Виды станков
Существует множество зубофрезерных станков, которые отличаются друг от друга по незначительным признакам. В нашей статье для примера будут использоваться модели 5К32 и 5К32А. Из названия можно понять, что эти модели имеют огромное сходство.
5К32
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
- Используются на малых и средних предприятиях. Подходит как для домашней мастерской, так и для небольших и средних цехов.
Метод обработки
В основе обработки лежит метод обката. С его помощью нарезают колеса зубчатой формы. Используются различные методы зубофрезерования – встречный и попутный. Подача также осуществляется по-разному: стандартными методами и по диагонали.
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
Основное отличие от своего родственника 5К32 – узкая направленность. Если первая модель отлично подходит для малых мастерских и средних производств, то 5К32А используется на средних и особо крупных промышленных предприятиях.
Метод обработки
Для нарезания колес зубчатой формы, заготовки и фреза обкатываются и выпускают готовое колесо. Используется несколько видов зубофрезерных работ: встречный метод обработки и попутный. Подача осуществляется двумя путями: обычным и по диагонали.
При подаче по диагонали, обработка проходит особым образом. Фреза перемещается не только по собственной оси, но по длине обрабатываемого зуба. Из-за этого повышается стойкость фрезы.
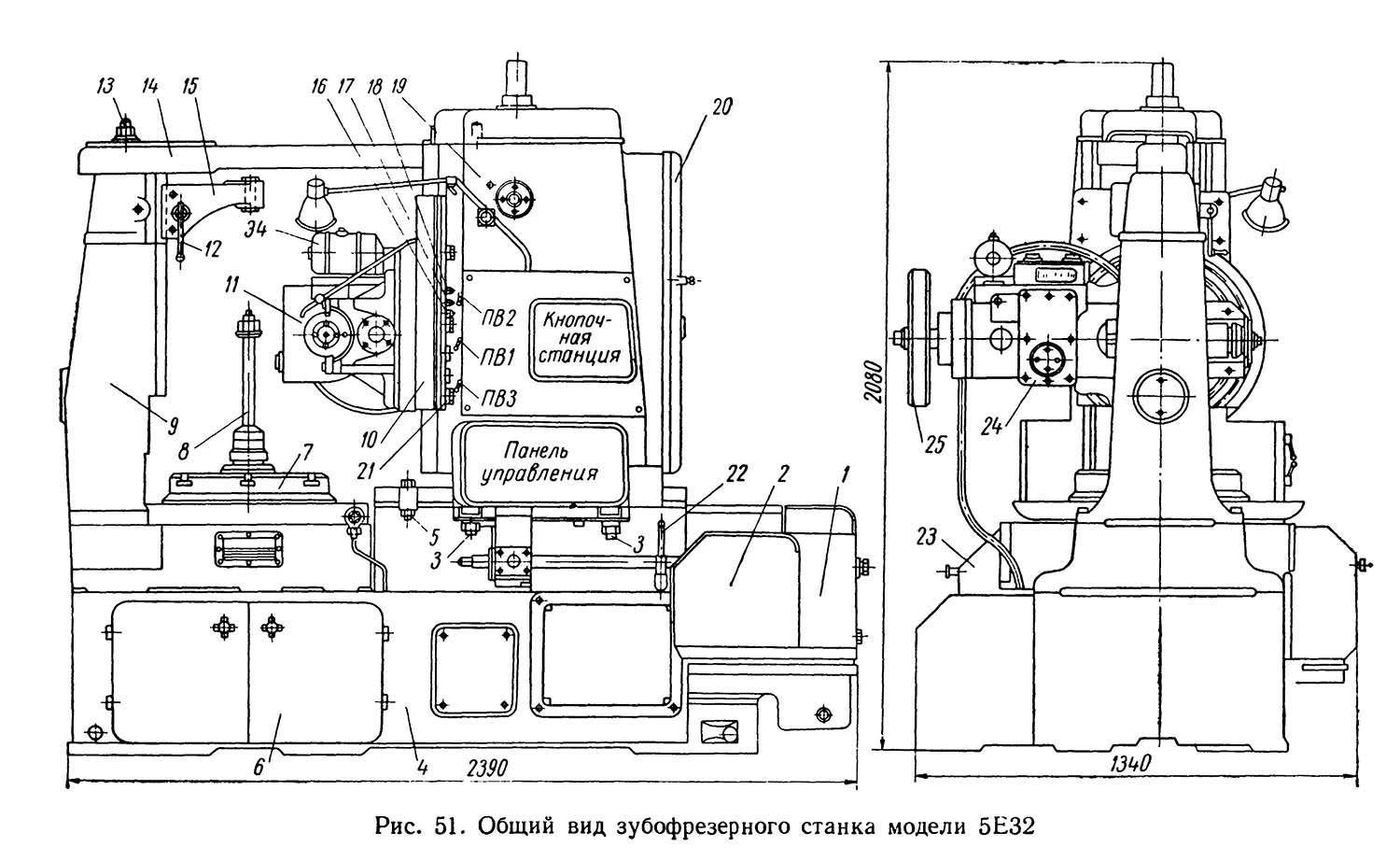
Сведения о производителе вертикального зубофрезерного станка полуавтомата 5К32
Производитель вертикального зубофрезерного полуавтомата 5К32 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
- 5А12 — станок зубодолбежный вертикальный полуавтомат Ø 208
- 5А140П — станок зубодолбежный вертикальный полуавтомат Ø 500
