Рым (грузовой болт)
Такелаж грузовой :: Рым (грузовой болт)
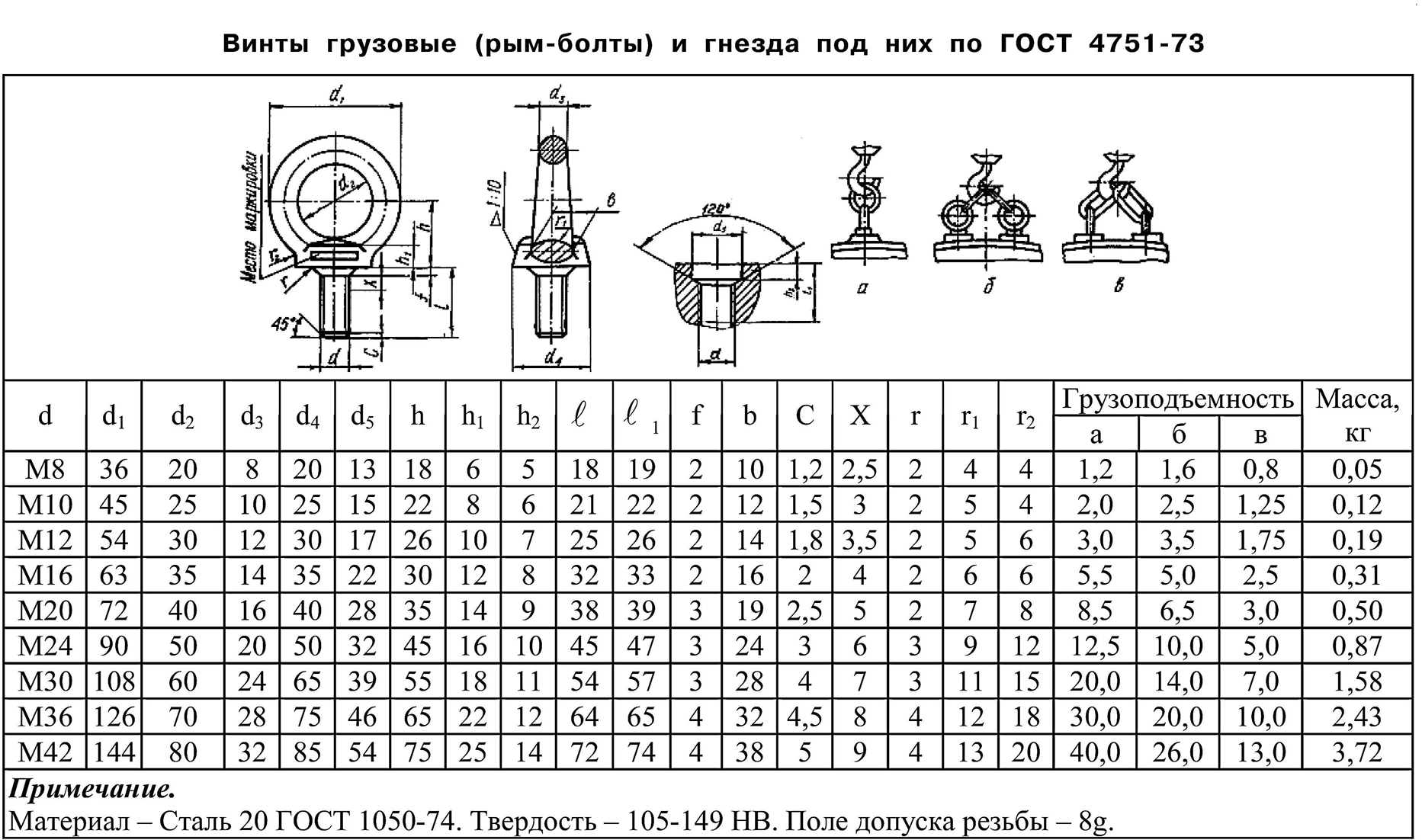
К специальным винтам относится грузовой винт (рым-болт ГОСТ 4751—73). Рым представляет собой стальное кольцо, закрепляемое резьбовой частью на деталях машин и агрегатах, предназначенное для подъема их при монтаже, перемещении и разборке. Рымы, постоянно закрепленные на машинах и агрегатах, являются их составной частью, а работающие в качестве грузозахватных приспособлений – составной частью грузозахватных средств. Стандартные обыкновенные рымы (рис. 14) устанавливают на электродвигателях, корпусах редукторов и т. п.
Рис 14. Рым: а — обыкновенный; б — отверстие под рым; в — с вертлюгом, предназначенный для транспортирования легких деталей; г — с удлиненным кольцом для транспортирования тяжелых деталей; д —усиленный для кантования деталей; е — с удлиненным стержнем, для подъема деталей с нерезьбовыми отверстиями; ж — для транспортирования деревянных изделий; з — строповка за один рым; и — стро¬повка за два рыма, расположенных произвольно; к — строповка за два рыма, расположенных в од¬ной плоскости.
Используя различные переходники с наружной и внутренней резьбой или с фланцами, можно применять рымы для строповки различных грузов (деталей, узлов и оборудования). При зацепке за рымы нужно учитывать угол между натянутыми ветвями стропа, число рымов и ветвей, так как при большом угле наклона ветвей возникают большие усилия на рымы.
В случае отсутствия указаний о методе строповки за рымы, стропы следует располагать только вертикально. Погнутые рымы или с сорванной резьбой применению не подлежат.
Технические требования.
Рым-болты изготовливаются из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой с последующим отжигом или нормализацией и выбирают в зависимости от грузоподъемности. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия изготовителя металла.
Технические требования штампованным к поковкам — по ГОСТ 7505-89, класс точности II, степень сложности С3.
Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб до 1 мм — под рым-болты с резьбой М8 — М12; не более половины шага резьбы — под рым-болты с резьбой свыше М12.
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73.
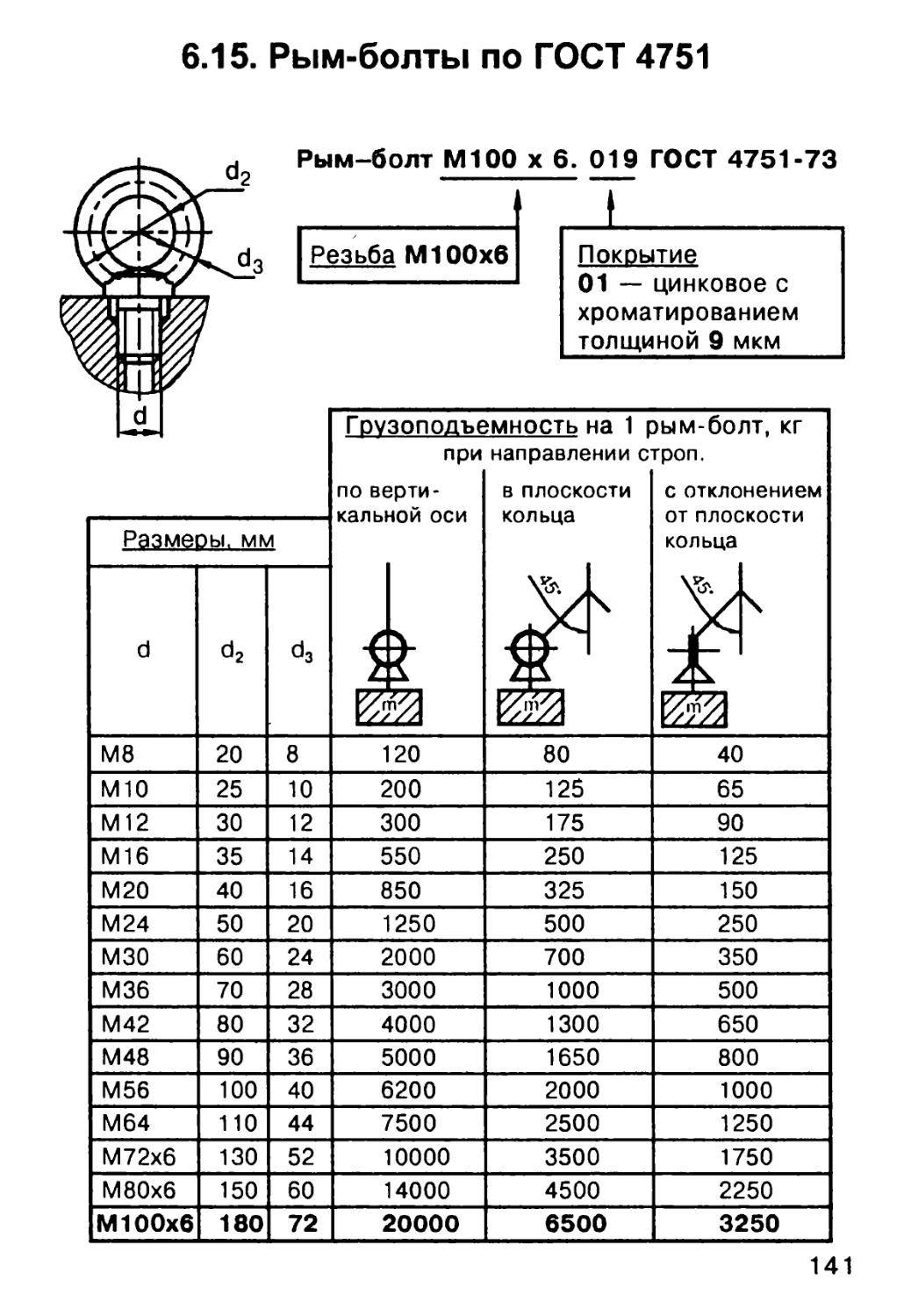
То же с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием) толщиной 9 мкм: Рым-болт М100 х 6.019 ГОСТ 4751-73.
