Сварка вольфрамовым электродом
Сварка аргоном применяется при соединении деталей небольшой толщины. Получаются качественные и надежные соединения с красивыми и очень аккуратными швами. Соединяемые таким способом трубы подойдут для транспортировки жидкостей и газов, поскольку они выдерживают высокое давление.
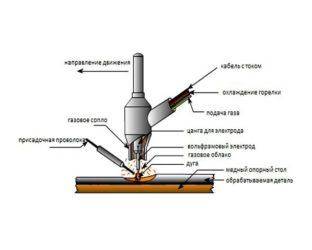
Сваривание таким способом можно производить при переменном или постоянном токе прямой полярности. Рабочий орган — горелка с закрепленным электродом из вольфрама. Из сопла горелки подается струя аргона. За счет присадочной проволоки формируется сварной шов. Все движения горелкой совершаются ручным способом.
Все это позволяет не выводить сварочную ванну из зоны действия аргоновой защиты. Необходима защита обратного шва от окружающего воздуха. Хотя и увеличивается расход газа, однако качество всех участков становится очень высоким.
Нельзя загрязнять поверхность свариваемого металла и оплавлять электрод
Поэтому важно применять специальную графитовую или угольную пластину. После зажигания на ней сваривание аккуратно переводят на нержавейку
Подачу аргона отключайте не сразу, а спустя 15 секунд. Расход газа растет незначительно, срок службы электрода и качество получающегося шва значительно повышаются.
Выбор проволоки
Прежде, чем приступить к аргоновой сварке, необходимо точно выяснить состав материала, из которого изготовлены свариваемые детали. Узнать желательно не только тип металла, но и его конкретную марку. Так, например, сталь может иметь много разновидностей. При правильном выборе будет достигнута однородность шва соединения, что при больших различиях между составами основного материала и проволоки является труднодостижимым.
Средний уровень легирования материала проволоки является самым распространенным, поскольку многие используемые металлы обладают именно таким уровнем. Это позволяет получить удовлетворительное соединение. Если же основной металл обладает плохими качествами для сварочного процесса, то необходимо использовать высоколегированную проволоку. Это позволит компенсировать утрату части элементов. Низколегированная проволока лучше подойдет чистых металлов, а не их сплавов.
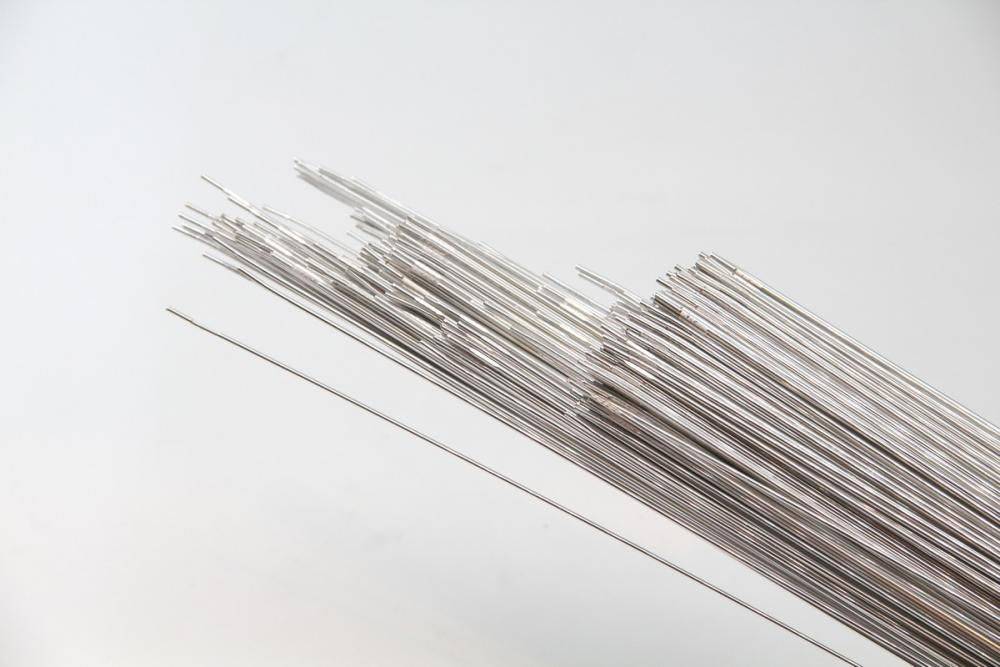
Затем встает вопрос о диаметре проволоки. Он находится в прямой зависимости от толщины заготовок. Чем больше толщина свариваемых изделий, тем большее значение должно быть у диаметра проволоки. В специализированных магазинах имеется большой выбор этих расходных материалов, поэтому выбрать подходящий вариант не составит труда.
