
Зона термического влияния при сварке алюминия
Металлургия сварки плавлением
При дуговой сварке алюминия в месте сварного шва происходит плавление в зоне сварного шва основного металла, а также присадочного материала, если он применяется. При затвердевании этих металлов возникают новые зерна, которые «врастают» в зерна основного металла, которому не хватило тепла, чтобы расплавиться .
Независимо от вида источника тепла, все сварные швы при сварке плавлением имеют области с резко различной микроструктурой. Эти изменения микроструктуры возникают из-за фазовых превращений в твердом состоянии, таких как:
- рекристаллизация и/или рост зерна в нагартованных материалах;
- перестаривание или растворение упрочняющей фазы в термически упрочненных (состаренных) материалах.
Эту зону с измененной микроструктурой и называют зоной термического влияния сварки .
Прочность алюминия в зоне термического влияния сварки
Алюминиевые сплавы в литом состоянии (состояние F) или состоянии после отжига (состояние О) могут подвергаться сварке без какой-либо значительной потери прочности в зоне термического влияния сварки. В этом случае прочность сварного шва соответствует прочности основного металла. Это относится, например, к литым колесным дискам из сплавов AlSi7Mg0,3 и AlSi11Mg, которые не подвергались термическому упрочнению.
Если алюминиевый сплав, например, получил свою повышенную прочность за счет холодной пластической деформации (нагартовки) или за счет выделения упрочняющих частиц (старения), например, в состоянии Т6, то в этом случае в зоне термического влияния может быть значительная потеря прочности.
Нагартованные сплавы, например, сплавы серии 5ххх, теряют свою прочность за счет процесса рекристаллизации, который происходит в зоне термического влияния при температуре выше 200 ºС, а при температуре выше 300 ºС – частичный или полный отжиг (рисунок 3).
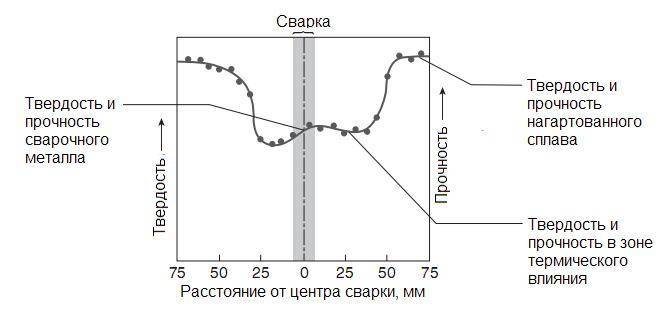 Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх
Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх
в зоне термического влияния сварки
Термически упрочненные сплавы при нагреве теряют свою прочность за счет дополнительного выделения и укрупнения упрочняющих частиц. Этот процесс называется перестариванием. При температуре выше 300 ºС достигается состояние частичного или полного отжига (рисунок 4).
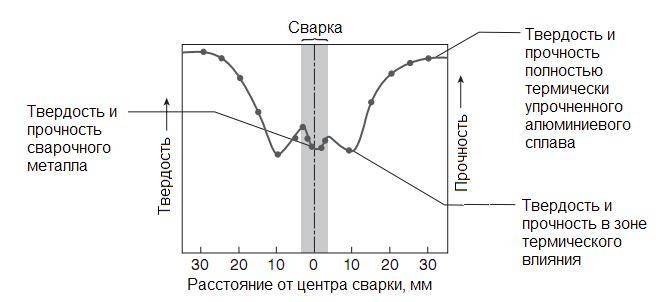 Рисунок 4 – Механические свойства термически упрочненного сплава 6061
Рисунок 4 – Механические свойства термически упрочненного сплава 6061
в зоне термического влияния сварки
Сплавы 6061, 6082, 5454 и А356.0
Термически упрочненный сплав 6061 в состоянии Т6 имеет минимальные пределы текучести и прочности 240 и 290 МПа, соответственно. В зоне термического влияния они могут снижаться до 115 МПа (48 %) и 175 МПа (60 %) .
Термически упрочненный сплав 6082 в состоянии Т6 имеет минимальные пределы текучести и прочности 255 и 300 МПа, соответственно. В зоне термического влияния они могут снижаться до 125 (49 %) и 185 МПа (62 %) .
Нагартованный до состояния Н24/Н34 сплав 5454 имеет минимальные пределы текучести и прочности 200 и 270 МПа, соответственно. В зоне термического влияния эти величины могут снижаться до 105 (53 %) и 215 МПа (80 %), то есть почти до прочностных свойств отожженного состояния .