Грузоподъемность рым-болтов
Таблица 4. Грузоподъемность рым-болтов.
Твердость нормализованных рым-болтов
Таблица 5. Твердость НВ рым-болтов .
При подъеме груза направление стропов под углом от вертикальной оси рым-болта свыше 45 ° не допускается.
При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков.
Заварка или заделка дефектов не допускается. Рым болт после штамповки или ковки должен быть нормализован и очищен от окалины.
Проконсультироваться по вопросам других типов изделий и полный перечень продукции вы можете узнать у наших менеджеров.
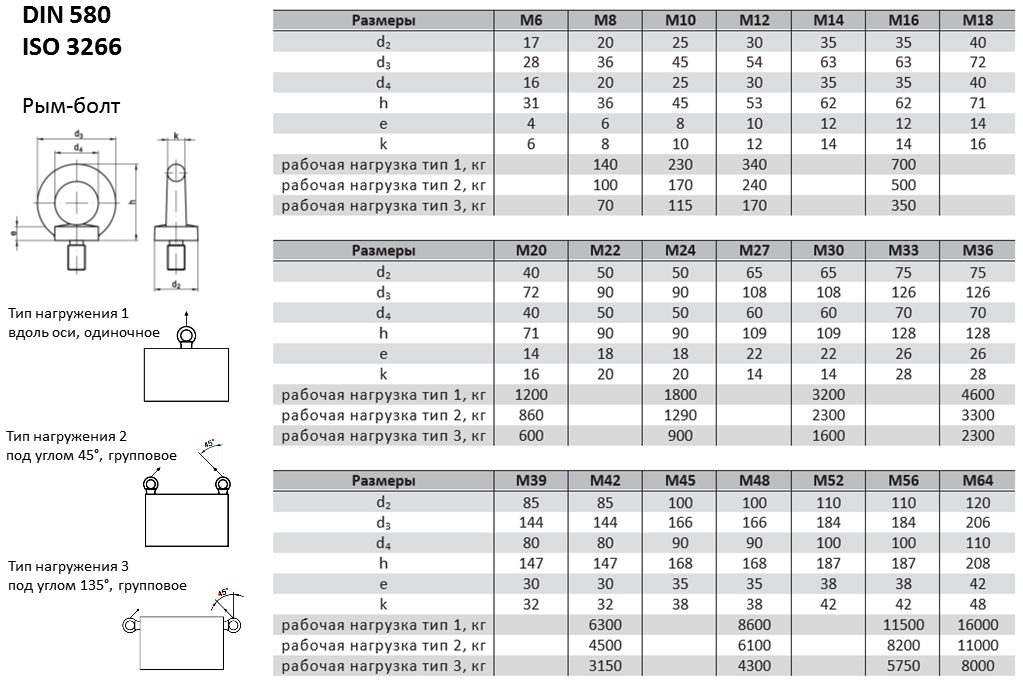
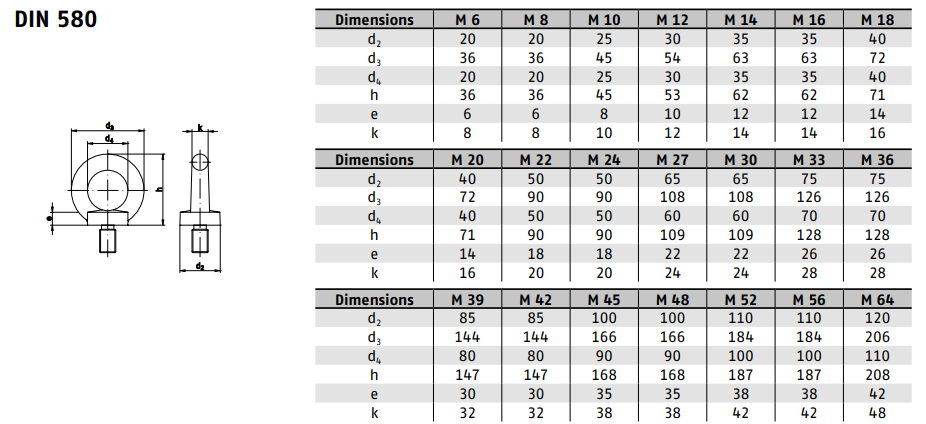
- Рым-болт по DIN 580
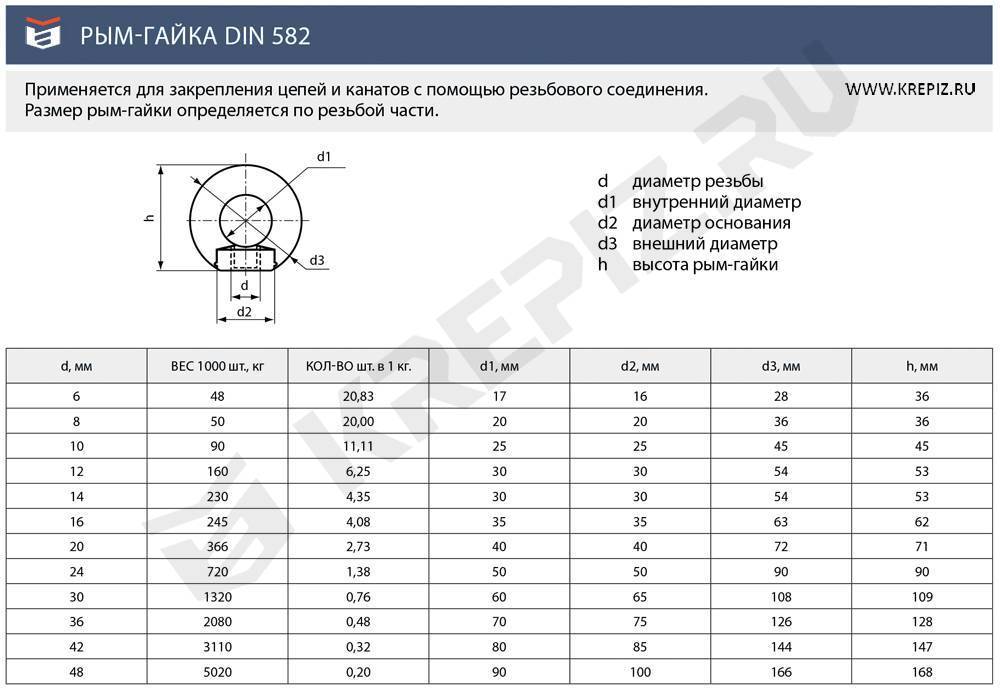
- Рым-гайки по DIN 582
ИНФОРМАЦИОННЫЕ ДАННЫЕ
________________ * См. примечание ФГУП “СТАНДАРТИНФОРМ”
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 N 1169
2. Срок проверки – 1993 г., периодичность – 5 лет
3. ВЗАМЕН ГОСТ 4751-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.014-78 | 5.6 |
| ГОСТ 9.301-86 | 2.15, 3.1 |
| ГОСТ 9.302-88 | 4.6 |
| ГОСТ 515-77 | 5.3 |
| ГОСТ 1050-88 | 2.1 |
| ГОСТ 1759.0-87 | 2.15 |
| ГОСТ 2991-85 | 5.3 |
| ГОСТ 7505-89 | 2.3 |
| ГОСТ 9012-59 | 4.2 |
| ГОСТ 10549-80 | 2.10 |
| ГОСТ 14192-96 | 5.8 |
| ГОСТ 15150-69 | Вводная часть |
| ГОСТ 16093-81 | 2.10, приложение |
| ГОСТ 24705-81 | 2.10, приложение |
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 N 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Переиздание (по состоянию на апрель 2008 г.)
