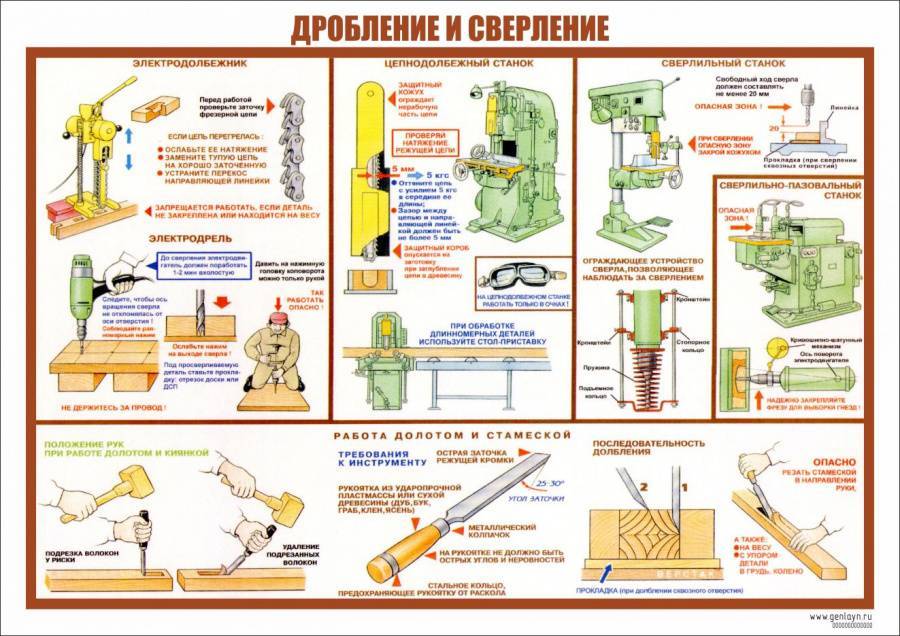
Конструкция радиальных сверлильных станков
Каждый станок радиально-сверлильной группы состоит из:
- жесткого основания,
- цилиндрических колонн (внутренней и внешней),
- траверсы (хобота),
- сверлильной головки (шпиндельной бабки),
- электрического и гидравлического оборудования управления.
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
- поворот подвижной колонны радиально-сверлильного станка,
- вертикальное перемещение консоли (траверсы),
- фиксация траверсы на колонне на операционной высоте,
- фиксация шпиндельной головки на траверсе,
- переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
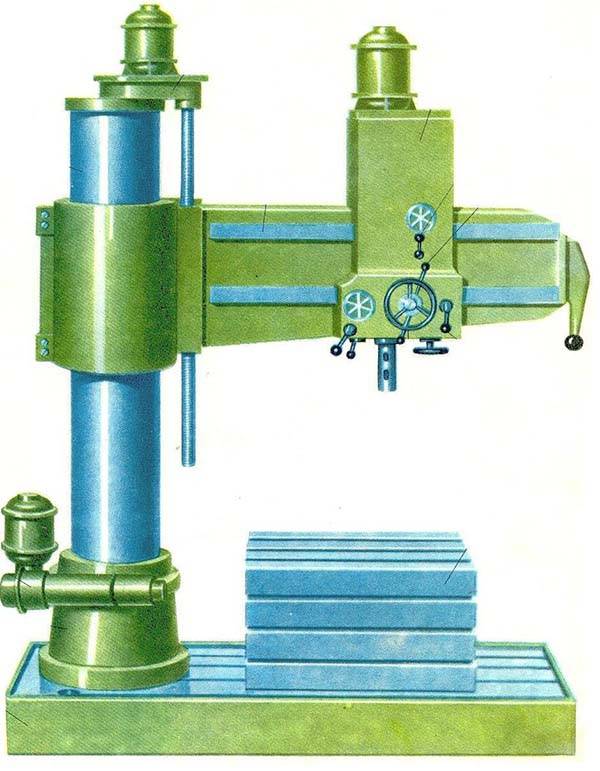
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
Для удобства оператора все управление станка расположено на сверлильной головке:
- многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
Электрическая защита
Чтобы предотвратить нежелательные перегрузки производителем предусмотрена защита – автоматический выключатель АСТ – 3. Заземление станка обеспечивается катушкой магнитных пускателей. Сверлилка, равно как и контактная плата, должны быть подключены в соответствии с требованиями и нормами, которые относятся к производственному оборудованию.
Составные электрической части: электрический силовой агрегат, электрический насос для подачи жидкости в систему охлаждения, механизмы пуска и автоматического отключения, выпрямители, локальный осветительный прибор для улучшения рабочего процесса.
В обязательном порядке каждый сотрудник, особенно который работает за станком, должен строго соблюдать нормы и требования инструкции по охране труда. В противном случае рабочий не допускается на рабочее место.