Сплав А356.0 (AlSi7Mg0,3) при литье в постоянные формы имеет в состоянии Т6 минимальные пределы текучести и прочности 200 и 250 МПа, соответственно. В зоне термического влияния сварки состояние Т6 переходит в состояние F с минимальными пределами текучести и прочности 90 МПа (45 %) и 180 МПа (72 %) .
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Зарегистрировать аккаунт
Технология соединения
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.

Процесс восстановления куска борта
При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.

Подготовка внешних трещин
Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
Советы сварщиков:
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
https://youtube.com/watch?v=fZVnOL6VXn8
Аргонная сварка дисков
После зачистки поверхности можно начинать непосредственно ремонт дисков, сварка которых может выполняться по различной технологии. Аккуратно прогреваем горелкой место сварки, при этом следует следить, чтобы металл не перегрелся. Как только поверхность нагреется, у неё появится характерный цвет, после чего в пламя горелки можно подносить электрод. В том случае, если вы правильно выбрали тип электрода и качественно разогрели горелку, то металл с электрода будет быстро расплавляться и качественно заполнит шов.
Если бы завариваете сколы с использованием заплаток, то можем порекомендовать предварительно прихватить заплатку по краям, после чего выполняют соответствующую заварку места соединения расплавленным металлом. Расположить колесный диск необходимо таким образом, чтобы имелся полный доступ к завариваемому участку, что и позволит расплавленным металлом залить все полости и прочно войти в структуру металла материала диска.
Если выполняется ремонт больших по толщине дисков, лучше всего такие сварочные работы выполнять в несколько этапов. Такие швы из металла накладываются друг на друга, что позволяет обеспечить их максимальную прочность. Помните лишь, что выполнять наварку нового шва можно только после затвердевания и остывания предыдущего слоя. После завершения сварочных работ необходимо дождаться остывания металла, после чего отшлифовать диск болгаркой и подготовить его к покраске. Для такой обработки лучше всего использовать болгарку со шлифовальной насадкой.










Заключение
Сварка дисков аргоном — это эффективный способ ремонта, при этом подобные работы не представляют особой сложности, что позволяет выполнить такое восстановление колесных дисков самостоятельно, сэкономив на использовании услуг профессионалов. Для данной работы вам потребуется простой ручной аргоновый аппарат и самые простые электроды, которые по своему составу будут соответствовать сплаву основного материала.
Общая информация
Как мы писали выше, литые диски пользуются большой популярность. Производители предлагают множество форм и цветов дисков. Такие диски не нуждаются в колпаках, как штампованные, у них нет визуальных недостатков. Без литых дисков не обходится продажа любой дорогой машины.
Современные диски изготавливаются из сплава алюминия и магния. Раньше диски были целиком алюминиевыми, но со временем стало понятно, что качество алюминиевых дисков несовершенно. Они не были стойкими к повышенным механическим нагрузкам и быстро деформировались, особенно на бездорожье. Поэтому к алюминию добавили магний, чтобы сохранить небольшой вес диска, при этом улучшив его эксплуатационные характеристики.
Зачастую в состав добавляется не более 10-15% магния. При этом нужно следить, чтобы на диске была указана марка металла. Зная марку вы сможете легко настроить режим сварки, подобрать нужные электроды и прочие расходники
Это очень важно. Весь ремонт должен производиться расходниками, которые изготовлены из того же металла, что и сам диск. Если этим пренебречь, шов получится некачественным и быстро разрушится
Если этим пренебречь, шов получится некачественным и быстро разрушится.
Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.
Процесс сварки

Для сварки легкосплавных дисков используется режим с обратной полярностью.
| Прут | Применение |
| 1070 | АД1, Амц |
| 1100 | АД1, Амц |
| 1450 | С добавлением титана. Применяется для сварки алюминия и его сплавов в авиастроении и пищевой промышленности. |
| 4043 | Для сварки литейных Al и Si сплавов АД31, АД33, АД35 (Блоки ДВС, опорные плиты, рамы и тд.) |
| 4047 | С добавлением кремния, для увеличения текучести и снижение усадочных деформаций |
| 5087 | С добавление Zn, для снижения вероятности возникновения горячих трещин. Применяется для сварки сплавов AL с содержанием до 5% Mg |
| 5183 | Пищевая промышленность, морское судостроение. Для сварки Al-Mg; Al-Mn сплавов. |
| 5356 | AMg3, AMg4, AMg5, AMg6 |
| 5554 | Ёмкости для хранения химических материалов, рамы и колесные диски авто. |
| 5556 | Для сварки тавровых соединений Al-Mg. |
| 5754 | Для сварки Al-Mg сплавов. Шов обладает высокой прочностью и стойкостью к коррозии. |
К диску подключается «масса», а к электроду подается положительный потенциал. В этом случае область повышенной температуры локализуется возле электрода, исключая чрезмерное перегревание свариваемой области диска.