- 5Б150 — станок зубодолбежный вертикальный полуавтомат Ø 800
- 5В833 — станок зубошлифовальный вертикальный для цилиндрических зубчатых колес Ø 200
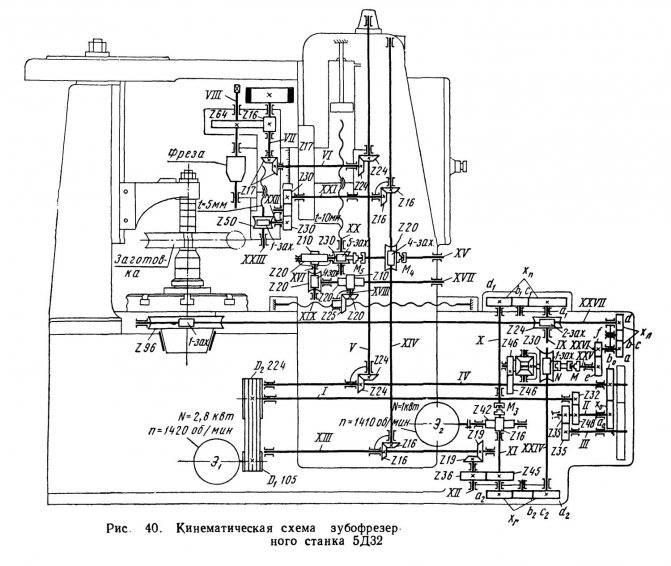
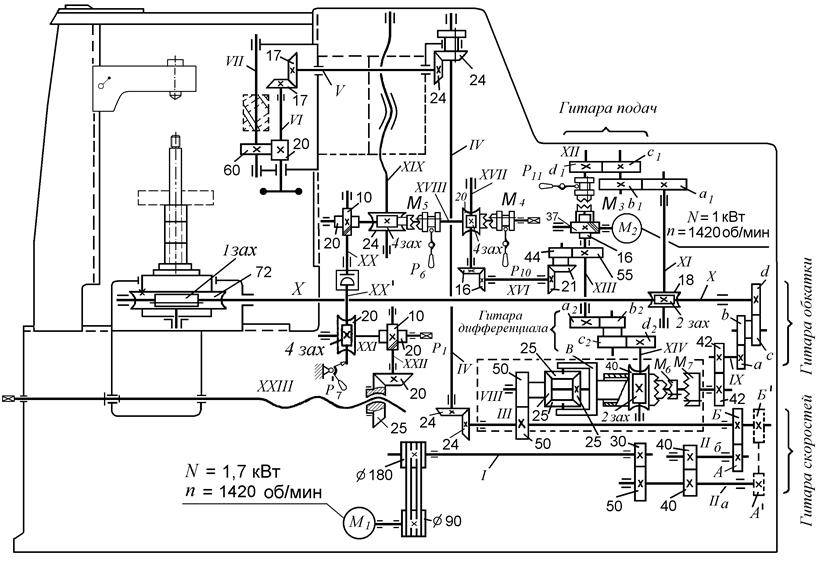
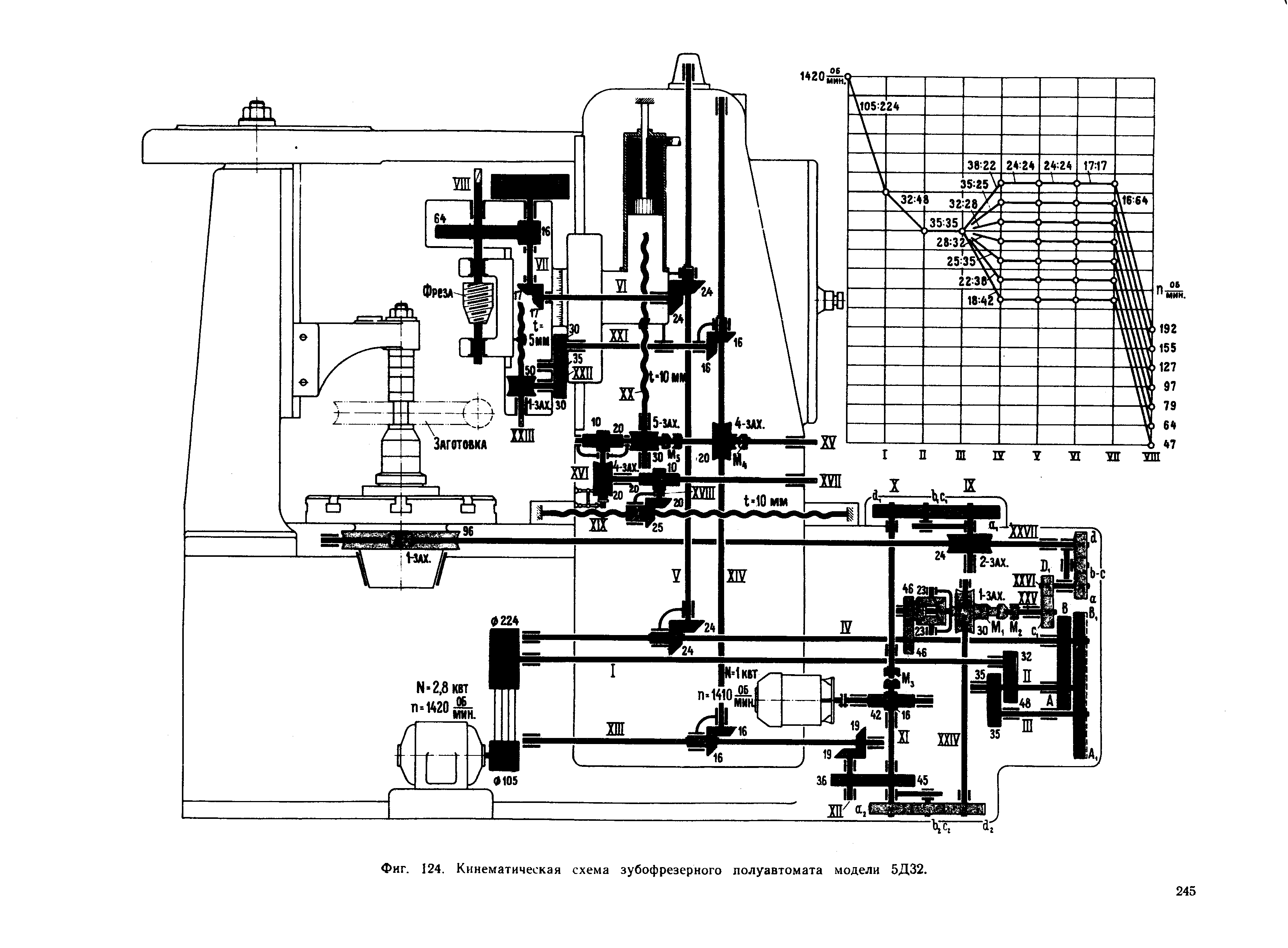
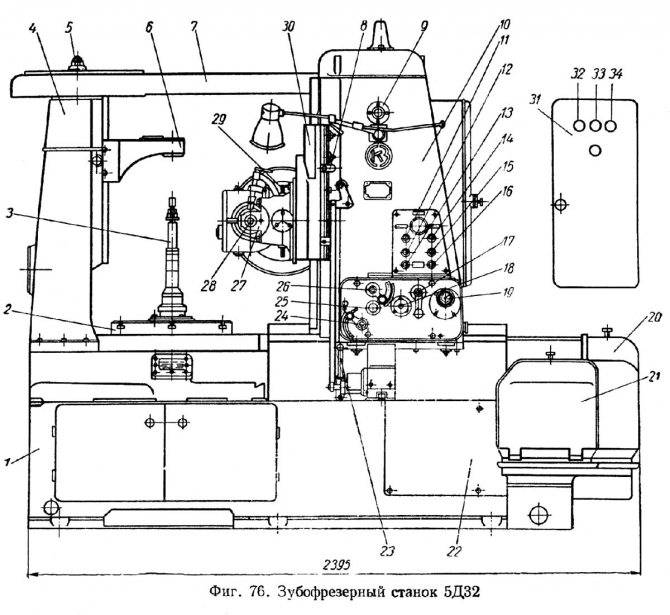
- 5Д32 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 800
- 5Е32 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 800
- 5К32 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 800
- 5К32А, 5К324А — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 800
- 5К324 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 500
- 5К328А — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 1250
- 53А11 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 1250
- 53А50 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 500
- 53А80 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 800
- 514 — станок зубодолбежный вертикальный полуавтомат Ø 500
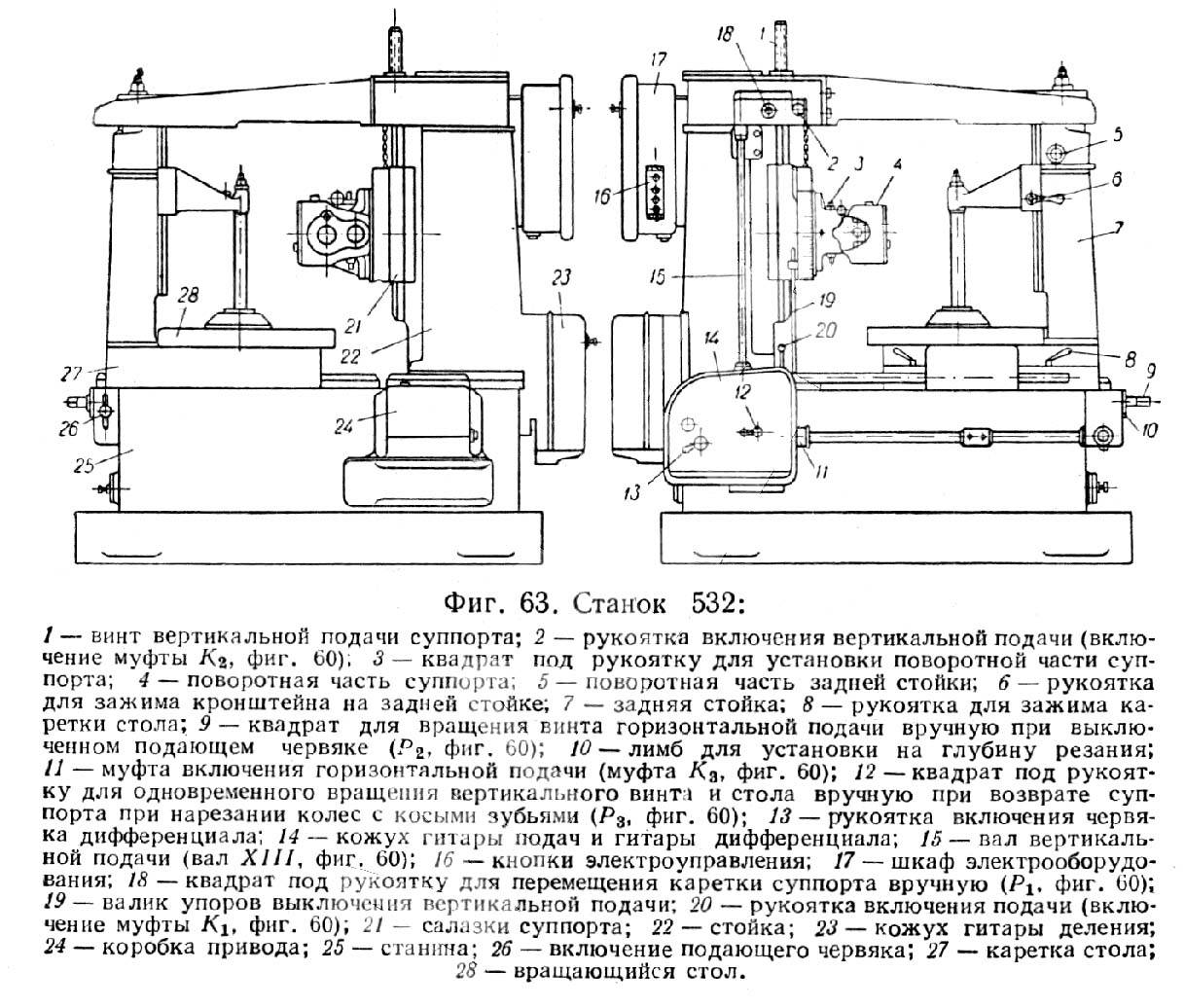
- 532 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 750
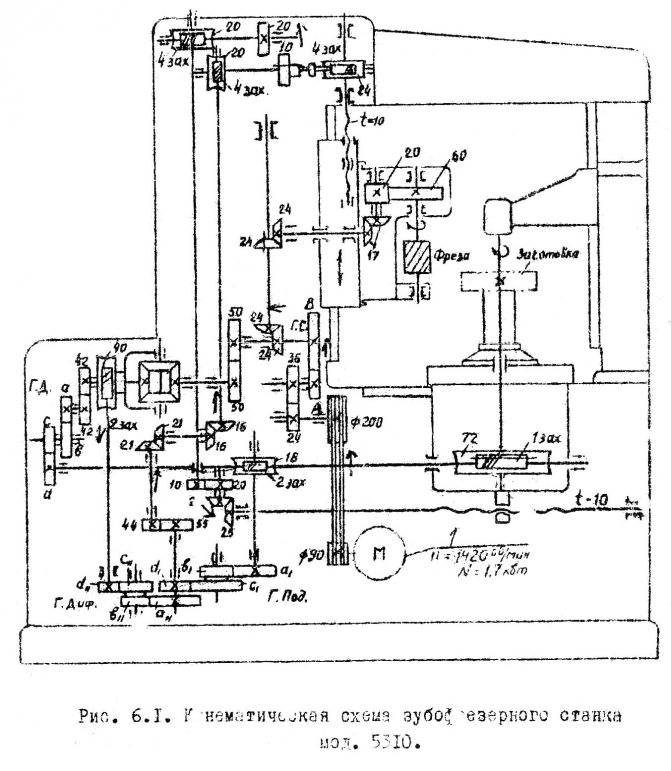
- 5310 — станок зубофрезерный вертикальный для цилиндрических зубчатых колес Ø 200
Зубофрезерные станки серии К
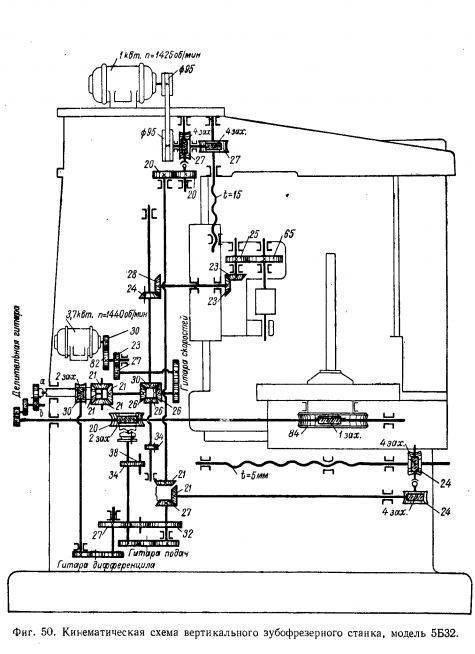
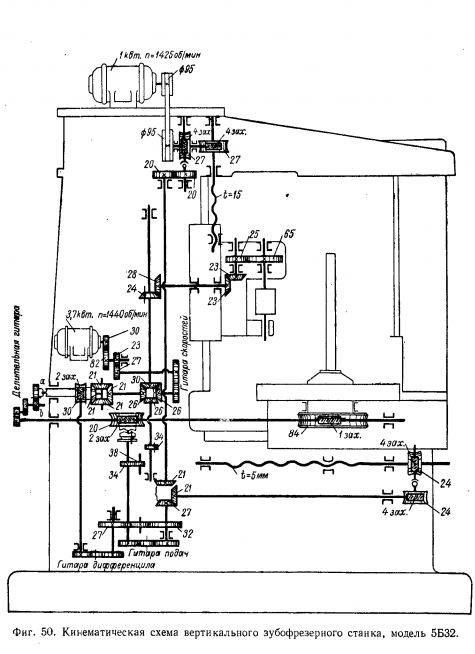
Универсальный зубофрезерный станок 5К32 является базовым станком серии К на основе которого выполняют универсальные станки упрощённой конструкции, станки повышенной точности; станки с многозаходными делительными парами; специализированные и специальные станки. Зубофрезерные станки серии К:
- 5К324ПА — диаметр нарезаемого колеса — 500 мм, нарезаемый модуль — 8 мм
- 5К32, 5К32П, 5К32А — диаметр нарезаемого колеса — 800 мм, нарезаемый модуль — 10 мм