Назначение и классификация сверлильно-расточных станков
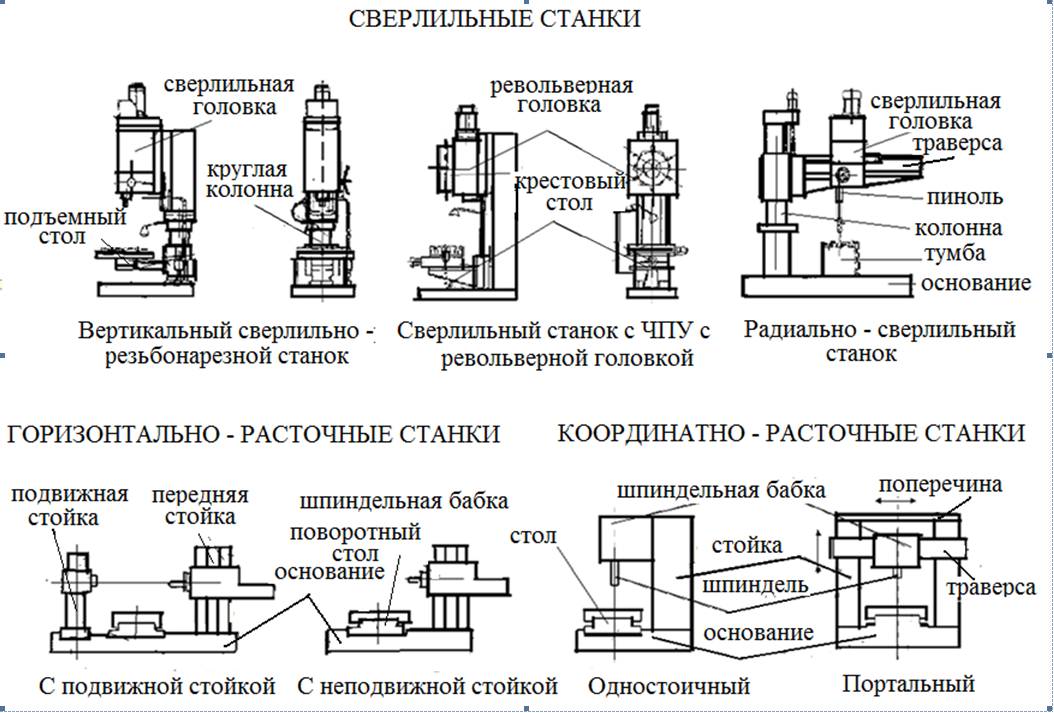
Сверлильные станки предназначены для выполнения следующих работ:
- сверление сквозных и глухих отверстий (рис. 1, а), при этом обеспечивается возможность получения параметра шероховатости поверхности не ниже 12—13-го квалитета и Ra = 6,3…15 мкм;
- рассверливание отверстий — увеличение диаметра спиральным сверлом (см. рис. 1, б);
- зенкерование, позволяющее получить более высокий квалитет и меньшее значение параметра шероховатости поверхности отверстий по сравнению со сверлением (см. рис. 1, в) — точность 11— 13-й квалитет, Ra = 10…15 мкм;
- растачивание отверстий, осуществляемое резцом на сверлильном станке (см. рис. 1, г);
- зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок для головки болтов и винтов (см. рис. 1, д); развертывание отверстий, применяемое для получения необходимых параметров точности (7—11-й квалитет) и шероховатости, Ra = 1,25…15 мкм (см. рис. 1, е);
- выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения — сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, магниевых сплавов и др. (см. рис. 1, ж);
- нарезание внутренней резьбы метчиком (см. рис. 1, з); при использовании комбинированного инструмента получают сложные поверхности;
- цекование — подрезание торцов наружных и внутренних приливов и бобышек (см. рис. 1, и).
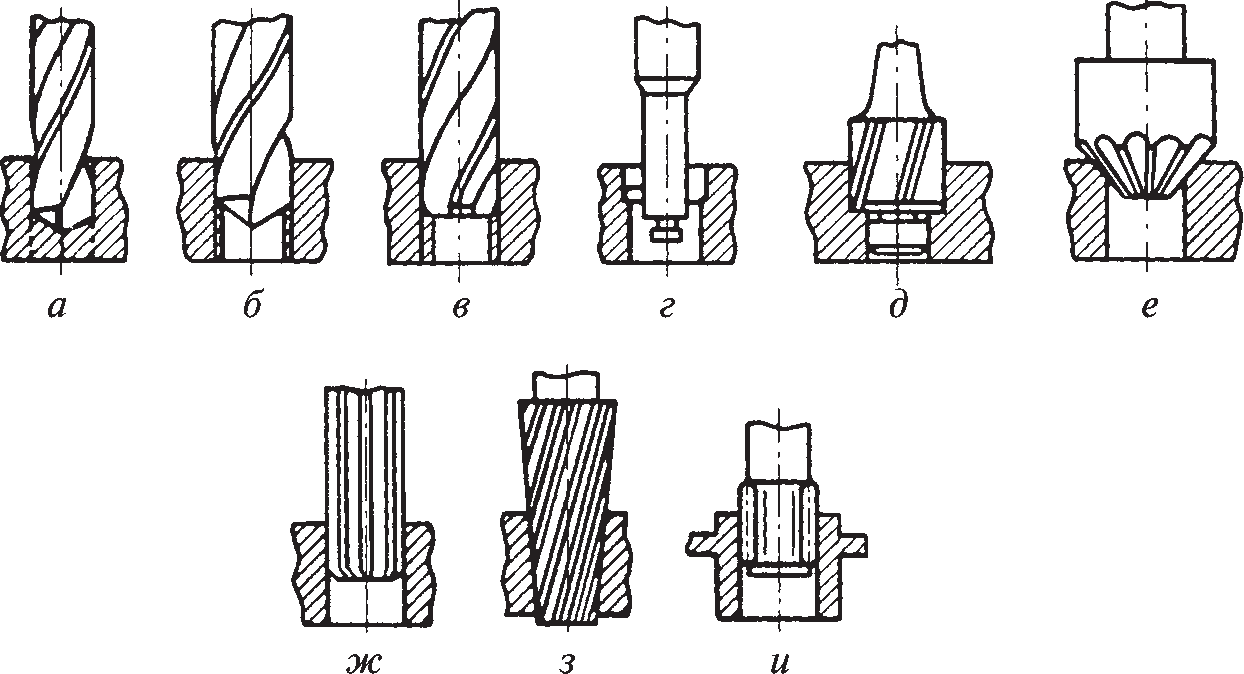
Рис. 1. Работы, выполняемые на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование; г — растачивание; д — зенкование; е — развертывание; ж — выглаживание; з — нарезание внутренней резьбы; и — цекование
Кроме перечисленных видов работ на данных станках выполняют и другие операции.
