пластика и некоторых других материалов, детали, выполненные из различных видов металлов, продолжают лидировать в подавляющем большинстве отраслей, где требуется прочность, надежность и долговечность.
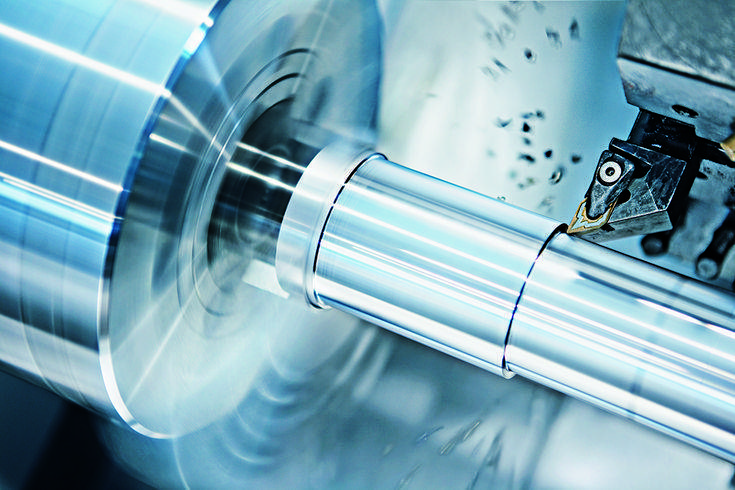
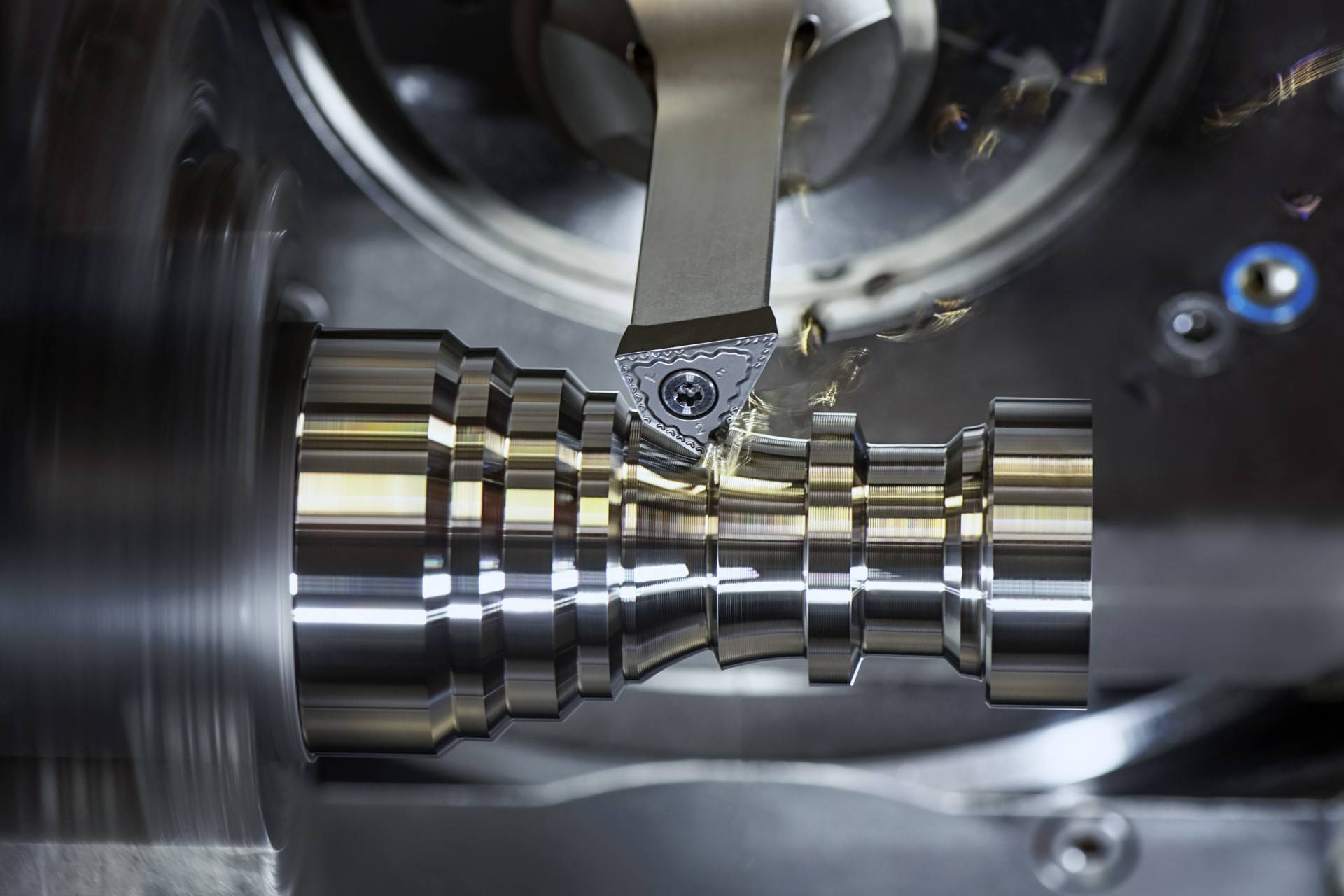
Принцип токарной обработки остался неизменным. Посредством резца, фрезы, другого режущего инструмента, с заготовки, жестко закрепленной в специальном вращающемся патроне станка, снимаются лишние слои материала, придавая детали необходимую конфигурацию, геометрические параметры и функциональные характеристики.
В результате удается добиться филигранной точности, обеспечить изготовление деталей сложнейшей конфигурации, самого разнообразного функционала и назначения:
- шестеренки и зубчатые колеса;
- разнообразные валы и втулки;
- гайки, муфты, кольца;
- шкивы и приводы;
- болты, винты, гайки, шайбы;
- другие детали сложных геометрических форм.