- 5К328, 5К328П, 5К328А — диаметр нарезаемого колеса — 1250 мм, нарезаемый модуль — 12 мм
Эти станки по своим техническим характеристикам и по механизмам, обеспечивающим прогрессивные методы зубофрезерования, отвечают мировым стандартам. Зубофрезерные станки базовых мод. 5К324, 5К32, 5К328 предназначены для использования в условиях единичного, мелкосерийного и серийного производства.
В станках 5К324, 5К32, снабженных шестеренными коробками с электромагнитными муфтами, для изменения частоты вращения фрезы и величины подачи используют ползунковые переключатели на пульте управления, которые осуществляют включение электромагнитных муфт. Это дает возможность осуществить автоматический двухпроходный цикл зубофрезерования с автоматическим переключением скоростей и подач перед вторым рабочим ходом, что сокращает вспомогательное время.
Для условий серийного производства станки 5К324 и 5К32 изготовляют с коробками скоростей и подач, настраиваемых с помощью сменных колес. В станке мод. 5К328 для изменения скоростей и подач служат скользящие блоки зубчатых колес.
Зубофрезерные станки универсального типа 5К324А и 5К32А упрощены; в них вместо, непрерывного осевого перемещения фрезы предусмотрено автоматическое периодическое перемещение в конце каждого цикла нарезания. Станки предназначены для работы в условиях серийного и массового производства.
Зубофрезерные станки повышенной точности 5К324П и 5К32П предназначаются для нарезания колес высокой степени точности. Высокая точность зубонарезания достигается при увеличении в 2 раза передаточного отношения делительной червячной пары стола и более точного изготовления деталей и узлов станка, точность которых влияет на точность нарезаемых колес. Эти станки используют для чистовых операций.