Основные типы сверлильно-расточных станков: вертикально-сверлильные одно- и многошпиндельные; радиально-сверлильные; горизонтально-сверлильные для глубокого сверления и горизонтально-центровальные.
Сверлильно-расточные станки по классификатору отнесены к второй группе, внутри которой их делят на следующие типы (см. табл. 1.5): 1 — вертикально-сверлильные; 2 — одношпиндельные полуавтоматы; 3 — многошпиндельные полуавтоматы; 4 — координатно-расточные; 5 — радиально-сверлильные; 6 — горизонтально-расточные; 7 — алмазно-расточные; 8 — горизонтально-сверлильные; 9 — разные сверлильные.
Расточные станки
Расточные станки по металлу
Расточные станки предназначены для работы с крупными заготовками. Расточной станок широко используют как в серийном, так и в индивидуальном производстве.
На расточных станках можно не только проводить сверление и растачивание, но и более тонкие операции, в частности нарезку резьбы и зенкерование. Современные расточные станки дают возможность выполнять полную обработку различных заготовок без необходимости использования дополнительного оборудования. В отличие от других станков, расточные обладают горизонтальным или вертикальным шпинделем. В шпиндель помещают инструмент для обработки заготовок. В расточном станке используют борштанги с резцами, зенкера, сверла, фрезы.
Все расточные станки подразделяются на 3 большие группы: координатно-расточные, горизонтально-расточные и алмазно-расточные станки.
Расточные станки имеют следующие доступные к заказу модификации:
| 262Г | 2650Ф2 | 2А680Ф1 | ИР1400ПМФ4 |
| 278 | 2651Ф1 | 2А754В | ИР1400ПФ4 |
| 2410 | 2651Ф2 | 2А776В | ИР1600МФ4 |
| 2411 | 2653Ф1 | 2А777В | ИР1600Ф4 |
| 2421 | 2655ГФ1 | 2А78 | ИР200ПМ1Ф4 |
| 2431 | 2655ДФ1 | 2А78Н | ИР200ПМФ4 |
| 2450 | 2655Ф1 | 2Б460 | ИР2637КМФ4 |
| 2455 | 2655Ф2 | 2Б460А | ИР2637КФ4 |
| 2457 | 2705В | 2Б660Ф1 | ИР2637ПМФ4 |
| 2458 | 2705П | 2В423 | ИР2637ПФ4 |
| 2459 | 2706А | 2В440А | ИР320ПМФ4 |
| 2615 | 2706В | 2В460 | ИР500 |
| 2620 | 2706П | 2В620 | ИР500ПМФ4 |
| 2622 | 2706С | 2В622Ф11 | ИР600 |
| 2636 | 2711В | 2В622Ф11-1 | ИР800МФ4 |
| 2637 | 2711П | 2В622Ф13 | ИР800ПМ1Ф4 |
| 2656 | 2712В | 2В622Ф4 | ИР800ПМ8Ф4 |
| 2657 | 2712П | 2Г660ГФ2 | ИР800ПМФ4 |
| 2665 | 2713В | 2Г660Ф2 | ИС1250 |
| 2431С | 2713П | 2Д450 | ИС1250ПМФ4 |
| 2431СФ10 | 2714В | 2Д450АМФ2 | ИС1250ПФ40 |
| 243ВМФ2 | 2733П | 2Д450АФ10 | ИС1250С |
| 243ВФ2 | 2754В | 2Д450АФ2 | ИС2000 |
| 2440СФ4 | 2776В | 2Д450ПР | ИС2А636 |
| 2455АФ1 | 2777В | 2Е440А | ИС2А637 |
| 2455И | 2781В | 2Е450А | ИС320 |
| 245ВМФ2 | 2781П | 2Е450АМФ4 | ИС320ГЛОБУС |
| 24К40СФ4 | 2782В | 2Е450АФ1-1 | ИС500ПМФ4 |
| 24К60АФ4 | 2782П | 2Е450АФ30 | ИС630 |
| 24К70АФ4 | 278Л | 2Е450АФ4 | ИС800 |
| 24К70СФ4 | 278Н | 2Е460А | ИС800ГЛОБУС |
| 2614Ф1 | 2А430 | 2Е460АФ1 | ИС800ПМФ4 |
| 2620В | 2А450 | 2Е470А | КУ533 |
| 2620ВФ1 | 2А450АФ10 | 2Е470АФ1 | КУ533МФ4 |
| 2620Г | 2А459АМ1Ф4 | 2Е470Н | ЛГ7 |
| 2620ГФ1 | 2А459АФ4 | 2Е656 | ЛГ8 |
| 2620Д | 2А470 | 2Е78Л | ЛР355Ф1 |
| 2620Е | 2А620 | 2Е78П | ЛР372Ф1 |
| 2620Ф11 | 2А620-1 | 2Л450А | ЛР380Ф1 |
| 2622В | 2А620Ф1 | 2Л614 | ЛР395ПМФ4М |