Проволока может быть цельной, полой внутри и с вкраплениями. Порошковая проволока для этого вида сварки является неподходящей. Наиболее часто проволока продается в виде накрученных на бобины металлических прутков. Такие бобины при сварке вставляют в механизм подачи. Если сварка производится в домашних условиях, то ее подают в рабочую зону в ручном режиме, и удобно приобретать ее уже нарезанную на прутки.
При возможности следует узнать, соблюдались ли правила хранения проволоки, иначе ее качество может быть ухудшено по сравнению с заявленным. Рекомендуется приобретать этот расходной элемент у производителей, которые уже хорошо себя зарекомендовали. У них имеется широкий выбор, и будет нетрудно подобрать проволоку необходимого химического состава, что обеспечит эффективность работы.
Следует учитывать, что проволока, предназначенная для аргоновой сварки, не подойдет для резки этим же методом. В присадочных проволоках допустимы небольшие добавки, улучшающие работу с ними
Особое внимание следует уделить маркировке этого расходного материала. В ней должны присутствовать цифры, указывающая на количество содержания различных элементов, если оно является значительным, например, хрома и никеля
Небольшое содержание углерода снизит риск межкристаллической коррозии.
Для нержавеющей стали
Если предстоит сварка деталей из нержавеющих материалов, то и проволока должна быть выполнена из антикоррозийной стали. Присадочная проволока для сварки аргоном нержавейки должна в обязательном порядке содержать хром.

Помимо хрома, в состав материала проволоки должны входить такие металлы, как никель, титан и молибден. Сохранение антикоррозийной стойкости обеспечивает аргон. Он является отличной защитой, позволяющей не растрачивать во время сварки необходимое количество легирующих элементов.
Для алюминия
Присадочные прутки для аргонодуговой сварки алюминия и его сплавов востребованы при сварке соответствующих изделий подобным методом. Это актуально при производстве автомобилей, морских и речных судов, строительстве, а также при различных других вариантах, поскольку трудно переоценить широту применения этого легкого металла.

Присадка для сварки алюминия аргоном часто используется при соединении конструкций, которые при эксплуатации будут контактировать с водой. Однако алюминий в чистом виде используется не часто, поэтому при выборе присадочной проволоки, следует учитывать имеющиеся примеси. Это обеспечит дополнительную прочность. Однако доля добавок должна быть ограничена.
При сварке алюминиевых деталей рекомендуется выбирать проволоку с дополнительным легированием, поскольку этот металл обладает недостаточно хорошими свойствами для соединения.
Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Преимущества и недостатки TIG-сварки черных металлов
По сравнению с обычной электродуговой сваркой метод обладает такими достоинствами:
- возможность качественного сваривания разнородных материалов (например, углеродистой стали с нержавеющей);
- малая зона прогрева и, как следствие, снижение вероятности прожига тонкого металла и отсутствие термических деформаций;
- возможность выполнения длинных непрерывных швов при постоянной подаче присадочной проволоки;
- предотвращение попадания воздуха и загрязнений в сварочную ванну;
- низкие требования к качеству присадочного материала;
- отсутствие необходимости в обработке готового шва;
- высокая скорость сваривания;
- аккуратность шва;
- простота обучения работе.
Кроме того, может быть затруднена работа на открытом воздухе – ветер будет выдувать защитный газ, а это приведет к его перерасходу.
Как и чем варят нержавейку?
Существуют различные способы варки нержавеющей стали. Каждый из них отличается не только технологически, но и качеством полученного результата.










К примеру, для сварки без применения газа используется специальная порошковая проволока, обеспечивающая ровный и красивый шов. Но со временем такой шов может поржаветь.
Чтобы этого не случилось, необходимо использовать сварочный полуавтомат, также проволока для варки нержавейки должна быть из стали, а в сварную ванну нужно подать углекислоту.
Кроме того, обеспечить качественный результат сварка нержавейки полуавтоматом может только при условии использования защитного газового слоя, лучше всего углекислого.
Видео:
Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты.
При использовании газа применяется специальная нержавеющая проволока, улучшающая не только внешний вид, но и качество свариваемой детали.
Технологические нюансы сварки
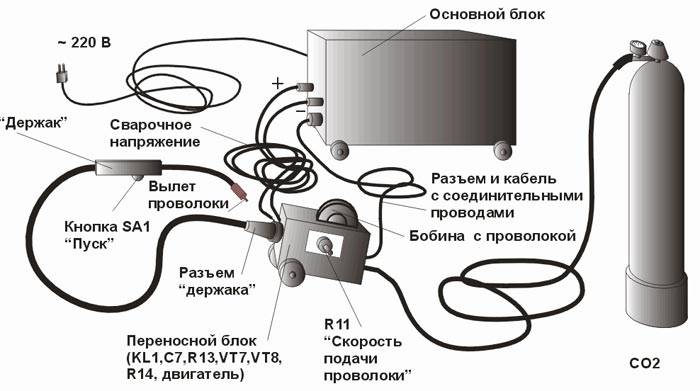
Функциональные возможности полуавтоматов отличается механизированной подачей проволоки в зону сварки, без чего осуществить рабочий процесс в среде аргона было бы затруднительно.