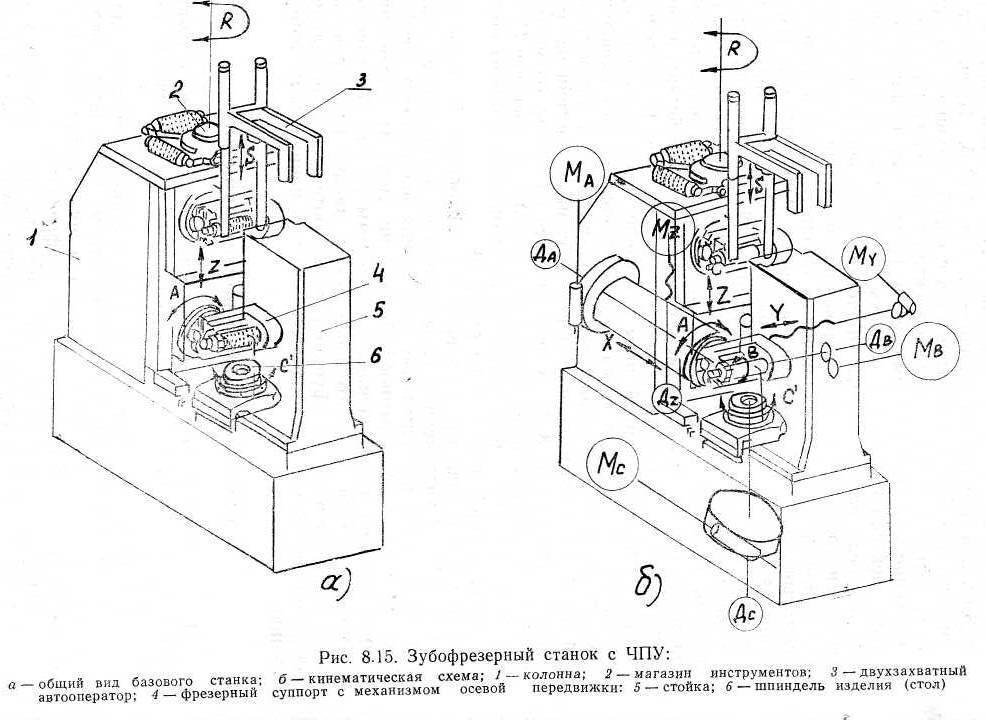
Факторы, влияющие на выбор зубофрезерного станка с ЧПУ
При выборе станка наиболее важными факторами являются:
во-первых, размер станка, во-вторых, стоимость покупки и установки
Так же нужно обращать внимание на конструкцию станка, а именно, возможность фрезерного станка с ЧПУ самостоятельно менять инструмент, систему охлаждения шпинделя, широкую платформу, высококачественные материалы, из которых изготовлен станок, простоту в использовании ЧПУ программ, систему сбора и отвода пыли
Так же очень важными факторами являются: количество осей, специализированный шпиндель, диапазоны механического перемещения, скорости перемещения, шаговый двигатель или сервопривод, точность станка.
Производство высокоточных зубчатых колес на ООО «Зубикс».
Станок должен удовлетворять следующим требованиям:
- Высокая точность перемещения суппорта;
- Возможность автоматической смены инструмента;
- Возможность использовать измерительные щупы Renishaw для контроля изготавливаемых на оборудовании деталей;
- Минимальный размер обрабатываемой детали: 125 мм; максимальный размер обрабатываемой детали: 800 мм.
Основные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.
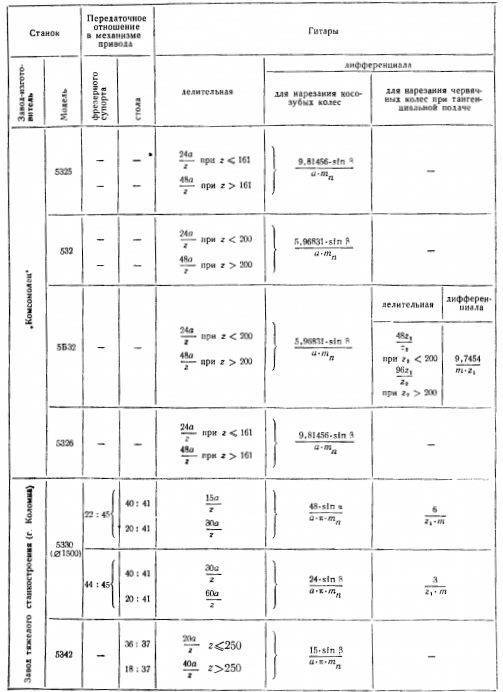
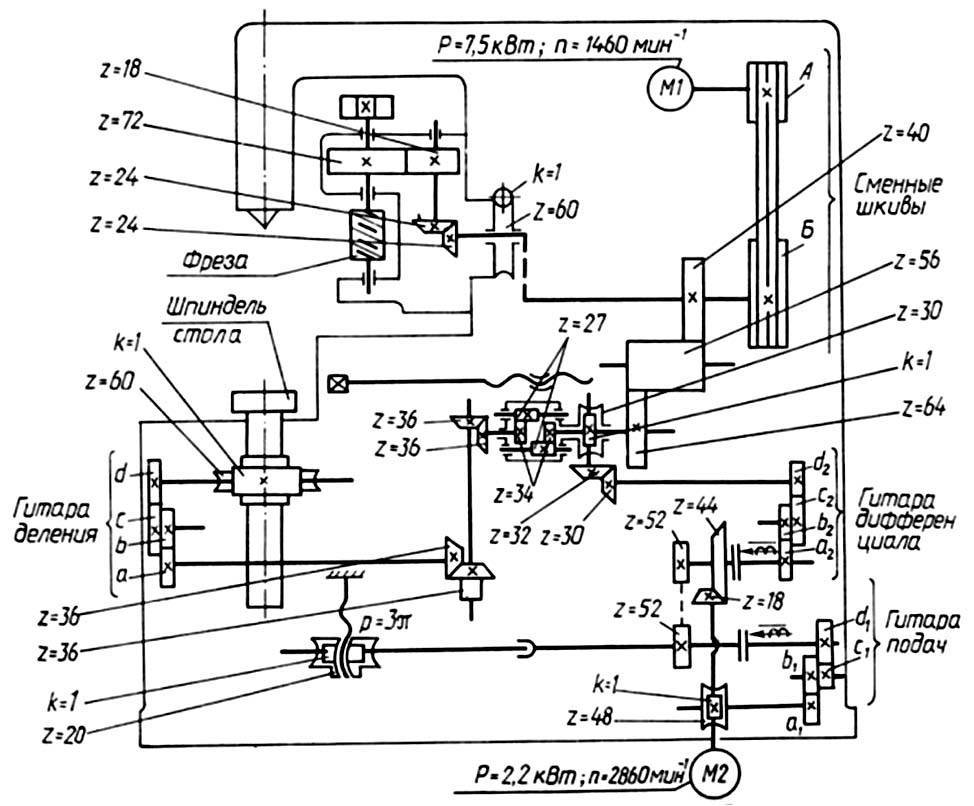
Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
ПОРЯДОК ПОЛЬЗОВАНИЯ ТАБЛИЦАМИ / ПРОГРАММОЙ
Для подбора сменных колес искомое передаточное отношение выражается в виде десятичной дроби с числом знаков соответственно требуемой точности. В «Основных таблицах» для подбора зубчатых колес (стр. 16—400) находим колонку с заголовком, содержащим первые три цифры передаточного отношения; по остальным цифрам находим строку, на которой указаны числа зубьев ведущих и ведомых колес.
Требуется подобрать сменные колеса гитары для передаточного отношения 0,2475586. Сначала находим колонку с заголовком 0,247—0000, а под ним ближайшее значение к последующим десятичным знакам искомого передаточного отношения (5586). В таблице находим число 5595, соответствующее набору сменных колес (23*43) : (47*85). Окончательно получаем:
i = (23*43)/(47*85) = 0,2475595. (1)
Относительная погрешность сравнительно с заданным передаточным отношением :
δ = (0,2475595 — 0,2475586) : 0,247 = 0,0000037.
Строго подчеркиваем: во избежание влияния возможной опечатки нужно обязательно проверить полученное соотношение (1) на калькуляторе. В тех случаях, когда передаточное отношение больше единицы, необходимо выразить его обратную величину в виде десятичной дроби, по найденному значению в таблицах отыскать числа зубьев ведущих и ведомых сменных колес и поменять ведущие и ведомые колеса местами.
Требуется подобрать сменные колеса гитары для передаточного отношения i = 1,602225. Находим обратную величину 1:i = 0,6241327. В таблицах для ближайшего значения 0,6241218 находим набор сменных колес: (41*65) : (61*70). Учитывая, что решение найдено для обратной величины передаточного отношения, меняем местами ведущие и ведомые колеса:
i = (61*70)/(41*65) = 1,602251
Относительная погрешность подбора
δ = (1,602251 — 1,602225) : 1,602 = 0,000016.
