Этапы сварочных работ
Резка
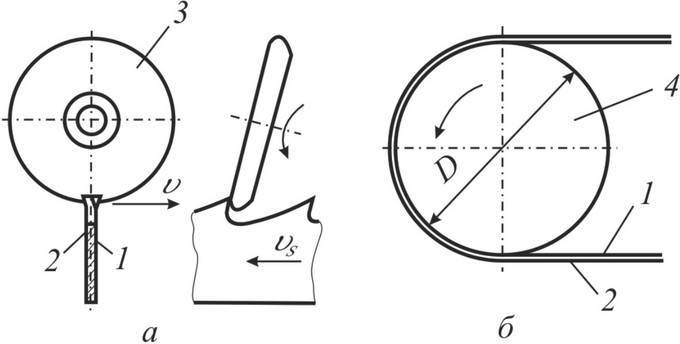
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
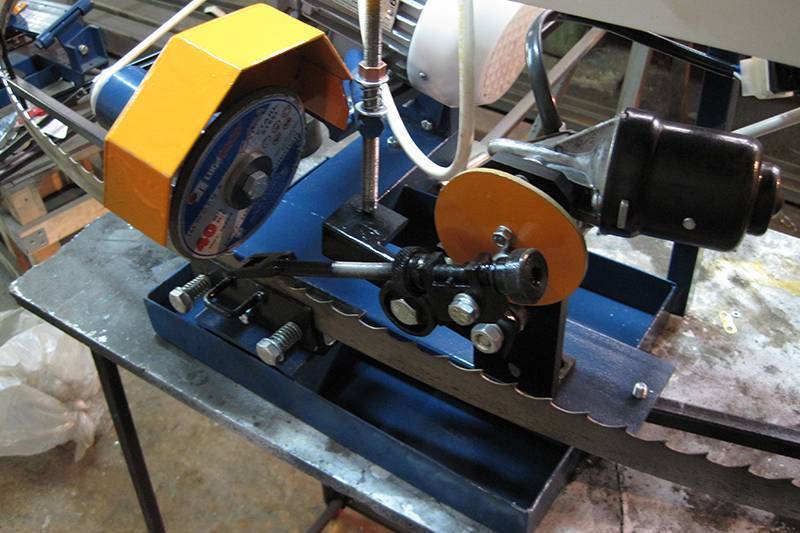
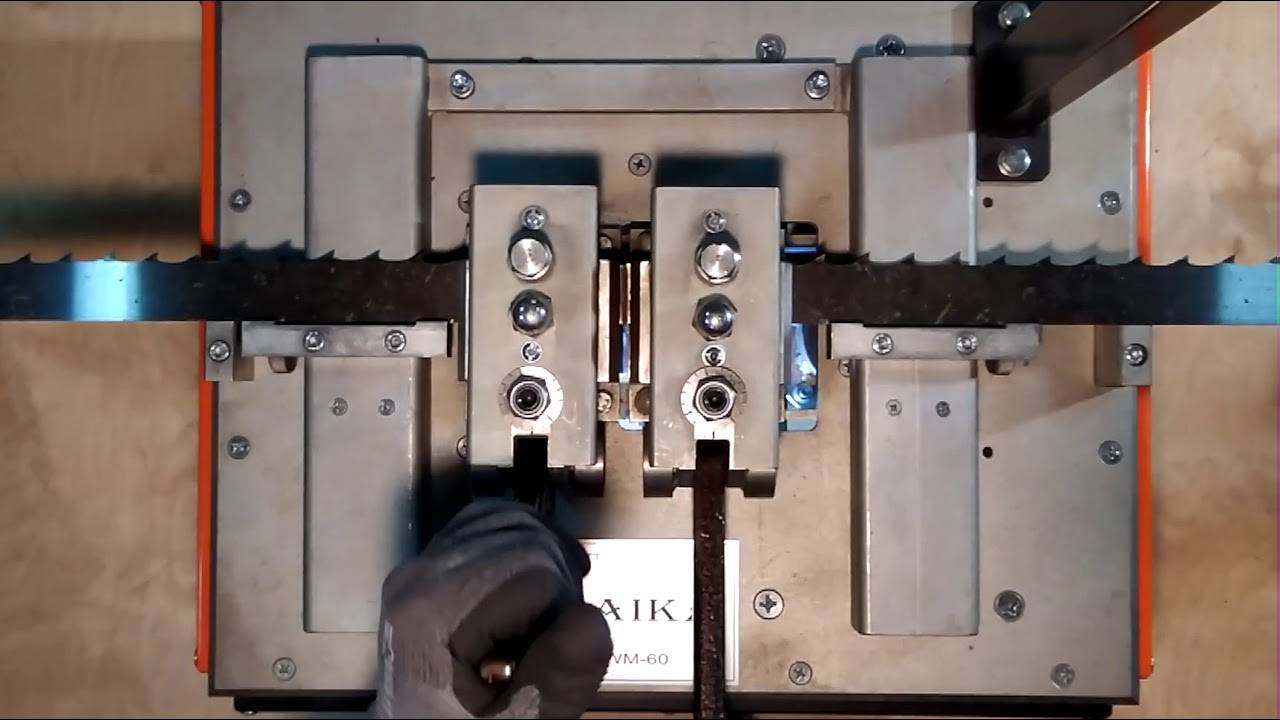
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
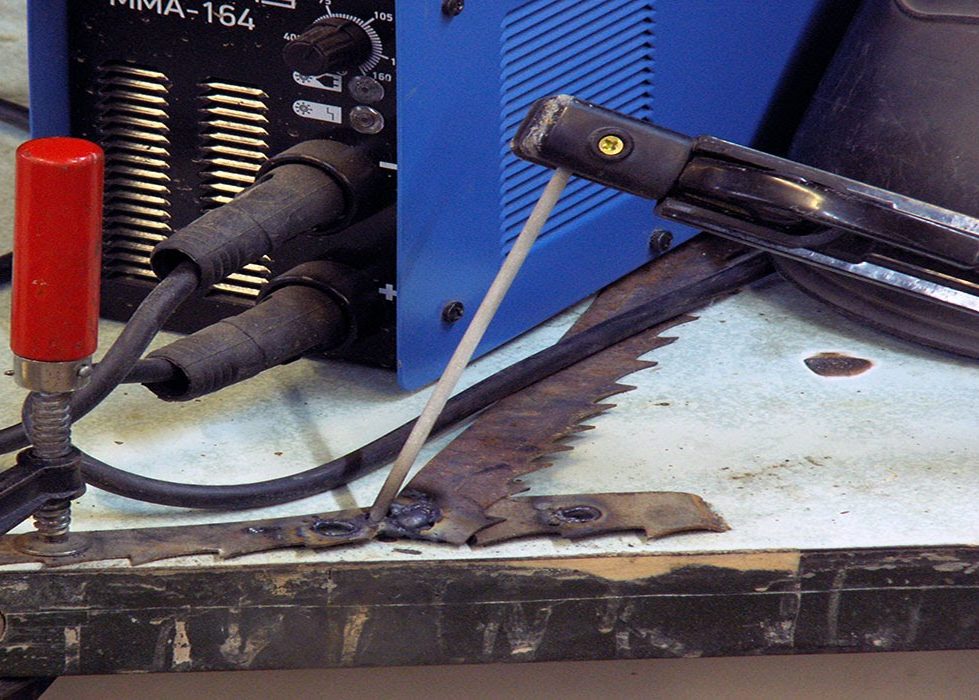
Сварка
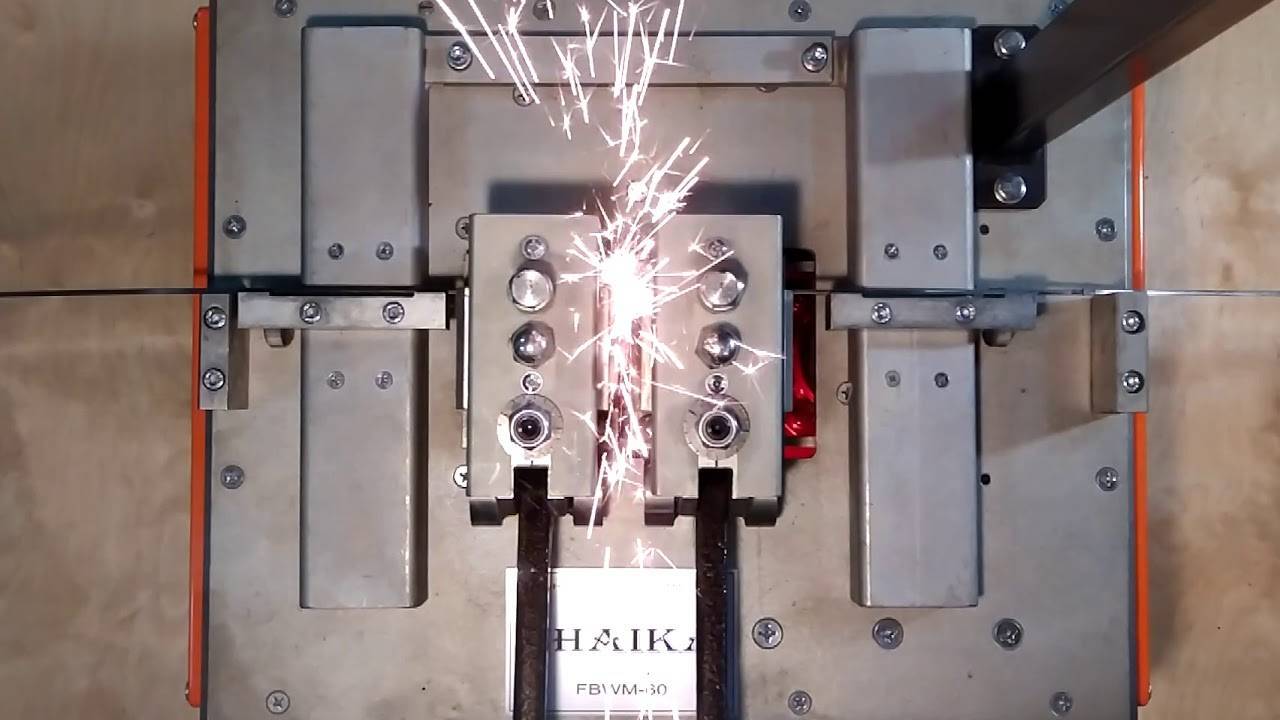
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Пайка ленточных пил
В отсутствие аппарата для сварки ленту полотна пильного станка паяют. Для этого ее обезжиривают, газовой горелкой подогревают концы полотна и проводят следующие операции — наносят флюс и расплавляют его той же горелкой, соединяя диффузией с куском латуни:
- Наложим кусочек латуни на конец полотна, плавим его в пламени горелки — при расплаве сталь пилы диффудирует с расплавом латуни на атомарном уровне. В качестве флюса используем буру или специальный флюс ПВ209Х.
- Сооружаем специальное приспособление, похожее на подвижные и неподвижные зажимы станка для сварки пил.
- Закрепляем концы и наносим флюс на оба конца.
- Выравниваем концы ленты внакладку на 2 зуба, выравниваем.
- Кусочек латуни вставляем между полотнами и нагреваем это место горелкой.
- По мере образования расплава соединяем полотна.
- Ждем полного самостоятельного остывания.
- Шлифуем место соединения до момента «хватит — уже ровно».
Температура плавления латуни составляет около 900 градусов. Половинки разогреваются именно до такой температуры. Вместо латуни можно использовать серебряные припои с температурой плавления более 900 градусов.