| 2622ВФ1 | 2А620Ф11 | 2Л614Ф1 | ЛР434Ф4 |
| 2622Г | 2А620Ф1-1 | 2М614 | ЛР501ПМФ4 |
| 2622ГФ-1 | 2А620Ф1-2 | 2М614Г | ЛР521ПМФ4 |
| 2622Д | 2А620Ф2 | 2М614ГФ1 | ЛР543МФ4 |
| 2622К | 2А622 | 2М615 | ЛТ520 |
| 2622П | 2А622-1 | 2М615Г | МСГ1200МФ4-1 |
| 2623ПМФ4 | 2А622МФ2 | 2М615ГФ1 | МСГ1200Ф13-1 |
| 2623ПФ4 | 2А622МФ4-1 | 2Н636ГФ1 | МСГ1200Ф4-10 |
| 2627МФ4 | 2А622ПФ1 | 2Н636Ф2И-01 | МСГ6062МФ4 |
| 2627ПМФ4 | 2А622Ф1 | 2Н636Ф2И-11 | МСГП6101МФ4-10 |
| 2627ПФ4 | 2А622Ф2 | 2Н637ГФ1 | МСГП6101МФ4-6 |
| 2636Г | 2А622Ф4 | 2Н637Ф2И-01 | МСГП6101МФ4-8 |
| 2636ГФ1 | 2А636Ф1 | 2Н637Ф2И-11 | МСГП6101Ф13-10 |
| 2636ГФ2 | 2А636Ф2 | 2П637МФ4 | МСГП6101Ф13-6 |
| 2636Ф1 | 2А637Ф1 | 2Р637 | МСГП6101Ф13-8 |
| 2637Г | 2А637Ф2 | 2Р637-10 | РТ965 |
| 2637ГФ1 | 2А656РФ11 | ИР1250ПМФ4 | РТ965Ф3 |
| 2637ГФ2 | 2А656Ф11 | ИР1250ПФ40 | СРС-2И |
| 2637Ф1 | 2А660Ф1 | ИР1250Ф40 | |
| 2650Ф1 | 2А680 | ИР1400МФ4 |
Горизонтально-расточные станки отличаются от остальных моделей горизонтальным расположением шпинделя. В технологическом цикле необходимые движения сообщаются отдельным компонентам. Основным движением устройства считается вращательно-поступательное перемещение шпинделя вдоль собственной оси. Движение может сообщаться как непосредственно инструменту в шпинделе, так и заготовке, которая установлена на столе. В данных станках выделяют и вспомогательные движения. К ним относятся перемещения бабки в вертикальной плоскости и перемещение стола в двух координатах.
Координатно-расточные станки применяют для работы с различными отверстиями. Расточные станки дают возможность не только работать с отверстиями различных диаметров, но и учитывать взаимное расположение некоторых компонентов, относительно базовой плоскости. Этот тип станков очень широко применяют в серийной промышленности. Есть и возможность производить разметку. Для более точного учета перемещений, станки нового поколения снабжаются дополнительными измерительными приборами, в частности оптическими устройствами. Универсальные поворотные столы дают возможность работать с заготовками и в полярной системе координат. Выделяют станки с двумя и тремя стойками. Основным движением в станке считается перемещение шпинделя.
Условия эксплуатации станка
Поскольку назначение оборудование связано с выполнением высокоточных операций механической обработки, к организации рабочего процесса следует подходить тщательно и ответственно. В первую очередь должны быть проверены все узлы и детали станка на предмет целостности и надежности функционирования. Далее проверяется электротехническая инфраструктура, в том числе качество предохранительной базы и система заземления.
Рекомендованные условия эксплуатации алмазно-расточных станков – в закрытом помещении при температуре от 10 до 35 °C с коэффициентом влажности до 80 %. В целях безопасности должна быть организована систем а отвода металлической стружки и приточно-вытяжная вентиляция. Сам станок должен быть прочно зафиксирован, а с рабочих поверхностей убраны лишние инструменты и материалы. Оператор приступает к работе в защищенной спецодежде при стабильном освещении с достаточной яркостью.