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. N 4).
Классификация
Размеры гаек устанавливаются также по стандартам DIN582.
На боковой части кольца рым-гайки наносится маркировка, в которой указана информация о размерах, материале и заводе-изготовителе.
Размер резьбовой поверхности варьируется и может быть М6, М8, М10, М12, М16, М18, М20, М24, М26, М30, М36, от М42 до М48. А также выпускают метизы нестандартных размеров, например, М4, М5, М7, М22, М27, М33, М39, М39х2, М100. По DIN такие параметры не рекомендуется изготавливать, и приобрести их можно только на заказ. Самыми распространенными стали метизы с размерами М8-М16.
А также гайки классифицируются:
- по виду кольца – круглой формы, овальной или в форме закругленного прямоугольника;
- по размеру втулки – низкая или высокая (удлиненная);
- по нагрузке – несиловые и силовые;
- по типу резьбы – с мелкой метрической резьбой, то есть когда размер указан в миллиметрах, или с дюймовой резьбой, соответственно, здесь размер будет в дюймах.
Дюймовая размерность впервые начала набирать популярность в Соединенных Штатах и Великобритании, в то же время в Европе и Азии распространенной была метрическая система. Соответственно, появилась проблема с совместимостью различного рода крепежей. В дальнейшем Великобритания приняла метрическое измерение, отказавшись от дюймового.
По внешнему виду отличить американскую систему измерения резьбы от метрической невозможно, так как угол профиля у них идентичен – 60 градусов. Различить возможно по маркировке: в метрической системе класс прочности обозначается цифрами, в дюймовой – линиями. Крепежи с разным типом резьбы никогда не будут взаимозаменяемыми, так как при свинчивании в конструкции образуется зазор или промежуток. Единственная трудность, возникающая во время монтажа рым-гайки – это правильное соединение двух элементов.
По виду головки рым-гайки она может быть трех модификаций:
- А – головка в форме петли;
- В – силовой вариант, увеличенная головка;
- D – уменьшенная головка.
По размеру диаметра кольца, либо по его толщине
Некоторые крепежи имеют поворотную петлю, которая будет поворачиваться в направлении нагрузки, и привариваемую петлю на шарикоподшипниках – здесь она будет вращаться во всех направлениях на 360 градусов. Изготавливаются они из нержавейки, в дальнейшем покрываются краской.
Важно! По международному стандарту для рым-гаек устанавливается не предельная, а разрушающая нагрузка, то есть, когда с деталью начинают происходить необратимые изменения. Это два разных определения, поэтому при выборе значение грузоподъемности уменьшается на 60%. Выбирая рым-гайку, нужно учитывать область, в которой она будет эксплуатироваться, и как долго, какой вес будет у груза, какие правила безопасности предусмотрены
Выбирая рым-гайку, нужно учитывать область, в которой она будет эксплуатироваться, и как долго, какой вес будет у груза, какие правила безопасности предусмотрены.
Приобретать гайку желательно вместе с винтом или шпилькой, для того чтобы сверить размер и шаг резьбы – правильно подобранные крепежи сделают конструкцию или механизм надежным и долговечным. Прочность их также должна быть идентична, но допускается более высокая прочность гайки, но не наоборот. Если шпилька будет прочнее, во время закручивания, может произойти срыв резьбы рым-гайки. Стоит помнить о том, что повреждение стержня выявить легко, так как разрыв происходит резко, и его трудно не заметить. А с гайкой все наоборот – сорванную резьбу практически невозможно увидеть.
Данный крепеж имеет большую популярность и распространение во многих сферах, поэтому при выборе и эксплуатации нужно помнить о нескольких правилах:
- не допускаются никакие деформации на самой гайке и дефекты на кольце;
- эксплуатируемый крепеж должен быть цельным, заваривание различных повреждений недопустимо;
- параметры размера резьбовой части зависят от веса конструкции, которую предстоит поднять;
- поверхность метиза должна быть очищена от загрязнений, стружки, окалин;
- поднятие груза, его перемещение должно происходить равномерно и без резких движений;
- после отвинчивания гайки ее вид должен остаться неизменным, то есть не должно быть трещин, разрывов, погнутых частей и прочих деформаций;
- угол между втулкой крепежа и стропой не должен превышать 45 градусов;
- ось стропы должна располагаться в плоскости кольца;
- температурный режим для гаек очень широкий – эксплуатация возможна как при -20, так и при +200 градусах Цельсия;
- немаловажную роль играет и выбор завода-изготовителя.
О том, что такое рым-болт и рым-гайка, вы можете узнать из видео ниже.
Изготовление рым болтов ГОСТ 4751 73
Как правило, производятся рым-болты методом штамповки, но возможно и изготовление методом ковки. Ни в коем случае не допускается пайка болтов. У стальных болтов марки 25 данные значения ГОСТ определяются 134-187НВ и 105-149НВ.
- Тестирование на прочность изделий – это возможность рым-болтов удерживать двойную нагрузку (в два раза больше, заявленной в ГОСТ).
- Резьба изделия не должна иметь вмятин, заусенцев и вмятин сорванных ниток.
Завод-производитель изделия обязан вести контроль качества деталей на соответствие нормам ГОСТ. Любая партия болтов подвержена испытаниям на соответствие ГОСТ стандарту.
Все рым-болты обязаны иметь на дужке обозначения, которые включают в себя:
- обозначение резьбы (для изделий с резьбой М 8-М 16 возможно нанесение лишь товарного знака завода);
- товарный знак завода, который изготовил крепление.
Как правило, маркировку делают штамповочным способом, но также пользуются и ударным методом нанесения.
Упаковка изделий происходит на заводе, где их упаковывают в деревянные коробки, предварительно застеленные плотной бумагой для упаковки. Каждая из коробок является упаковкой болтов одной партии. Наибольший вес одной коробки не должен быть более 60 кг. Любая партия изделий, согласно ГОСТ, обязаны сопровождаться соответствующим документом с товарным знаком завода-производителя и указанием наименования изделия, количества штук в пачке, результатов проверок и тестирования на качество изделия. Таким же образом, на каждую коробку наносится эта же маркировка.


В правилах техники безопасности на кораблях указано, что перед эксплуатацией грузоподъемного оборудования его нужно проверить на наличие дефектов, в том числе, проверить рым-крепления на наличие коррозии изделия
Это доказывает, какое важное значение придается данному виду изделий на флоте. Коррозия это небольшой детали может привести к печальным последствиям. На суда для транспортировки часто нужно поднимать разные тяжелые грузы и такое изделие, как рым-болт, значительно определяет надежность всей грузоподъемной конструкции
На суда для транспортировки часто нужно поднимать разные тяжелые грузы и такое изделие, как рым-болт, значительно определяет надежность всей грузоподъемной конструкции.
Твердость материала
Твёрдость по Бринеллю – это характеристика, которая позволяет определить твёрдость материала.
Крепежи из нержавеющий стали тоже оснащены специальной маркировкой на верхушке крепления.
Вид стали А2 или А4 и предел прочности – 50, 70, 80, примеры: А2-70, А4-80. На крепления, которые имеют четко выраженную резьбу, наноситься цветная маркировка для A2 – зеленым цветом, для A4 – красным. Значение для предела текучести не указывается.
Например, значение 70 – самое стандартное и демонстрирует максимальную прочность крепежа из нержавеющей стали.
