Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла
Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок. Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим
Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Приоритеты сварочного аппарата, изготовленного собственными силами

От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие. И конечно же, не вся электропроводка сможет выдержать такую мощность.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.
Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Собирая импульсный агрегат собственными силами, можно максимально сократить расходы на укомплектовываемый материал.
Подготовка металла
 Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
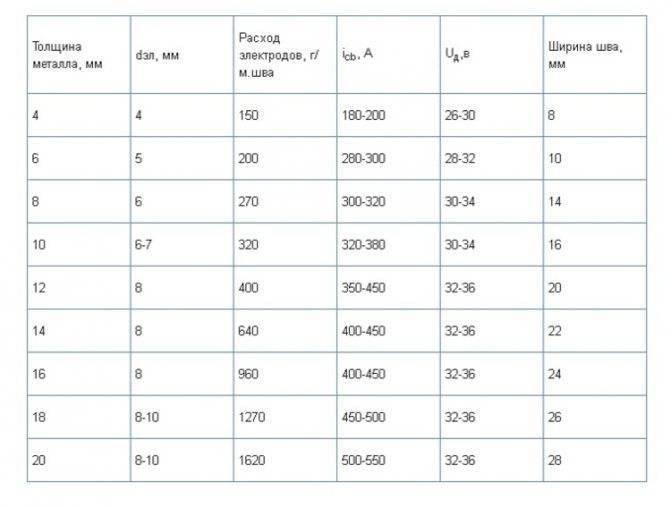
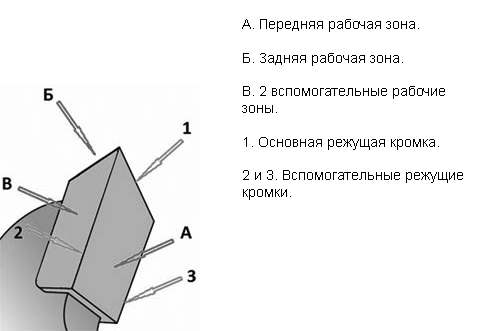
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.










Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
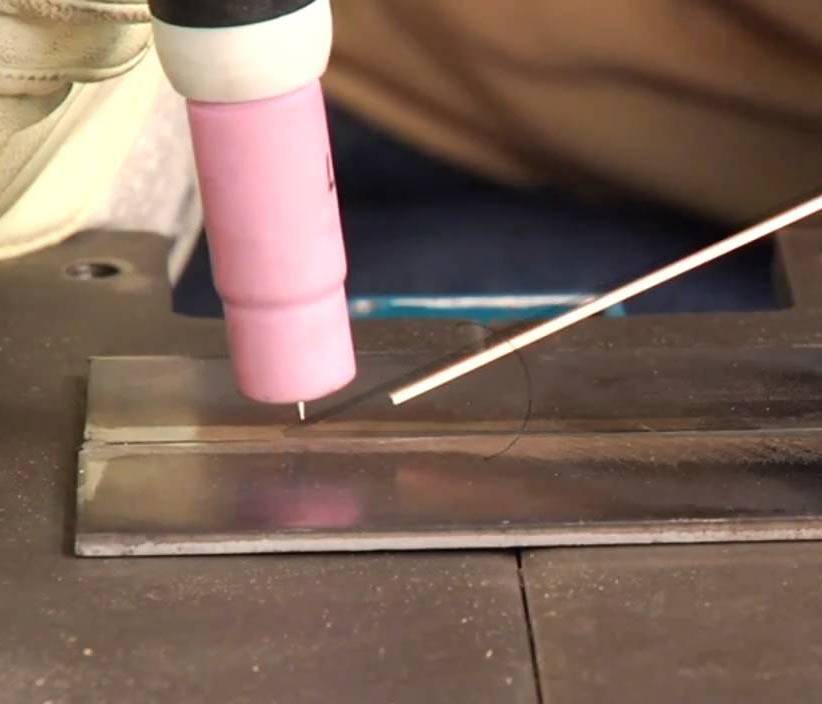
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
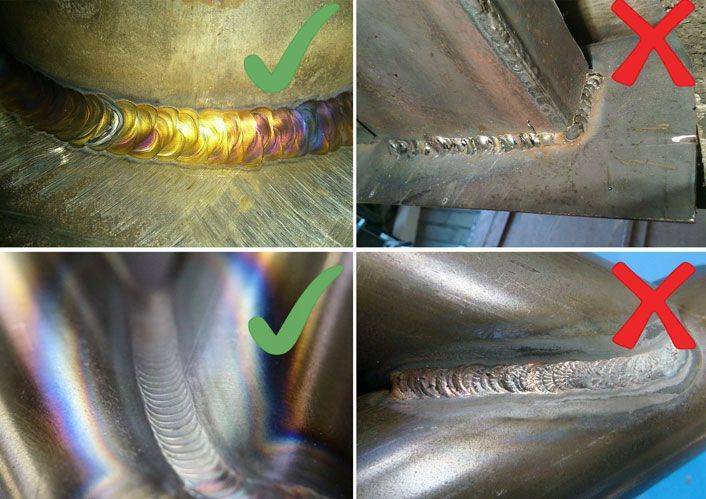
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке к этой статье.