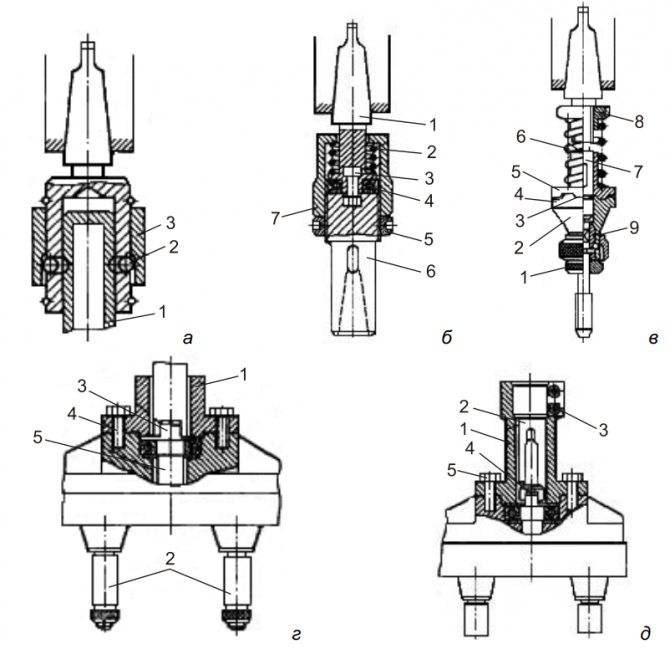
Специальные приспособления для станков
Любая обработка отверстий на расточном оборудовании не может обойтись без специального оборудования. Прежде всего, большое значение имеют головки, которые помещаются еще в какие-то детали. Сама головка должна состоять из державки известного всем хвостовика. Державка выполняется из цельнометаллического материала и размещается на пазе, чтобы помогать передвижению резца. В голове, кроме державки, есть еще и элемент, которые срабатывает автоматически. Именно это позволяет работать головке и двигаться ползуну. Необходимо в работе расточного оборудования обосновать и наличие другого приспособления, которое помогает все детали растачивать эффективно, качественно и, самое главное, быстро. Но для этого такое приспособление необходимо на столе крепко зафиксировать, даже можно с двух сторон, используя, например, болты. Головка в таком случае необходима регулирующая. Такого типа головка практически всегда имеет квадратную форму. Маленькие винты в станке необходимы для того, чтобы помогать настраивать головку и регулировать ее. Но есть небольшое предупреждение: не во всех типах расточного оборудования могут быть головки.
Сверлильные аппараты для использования в производственных условиях
Достаточно взглянуть на чертежи или фото производственных сверлильных станков, чтобы понять, что они представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.
Многошпиндельный сверлильный станок GILLARDON RF 25
К производственным сверлильным станкам относятся устройства следующих категорий.
Станки настольного типа
Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки
Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
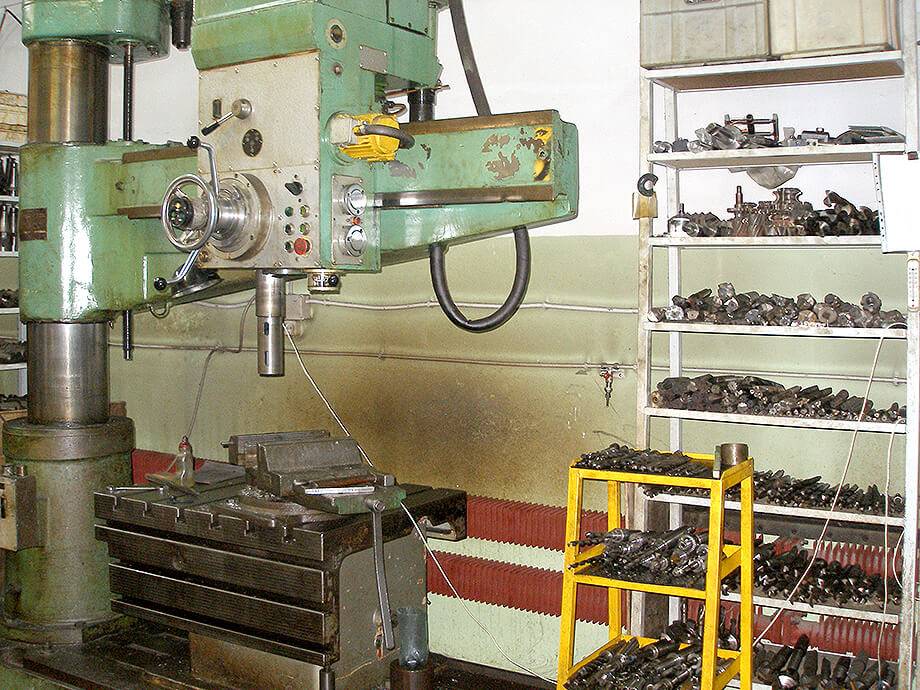
Радиально-сверлильные аппараты
Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Координатно-сверлильные устройства
Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
Горизонтально-сверлильные аппараты
На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Центровальные станки
Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
Многошпиндельные станки
На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
Комбинированные станки
На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.