Максимальная текучесть для нержавеющих метизов, часто лишь справочное значение.
Текучесть в данном случае будет составлять 250 Н/мм2 для A2-70 и около 300 Н/мм2 для A4-80.
Приблизительное увеличение при этом будет не больше чем 40%. Иными словами, данный вид стали отменно меняет форму перед тем, как произойдёт непоправимая деформация.
Старые отечественные методы измерения по ГОСТ-у не позволяли уделить должное внимание максимально допустимым нагрузкам на болты, поэтому выпускаемые метизы были значительно ниже по качеству относительно современных. Пример, чтобы максимально точно рассчитать нагрузку на материал, используя классификацию прочности:. Пример, чтобы максимально точно рассчитать нагрузку на материал, используя классификацию прочности:
Пример, чтобы максимально точно рассчитать нагрузку на материал, используя классификацию прочности:
Крепление М12 с прочностью 8.8 размером d2 = 10,7мм и максимально продолжительностью сечения 89,87мм2. В этом случае максимально допустимая степень нагрузки будет: (8*8*10)*89,87 ;0) = 57520 Ньютон.
Таблица нагрузок для болтов из углеродистой и из нержавеющей стали.
| ST-4.6 | ST-8.8 | А2-70 | А4-80 | |||||||
| РЕЗЬБА | d2, мм | Площадь по 62, тт2 | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,5 | 121 | 322 | 10 | 126 | 151 | |||
| М2 | 1,7 | 2,27 | 544 | 20 | 1 452 | 70 | 567 | 20 | 681 | 30 |
| М3 | 2,6 | 5,31 | 1 274 | 60 | 3 396 | 160 | 1 327 | 60 | 1 592 | 70 |
| М4 | 3,5 | 9,62 | 2 308 | 110 | 6 154 | 300 | 2 404 | 120 | 2 885 | 140 |
| М5 | 4,4 | 15,2 | 3 647 | 180 | 9 726 | 480 | 3 799 | 180 | 4 559 | 220 |
| М6 | 5,3 | 22,05 | 5 292 | 260 | 14 112 | 700 | 5 513 | 270 | 6 615 | 330 |
| М8 | 7,1 | 39,57 | 9 497 | 470 | 25 326 | 1 260 | 9 893 | 490 | 11 872 | 590 |
| М10 | 8,9 | 62,18 | 14 923 | 740 | 39 795 | 1 980 | 15 545 | 770 | 18 654 | 930 |
| М12 | 10,7 | 89,87 | 21 570 | 1 070 | 57 520 | 2 870 | 22 469 | 1 120 | 26 962 | 1 340 |
| М14 | 12,6 | 124,63 | 29 910 | 1 490 | 79 761 | 3 980 | 31 157 | 1 550 | 37 388 | 1 860 |
| М16 | 14,6 | 167,33 | 40159 | 2 000 | 107 092 | 5 350 | 41 833 | 2 090 | 50199 | 2 500 |
| М20 | 18,3 | 262,89 | 63 093 | 3 150 | 168 249 | 8 410 | 65 722 | 3 280 | 78 867 | 3 940 |
| М24 | 21,9 | 376,49 | 90 359 | 4 510 | 240 956 | 12 040 | 94 123 | 4 700 | 112 948 | 5 640 |
| М27 | 24,9 | 486,71 | 116 810 | 5 840 | 311 493 | 15 570 | 121 677 | 6 080 | 146 012 | 7 300 |
| М30 | 27,6 | 597,98 | 143 516 | 7170 | 382 708 | 19130 | 149 495 | 7 470 | 179 394 | 8 960 |
Вашему вниманию представлена дополненная таблица максимальных нагрузок на нержавеющие материалы и высокопрочные соединения.
Чтобы дополнительно быть уверенным в безопасности нагрузки, можно без зазрения совести разделять нагрузку в Ньютонах на тридцать.
Неправильное использование нагрузки на плечо рым-болта Правильный выбор плеча при использовании нагрузки на рым-болты Не правильное применение угла нагрузки на рым-болты Как безопасно использовать рым-болты при подъемных и такелажных работах?
- При использовании строп, линейная нагрузка на рым-болты не должна превышать допустимые параметры угла наклона, что может привести к изгибу или излому самого рым-болта.
- Установите шайбы между плечом и поверхностью нагрузки, для того, что бы рым-болт плотно контактировал с поверхностью.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505-89, класс точности — II, степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм.№ 1). 2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Таблица 3
| Марка стали | Твердость НВ рым-болтов с размером резьбы | |
| от М8 до М64 | от М72×6 до М100×6 | |
| 20 | 105-149 | 95-121 |
| 25 | 134-187 | 105-149 |
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g
по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549-80. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d
на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до M16;
0,05 мм — для рым-болтов с резьбой от М20 до М100×6.
2.13. Допуск симметричности оси резьбы d
относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм — для рым-болтов с резьбой от М16 до М48;
Т 4 мм — для рым-болтов с резьбой от М56 до M100×6.
2.12 — 2.13. (Измененная редакция, Изм.№ 2). 2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0-87.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
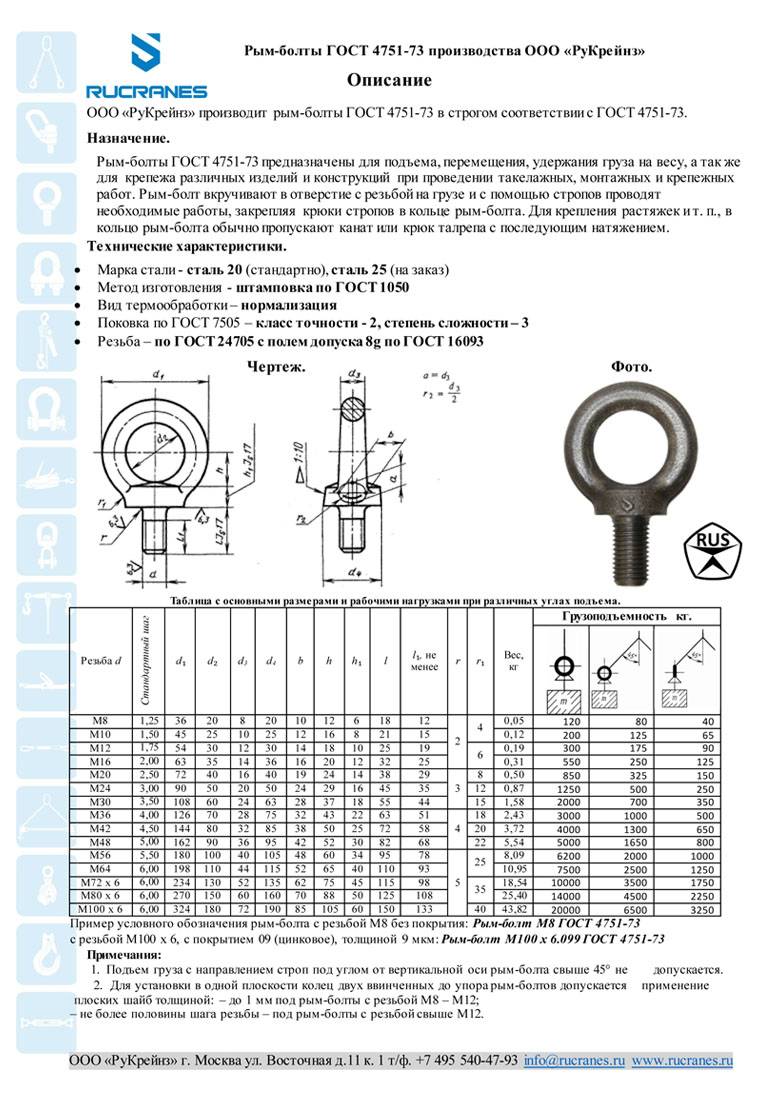
Рым-болт ГОСТ 4751-73, регламент производства, свойства и особенности
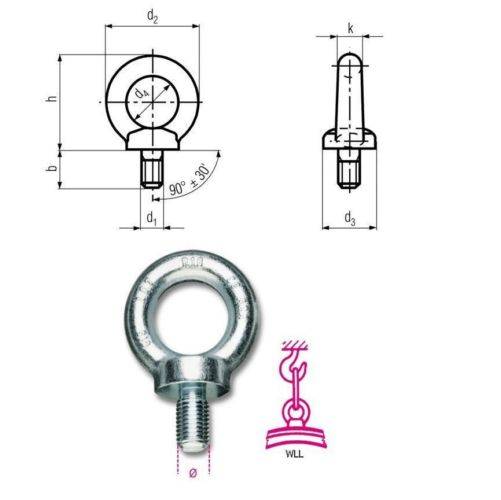
Для производства монтажных, погрузочно-разгрузочных работ и транспортировки грузов используются специальные приспособления, в комплектацию которых входит рым-болт ГОСТ 4751–73 с проушиной для фиксации цепей, строп, талрепов, монтажных скоб, канатов или тросов. Конструкция, способ изготовления, условия эксплуатации и размерные параметры метиза определены государственным стандартом.