Современное токарное оборудование, помимо безупречной точности, обеспечивает высокую скорость обработки и практически полное отсутствие брака и простоев в работе.
Разновидности операций
 Программируемые и ручные токарные станки позволяют мастеру (оператору) выполнять следующие операции:
Программируемые и ручные токарные станки позволяют мастеру (оператору) выполнять следующие операции:
Обтачивание цилиндрической поверхности — используется для придания нужной формы внешней части заготовки. Обтачивание конической поверхности — резец размещается под углом к изделию, следовательно, при съёме металла образуется коническая форма. Создание резьбы (например, метрической, дюймовой, многозаходной и пр.) – выполняется при помощи режущего резца. Он двигается по окружности, нарезая последовательные борозды на детали. Резьба может быть и внутренней, причём, изготавливают её не только при помощи резцов, но и метчиками. Подрезка торца — уменьшение торцевой части детали
При настройке важно учитывать ориентацию инструмента, которая напрямую зависит от типа используемого резца. Растачивание — выполняется при помощи резца расточного типа
Применяется, когда необходимо увеличить внутренний диаметр заготовки. Отрезание и точение канавок — отрезным резцом мастер может врезаться в тело детали и может либо отрезать необходимую её часть, либо изготовить канавку заданной глубины. Точение спиральных канавок — данный метод оптимально подходит для нарезания спиральных канавок на торце заготовки





Подача резца в процессе обработки производится в радиальном направлении. Используется операция при изготовлении ступенчатых валов. Обработка фасонной поверхности — осуществляется при помощи поступательных движений режущего инструмента (фасонного типа) в противоположном направлении к движущейся детали. Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр. Токарные станки могут применяться и для сверления, зенкерования или развёртывания. В этом случае крепление инструмента (сверла, метчика, зенкера) выполняется на заднюю бабку станка.
Используется токарное оборудование и для отделочной обработки поверхностей. Для этого подходит процедура накатывания, осуществляемая при помощи специальных роликов.
Средства контроля и механика при токарной обработке металла
В машиностроении очень важная роль отводится качеству обработанных поверхностей. Качество зависит от точности той или иной обработки. Чтобы контролировать размеры, существует множество различных контрольно-измерительных инструментов (калибры, штангенинструмент, микрометры, нутромеры, рейсмусы и др.).
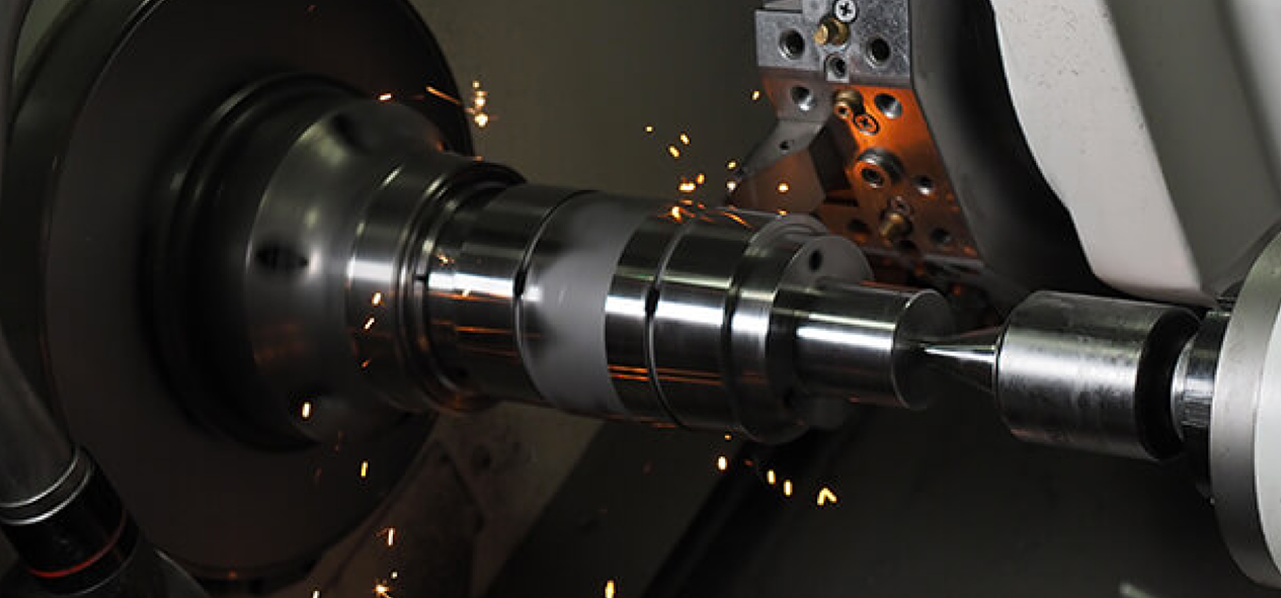
Когда сообщается вращательное движение заготовки, суппорт станка плавно передвигается вдоль/поперек ее оси. Подойдя вплотную к заготовке, резец начинает постепенно врезаться в ее тело, преодолевая силы трения.
Стоит отметить, что материал резца должен иметь большую твердость, чем материал заготовки. Если данное условие не выполняется, то обработка становится невозможной. Срезаемый слой плавно превращается в стружку.
Стружка может быть нескольких типов:
- Сливная. Получить такую стружку можно при обработке цветных металлов, мягких марок сталей.
- Элементная. Формируется при обработке твердых сплавов на малых скоростях резания.
- Стружка надлома. Получаем при резании пластичных и мягких сталей.
- Ступенчатая стружка. Характерна для обработки твердых сплавов, сплавов алюминия и легированных сталей.