Поиск записей с помощью фильтра:
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий
Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.









Некоторые нюансы сварки
Чтобы у шва были минимальные дефекты и правильно варить инверторным сварочным аппаратом, необходимо располагать линию ванны ниже, чем находится поверхность свариваемого металла. Если проникновение дуги в металлическую деталь является глубоким, то она проталкивает ванну назад, тем самым происходит образование шва. Поэтому при выполнении работ необходимо наблюдать за тем, чтобы образуемый шов был вровень с металлом.
Само движение электрода по шву может быть различным. Надежный и идеальный шов может образоваться при выполнении круговых или зигзагообразных движений. При выполнении круговых движений необходимо внимательно контролировать то, как формируется шов, чтобы ванна была равномерно распределена по кругу. При движении электрода зигзагом нужно внимательно смотреть за тем, чтобы шов начинал образовываться с одного края ванны, затем – на ее верху, после этого – на другом конце. При этом все должно происходить равномерно.
Для бытовых нужд вполне достаточно владеть техникой сплошного шва валиком.
Прорез металлической детали происходит тогда, когда электрода не хватает, для того чтобы полностью заполнить сварную ванну при поперечном движении. Контроль наружных границ ванны позволит избежать образования бокового прореза. Для того чтобы регулировать ванну, используют силу дуги, которая расположена между свариваемой поверхностью и электродом. Инверторный сварочный аппарат позволяет контролировать ее плавно и постоянно.
Кроме того, если изменить угол наклона электрода к поверхности, можно изменить размер ванны. То есть при максимально вертикальном расположении электрода образуется тем не менее выпуклый шов. Это связано с тем, что при таком расположении все необходимое тепло находится непосредственно под ним.
Значит, ванна целиком направлена вниз, вокруг металл хорошо проплавлен. Если наклонить электрод, то вся температура направлена назад, тем самым приподнимая металл и образуя шов.
Практически для всех ремонтных работ необходимо использование сварочного аппарата. От качества выполнения сварочных работ зависит надежность соединений и срок эксплуатации металлических предметов.
При проведении сварочных работ обязательно использование защитной маски
Для того чтобы выполнять сварку своими руками правильно, необходимо иметь четкое представление о процессе, порядке действий и технике безопасности (пользоваться защитными приспособлениями). Также новичку следует начинать обучение с теории – использовать самоучитель или видео инструкции. С помощью видео можно научиться варить металл новичку.
Этапы подготовки перед работой:
- изучение требований техники безопасности, инструкций к электроинструменту;
- подготовка рабочего места (необходимо убрать легковоспламеняющиеся предметы, открыть окна, удалить посторонние вещи с проходов);
- проверить работоспособность, и оставить предметы пожаротушения в непосредственной близости к рабочему месту.
Для безопасного проведения работ своими руками необходимо приобрести защитную маску, одежду, перчатки и другие защитные средства. Правильно подобранная маска должна закрывать лицо и шею, а защитная одежда закрывать кожные покровы полностью.
Сварка алюминия инвертором без аргона
Сварка алюминия инвертором без аргона характеризуется одной существенной особенность, при контакте с кислородом на его поверхности появляется оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.
Для сварки алюминия используется обычный бытовой или полупрофессиональный инвертор и специальные электроды. Для электрода диаметром 3 мм выставляется ток силой в 90-100 А. Держатель инвертора с электропроводом необходимо держать под углом 90 градусов. Сварка выполняется короткой дугой.
Учтите, что специальные электроды для работы с алюминием сгорают в 2-3 раза быстрее обычных, поэтому их запас должен быть достаточным для проведения всей работы. Непосредственно перед сваркой металлической щёткой снимается оксидная плёнка. После каждого прохода дуги необходимо удалять шлак со сварного шва. Нельзя производить следующий слой сварки по шлаку. Количество проходок сварной дугой зависит от силы тока и толщины свариваемых поверхностей.