Конструкция и технические условия
В конструкции устройства основным элементом является стержень с головкой-кольцом и телом с резьбой. Производство метиза осуществляется ковкой или штамповкой стали марки ст. 20 и ст. 25.
К процессу изготовления продукта государственным стандартом предъявляются повышенные требования, так как изделия подвергается значительным механическим нагрузкам, эксплуатируется в разных климатических условиях.
По техническим условиям на кольце и теле болта не допускается наличие заусенец, отверстий, каверн, надрезов, вмятин и задиров металла, особые требования предъявляются к целостности гребней и глубине резьбовой канавки. ТУ не допускает устранение дефектов, восстановленная деталь имеет пониженные механические характеристики. В целях защиты от коррозии готовая продукция подвергается обжигу и оцинковке.
Размерные параметры посадочного гнезда по ГОСТ на рым-болты определяются рядом показателей:
- Твердостью металла
- Допусками перпендикулярности оси тела к поверхности опоры
Грузоподъемность такелажного приспособления
При выборе приспособления основное внимание должно быть акцентировано на технических характеристиках продукта в соответствии с массой груза и разновидностью выполняемых работ. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления.
При транспортировке тяжеловесного груза направление натяжения стропы должно направляться по вертикальной оси рым-болта.
Отклонение от вертикальной оси к плоскости болта и плоскости петли не должно превышать 450.
Если показатели отклонений превышают допустимое значение — возникают аварийные ситуации из-за срыва головки-петли или гребней резьбы.
Разрушение целостности приспособления может быть спровоцировано несоответствием марки металла, превышением массы груза сверх допустимой нормы, заявленной производителем.
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза.
Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
- Технические характеристики болтов формируются способом изготовления:
- Готовое изделие подвергается обжигу при высокой температуре.
- При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
Особенности и область применения
Отличительными качествами рым-крепления является марка стали и шаг резьбы. Так, болт, изготовленный из ст. 20 с шагом резьбовых гребней М 8 — М 64 должны иметь показатель твердости от 105 HB до 149 HB и полное отсутствие окалины и следов ржавчины.