Соединение внакладку проще, но обработать место пайки до нужной толщины сложнее. Этот метод подходит лишь при невозможности использования специального оборудования для сварки.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка

Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
Соединять концы полотна следует встык
Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге
Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура
Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения
Процесс пайки

По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу
Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен
В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.





Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла. Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка
В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Рельсорез. Подгонка путей без лишних хлопот
Динамический плотномер Д-51. Проверяем уплотнение грунта
Изготовление пилы своими руками
Учитывая все нюансы, размер и шаг зубьев на режущем элементе, можно приступать к самостоятельной сборке ленточной пилы в домашних условиях. На этом можно сэкономить значительную часть денег, но всё равно потребуется приобрести некоторые детали и материалы для сборки рабочего стола или устройства, приводящего механизм в движение.
Сборка ленточной пилы по дереву своими руками по чертежам включает следующие элементы:
- ленточный шкив;
- режущий элемент для ленточного станка;
- клиновый ремень типа А710;
- штангу несущую;
- направляющие;
- шкивы;
- электродвигатель с выбором мощности в зависимости от объёмов выполняемой работы;
- ремённый привод;
- кронштейн;
- две гайки типа М12 (2 шт.);
- ремень клиновый;
- направляющую;
- демпфер;
- штангу несущую;
- опору верхнюю;
- ползун;
- регулировочный винт;
- привод для верхней ленты.
Некоторые детали легко заменить подручными материалами, которые есть практически у любого человека в гараже. Другие элементы станка требуют покупки производственных моделей. Например, электродвигатель невозможно собрать своими руками, а оборудование со стиральной машинки или аналогичной техники не подойдёт из-за недостаточной мощности.
Устройство и сборка станка
Сразу стоит отметить, что чертежи самодельной ленточной пилы по дереву подойдут только в том случае, если есть помещение соответствующих габаритов. Столешница и станина с установленным агрегатом имеет внушительные размеры, которые просто не влезут в маленькое помещение. Такое оборудование используют для роспуска больших брёвен, но для обработки мелких заготовок подойдёт и мини-станок.
Станина и блок шкива
Рама станины является несущей частью, которая удерживает на себе большой вес всей конструкции. Нагрузка из-за вибрации в процессе работы усиливается в несколько раз, именно поэтому станина должна быть изготовлена из металлических профилей, которые необходимо сварить. Для станков среднего и малого размера за неимением металлических профилей подойдёт деревянный материал, но это должна быть цельная доска шириной 20 мм, а не ДСП или листы фанеры.
Доски соединяются таким образом, чтобы слои соединялись на пересечении волокон. Для дополнительного усиления рамы, собранной из брусков, используют саморезы, специальный клей, крепления и любые другие методы соединения. В итоге вся конструкция должна соответствовать функциям демпфера, который гасит рывки и вибрацию, получаемую во время работы режущего элемента. Для этого станина должна быть жёсткой и упругой.
Ещё одна важная деталь — это блок верхнего шкива, который держит в натяжении полотна. Колёсный вал монтируется во вставку, расположенную на внутренней части рамки. Ось регулируется с помощью двух резьбовых шпилек, которые монтируются в древесный материал с помощью гаек.
Верхняя (торцевая) часть станины обеспечена специальным винтовым механизмом, который отвечает за вертикальное перемещение по направляющей. Всю конструкцию усиливают путём установки добавочных шайб, которые привариваются к поверхности. С тыльной стороны предусматривают фланец, на котором фиксируется вал для выточки.
Особенности столешницы и шкива
Если неправильно закрепить подшипник, тогда появляется проблема с колесом, которое постоянно ударяется о плоскость в процессе работы. От этого режущий элемент начинает скользить и уходить в сторону, что в итоге приводит к порче обрабатываемого материала. Чтобы избежать таких ситуаций, подшипник устанавливается за перпендикулярностью вала.