Чтобы разрушить оксидную пленку, которая образуется на поверхности деталей, используется постоянный или переменный ток, он обязательно обратной полярности. Таким образом происходит катодное распыление, что и вызывает разрушение пленки. Если вы решите проводить работы постоянным током прямой полярности, то это не позволит разрушить оксидную пленку.
Независимо от того, какой тип сварки деталей будет выбран, необходимо проводить предварительную обработку их кромок.
Покупая сварочный инвертор для использования дома или в гараже, обратите внимание возможна ли ним сварка алюминия. Предпочтение лучше отдать тому аппарату, в паспорте которого это указано
В следующей статье я расскажу об аргонодуговой сварке.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Сложности при сварке алюминия
Большая разница между температурами плавления самого алюминия и его оксида накладывает свои особенности при сварочных работах с этим материалом. Термические свойства:
- Плавится алюминий при 660 °C;
- кипит при 2519 °C;
- оксид его плавится при 2044°С.
То есть грань между температурой кипения металла и плавлением защитной его корки небольшая.
Окисная плёнка
При работе электросваркой постоянным током используют обратную полярность. Благодаря эффекту катодного распыления оксидная корка будет сбиваться потоком движущихся электродов. Оксидную пленку перед сваркой необходимо удалять механически. Можно для этого использовать шлифмашинку, металлическую щетку или наждачную бумагу.
Высокая текучесть алюминия
Этот «паразитный» эффект устраняется применением дополнительных приспособлений для улучшения теплоотвода. Используют специальные подкладки, позволяющие отводить тепло таким образом, чтобы металл плавился только в местах сварочной дуги и застывал там, где шов уже сформировался.
Поры и трещины — наводороживание

В зависимости от степени чистоты алюминия и его сплавов обусловлено содержание атомов водорода, которые выделяются при сварке. Его возникновение способствует образованию трещин и микроскопических пор при остывании шва. Выбор оптимальной технологии сварочных работ позволяет максимально снизить это явление.

Большой показатель усадки
Коэффициент линейного расширения алюминия вдвое больше чем у железа. Это приводит к значительной усадке материала при остывании. Такое свойство необходимо, также, учитывать при сварке деталей, которые могут деформироваться.
Не меняйте цвет при расплаве— легко перегреть металл
Алюминий плавится при невысокой температуре и при начальной стадии этого процесса, изменения цвета металла через светофильтры сварочной маски не видно. При дальнейшем нагреве соединения металл начинает светиться — это говорит о том, что температура его превысила норму.
Для качественного наложения шва необходимо научиться балансировать прогревом от начала плавления алюминия, до начала изменения его цвета, не допуская последнего. При этом, переход в жидкое состояние детали определяют по наличию текучести, физическому его проявлению. Для этого необходимы тренировки, посетите сайт mrmetall.ru.
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
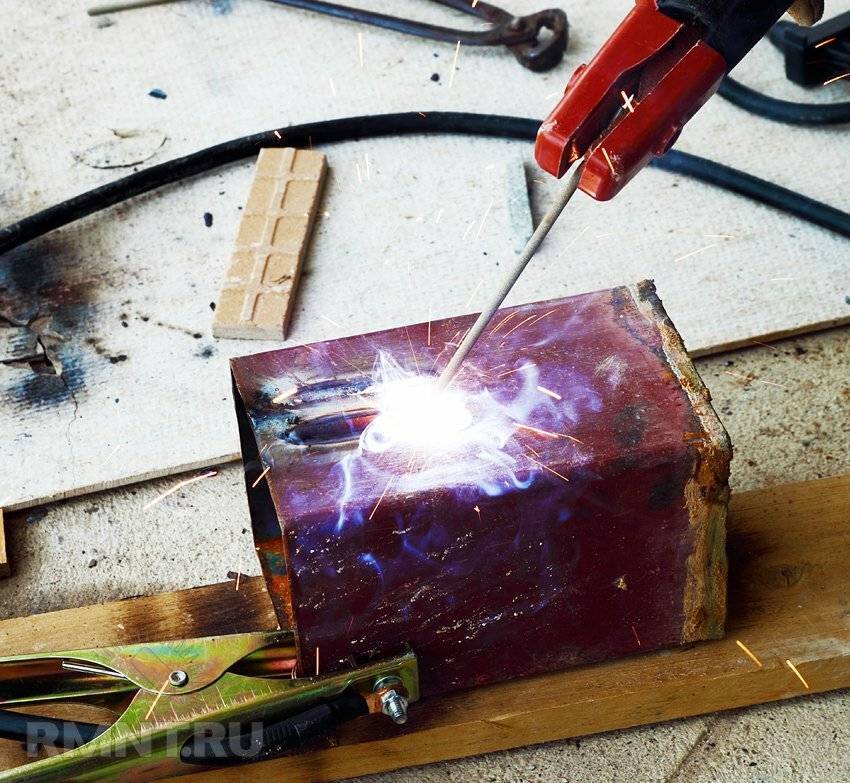
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Прогрев перед сваркой Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Рекомендуем! Чем и как сваривают алюминий
Обработка алюминия инвертором — специфика работ
В силу того, что аргоновая среда обеспечивает защиту от кислородного воздействия, сварку алюминия инвертором иногда называют газовой.