Усилие подъема объекта зависят от угла закрепления болта по отношению к плоскости груза. Угол натяжения строп относительно вертикальной оси крепления формируется грузовой массой перемещаемого объекта и может составлять в пределах от 30 кг до 20 тонн. Наиболее безопасное поднятие тяжеловесных грузов осуществляется при создании усилия по длине оси винтового стержня.
Метизы, изготовленные по ГОСТ 4751–73 из углеродистой стали, изготавливаются в разных размерах и формах. Кроме головки в форме кольца, элемент крепления может оснащаться крюком. Для закрепления устройства на объекте резьбовой наконечник изделия вкручивается в отверстие на корпусе груза, стропа или трос фиксируется в проушине болта.
Технические данные рым-болтов — изготовление по ГОСТ 4751 73
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
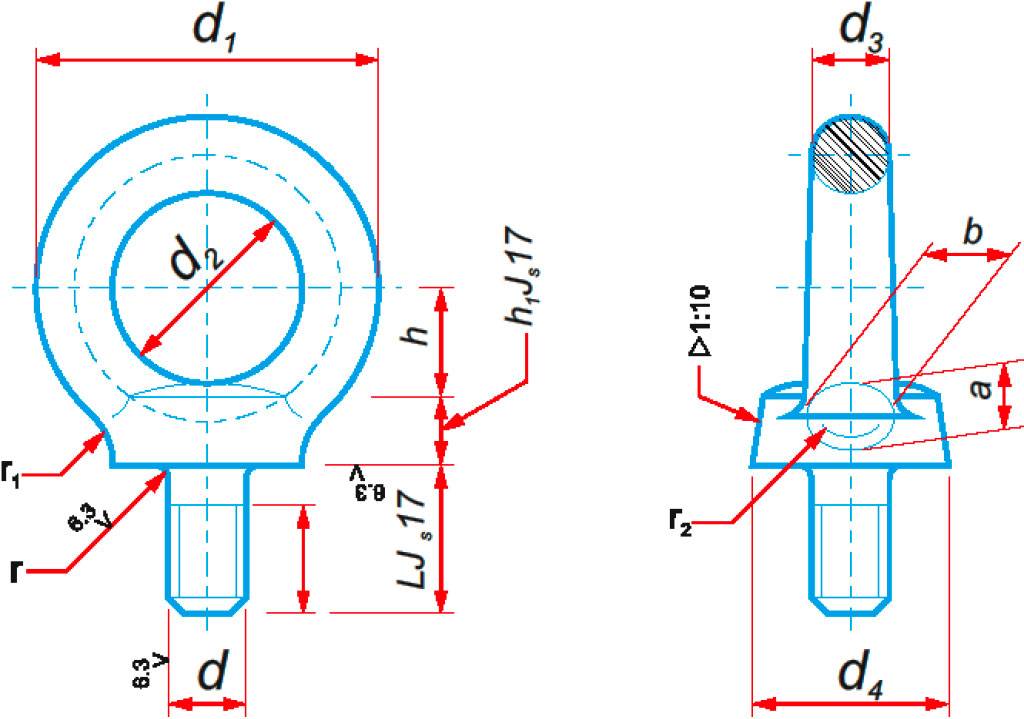
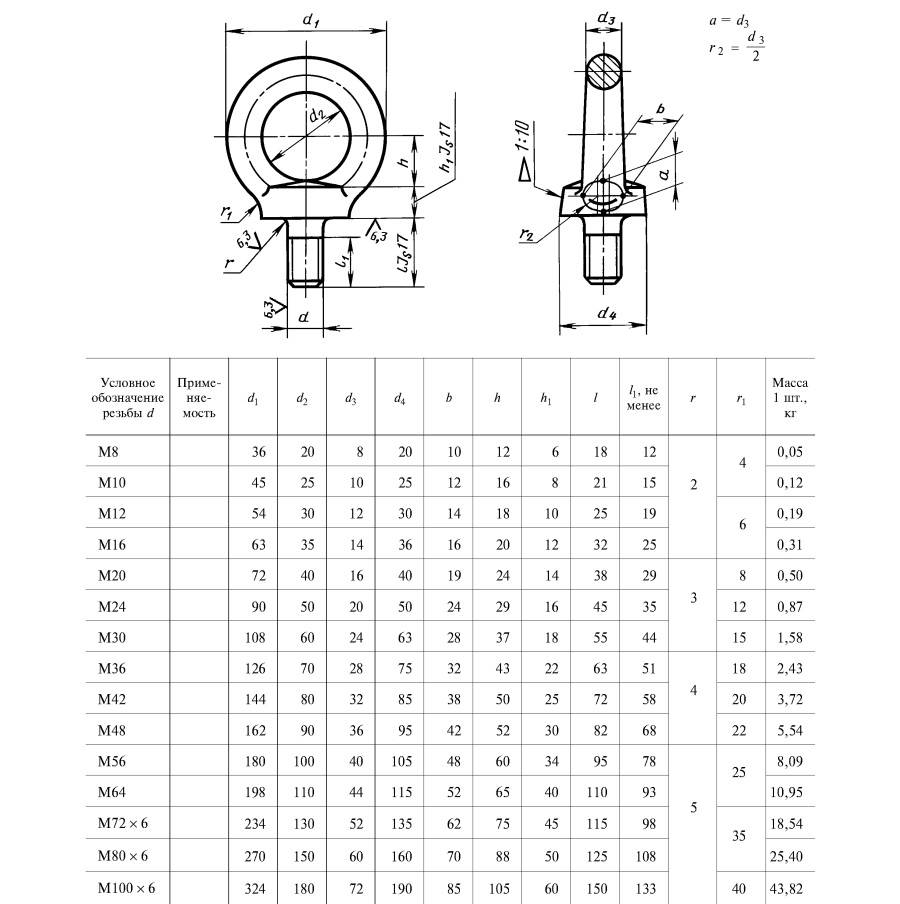
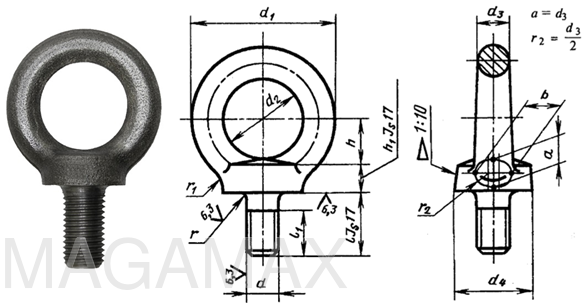
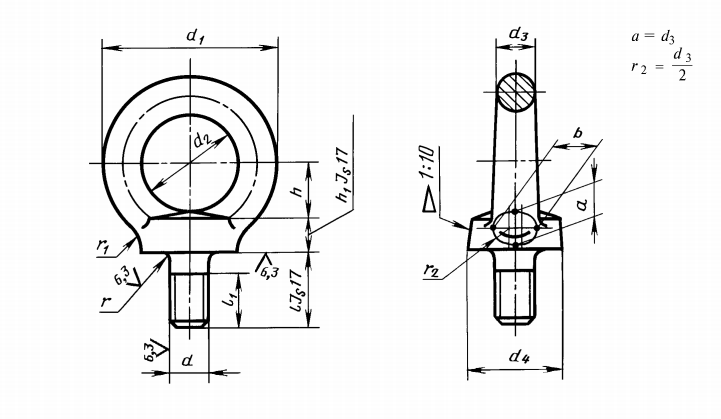
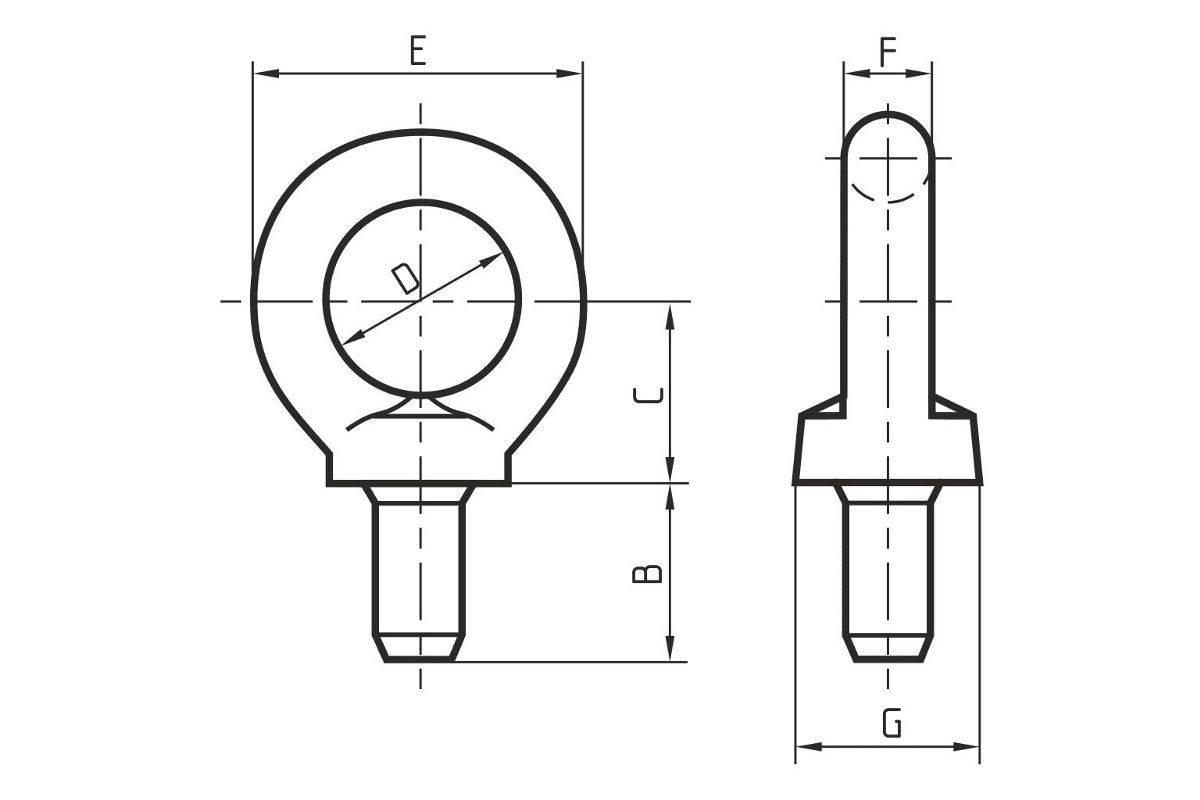
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1. Таблица 1 Размеры в мм Условное обозначение резьбы d | Применяемость | D1 | d2 | d3 | d4 | b | h | h1 | l | l 1, не менее | r | r1 | Масса 1 шт., кг |
| М8 | 36 | 20 | 8 | 20 | 10 | 12 | 6 | 18 | 12 | 2 | 4 | 0,05 | |
| М10 | 45 | 25 | 10 | 25 | 12 | 16 | 8 | 21 | 15 | 0,12 | |||
| М12 | 54 | 30 | 12 | 30 | 14 | 18 | 10 | 25 | 19 | 6 | 0,19 | ||
| М16 | 63 | 35 | 14 | 36 | 16 | 20 | 12 | 32 | 25 | 0,31 | |||
| М20 | 72 | 40 | 16 | 40 | 19 | 24 | 14 | 38 | 29 | 3 | 8 | 0,50 | |
| М24 | 90 | 50 | 20 | 50 | 24 | 29 | 16 | 45 | 35 | 12 | 0,87 | ||
| М30 | 108 | 60 | 24 | 63 | 28 | 37 | 18 | 55 | 44 | 15 | 1,58 | ||
| М36 | 126 | 70 | 28 | 75 | 32 | 43 | 22 | 63 | 51 | 4 | 18 | 2,43 | |
| М42 | 144 | 80 | 32 | 85 | 38 | 50 | 25 | 72 | 58 | 20 | 3,72 | ||
| М48 | 162 | 90 | 36 | 95 | 42 | 52 | 30 | 82 | 68 | 22 | 5,54 | ||
| М56 | 180 | 100 | 40 | 105 | 48 | 60 | 34 | 95 | 78 | 5 | 25 | 8,09 | |
| М64 | 198 | 110 | 44 | 115 | 52 | 65 | 40 | 110 | 93 | 10,95 | |||
| М72×6 | 234 | 130 | 52 | 135 | 62 | 75 | 45 | 115 | 98 | 35 | 18,54 | ||
| М80×6 | 270 | 150 | 60 | 160 | 70 | 88 | 50 | 125 | 108 | 25,40 | |||