Обычно требуется подбирать колеса для передаточных отношений, выраженных с точностью до шестого, пятого, а в отдельных случаях и до четвертого десятичного знака. Тогда семизначные числа, приведенные в таблицах, можно округлять с точностью до соответствующего десятичного знака. Если имеющийся комплект колес отличается от нормального (см. стр. 15), то, например, при настройке цепей дифференциала или обкатки можно выбрать подходящую комбинацию из ряда соседних значений с погрешностью, удовлетворяющей условиям, изложенным на стр. 7—9. При этом некоторые числа зубьев можно заменять. Так, если число зубьев комплекта не свыше 80, то
(58*65)/(59*95) = (58*13)/(59*19) = (58*52)/(59*76)
«пятковую» комбинацию предварительно преобразуют так:
а затем, по полученным множителям подбирают числа зубьев.
Сделаем на заказ
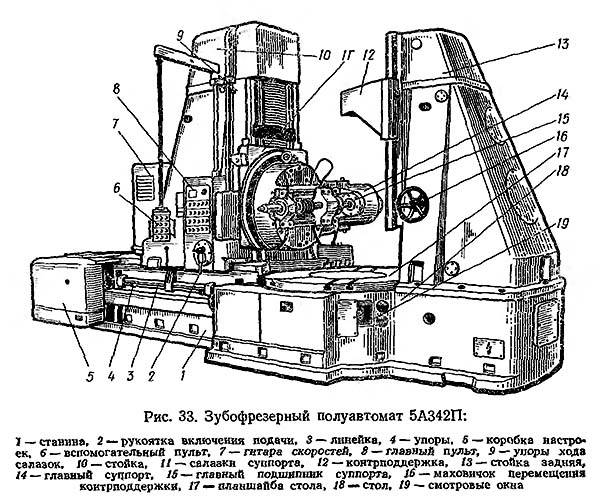
Зубофрезерный станок 5А342П
 | Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Станок зубофрезерный LIEBHERR L902
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |

Станок зубофрезерный Pfauter P1501
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Станок универсальный зубофрезерный 53А50
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Станок зубофрезерный 5А342П
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Универсальный зубофрезерный полуавтомат 5к324
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Универсальный зубофрезерный станок 5К32
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Универсальный зубофрезерный станок 5К328А
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Станок зубофрезерный 53А11, полуавтомат
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Тяжелый зубофрезерный станок 5А342П
Изготовитель: Коломенский завод тяжелого станкостроения
Подробнее > |
Универсальный зубофрезерный 53А80, или 53А80Н
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Зубофрезерный станок 53А50
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
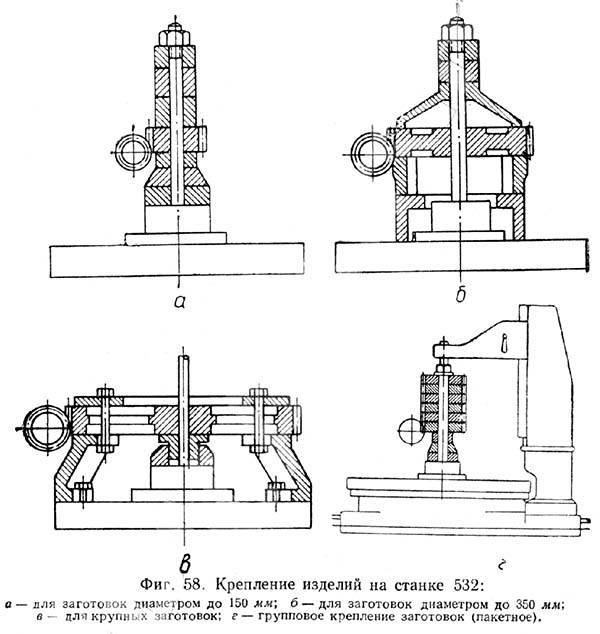
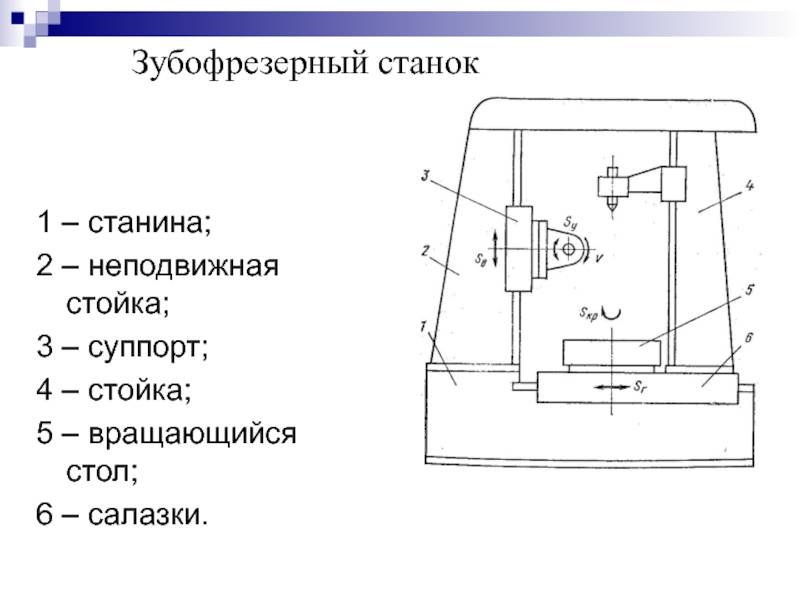
Типовые конструктивные компоновки
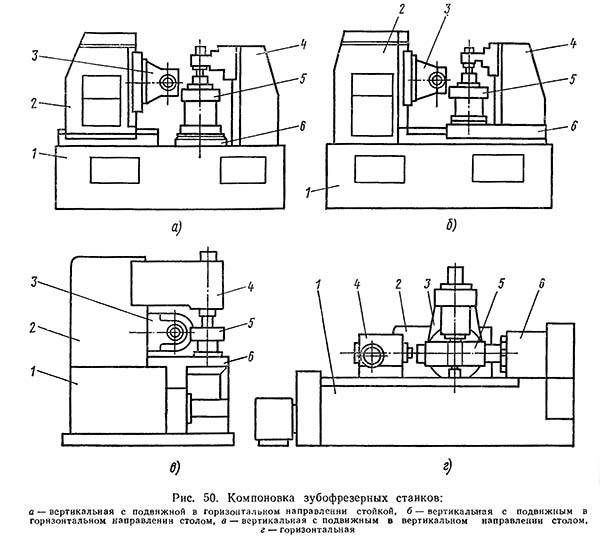
Рассматривая зубофрезерный станок и принцип его работы важно уделить внимание тому, какая у него компоновка. По этому показателю выделяют следующие группы:
- Вертикальная ориентация оси заготовки. Компоновка зубофрезерных станков определяет особенности обработки, имеют подвижный стол. Компоновка применяется при производстве универсальных моделей, получивших наибольшее распространение.
- Вертикальная ориентация оси заготовки, инструмент подвижен по горизонтали. Устройство данного зубофрезерного станка имеет инструментальный суппорт, через который проводится передача осевой подачи. Такая компоновка больше всего подходит для моделей, оснащенных системой автоматизации погрузки/выгрузки заготовок. Подобные зубофрезерные станки с ЧПУ, принцип работы которых предусматривает автоматическую подачу заготовки, получили широкое распространение при выпуске крупных партий продукции.
- Зубофрезерные станки при размещении заготовки в вертикальном направлении. Рассматривая главные узлы отметим стол, который зачастую подвижен в вертикальном направлении. Радиальная подача осуществляется инструментальной стойкой. Данные зубофрезерные станки, модели которых могут значительно отличаться в зависимости от предназначения, имеют конструкцию, позволяющую легко их встраивать в различные автоматические линии обработки. Обработка на современных зубофрезерных станках сводится к уменьшению количеству операций, требующих вмешательства оператора.
- Горизонтальные с размещением оси заготовки в этой плоскости. Стол подвижный в этом направлении, передает осевое вращение. Инструмент крепится на инструментальной стойке. Зубофрезерный станок подобного вида получил широкое применение в сфере нарезания мелкомодульных зубчатых колес. Конструкция имеет горизонтальные направляющие для обеспечения перемещения инструментальной стойки.
- Горизонтальные станки имеют крепление для размещения заготовки в определенной плоскости. Ключевая особенность заключается в неподвижности стола. Инструментальная стойка подвижная, предназначена для передачи осевой и радиальной подачи. Эти виды оборудования позволяют обрабатывать зубчатые колеса, выполненные в виде единой конструкции с валом.
Расчет дифференциала зубофрезерного станка проводится в зависимости от особенностей схемы. Дифференциальный метод встречается достаточно часто.