Конструкция полуавтомата позволяет обеспечивать сразу несколько функций: охлаждение горелки, высокое качество сварки в среде аргона, скорость подачи присадочной проволоки, а также возможность сварки в труднодоступных местах.
Напряжение в области шва снимается при восстановлении хрома. Для этого шов нужно нагреть до 760°С.
Как подготовить металл к сварке?
Прежде чем приступить к сварке нержавеющего металла, поверхность кромки деталей нужно подготовить. Этот момент особенно важен для получения качественного шва и общего результата.
Подготовительные работы предусматривают:
- Механическую зачистку поверхности нержавейки металлической щеткой и обработку специальными средствами-растворителями для удаления жира и предотвращения пор. Подходит ацетон, авиационный бензин или уайт-спирит;
- Прогрев заготовки до 100°С для удаления влаги из сварочной зоны.
Техническая схема сварки нержавейки
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод обработки металла с применением газа позволяет максимально сохранить естественную структуру и свойства стали.
Немаловажно, что специальная проволока из никелевого сплава, которая применяется для сварки, под воздействием газа сгорает интенсивнее, чем улучшает характеристики шва. Видео:
Видео:
Если же применяется обычная сварочная проволока,то качество работы может быть хуже.
Существует несколько методов современной варки нержавеющих металлов:
- метод короткой дуги применяют для соединения тонких листов металла;
- метод струйного переноса актуален, когда необходимо соединить толстые изделия из металла;
- сварка импульсного характера считается самой распространенной, поскольку при высокой производительности позволяет экономить ресурсы.
Общая схема сварочных работ выглядит так.
Горелка — важный узел сварочного полуавтомата, обеспечивающий подачу проволоки и защитного газа.
Корпус горелки наклоняют слегка назад, так чтобы проволока была расположена под противоположным углом к ходу шва, обеспечивая его обзор.
Сопло горелки располагают на расстоянии не более 12 мм от шва. Ток поступает через токопровод в наконечник внутри сопла, к нему же присоединяется сварочная проволока.
Видео:
Присадочная проволока должна иметь более высокую степень легирования, чем металл, из которого сделана свариваемая деталь.
Воздействие на металл происходит посредством сварочной дуги. Высокие температуры расплавляют металл и образуют так называемую сварочную ванну.










Далее электродный металл подается в сварочную ванну в виде капель, а защита из аргона распространяется вокруг сварочной ванны и шва.
Правила и этапы проведения сварочных работ
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
Для защиты шва с внутренней стороны ее также обдувают струей аргона.
Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты
После получения дуги на плите, ее осторожно направляют в зону сварки.
После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Сварка с помощью полуавтомата
Специфика работ полуавтоматом состоит в следующем: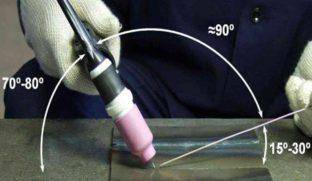
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Определение сварки аргоном
В этом виде сварки электрическая дуга горит в среде инертного газа аргон, который защищает свариваемые поверхности от воздействия кислорода.
Иногда аргон заменяют гелием: он имеет аналогичные свойства, но стоит дороже, поэтому используется реже. Принцип работы в гелиевой и аргонной среде одинаковый.
Область применения
Данный вид сварки широко применяется не только на разных производствах в дуговой, плазменной или лазерной сварке. Домашние умельцы активно используют его в быту, для соединения высоколегированных сплавов и редкоземельных металлов. Газосварка является достаточно опасной, и хранить такое оборудование в гараже не стоит, но это не касается аргона, т.к. он полностью безопасен и не взрывается.
В продаже есть стальные баллоны с этим газом емкостью от 15 до 40 л. Если варить надо нечасто, можно приобрести небольшой резервуар, которого хватит надолго. Так как вредные токсины при работе с таким оборудованием не выделяются, рядом с ним неопасно находиться посторонним людям.
Общий принцип технологии
Инертный газ защищает место проведения сварочных работ от негативного воздействия кислорода. Из-за разности потенциалов между электродом и деталью появляется электрическая дуга и создается высокая температура. Кромки деталей начинают плавиться, в результате чего образуется сварочная ванна. В эту зону постоянно подают присадку, а также аргон под давлением: он защищает свариваемые материалы от окисления.
Принцип сварки основан на соединении поверхностей металлов в среде защитного газа.