| М100×6 | 324 | 180 | 72 | 190 | 85 | 105 | 60 | 150 | 133 | 40 | 43,82 |
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой M100×6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М100×6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
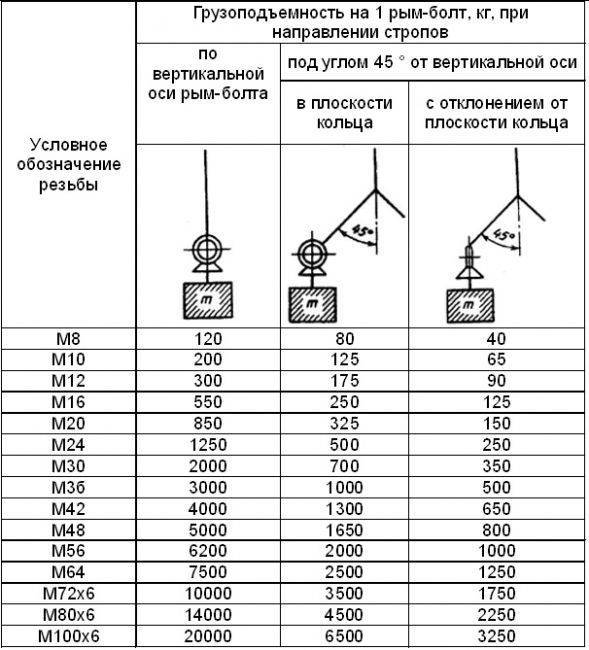
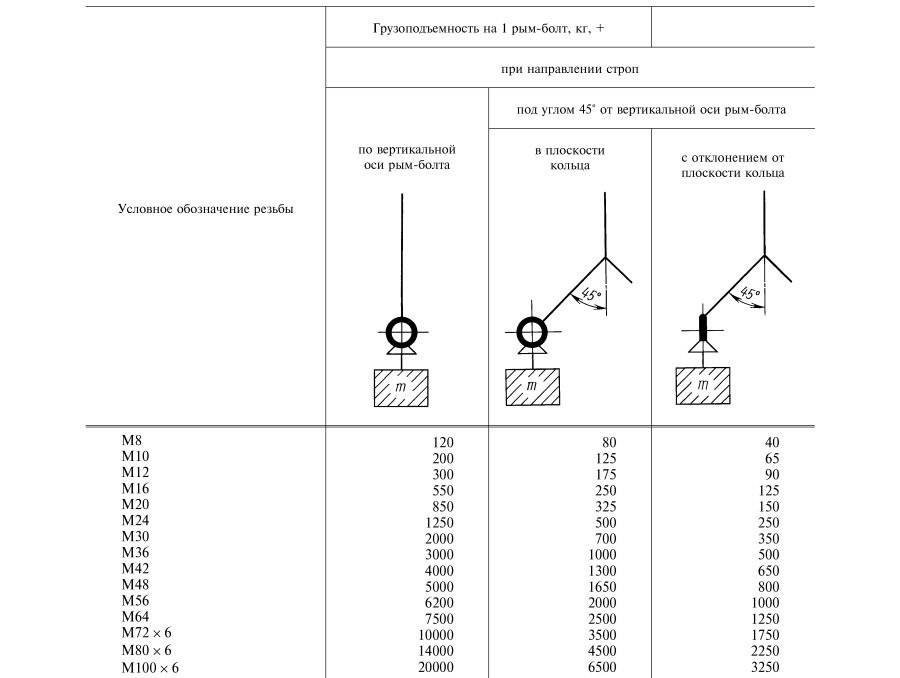
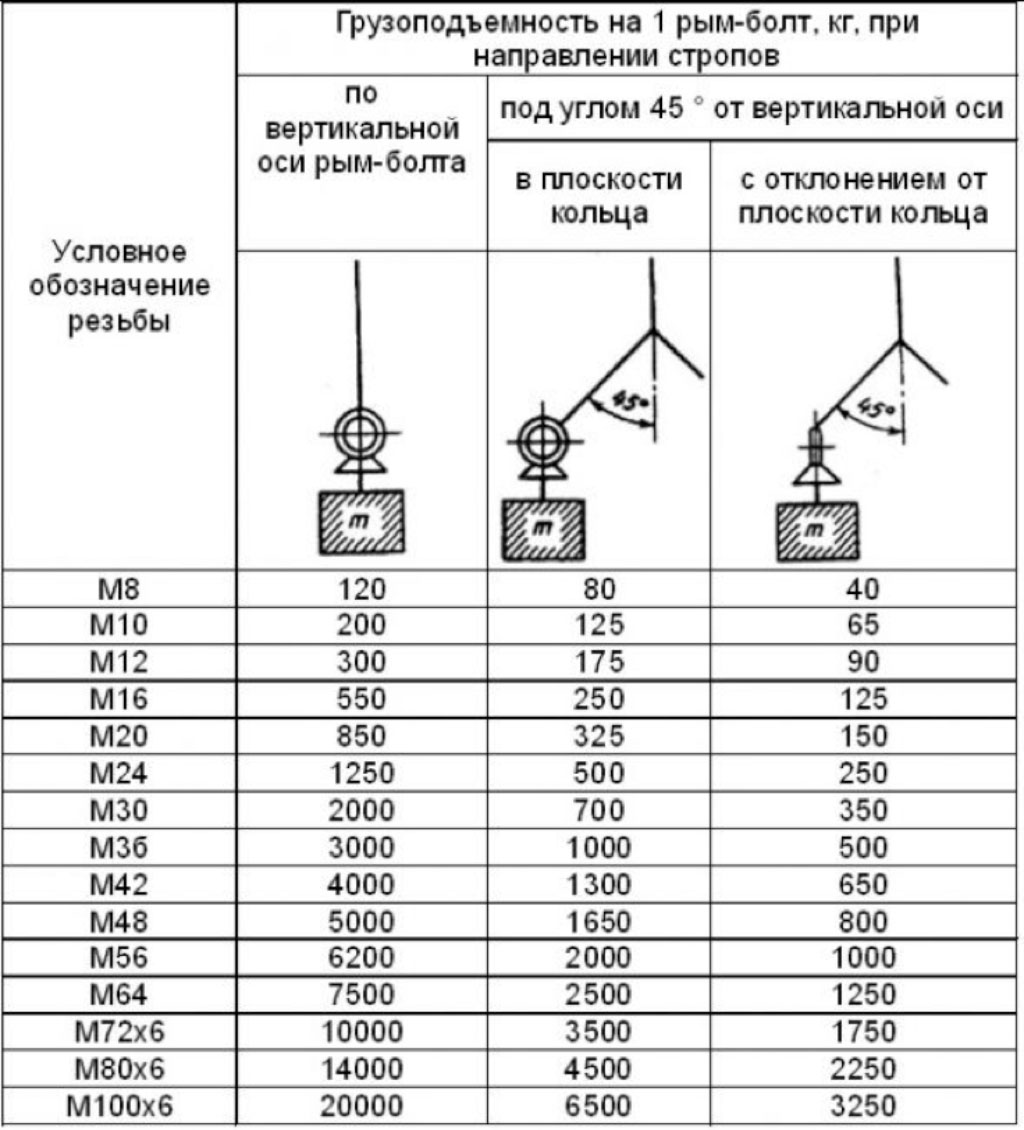
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Таблица 2
| Условное обозначение резьбы | Грузоподъемность на 1 рым-болт, кг, + | ||
| при направлении строп | |||
| по вертикальной оси рым-болта | под углом 45º от вертикальной оси рым-болта | ||
| в плоскости кольца | с отклонением от плоскости кольца | ||
| М8 | 120 | 80 | 40 |
| М10 | 200 | 125 | 65 |
| М12 | 300 | 175 | 90 |
| М16 | 550 | 250 | 125 |
| М20 | 850 | 325 | 150 |
| М24 | 1250 | 500 | 250 |
| М30 | 2000 | 700 | 350 |
| М36 | 3000 | 1000 | 500 |
| М42 | 4000 | 1300 | 650 |
| М48 | 5000 | 1650 | 800 |
| М56 | 6200 | 2000 | 1000 |
| М64 | 7500 | 2500 | 1250 |
| М72×6 | 10000 | 3500 | 1750 |
| М80×6 | 14000 | 4500 | 2250 |
| М100×б | 20000 | 6500 | 3250 |
Примечания:
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-M12;
— не более половины шага резьбы — под рым-болты с резьбой свыше M12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
Примечания фгуп «стандартинформ»
1. На первой странице под наименованием стандарта на английском языке дополнить кодом: МКС (указатель «Национальные стандарты», 2008)
2. Указанные в разделе «Информационные данные» к ГОСТ 4751-73:
ГОСТ 1759.0-87. В части маркировки на территории Российской Федерации действуют ГОСТ Р 52627-2006 (ИСО 898-1:1999) и ГОСТ Р 52628-2006 (ИСО 898-2:1992, ИСО 898-6:1994);
ГОСТ 16093-81 заменен на ГОСТ 16093-2004;
ГОСТ 24705-81 заменен на ГОСТ 24705-2004.
| Поделитесь в соц.сетях: |
- Предыдущая записьКакие самоделки для домашнего хозяйства можно сделать своими руками
- Следующая записьКак высчитать амперы зная мощность и напряжение – советы электрика
Нет комментариев
Технические требования
Болты с кольцом производят из углеродистой стали одной из двух марок – 20 либо 25. Это прочные материалы, которые отвечают самым высоким требованиям. Обязательно должен присутствовать сертификат компании-изготовителя, подтверждающий соответствие стали к необходимым маркам.