Универсальный сверлильно-фрезерный станок Stalex-LM1450-2
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.
Уникальная конструкция магнитных станков предоставляет возможность обрабатывать металл там, где это невозможно сделать обычным оборудованием
Несмотря на то, что любой станок сверлильной группы можно использовать для получения отверстий в заготовках из различных материалов, для деревообрабатывающих и мебельных фабрик создаются особые модели, которые могут оснащаться одним или несколькими шпинделями, в том числе и рабочими головками поворотного типа. При помощи такого оборудования можно не только делать отверстия в деталях из древесины, но и создавать гнезда, пазы, удалять сучки.
Классификация по универсальности в применении
Обработка дерева и металла предусматривает оказание определенного усилия. Все станки сверлильной группы можно разделить на 3 большие группы:
- Универсальные. Этот вид станков применяется для выполнения огромного количества различных операций. Универсальность определяет то, что подобное оборудование не получило широкое распространение при массовом производстве. Миниатюрные модели устанавливаются в домашних мастерских для нарезания резьбы, получения сквозного и глухого отверстия, зенкерования и выполнения других операций.
- Специальные предназначены для выполнения только нескольких операций. При этом обработка может проводиться поэтапно или одновременно.
- Создание глубоких отверстий при создании однотипных изделий. Эта группа получила широкое распространение в случае, если нужно наладить массовое производство. Кроме этого, специализируются станки на проведении одной или нескольких операций.
Металлорежущие станки
6.1. Основные типы сверлильных станков и их обозначение
Сверлильные станки предназначены для обработки отверстий в сплошном материале, рассверливания, зенкерования и развертывания уже существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертками, метчиками и другими инструментами.
Основными параметрами станка являются наибольший условный диаметр сверления отверстия (по стали), вылет и максимальный ход шпинделя и т.д.
В зависимости от области применения различают станки универсальные и специальные, предназначенные для обработки конкретных изделий, например, путем их оснащения многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы с помощью электрических, гидравлических и других устройств (механизмов смены инструментов, например револьверных головок; многопозиционных поворотных столов с автоматически действующими зажимными приспособлениями; устройств контроля целости инструмента; других устройств, обеспечивающих надежную работу в условиях автоматизированного производства).
Существуют следующие основные типы универсальных станков: вертикально-сверлильные одно- и многошпиндельные (рис. 6.1); радиально-сверлильные (рис. 6.2); горизонтально-сверлильные для глубокого сверления (рис. 6.3) и горизонтально-центровальные.
Рис. 6.1. Вертикально-сверлильные станки:
одношпиндельные: а — настольный; б — средних размеров на коробчатой основе; в — средних размеров на круглой колонне; г — тяжелый; многошпиндельные: д — станки с постоянными шпинделями, имеющими одну общую станину; е — станки с переставными шарнирно соединенными шпинделями


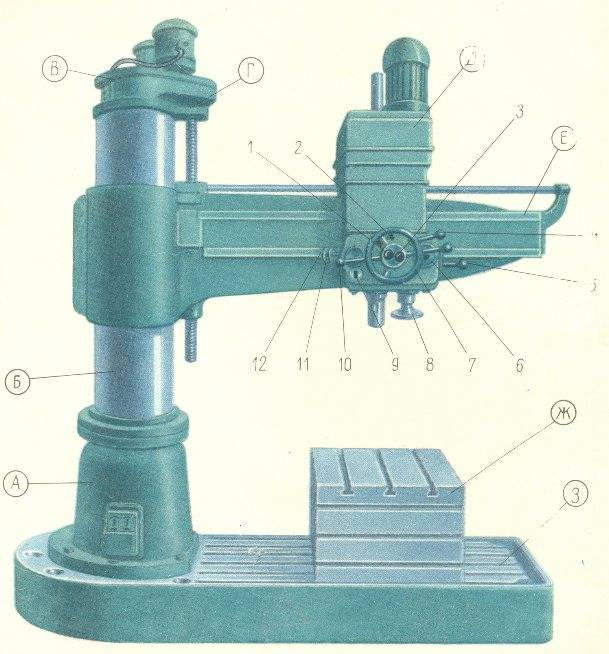


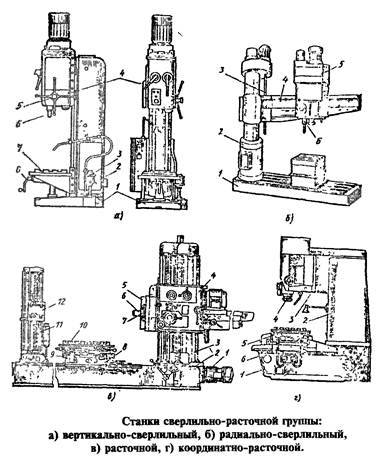



Рис. 6.2. Радиально-сверлильные станки:
а — стационарный общего назначения; б — с колонной, перемещающейся по направляющим станины; в — передвижной по рельсам; г — переносной
Рис. 6.3. Станки для глубокого сверления:
а — горизонтально-сверлильный для глубокого сверления вращающихся деталей; б — горизонтально-сверлильный для глубокого сверления неподвижных деталей; Dr — направление движения резания; Ds — направление движения подачи
Сверлильно-расточные станки на основании классификации, приведенной в табл 1.1, отнесены ко второй группе, внутри которой их делят на типы (см. табл. 1.1): 1 — вертикально-сверлильные; 2 — одношпиндельные полуавтоматы; 3 — многошпиндельные полуавтоматы; 5 — радиально-сверлильные; 8 — горизонтально-сверлильные; 9 — разные сверлильные.