Собранная ленточная пила своими руками по металлу, дереву или камню требует установки столешницы на тумбовое основание. Внутри её помещается мотор и пусковой механизм. Они отвечают за движение полотна, скорость и время его работы. Для изготовления такого стола часто используют фанеру, которую дополнительно обшивают текстолитом.
Нагрузка на столешницу минимальная, поэтому такого материала вполне достаточно для работы. Чтобы упростить работу, её оснащают самыми разными функциями. Например, столешницу оснащают поворотным механизмом для удобства распила заготовки под заданным углом. Параллельный упор или установка роликовой системы добавит столу горизонтальные движения, которые значительно ускоряют обработку.
Процесс сварки ленточных пил
Ручные ножницы гильотинные используются для резки металла с шириной листа до 2,08 метра и толщиной до 1,5 мм и пределом прочности 500 МПа.
Процедура сварки одинакова для обеих методов и состоит из нескольких этапов:
- Резка пилы.
- Зачистка кромок.
- Выбор режима сварки и установка полотна в сварочный станок.
- Собственно сварка пилы.
- Отжиг.
- Зачистка шва.
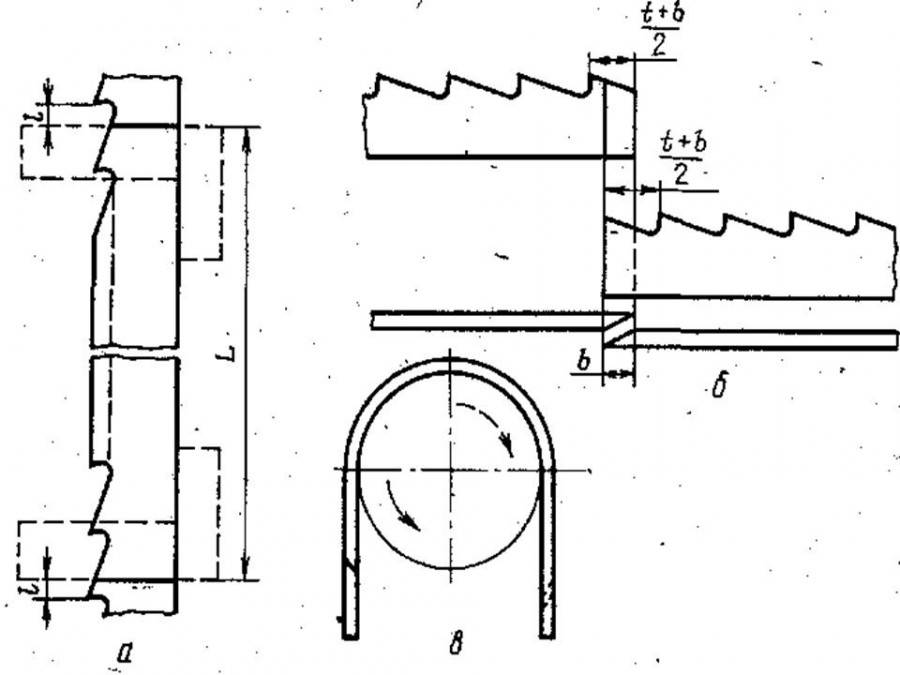
Резать полотно лучше гильотинными ножницами, но можно применять и более архаичные инструменты вроде отрезного круга или зубила. Если лента сваривается повторно, с каждого ее конца необходимо отрезать около 5 мм (зона термического влияния при сварке). Стыковка должна осуществляться между вершинами зубьев. Необходимо оставлять около 1,5 мм припуска для каждого конца ленты (на осадку). Обеспечить оптимальную ровность полотна позволит расположение, показанное на следующем рисунке (рис. 1).







Для качественной сварки кромки пилы должны быть полностью избавлены от заусенцев. Кроме того, их нужно очистить от грязи, пыли и промышленного мусора, а также обезжирить спиртовым раствором или ацетоном.