Производятся метизы методом штамповки или ковкой. Дополнительно изделия могут цинковать, чтобы защитить от коррозии.
Другие технические условия:
- уровень сложности – C3;
- класс точности – 2;
- заваривать или заделывать каким-то другим образом имеющиеся повреждения нельзя;
- разрешается оставлять лыску, которая образуется в результате устранения заусенцев на кольце, если размер изделия сохраняется в пределах допустимых норм;
- после изготовления с крепежей удаляются следы окалины;
- возможна всего 1 вторичная термообработка;
- на обработанной площади стержня не должно оставаться надрезов и сколов.
В дополнение готовые рым-болты проверяются на твердость. Показатели должны соответствовать определенным критериям, прописанным в ГОСТ.


Расчет нагрузки на болт
Маркировка головки болта обычно содержит следующие данные: — клеймо завода изготовителя (JX, THE, L, WT, и т.п.); — класс прочности; — стрелка «против часовой стрелки» (если левая резьба).
Первая цифра обозначает номинальное временное сопротивление (предел прочности на разрыв): 1/100 Мпа (1/100 Н/мм2; ~1/10 кг/мм2). Пример: (класс прочности 9.8) 9*10=900 Мпа (900 Н/мм2; 91,71 кг/мм2).
Вторая цифра обозначает процентное отношение предела текучести к временному сопротивлению (пределу прочности на разрыв): 1/10%. Пример: (класс прочности 9.8) 9*8=720 Мпа (720 Н/мм2; 73,37 кг/мм2).
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки используют 1/2 или 1/3 от предела текучести, с двукратным или трёхкратным запасом прочности соответсвенно.
По действующей международной классификации к высокопрочным болтам относятся изделия, временное сопротивление которых больше или равно 800 Мпа (800 Н/мм2; 81,52 кг/мм2). Соответсвенно начиная с 8.8 для болтов и 8 для гаек.
Примеры текучести материала
Примером может послужить обычная кухонная вилка. Изогнув её в одном направлении, можно получить совершенно другой предмет, значит нарушилась ее текучесть, что привело к деформации. Материал при этом только деформировался, но не сломался, что свидетельствует о большой степени упругости стали. Вывод: максимальная прочность намного выше текучести.
Другое кухонное оборудование, например нож, сломается при попытках изменить его форму. Вывод: у ножа одинаковая сила текучести и прочности, такое изделие можно назвать хрупким, несмотря на то, что оно изготовлено из стали.
Аналогичным практическим примером может послужить вкручивание гайки: сам болт увеличивает длину только после определенного действия над ним. При неблагоприятном исходе эксперимента может состояться срыв резьбы на креплении.
Можно просмотреть тематический ролик, который покажет способ испытания болтов.
Процент удлинения — это среднестатистический показатель, который демонстрирует длину деформированной детали еще до начало поломки. Образно, можно называть такого рода болты гибкими, имея ввиду именно способность к удлинению.
Техническая терминология на этот счет довольно простая: относительное удлинение — это не что иное, как процент увеличения образца по сравнению с первоначальным размером.
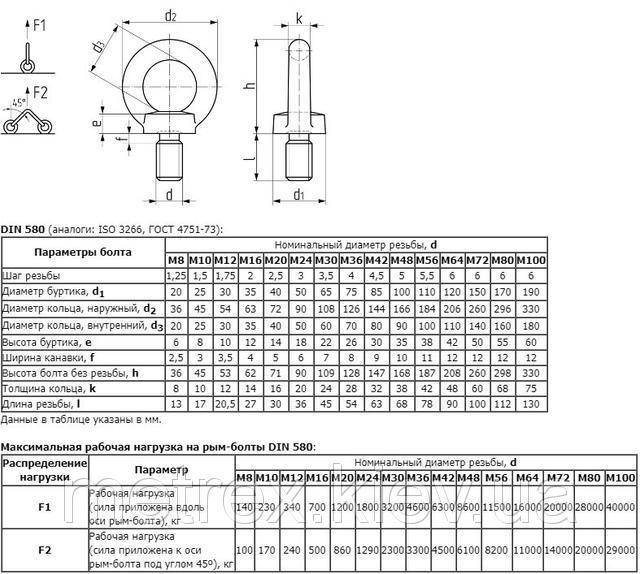
DIN 580 — ГОСТ 4751-73
Рым-болт – представляет собой металлическое кольцо с юбкой и стержнем, имеющим на конце резьбу. Резьбовой частью он ввинчивается в корпус детали, узла или механизма, а кольцо служит для установки в него тросов, цепей, строп, карабинов, скоб, крюков.
Назначение
Рым-болт является специальным видом метиза и нужен для захвата, перемещения металлоконструкций, механизмов, машин, узлов, деталей при погрузке, разгрузке, сборке, разборке или транспортировке.
Рым-болты просто не заменимы при проведении разгрузо-погрузочных работ, монтаже станков, двигателей и другого оборудования. Он повсеместно используется в машиностроении, при строительстве, грузоперевозках и во многих других отраслях.
Особенности эксплуатации
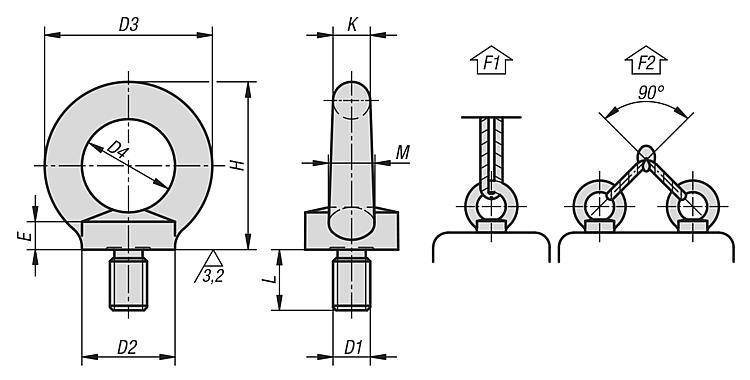
Грузоподъемность одного и того же рым-болта, при выполнении различных работ может быть разной и зависит от:
направления троса относительно оси рым- болта;
положение троса относительно плоскости монтажного кольца.
Максимальная грузоподъемность допускается, только если трос находится на одной оси с рым-болтом. Если имеется отклонение до 45 градусов от оси и плоскости кольца, то грузоподъемность соответственно уменьшается. Когда угол между осью рым-болта и тросом превышает 45 градусов, то использование рым-болта не допускается.
Материалы
Рым-болт ГОСТ 4751-73 изготавливают при помощи штамповки или ковки из углеродистой конструкционной стали 20 и 25. Эту сталь используют для изготовления крепежа и деталей с повышенными требованиями к поверхностной твердости. Они прекрасно переносят высокие температуры и не подвержены отпускной хрупкости.
Рым-болты DIN 580 изготавливают из стали С15. Это углеродистая конструкционная сталь немецкого производства, аналог отечественной стали 15 из которой изготавливают болты, винты, крюки и другие детали, работающие при высоких температурах и обладающие высокой поверхностной твердостью и невысокой прочностью сердцевины.
Изделия могут изготавливаться без покрытия или с покрытием, на усмотрение завода изготовителя. Из всех противокоррозионных покрытий наиболее распространенным является цинковое, как самое практичное и недорогое.
Маркировка, условное обозначение
Рым-болт очень ответственное изделие, поэтому на каждый из них наносится маркировка. Она содержит обозначение резьбы, грузоподъемность и знак завода изготовителя. Некоторые болты имеют небольшие размеры, на которых не получается нанести все требуемые обозначения. Такое изделие укомплектовывается специальной биркой на тросике, которая содержит всю необходимую информацию.
Каждая партия рым-болтов сопровождается документом, в котором указан производитель, условные обозначения, количество изделий и, обязательно, результаты контрольных испытаний.