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 — вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18 мм, улучшен по сравнению со станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18 мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производств.
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами.
Контрольные вопросы
- В каких случаях применяют сверлильные станки?
- Расскажите об основных типах сверлильных станков.
- Расшифруйте модель сверлильного станка 2Н135А.
Элементы управления оборудованием
Существует ряд элементов агрегата:
- Автоматический выключатель питания.
- Тумблер освещения рабочей поверхности.
- Включатель насоса подачи жидкости в систему охлаждения.
- Рукоятка для регулировки подач.
- Кнопка для активации подачи.
- Регулятор выбора скоростей подачи.
- Блок управления и направления движения шпинделя.
- Регулятор частоты вращения головки сверления.
- Болты – фиксаторы клина рабочей головки.
- Рукоятка для фиксации зажима рабочего стола.
- Плата электрических контактов и питания сети.
- Для обеспечения вспомогательного управления используется ряд кнопок, пусковой автомат, ручной пускатель.
1 Расточный станок — возможности, принцип работы
Группа расточных агрегатов имеют характерную особенность, их шпиндель, закрепленный в горизонтальной (реже — вертикальной) плоскости, совершает осевое перемещение по направлению к обрабатываемой детали. В посадочном гнезде шпинделя фиксируется рабочий инструмент, от типа которого непосредственно зависят функциональные возможности станка.
Современные расточные агрегаты способны выполнять следующие технические операции:
- растачивание;
- зенкерование;
- сверление;
- нарезка резьбы (внутренняя и наружная);
- обтачивание;
- фрезерование (торцевое и цилиндрическое);
- подрезка торцов.
По сути, данные станки представляют собой универсальное многофункциональное оборудование, способное полноценно заменить несколько металлообрабатывающих установок.
Тяжелый горизонтально-расточный станок
Ключевым параметром любого расточного станка является диаметр шпинделя, несущего основной рабочий инструмент. В зависимости от него все агрегаты классифицируются на три группы: малые (диаметр 50-125 мм), средние (100-200 мм) и тяжелые (200-320 мм).
Вращение шпинделя является главным движением станка, тогда как движение подачи, в зависимости от конструктивных особенностей оборудования, может сообщаться либо обрабатываемой детали либо режущему инструменту. Перемещение инструмента может быть осевым, радиальным либо вертикальным, движение деталей происходит за счет перемещения рабочего стола.
1.1 Особенности конструкции
В зависимости от конструктивных особенностей все расточные агрегаты разделяются на две группы: горизонтальные и вертикальные. Наиболее распространенным является вертикально расточной станок, рассмотрим его типовую конструкцию на примере популярной модели 2Е78П.
- рабочие шпиндели (1, 2, 3, 4, 5);
- блок управления (6);
- панель электроаппаратуры (7);
- несущая колонна (8);
- рабочий стол (9);
- основание (10);
- отсчетное устройство (11);
- парная коробка скоростей и подач (12);
- бабка шпинделя (13);
- освещение рабочего места (14);
- пульт управления электрооборудованием (15).
Схема конструкции 2Е78П
Характерной особенностью отделочно-расточного станка 2Е78П является возможность установки сменных шпинделей разных диаметров — 120, 78 и 48 мм, что увеличивает диаметр растачиваемых отверстий. Резцы фиксируются на шпинделе посредством прижимного вента, в отверстие, расположенное на торце резцовой головке шпинделя, монтируется центроискатель (в 2Е78П используется центроискатель индикаторного типа). Центроискатель представляет собой вспомогательный инструмент в виде накладного шаблона, позволяющий точно совместить оси резца и растачиваемого отверстия.
Рабочий стол 2Е78П состоит из двух блоков: нижних салазок, поперечно перемещающихся по направляющим станины, и непосредственно панели стола, двигающейся в продольном направлении по салазкам. На передней стенки панели размещена линейка для точного позиционирования стола. Его установка и перемещения выполняются вручную посредством маховиков.
Шпиндельная бабка является одним из ключевых узлов агрегата, она состоит из двигателя, шпинделя, и соединяющей их клиноременной передачи. Внутри корпуса бабки ребрами корпуса сформирована масляная ванна, в которой находятся вращающиеся валы.
2Е78П
На отделочно-расточный станок 2Е78П и другие модели средних и тяжелых агрегатов устанавливается зубчатая коробка передач. В данной модели она дает 12 скоростей вращения шпинделя и 4 скорости рабочих подач шпиндельной бабки. Также предусмотрена обгонная муфта для ускоренного перемещения бабки напрямую от привода.
Все расточные станки комплектуются устойчивыми к перегрузкам движками асинхронного типа, коллекторные моторы можно встретить лишь в низкокачественном китайском оборудовании. В модели 2Е78П установлено 3 движка, один из которых отвечает за перемещение шпиндельной бабки, второй — за ее ускоренное перемещение, и третий — за перемещение рабочего стола.