Инертные газы препятствуют появлению оксидной пленки, поэтому для газовой защиты применяют аргон или смесь аргона с гелием.
Использование такой смеси актуально для газовой защиты толстых слоев металла.
Аргонодуговая сварка возможна только при переменном токе и происходит так: электрическая дуга разжигается между неплавящимся электродом, расположенным в горелке и свариваемой поверхностью.
При этом подача инертного газа также обеспечивается горелкой, сопло которой находится в зоне сварки, так же, как основной расходный материал — присадочная проволока.
ВАЖНО ЗНАТЬ: Инструкция по пайке радиаторов охлаждения двигателя
Видео:
За поджиг дуги отвечает осциллятор, так как свойства инертного газа препятствуют подключению дуги касанием.
После того как газ вышел из сопла и окружил электрод, происходит расплавление металла и образуется сварочная ванна с жидким алюминием.
Затем, в сварочную ванну попадает присадочная проволока
Важно, чтобы этот элемент сварки был такой же марки, как и основная свариваемая деталь
Поэтому, прежде чем приступить к аргоновой варке, нужно определить необходимую марку присадочной проволоки.
Например, если диаметр алюминия составляет от 2 до 5 мм, применяется проволока марки АД, АК или АО.
Накладку шва следует производить медленно и постепенно, глубоко проваривая деталь.
Недопустимо прекращение газовой подачи сразу после завершения шва — лучше задержать процесс на несколько секунд, чтобы предотвратить возможное растрескивание шва или его деформацию.
Для лучшей защиты шва горелку передвигают после присадочного прутка. Нельзя, чтобы электрод и пруток двигались поперек.








Видео:
Опытные сварщики рекомендуют прогрев свариваемой детали не только до, но и после обработки сваркой, после чего необходимо обеспечить термические и механические вспомогательные меры.
При тщательном регулировании рабочего процесса горелки и соблюдении указанной последовательности, результаты сварки покажут прочное соединение и аккуратный качественный шов.
Чтобы понять тонкости рабочего процесса, предлагаем посмотреть видео о сварочных работах с алюминием в нашей статье.
Требования к выбору электродов
Для того чтобы сваривать нержавеющий металл необходимо подобрать электроды.Если рассуждать логически, электроды нужно использовать предназначенные для таких работ. Они должны обладать следующими особенностями:
- Небольшим показателем температурного расширения
- Высоким значением упругости
- Высокой степенью теплопроводности и износоустойчивости
- Большим сопротивлением термической ползучести.
Рекомендуем! Классификация сварных швов и соединений
Ассортимент электродов весьма широкий. Если не вдаваться в детали каждой конкретной марки, а полагаться на жизненный опыт многих сварщиков можно сделать небольшие выводы. На сегодняшний день распространенным вариантом среди мастеров являются электроды ОК 67.60 шведской фирмы ESAB. Они подходят для многих коррозиестойких сталей, таких как 08Х18Н10, 12Х18Н10Т, 12Х18Н10 и т.д. ESAB ОК67.60 с рутилово-кислым покрытием имеют легкий повторный поджиг, уверенно держат дугу, шов получается чистым и ровным. Образующийся шлак при этом отделяется легко. Заварить аккуратный шов с их применением под силу даже новичку.
Электроды отечественного производства идут в основном с базисным покрытием. Распространенными марками являются ОЗЛ-8, либо ЦЛ-11. Они дешевле, но требуют от сварщика определенного мастерства. Данные электроды часто залипают, имеют нестабильную дугу, но все же обеспечивают неплохие антикоррозионные свойства шву.