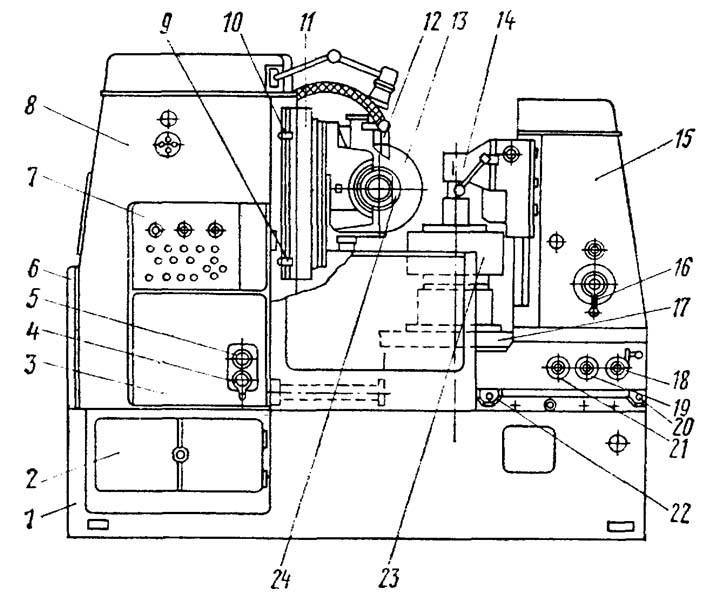
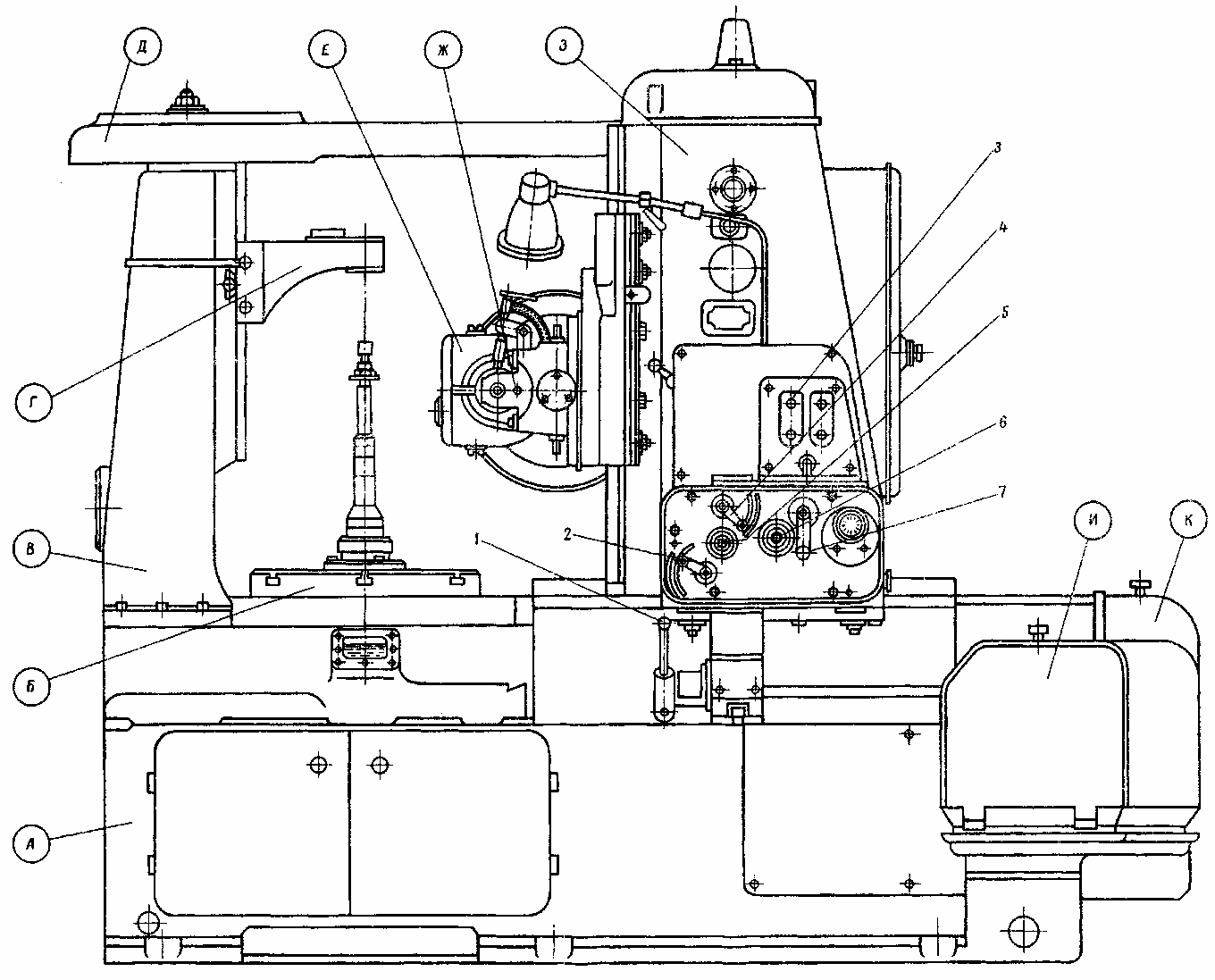
Расположение составных частей зубострогального станка 5А250П
Расположение основных узлов зубострогального станка 5а250п
- 1. Выключатель охлаждения;
- 2. Пульт управления на передней стороне станка;
- 3. Кнопка включения гидравлики;
- 4. Переключатель режима обработки – в один и два прохода;
- 5. Пульт управления на задней стороне станка;
- 12. Лимб, муфта и рукоятка вращения шпинделя изделия;
- 15. Рукоятка перемещения стола;
- 16. Кнопка периодической смазки суппортов;
- 17. Счетчик циклов;
- 20. Рукоятка для перемещения суппортов вручную;
- 30. Рукоятка реверса главного движения (для резания к центру или от центра)
- 33. Рукоятка включения ручного привода.
Эксплуатация зубофрезерных станков
Определение дефектов станков. Зубофрезеерные станки характеризуются сложностью кинематики, конструкции узлов и механизмов. Они требуют тщательного ухода и правильной эксплуатации. Необходимо уметь определять погрешности в работе станка и своевременно их устранять. При работе станка появляются вибрации, в результате чего в узлах и механизмах станка появляются люфты. В некоторых узлах станка в соединениях деталей всегда имеются люфты и мертвые ходы. При работе станка могут возникнуть большие вибрации, дрожание режущего инструмента и обрабатываемой заготовки, в результате чего заметно ухудшается чистота обрабатываемой поверхности, а стойкость режущего инструмента значительно уменьшается.
Основными причинами возникновения вибраций при зубонарезании могут быть следующие:
-Недостаточная жесткость или перегрузка станка;
-Недостаточная устойчивость фундамента станка;
-Неправильные режимы резания: велика скорость резания, подача и глубина резания;
-Большой износ режущего инструмента;
-Нежесткое крепление инструмента, приспособления и заготовки.
Основным требованием, предъявляемым к основанию, на котором стоит станок, является его жесткость. Наилучшим основанием является индивидуальный фундамент. Станок должени плотно прилегать к фундаменту и жестко крепиться болтами.