Работа и эксплуатация
В устройствах этого типа коробки скоростей и рабочих передач находятся в сверлильной бабке.
Соответственно и все основные органы в агрегатах 2м55, 2к52, 2а554, а также ас2532, 2н55 и 2532л располагаются непосредственно на ее лицевой поверхности.
Видео:
Основным движением, при котором осуществляется резания в устройствах данного класса, принято считать вращение используемого рабочего инструмента.
Необходимое вращательное движение он получает через передачу непосредственно от электродвигателя, который также обеспечивает при необходимости вспомогательное движение используемого рабочего инструмента.
ВАЖНО ЗНАТЬ: Сборка пескоструйного аппарата своими руками
Параметры заданной обработки перед началом работ выставляются с помощью специальных рукояток, расположенных на коробке передач.
Точно таким же образом происходит управление подачей. Основные рабочие характеристики агрегата описываются несколькими показателями.



Также учитывается основной номер присоединенного конуса, который располагается внутри шпинделя.
Берется во внимание и наибольшее перемещение самого шпинделя. В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель
В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель.
При эксплуатации станков сверлильного типа данного класса обязательно учитывается количество ступеней, отвечающих за рабочее вращение в шпинделе.
Видео:
На функциональные возможности станка оказывает большое влияние и мощность используемого электрического двигателя.
Стоит отметить и то, что на стоимость устройств из этой категории влияет, в первую очередь, функциональный набор, все его технологические возможности, а также техническое состояние.
Ремонт сверлильного станка должен проводиться профессиональными мастерами, которые хорошо разбираются в устройстве и принципе действия агрегатов этого класса.
Это поможет продлить срок службы устройства и сделает его эксплуатацию безопасной.
Обязательным условием работы на устройствах этого класса является строгое соблюдение правил по технике безопасности, которые должен соблюдать каждый оператор.
В любом случае, настольный сверлильный станок этого класса считается надежным и достаточно функциональным оборудованием, при помощи которого можно производить качественную обработку различных металлических поверхностей.
Эксплуатация
Станки для сверления, оснащённые ЧПУ, необходимо эксплуатировать в соответствии со следующими требованиями:
- разрешена установка только внутри отапливаемых помещений с оптимальным уровнем влажности;
- допустима обработка заготовок, которые отвечают требованиям производителя конкретной модели;
- все узлы, механизмы нужно поддерживать в чистоте, своевременно смазывать, обслуживать, следить за состоянием, выполнять замену, не допуская критических повреждений;
- перед выполнением работ следует убедиться в полной работоспособности всех агрегатов, проверить наличие защитных экранов, способность станка отключаться в случае аварийных ситуаций;
- в случае обнаружения неисправностей, недопустимо обрабатывать заготовки;
- недопустимо выполнять сверление деталей из материалов, не подходящих под параметры установленных свёрл;
- в случае прекращения подачи охлаждающей жидкости или масел для смазки механизмов нужно прекратить работу станка для устранения неисправностей;
- после начала выполнения программы ЧПУ запрещается прикасаться к вращающимся или движимым узлам.
Преимущества и недостатки
К преимуществам сверлильных станков относятся:
- точное позиционирование сверла над поверхностью детали;
- многоступенчатая обработка;
- регулировка крутящего момента, скорости оборотов, хода сверла вдоль осевой линии;
- сверление под различными углами;
- простота программирования ЧПУ, смены программ для выполнения различных производственных задач;
- автоматический контроль текущего состояния станка;
- высокая надёжность механических частей;
- защита от перегрева сверла;
- высокий ресурс узлов и механизмов;
- много различных моделей, позволяющих перемещать шпиндель со сверлом над рабочим столом либо наоборот;
- простота в эксплуатации, обслуживании, ремонте;
- высокая производительность труда;
- безопасность в работе по причине отсутствия контактов с опасными механическими узлами.
Недостатки станков с ЧПУ для сверления:
- высокая стоимость оборудования;
- большие габариты и масса;
- для работы требуется обученный персонал — операторы, наладчики.

Качественное изготовление деталей
Производители и стоимость
Модели сверлильных станков с ЧПУ выпускаются на следующих предприятиях:
- ОАО «Астраханский станкостроительный завод»;
- ЗАО «КомТех-Плюс»;
- ОАО «Стерлитакамский станкостроительный завод»;
- ;
- ОАО «Рязанский станкостроительный завод»;
- ОАО «Кировский станкостроительный завод».
Стоимость станков в зависимости от их типов следующая:
- профессиональные радиально-сверлильные настольные — от 120 тыс. руб.;
- радиально-сверлильные для ответственных работ — от 150 тыс. руб.;
- тяжёлые промышленные — от 400 тыс. руб.;
- радиально-сверлильные промышленные с вращаемой на 3600 опорой — от 1 млн. 100 тыс. руб.
Станки в зависимости от моделей могут отличаться спецификой работы, взаимодействия с оператором, а также иметь другие особенности. Однако основной принцип обработки заготовок сохраняется.