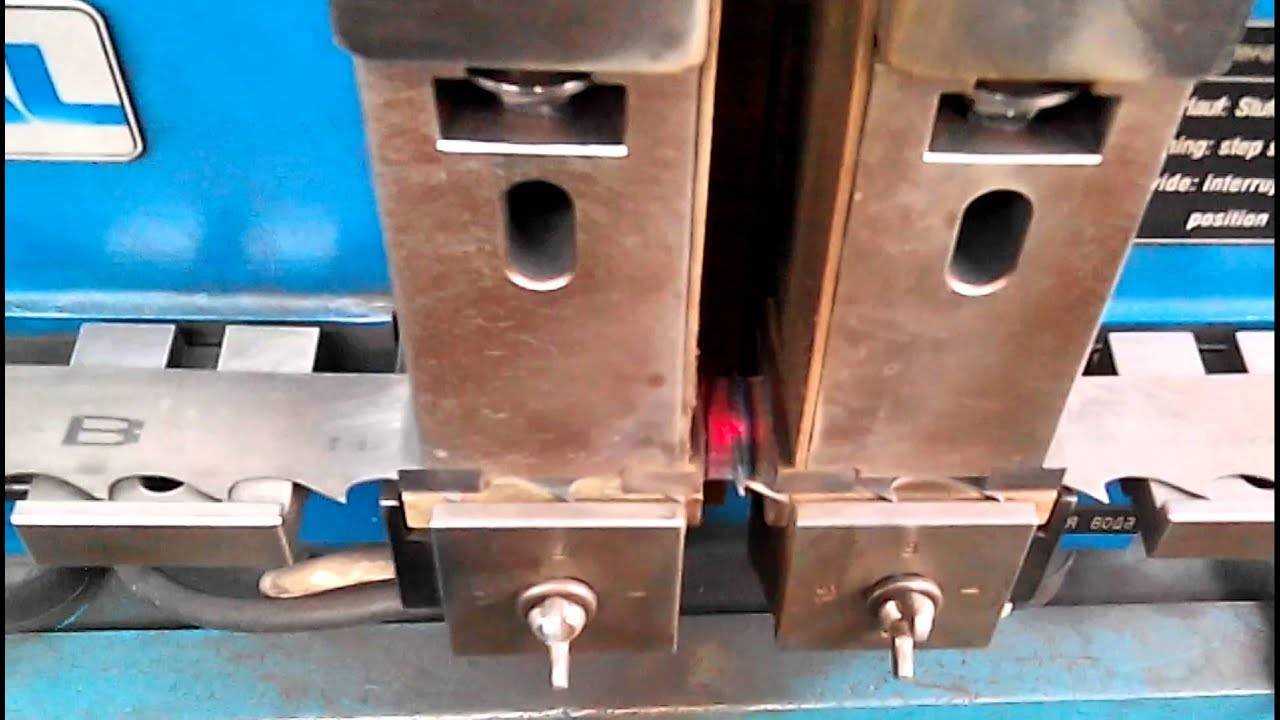
На этапе установки необходимо установить подготовленные кромки в зажимной механизм, состоящий из подвижного и неподвижного зажимов, и выставить их так, чтобы они полностью совпадали по высоте. Выбор режима сварки в данном случае лучше осуществлять экспериментальным путем на ненужных обрезках ленты, поскольку существует огромное разнообразие размеров пил и материалов их изготовления. Нередки случаи, когда необходимого сочетания не оказывается в инструкции. Подобрав оптимальный режим, лучше записать его показатели на случай необходимости повторной сварки аналогичных изделий.
Рисунок 1. Расположение ленты.
После установки торцов в зажимы и выставления режима нужно запустить процесс сварки специальной кнопкой или рукояткой. Под действием тока кромки изделия начнут расплавляться. Вместе с этим подвижный зажим будет двигаться к неподвижному на расстояние, равное ходу осадки. После этого на концах пилы образуется сварной шов, который и соединит их.