Чтобы понять, как правильно варить аргоном, надо разобраться со строением главного рабочего элемента оборудования. Это горелка, в которой закреплены вольфрамовый неплавящийся электрод и сопло, через которое подается аргон. При небольшой толщине соединяемых заготовок сварка может выполняться без использования присадочного материала.
Подключение к электросети выполняют 2 способами:
- прямая полярность (на заготовку подают минус, а на рабочий стержень – плюс);
- обратная (здесь все наоборот, но это приводит к неустойчивому горению дуги и преждевременному износу вольфрама).
Свойства газа и влияние на металл
Благодаря физико-химическим характеристикам аргон не вступает в химические соединения с другими веществами: даже при высоких температурах он не взаимодействует с кислородом. Его возможно применять при сваривании разных металлов и сплавов в промышленных и домашних условиях. Инертный аргон практически полностью изолирует в сварочной ванне расплавленный материал от кислорода, имеющегося в воздухе, поэтому шов не окисляется.
Основные свойства аргона:
- почти на 40% тяжелее компонентов, входящих в состав воздуха, поэтому легко вытесняет их из зоны проведения сварочных работ;
- не принимает участия в непосредственной сварке металлов и никак не влияет на их структуру;
- в случае использования обратной полярности выступает в качестве электропроводной среды.
Особенности использования инвертора
При выполнении аргонодуговой сварки в промышленных и домашних условиях используют инвертор. Это оборудование служит для преобразования переменного тока в постоянный. В отечественных электросетях часто бывают скачки напряжения, но современные инверторы хорошо к этому приспособлены и обеспечивают стабильные выходные показатели.
При выполнении аргонодуговой сварки используют инверторы.
Используемые в данном виде сварки аппараты отличаются небольшим весом и габаритами, высокой надежностью и простотой обслуживания. Все это позволяет начинающим сварщикам легко освоить используемое оборудование и сам процесс аргоновой сварки.
Инверторная сварка нержавеющей стали в среде аргона, по сравнению с другими способами соединения таких сплавов, отличается простотой. Здесь сварщику надо только правильно двигать горелку вдоль шва.
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки. В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки. Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
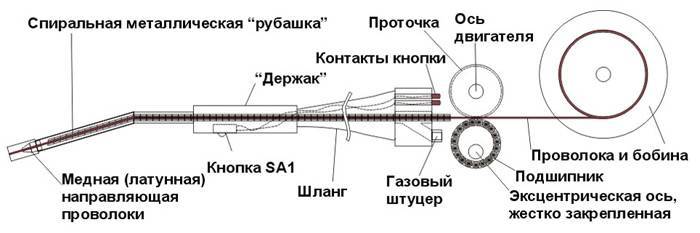
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.








С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час. При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Методы испытаний
Геометрические параметры проверяют с помощью микрометров, соответствующих ГОСТ 6507 и ГОСТ 4381. Измерения проводят в двух находящихся под прямым углом направлениях, получая таким образом значения диаметра и овальности.
Образцы для тестирования берутся с наружного конца бухты. Геометрические параметры дефектов поверхности измеряют после зачистки до цельного металла.
Тестирование механических свойств, изгибный и пружинный тест проводят в соответствии со стандартами 10446, 10447, 1579.
Образцы для анализа коррозионной стойкости и химического состава тестируются в ходе производства, результаты заносятся в сертификат качества продукции. По желанию заказчика проводится дополнительный анализ состава перед отгрузкой.
Подготовка к работе
 Качество сварного соединения устанавливается размерами и формами присадочных материалов, минимальной затратой электроэнергии и труда. Основными параметрами аргонодуговой и газовой сварки является вид тока, диаметр присадочного прутка или проволоки, положение шва в пространстве, вида оборудования. Существуют стандартные рекомендации при выборе диаметра расходного материала.
Качество сварного соединения устанавливается размерами и формами присадочных материалов, минимальной затратой электроэнергии и труда. Основными параметрами аргонодуговой и газовой сварки является вид тока, диаметр присадочного прутка или проволоки, положение шва в пространстве, вида оборудования. Существуют стандартные рекомендации при выборе диаметра расходного материала.
Если толщина металла не превышает 5 мм, то для сварки шва подойдет присадочный круг 2 – 3 мм. При угловых и тавровых соединениях, где катет шва составляет 3 – 5 мм используют проволоку или прут диаметром 3 – 4 мм.
Материал диаметром 4 – 5 мм применяют при размере места соединения 6 – 8 мм. Перед началом сварки необходимо проверить состояние присадочного материала при наличии следов смазки удалить обезжиривающим средством.
Любой присадочный материал при сварочных работах не должен быть источником образования опасных и вредных веществ. Для этого производители постоянно улучшают качество продукции, для повышения механических свойств используют легирующие элементы, совершенствуют технологический процесс для повышения производительности и качества сварки.