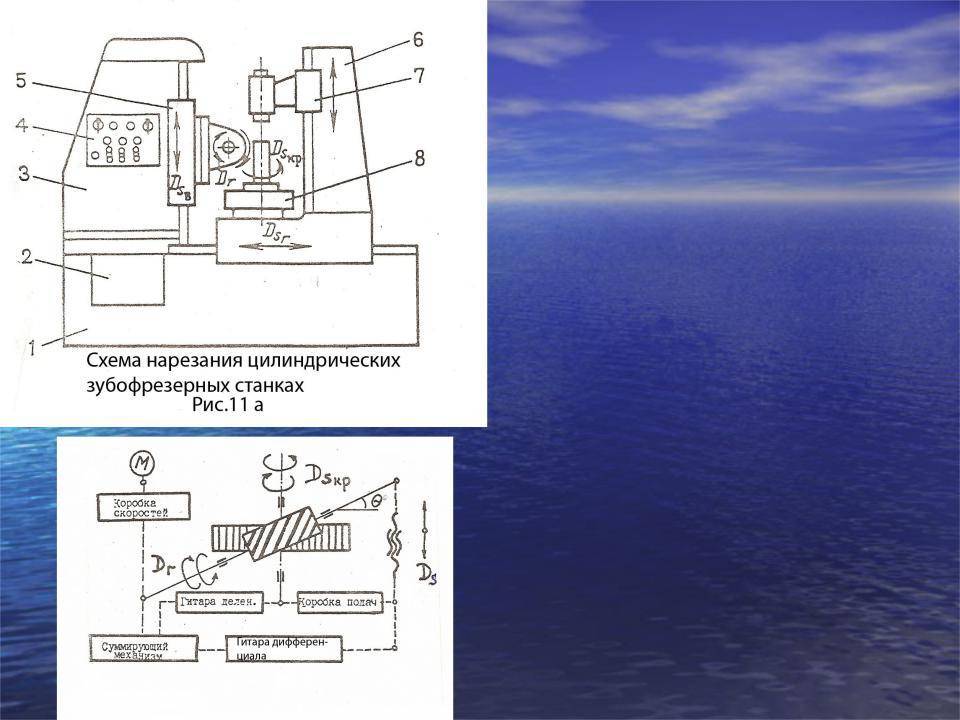
Методы нарезания зубчатых колес
В настоящее время различают два метода нарезания эвольвентных зубчатых колес: копирования и обкатки (огибания). Метод копирования как малопроизводительный и неточный метод нарезания зубчатых колес применяется в единичном производстве для неответственных передач. Метод обкатки, наиболее высокопроизводительный и более точный, широко применяется в серийном и массовом производстве. Методом копирования нарезают зубчатые колеса на фрезерных, строгальных, долбежных и специальных станках. Режущим инструментом при этом служат дисковые, пальцевые модульные фрезы, фасонные резцы и различные зуборезные головки. Все эти инструменты имеют профиль режущей части, соответствующий контуру впадины нарезаемого колеса. Методом обкатки зубчатые колеса нарезают на зуборезных станках: зубофрезерных, зубодолбежных, зубострогальных и др. Режущим инструментом служат червячные фрезы, долбяки, зуборезные гребенки, резцы и др.
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и червячные колеса методом обкатки (огибания). Метод обкатки основан на использовании принципа зубчатого зацепления. Режущий инструмент и заготовка составляют зубчатую пару. Вращение червячной фрезы и заготовки в процессе нарезания зубьев колеса аналогично вращению червяка и зубчатого колеса, находящихся в зацеплении.
Виды приводов станков
Конструкция зубофрезерных приспособлений отличается высокой технологической сложностью. Производители предлагают различные схемы приводов, обладающих следующими особенностями:
- Червячный тип привода стола. Особенностью конструкции является установка дополнительного червяка с непостоянной толщиной витка, зазор которого регулируется в широком диапазоне.
- Отдельная червячная передача, устанавливаемая в отдельный блок. Регулировка осуществляется с помощью радиального перемещения.
- Универсальной считается схема, при которой на шпиндели устанавливают две червячные передачи с противоположным направлением витков. Регулировкой одной передачи изменяют текущий зазор.
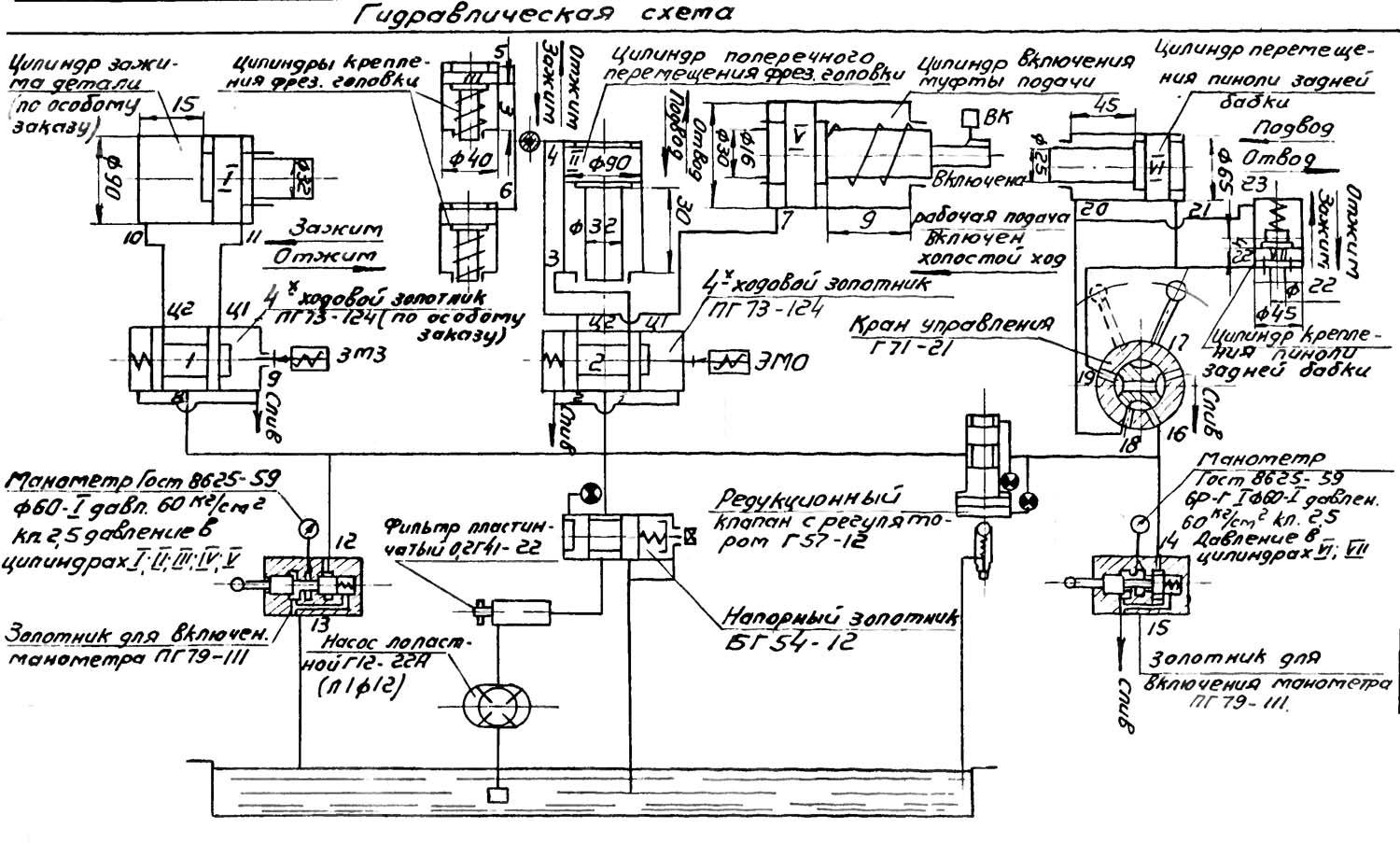
- Гидравлический тип. В этом случае передача приводится в движение под действием гидравлической жидкости, подающейся с помощью насоса.
- Двойной тип. Регулировочную шестерню изготавливают из двух половин. При изменении их положения относительно друг друга происходит изменение зазора.
- Конусный. При реализации данной схемы применяют шестерни с малой конусностью. При осевом смещении изменяется зацепление и корректируется зазор.
- Многозубый. Использование многозубой шестерни, устанавливаемой на шпиндель, позволяет замедлить скорость базового колеса. Регулировка кинематической цепи выполняется торможением колеса.
При рассмотрении различных приводов стоит упомянуть об использовании зубофрезерных аппаратов с ЧПУ.

Применение числового программного управления сужает круг обязанностей оператора по причине отсутствия гитары деления. Отметим, что стоимость подобных станков достаточно высока, что не позволяет использовать их на предприятиях, имеющих незначительные объемы производства.