В процессе сварки в металле образуются закалочные структуры, вследствие чего он становится более твердым и хрупким. Чтобы нивелировать напряжения и деформации при сварке, применяют отжиг до температуры 600 °C. Дорогостоящие сварочные аппараты имеют встроенную функцию отжига и медленного охлаждения, а в случае с более дешевыми моделями понадобится печь для отжига и масло для замедления остывания металла.
При сварке образуется наплыв, являющийся концентратором напряжения. Его необходимо удалить с помощью любого абразивного инструмента.
Выбор смазочно-охлаждающей жидкости СТФ Славянский двор
Многочисленные эксперименты, проведенные американскими исследователями, привели их к мнению, что смазку вообще незачем использовать до теx пор, пока опилки не начнут на пилу. В этом случае следует применять оптимальную смазку: смесь из 50-ти % солярки и 50-ти % масла для смазки шин бензопил. Эта смесь должна равномерно распыляться по обе стороны полотна. Для этой цели отлично зарекомендовали себя автомобильные системы омывания лобового стекла. Смазки не должно быть много. Вы легко заметите, что пора смазывать по звуку, пропавшему после нанесения смазки. Применение подобной смазки позволит Вам снизить количество досок и продлить жизнь ремней на ведущем шкиве, поскольку они не будут больше от попадающих на них опилок, воды или снега.
Снимайте напряжение пилы, как только прекратили пилить
В процессе распиловки полотно нагревается, а, следовательно, растягиваясь, увеличивается в длине. Остывая, пилы стремятся сжаться до первоначального размера. Вот тут-то и появляются избыточные напряжения, которые в дальнейшем могут вызвать образование трещин. Если Вы оставляете пильное полотно натянутым, то подвергаете ненужному напря┐жению опоры и тяги, тем самым можете нарушить геометрию приводных шкивов и сократить срок службы Вашей рамы.
Полотно также форму обоих шкивов, что не удлиняет жизнь пилы. Добавьте к этому неизбежную деформацию ремней на шкивах, что приводит к дополнительной вибрации полотна. Поэтому, даже при кратковременных остановках, особенно в холодное время года, ослабляйте натяжение ленточных полотен.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Конструкция ленточной пилы
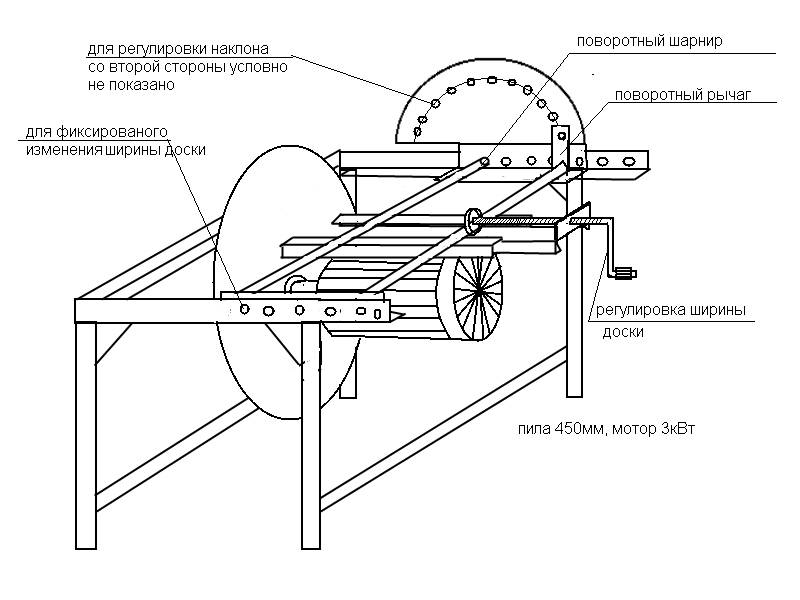
Домашними изобретателями предложены различные варианты конструкций станков с ленточными пилами. Для самостоятельной сборки подойдет модель пилорамы с вертикальным расположением режущего полотна, состоящая из следующих основных узлов и деталей:
- рамы (каркаса);
- стола для распиловки;
- привода;
- шкивов;
- пилы.
Эти конструктивные элементы станка и более мелкие детали с базовыми размерами схематически представлены на чертеже ниже.

В качестве привода очень часто используют электродвигатели, работающие от сети напряжением 220 V.При этом, чем массивнее планируется распиливать заготовки, тем более мощный рекомендуется устанавливать двигатель. Трехфазные моторы (рассчитанные на 380 V) тоже применяют. Но для стационарных сетей такой вариант связан с некоторыми дополнительными проблемами: понадобится приспособить электродвигатель к сети 220 V, установив для этого фазосдвигающий и пусковой конденсаторы. Вместо электрических вполне можно использовать и бензиновые (дизельные) двигатели внутреннего сгорания.
Сплошное режущее полотно фиксируется на шкивах. Распиливание заготовок происходит за счет его движения по замкнутой овальной или круговой траектории.
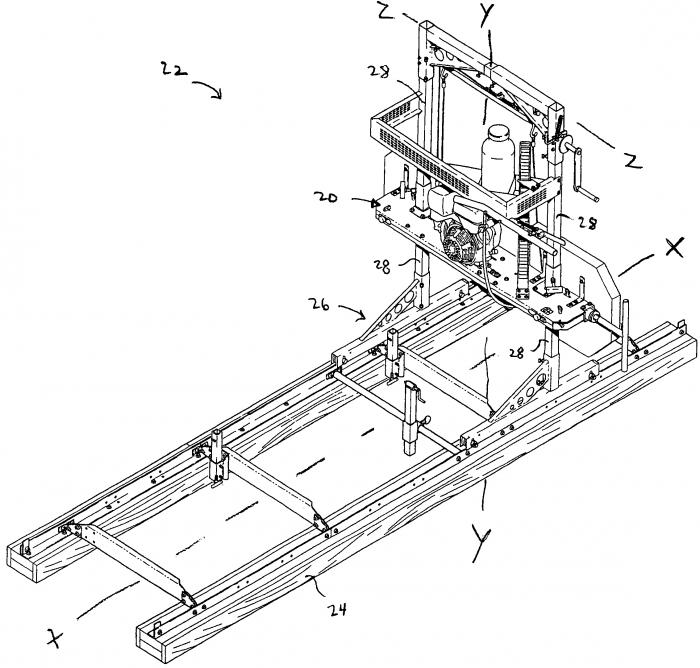
Можно сделать небольшой настольный станок. Модель из электролобзика показана на фото ниже. Ориентируясь по нему, собрать устройство не вызовет никаких проблем, даже без детального описания всего процесса.

Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.







Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Устройство ленточной пилы
- вертикально;
- горизонтально;
- под углом.
Есть станки с подачей рабочей консоли, когда материал закрепляется неподвижно, а полотно надвигается на него, а есть построены по другому принципу — пильный узел неподвижен, а подается бревно, доска или металлический лист. Второй вариант доступнее для самостоятельного изготовления.
Основные узлы ленточной пилы:
- Станина (рама) делается тяжелой и прочной. Она должна обеспечить устойчивость станка во время работы и отсутствие вибраций;
- Рабочий стол с упором и линейкой;
- Приводные шкивы;
- Двигатель (от 2 кВт);
- Пульт управления;
- Система смазки;
- Защитный кожух.
Следует помнить, что скорость резания различных металлов несколько отличается. Диапазон весьма широк — от 30 до 100 м/мин. Усредненные показатели скорости пиления однородных сплошных металлов приведены в таблице, но для каждой конкретной модели пилы и пильной ленты они могут отличаться в пределах 10-15%.
 Таблица скорости пиления
Таблица скорости пиления