На инверторе устанавливается сила тока сварки. Сваривание тонких областей диска выполняется на токе до 120 А, а для утолщенной части он увеличивается до 140 А.
Чтобы сформировать защитную инертную среду подача аргона включается за 15…20 сек до начала сварки. Выключать аргон также следует немного позже завершения сварочного процесса – ориентировочно через 5…10 сек.
После подачи рабочего тока горелку с электродом максимально близко преподносят к свариваемым поверхностям, но без контакта. Оптимальным расстоянием будет около 2 мм. Удерживание электрода на таком расстоянии позволит хорошо прогреть соединяемые части (не перегрев их), получая качественный и высоконадежный шов.
Горелку с присадочной проволокой следует медленно перемещать вдоль направления формируемого шва. Присадочная проволока вводится в область действия дуги без резких движений.
В ходе сварки нужно следить, чтобы не касаться электродом свариваемых поверхностей. Контакт электрода с поверхностью может привести к загрязнению дуги и затруднению выполнения сварки.
Для розжига рабочей дуги пользуются осцилляторами, которые преобразуют сетевой ток в высокочастотные импульсы с напряжением 2…6 кВ и частотой 0,15…0,5 кГц. Импульсы с такими параметрами позволяют быстро поджечь дугу без потребности в контакте электрода со свариваемой поверхностью.
Сварка литых дисков
Как и любой сварочный процесс, он делится на подготовительный этап и сварочный. К первому относится подготовка необходимого оборудования и расходных материалов. А также подготовка самих дисков.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды;
- защитное снаряжение для сварщика.
Самый важный этап в подготовке сварочного процесса – это правильный выбор электродов. Материал, из которого изготавливается его стержень, должен соответствовать материалу, из которого изготовлены автомобильные диски. Необходимо отметить, что производители на своих изделиях устанавливают клеймо с маркировкой, в которых указан состав материала. Так что проблем с подбором расходников быть не должно.
Очень часто встречаются ситуации, когда в мастерской после ремонта диска, мастер предлагает использовать его только для запаски. Это не говорит о том, что процесс сварки был произведен неправильно или некачественно. Просто неправильно был подобран электрод к материалу диска. А причина – нужного расходника просто не нашлось, а упускать клиента и деньги мастер не захотел.
Следующий этап – это подготовка самого литого диска. Если дефект – это всего лишь трещина, то подготовительная операция сводится к расширению дефекта и удаление краски около него с двух сторон на расстоянии 1 см на всю длину. Если трещина продольная, то ее лучше прорезать насквозь. Поперечную прорезать так не надо, только провести ее расширение. Если поперечная трещина появилась на диски с тонкой стенкой, то расширить ее надо будет под V-образную фаску. Если диск толстый, то фаску можно сделать Х-образную.
Если дефект – это скол, что чаще всего и случается, то подготовительный процесс более сложный и потребует чуть больше времени. Проще всего, если скол будет частью самого диска. А если это донорский кусок от другого диска, то необходимо в первую очередь сопоставить свариваемые части на предмет идентичности материалов. Как уже было сказано выше, можно сравнить маркировку.
Теперь нужно обычный лист бумаги уложить на дефект и обвести его контуры. Вырезается бумага по форме дефекта и прикладывается к донорской части, ее форма переносится на металл. После чего надо по разметке сделать вырез. Далее выемка на диске очищается от неровностей и грязи, зачищается и периметр дефекта от краски на расстояние 1 см. Кстати, это сделать можно болгаркой, другие способы менее эффективны. Все то же самое производится и с заплаткой.
Технология сварки
Итак, сварка литого диска начинается с прогрева дефектного участка горелкой
Очень важно его не перегреть. Опытные сварщики знают, до какого цвета нагревается металл, чтобы температура была достаточной, но не более того. У каждого сплава свой цвет нагрева
У каждого сплава свой цвет нагрева.
Если заваривается трещина, то присадочная проволока подается внутрь дефекта, расплавляется и заполняет металлом всю полость. В этом случае горелка должна вестись впереди присадки.









Если производится сварка скола, то в нагретую выемку устанавливается металлическая заплатка, которую предварительно надо прихватить в нескольких местах. После чего производится дополнительное ее выравнивание нажатием, к примеру, рукояткой молотка. Далее по всему периметру донорской части производится сварка. Если скол не очень большой, то можно будет увидеть, как расплавленный металл в процессе сварки выходит из противоположного зазора. То есть, сварка аргоном литых дисков, имеется в виду скола, должна производиться не просто по границам дефекта, а с полным проходом расплавленного металла внутрь выемки. Таким образом, металл должен проникнуть внутрь кристаллической решетки сплава.
Идеально, если проварить дефект с двух сторон. Но это возможно лишь в том случае, если толщина диска будет значительной. В противном случае можно просто перегреть изделие, которое потеряет свои эксплуатационные качества. Как только сварная ванна остынем, необходимо шов зашлифовать, используя все ту же болгарку, и покрасить в цвет всего диска.
Преимущества аргоновой сварки
Защищает аргон свариваемую поверхность от появления на ней оксидов. Иногда в аргон приходится добавлять кислород. Это необходимо тогда, когда при сварке нужно в изделие проникнуть глубоко или же когда состав сплава отличается повышенной температурой плавления. Даже в подобных ситуациях металл будет защищён, так как в процессе работы кислород выгорает.
Аргоновая сварка дисков относится к разряду востребованных услуг, так как является безальтернативным способом ремонтных работ. В настоящее время эта востребовательность растёт. Поэтому и специалистов по этому виду ремонта становится всё больше. Точно так же осуществляется сварка повреждённого автомобильного картера и прочих деталей двигателя.
Ремонтное оборудование
В зависимости от типа диска применяют один из двух станков для восстановления геометрии колеса. Устройство для правки штампованных изделий имеет в своем составе шпиндель, на котором закрепляется само колесо, а также прокатные ролики. Они, создавая высокое напряжение на поверхности обода, заставляют его принять свою первоначальную форму.
Принципиально иное строение имеет стенд для правки дисков цельнолитого типа. Рабочими элементами в таком станке являются гидравлические цилиндры и насадки. Цилиндр, после установки непосредственно на деформированное место, вытягивает материал, возвращая ободу первозданный вид. Очень часто в состав такого оборудования включают элементы токарных станков для восстановления «прикладочных» поверхностей.
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.
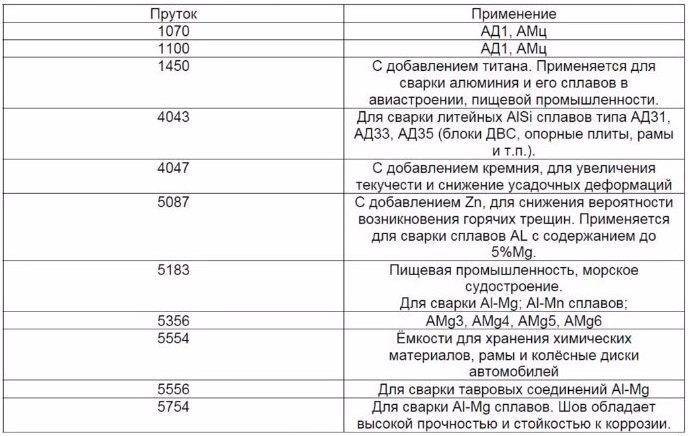 Таблица применения присадочных прутков
Таблица применения присадочных прутков
Процесс сварки
Для сварки легкосплавных дисков используется режим с обратной полярностью.
| Прут | Применение |
| 1070 | АД1, Амц |
| 1100 | АД1, Амц |
| 1450 | С добавлением титана. Применяется для сварки алюминия и его сплавов в авиастроении и пищевой промышленности. |
| 4043 | Для сварки литейных Al и Si сплавов АД31, АД33, АД35 (Блоки ДВС, опорные плиты, рамы и тд.) |
| 4047 | С добавлением кремния, для увеличения текучести и снижение усадочных деформаций |
| 5087 | С добавление Zn, для снижения вероятности возникновения горячих трещин. Применяется для сварки сплавов AL с содержанием до 5% Mg |
| 5183 | Пищевая промышленность, морское судостроение. Для сварки Al-Mg; Al-Mn сплавов. |
| 5356 | AMg3, AMg4, AMg5, AMg6 |
| 5554 | Ёмкости для хранения химических материалов, рамы и колесные диски авто. |
| 5556 | Для сварки тавровых соединений Al-Mg. |
| 5754 | Для сварки Al-Mg сплавов. Шов обладает высокой прочностью и стойкостью к коррозии. |
К диску подключается «масса», а к электроду подается положительный потенциал. В этом случае область повышенной температуры локализуется возле электрода, исключая чрезмерное перегревание свариваемой области диска.
На инверторе устанавливается сила тока сварки. Сваривание тонких областей диска выполняется на токе до 120 А, а для утолщенной части он увеличивается до 140 А.
Чтобы сформировать защитную инертную среду подача аргона включается за 15…20 сек до начала сварки. Выключать аргон также следует немного позже завершения сварочного процесса – ориентировочно через 5…10 сек.
После подачи рабочего тока горелку с электродом максимально близко преподносят к свариваемым поверхностям, но без контакта. Оптимальным расстоянием будет около 2 мм. Удерживание электрода на таком расстоянии позволит хорошо прогреть соединяемые части (не перегрев их), получая качественный и высоконадежный шов.
Горелку с присадочной проволокой следует медленно перемещать вдоль направления формируемого шва. Присадочная проволока вводится в область действия дуги без резких движений.
В ходе сварки нужно следить, чтобы не касаться электродом свариваемых поверхностей. Контакт электрода с поверхностью может привести к загрязнению дуги и затруднению выполнения сварки.
Для розжига рабочей дуги пользуются осцилляторами, которые преобразуют сетевой ток в высокочастотные импульсы с напряжением 2…6 кВ и частотой 0,15…0,5 кГц. Импульсы с такими параметрами позволяют быстро поджечь дугу без потребности в контакте электрода со свариваемой поверхностью.
Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.
Покраска
Заключительный этап изготовления разварки своими руками – это покраска диска. Наилучшим для покраски принято считать порошковый состав. Конечно, прежде чем приступать к покраске нужно очисть диск, и обезжирить его поверхность. После нужно нанести грунтовку, а только после этого приступать к нанесению краски. Лучше всего нанести несколько слоев краски. Теперь следует дождаться, когда краска полностью высохнет и нанести защитный лак. Таким образом, покрытие будет держаться долго
Важно перед покраской прокатать диски и устранить биение
С одной стороны изготовление разварки своими руками кажется проще простого и с ним может справиться любой автовладелец беж инженерных навыков. А вот если посмотреть с другой стороны – это изменение заводских параметров подвески автомобиля. Конечно, нужно сделать балансировку после полной установки широких дисков, но это не изменит ускоренного износа автомобиля.
Мнения относительно использования разварок делятся на категорическое «против» и такое же категорическое «за». Те, кто «против», считают, что разварки теряют надежность, маневренность и увеличивают расход топлива и нагрузку на ходовую часть автомобиля. А вот те, кто «за», твердят, что данный тип дисков еще не так давно использовался для тюнинга гоночных автомобилей, поэтому он не может быть ненадежным и небезопасным. Так или иначе, пока не попробуешь сам, узнать кто прав, наверняка не получится. Одно можно утверждать однозначно, главное все делать с умом и «на совесть».
Разновидности повреждений и способы ремонта
Следует отметить, что существует несколько разновидностей повреждения колесных дисков. Это могут быть сколы и трещины. Ремонт может выполняться в специализированных мастерских, однако в данном случае стоимость восстановления металлических и литых дисков будет чрезвычайно высока. В то же время при определённом опыте работы со сваркой можно заварить имеющиеся повреждения, что позволит полностью восстановить эксплуатационные характеристики такие запчастей. Для устранения сколов и трещин литых металлических элементов колесных дисков используется аргоновая сварка.

Если же говорить об особенностях такой аргоновой сварки, то следует сказать, что при выполнении подобных работ электрод не следует вставлять в держатель и расплавлять непосредственно в месте соединения элементов. Электрод должен расплавляться пламенем горелки и стекать в сварной шов. Фактически такой процесс напоминает пайку, нежели чем сварочные работы. Соединяемые поверхности при этом разогреваются, после чего между ними заливается металл расплавленного электрода. Как вы можете видеть, подобная работа не отличается сложностью, поэтому с ней сможет справиться каждый из нас.
Аргоновая сварка литых дисков
Если говорить о преимуществах данной технологии, то можно отметить свойства защиты потоком аргона соединяемых поверхностей от образования разнообразных оксидов, которые могут ухудшить качество выполненной работы. При необходимости глубокой проварки изделия в аргон добавляется кислород, что позволяет обеспечить максимально высокую температуру плавления. При этом металл и его показатели прочности не ухудшаются от используемого кислорода, так как он выгорает при выполнении сварочных работ.









Используемые инструменты и материалы
Для самостоятельной сварки и ремонта потребуются следующие материалы:


- Сварочные аргоновые аппараты.
- Специальные аргоновые электроды.
- Защитная маска.
- Болгарка.

Подготовка поверхностей
Сварка аргоном литых дисков начинается с подготовки поверхности. Если вам необходимо только заварить трещину, то ее придется несколько расширить и удалить краску с поверхности литого диска на расстояние не менее 1 см от трещины с обеих сторон.
Если диск имеет скол (а это бывает чаще, чем трещина), то придется потрудиться над самим диском и куском, который вы хотели бы приварить. Будет получаться хорошо, если это часть самого диска. В случае же использования «донорской» части от иного диска, рекомендуется перепроверить составы свариваемых поверхностей.

Схема горелки для аргоновой сварки.
Здесь работают те же правила: малейшее отклонение от состава изделия – и вся ваша работа будет напрасной. Подогнать заимствованный кусок под размер имеющегося в колесном диске скола несложно: приклейте к поврежденной части лист бумаги и обведите карандашом границы скола. Далее бумага перекладывается на «донорский» диск, и по полученным линиям контур переносится на поверхность. По этим линиям и придется вырезать заплатку.
Детали зачищаются от неровностей в месте скола, и место сварки освобождается от краски на расстоянии не менее 1 см. Делается это с помощью болгарки. Зачистить изделие от краски иным способом довольно сложно, так как краска эта имеет очень специфический состав и держится на поверхности просто отлично. При сварке краска будет гореть с выделением большого количества едкого дыма. По этой причине сварка колесных дисков производится в проветриваемом помещении или при наличии хорошей вытяжки.
Если опыт сварочных работ у вас отсутствует, то приступать непосредственно к ремонту вам не стоит. Необходимо приобрести хотя бы малейшие навыки и лишь после этого пытаться что-то сделать. Опробовать сварочный аппарат в работе и приобрести навыки работы с ним можно на любых алюминиевых деталях. Желательно, чтобы этот процесс проходил в присутствии более опытного мастера.
Преимущества аргоновой сварки
Защищает аргон свариваемую поверхность от появления на ней оксидов. Иногда в аргон приходится добавлять кислород. Это необходимо тогда, когда при сварке нужно в изделие проникнуть глубоко или же когда состав сплава отличается повышенной температурой плавления. Даже в подобных ситуациях металл будет защищён, так как в процессе работы кислород выгорает.
Аргоновая сварка дисков относится к разряду востребованных услуг, так как является безальтернативным способом ремонтных работ. В настоящее время эта востребовательность растёт. Поэтому и специалистов по этому виду ремонта становится всё больше. Точно так же осуществляется сварка повреждённого автомобильного картера и прочих деталей двигателя.
Выбор электродов и присадочные добавки
Сварку дисков из легкоплавких материалов ведут с использованием токов обратной полярности. В качестве плавящегося электрода применяют металлические прутья разного состава.
| Марка прута | Применение |
| 1070 и 1100 | Амц, АД1 |
| 1450 с титаном | Для алюминиевых сплавов в пищевой и авиастроительной промышленности |
| 4043 | Сварка кремниевых составов (блоков ДВС и других конструкций) |
| 4047 с кремнием | Снижает деформации и увеличивает текучесть металла |
| 5087 с цинком | Уменьшает вероятность появления трещин |
| 5183 | Работает с Al-Mg и Al-Mn материалами в пищевой и судостроительной области |
| 5356 | AMg3 — AMg6 |
| 5554 | Для сварки химических емкостей и колесных дисков |
| 5556 | Соединяет тавровые заготовки из Al-Mg |
| 5754 | Шов на материалах из Al-Mg проявляет высокую стойкость к коррозии |
Кабель с «массой» подключается к диску, положительный потенциал — к электроду.
Электроды.
Для прочного шва важно правильно выбрать присадочную проволоку. Она бывает с добавками кремния, цинка или титана. Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка
Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы — признак большого содержания магния, присадка выбирается с Mn
Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка. Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы — признак большого содержания магния, присадка выбирается с Mn.