Технические характеристики зубофрезерного станка 5310
| Наименование параметра | 5К310 | 5310 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса для стали, мм | 4 | 3 |
| Наибольший модуль нарезаемого колеса для чугуна, мм | 4 | 4 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 200 | 60..200 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 180 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 170 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±60 | ±60 |
| Наибольший диаметр червячных нарезаемых колес, мм | 60..180 | |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая ширина группы нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 150 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 20 | |
| Наименьшее число нарезаемых зубьев | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | 150 | |
| Стол | ||
| Диаметр стола, мм | 200 | 150 |
| Наибольшее перемещение отруки/ механически, мм | 130/ 130 | |
| Конус морзе | КМ4 | |
| Расстояние между осями стола и фрезы, мм | 45..180 | 30..160 |
| Расстояние от плоскости стола до оси фрезы, мм | 145..365 | 80..325 |
| Ускоренное перемещение стола, мм/мин | 130 | |
| Ручное перемещение стола на одно деление лимба, мм | 0,1 | |
| Перемещение упора остановки стола на одно деление лимба, мм | 0,02 | |
| Предохранение от перегрузок | есть | есть |
| Блокировка | есть | есть |
| Блокирующие упоры | есть | есть |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 220 | 245 |
| Ускоренное перемещение суппорта, мм/мин | 280 | 300 |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Диаметры фрезерных оправок, мм | 25 х 210 | |
| Наибольший угол поворота суппорта, град | ±60° | ±60° |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 10` | 6` |
| Конусное отверстие шпинделя | Морзе 4 | Морзе 3 |
| Наибольшее осевое перемещение фрезы, мм | 50 | 100 |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 0°, мм | 220 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 30°, мм | 170 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 45°, мм | 150 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 60°, мм | 30..105 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | нет | нет |
| Приспособление для быстрой установки суппорта под углом | нет | нет |
| Автоматическое включение обратного хода суппорта | нет | нет |
| Автоматическое выключение станка по окончании обработки изделия | есть | есть |
| Предохранение от перегрузок | есть | есть |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 63..400 | 63..318 |
| Число ступеней оборотов фрезы | 9 | 8 |
| Пределы продольных (вертикальных) подач фрезы на один оборот стола, мм/об | 0,63..4 | 0,25..4 |
| Пределы радиальных подач стола на один оборот стола, мм/об | 0,315..2 | 0,1..1 |
| Пределы тангенциальных подач, мм/об | ||
| Число ступеней продольных (вертикальных) подач | 9 | |
| Число ступеней радиальных подач | 9 | |
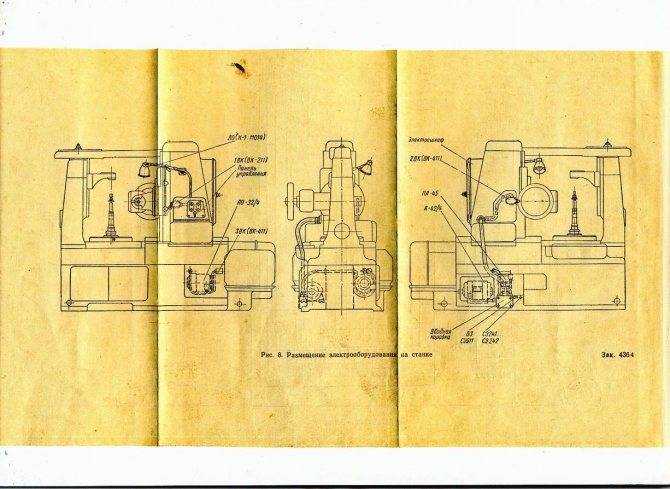
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 3 |
| Электродвигатель главного привода, кВт | 4 | 1,7 |
| Электродвигатель ускоренного хода, кВт | 2 | 1 |
| Электродвигатель привода шагового движения, кВт | 0,27 | |
| Электродвигатель привода гидронасоса, кВт | 1,1 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 7,49 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2000 х 1300 х 2040 | 1562 х 923 х 1700 |
| Масса станка с электрооборудованием и охлаждением, кг | 4350 | 1550 |
Список литературы по зубообработке
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
Гальперин Е.И. Наладка зуборезных станков, 1960.
Козлов Д.Н. Зуборезные работы, 1971.
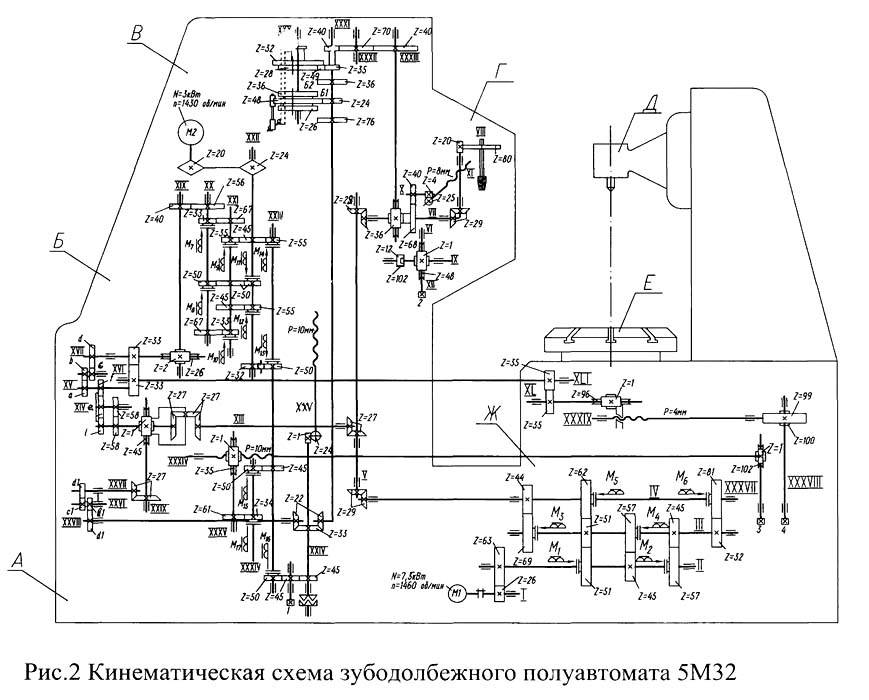
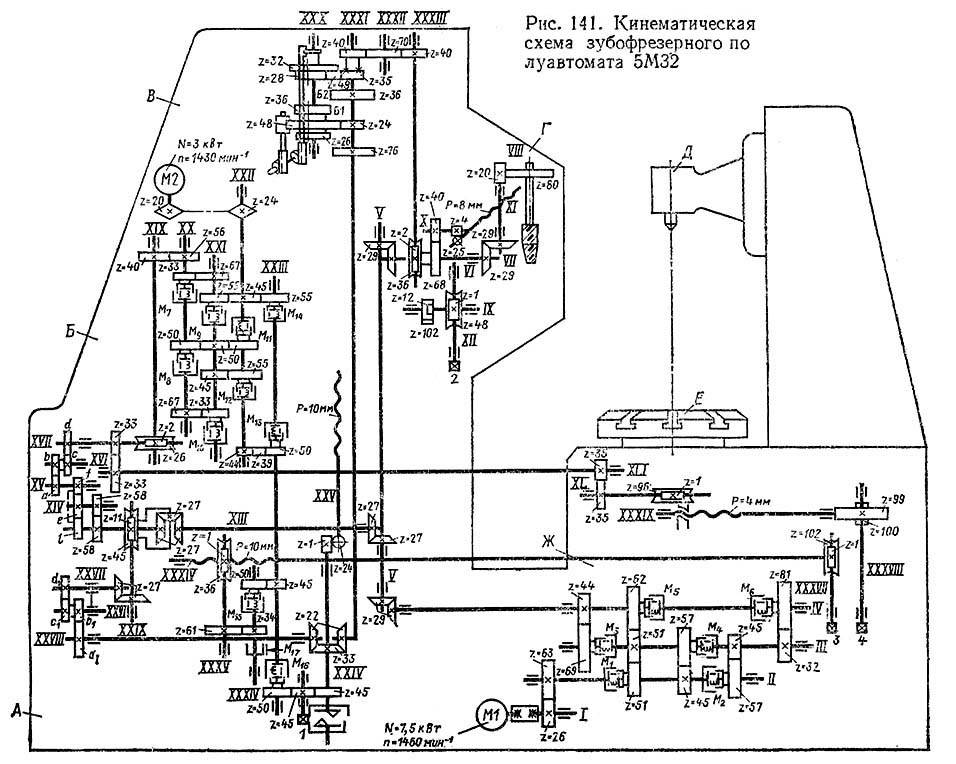
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
Мильштейн М.З. Нарезание зубчатых колес, 1972.
Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители