Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.
Марки электродов и области применения. Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Специальные электроды с покрытием
Когда к сварке алюминия в домашних условиях не предъявляют особых требований в плане прочности и надежности сварного шва, целесообразно пользоваться специальными электродами для работ с алюминием. Они имеют покрытие, которое выполняет защитную функцию от окисления и роль флюса. Метод не подходит для соединения деталей, рабочая поверхность которых меньше четырех миллиметров.
Электродами марок ОЗАНА и УАНА можно варить чистый технический алюминий, сплавы. Качественные показатели шва:
- Небольшая прочность;
- Наличие пор и раковин;
- Загрязненность шлаками, которые трудно удалить.

Процесс сваривания инвертором
В первую очередь необходимо прокалить в течение 15—20 минут при температуре 160—200 градусов как сами свариваемые детали, так и плавящиеся спецэлектроды, которыми будет вестись работа. Если детали слишком большие, их обрабатывают газовой горелкой или паяльной лампой.
После этого поверхность металла очищается от оксидной пленки при помощи металлической щетки — проще говоря, полируется. Наждачную бумагу или абразивы использовать нельзя, их частицы попадут в шов и ухудшат его качество.
После этого можно начинать сварку. На держатель от инвертора подается плюс, на само изделие — минус. Соединение ведется короткой дугой, горизонтально, электрод держится под прямым углом по отношению ко шву. В начальный момент для того, чтобы «пробить» начавшую вновь образовываться пленку, от инвертора подают ток в 200 А, впоследствии его уменьшают до рабочих 80—100.
Плавкие спецэлектроды для алюминия сгорают втрое быстрее обычных.
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий
Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих
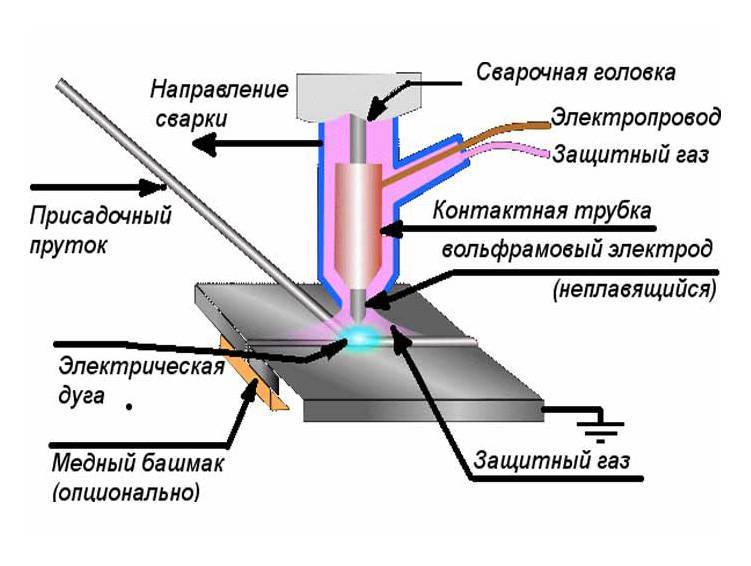
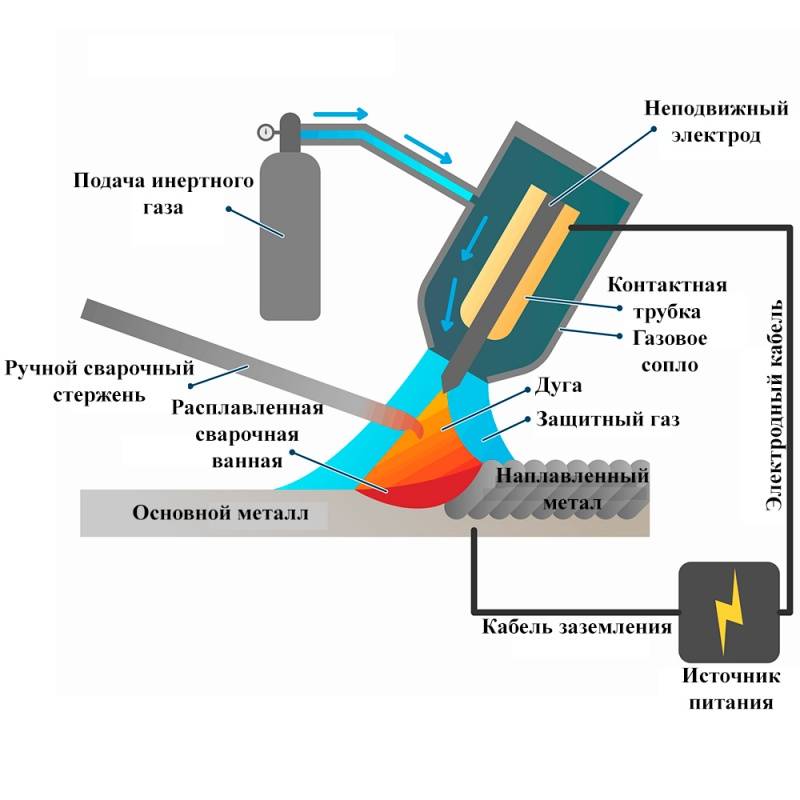
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
Самодельная печь для сушки и прогрева электродов
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.







Это интересно: Свариваемость сталей — классификация, характеристики, определение
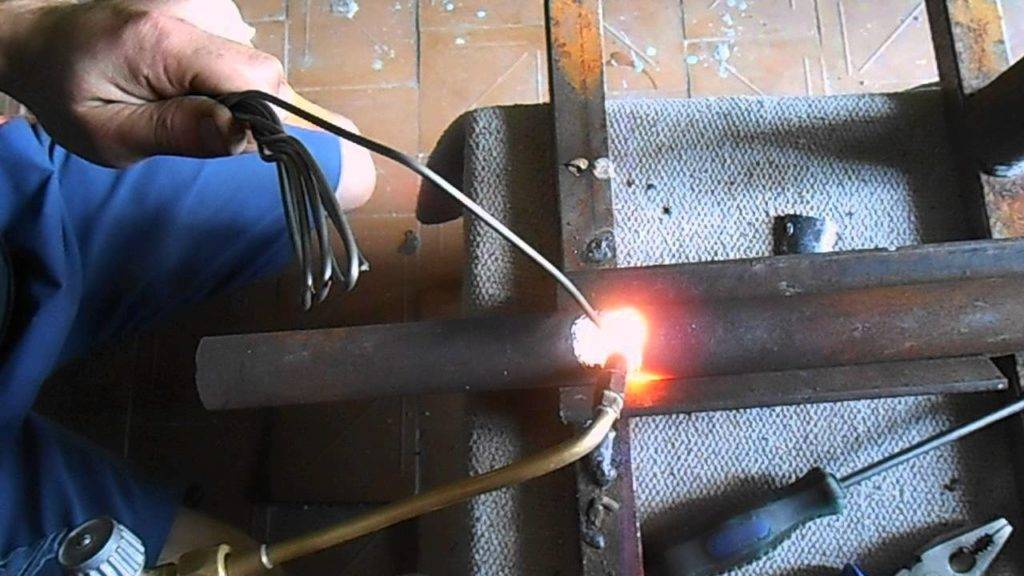
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
Неплавящимися электродами.
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.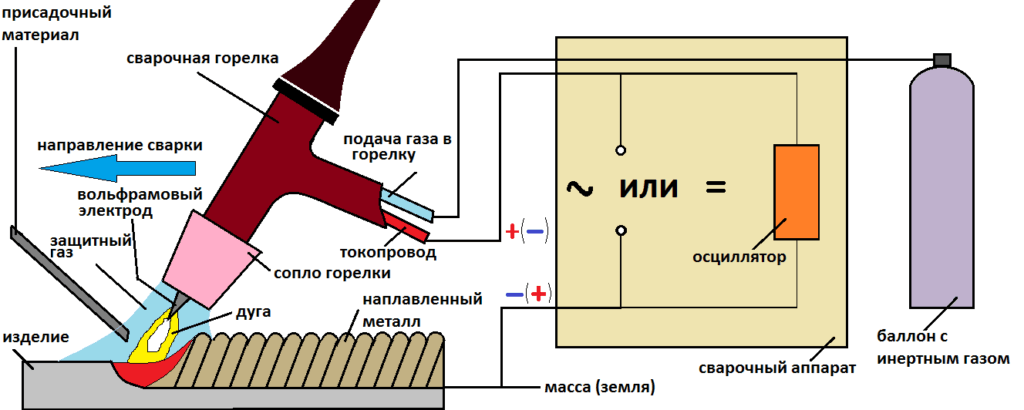
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Какие параметры устанавливаются в зависимости от толщины свариваемого металла
Настраивая аппарат для сварки, необходимо произвести следующие манипуляции:
- отрегулировать баланс переменного тока (плюс или минус). Обычно при сварке алюминия используют обратную полярность, то есть “-“;
- настроить сварочный ток в зависимости от толщины соединяемых элементов. Ток импульса увеличивается при увеличении толщины свариваемых деталей. Так, для алюминия толщиной 1 мм используется ток от 23 до 27 Ампер, а для сварки алюминия толщиной 5 мм – 150-180 Ампер;
- отрегулировать затухание дуги, также зависящее от толщины деталей: чем толще, тем дольше. Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
- настроить продувку газом для охлаждения (при наличии такой функции).
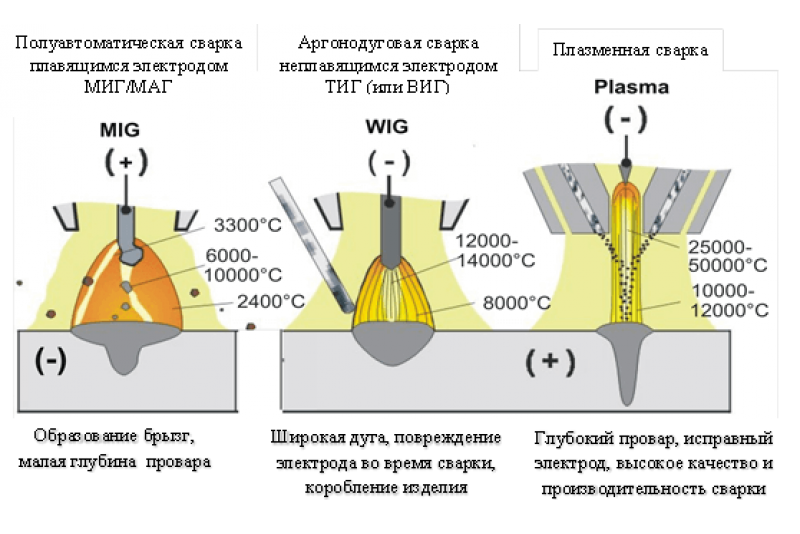
В аргоне сваркой ТИГ
Аргон высший сорт
В составе такого газа должно быть 99,993% содержание аргона, 0,0007 кислорода и 0,005 азота. Баллон, ёмкостью 10 л. этого газа стоит 14 417 р., 40 л. — 23 068 р.
Проволока (присадка)
Присадочный пруток для алюминия, 1кг TIG ER5356 (Св-АМг5), Ф 2,4мм стоит 1 258 р., ER4043 2.0х1000мм для алюминия Kirk K-088384 в упаковке весом 5кг продают за 6 949 р.
Вольфрамовые электроды
Электроды вольфрамовые:
- WL15 1.0х175мм, золотистые, универсальный Kirk K-163098 диаметром 1 мм, упаковка 10 шт. стоит 115 руб.;
- WP 1.0х175мм, 10 шт. зелёные для алюминия Kirk K-163029 — 1 029 руб.;
- Электрод вольфрамовый, красный WT20, Ф 4.0 мм, Eland стоит 343 руб.;
- ЕЗ Ф 4.0 х 175мм, упаковка 10 шт. лиловый — 778 руб.;
- WP Ф 4.0 х 175мм, 10 шт. зелёные для алюминия Kirk K-163081 — 6 975 руб.
Электроды
Для сварки алюминия, также как и цветных металлов, используют электроды брендов:
- ESAB;
- ОЗАНА;
- ОЗА;
- УАНА и др.
Сварочные электроды:
- ESAB OK, 2,5 мм в диаметре продаются за 4 584 р. за 1 кг. материала;
- Электроды ER 4047, Ф 2,4мм, 2 кг в упаковке — 5 940 руб., ER 4047 Ф 3,2мм (2 кг) — 5 132 руб.;
- Capilla 60 Mn, диаметром 4.0 мм — 2 000 руб./кг, Ф 2,5 мм — 2 200 руб./кг;
- KOBATEK 213, Ф 4мм (2 кг) — 6 579 руб., Ф 2,5 мм — 6 789 руб.;
- Электроды для сварки MONOLITH E 4043, Ф 3.2 мм, для разовых работ, 3 шт. в упаковке стоят 127 руб.
Сварка плавящимся электродом без газовой защиты
Варить алюминий в домашних условиях можно электродами марок УАНА и ОЗАНА с щелочно-солевым покрытием.

Работы проводят на постоянном токе обратной полярности. Значение подбирают в соответствии с соотношением: с увеличением диаметра электрода на 1мм увеличивается ток на 25-30 А. Так, для стержня диаметром 3,2 мм диапазон тока 80-100 А. Многие производители указывают оптимальные режимы сварки на упаковках электродов.

Для сварки небольших, но толстолистовых деталей необходим предварительный подогрев. Для сварки крупногабаритных изделий используют локальный прогрев с помощью газовых горелок. Мероприятия направлены на снижение вероятности образования кристаллизационных трещин и коробления.








После завершения одного прохода шлак с поверхности шва отбивают при помощи зубила или молотка. Сварку по шлаку не производят.

Технология сварки алюминия имеет свои нюансы, ее освоение займет некоторое время. Конечный вид изделия, презентабельность, геометрия сварного шва, наличие наружных и внутренних дефектов полностью зависит от соблюдения всех правил и рекомендаций подготовительных и сварочных работ.

Технология сварки
Любые сварочные работы, помимо непосредственно самого процесса, имеют определенные этапы подготовки:
- очистка свариваемых поверхностей и их обезжиривание. Для обеспечения качественного соединения элементы очищают от жиров, масел, пыли и грязи. После этого элементы обезжиривают ацетоном или иным подходящим растворителем;
- при необходимости производится разделка кромок свариваемых деталей. Если же элементы соединения имеют толщину до 4 мм, то разделка не производится. При соединении деталей покрытыми электродами разделку допускается выполнять только при толщине деталей свыше 20 мм. Для тонких деталей наиболее распространена отбортовка;
- обязательно следует удалить пленку из оксида алюминия каким-либо абразивом либо металлической щеткой;
- настроить оборудование под конкретное изделие исходя из его состава, размеров и толщины (установить стартовый и сварочный токи, время затухания дуги, отрегулировать баланс переменного тока, настроить продувку газом).
Произвести необходимые манипуляции в соответствии с заданными параметрами и соблюдением всех нормативов:
- зажигание дуги – контактным (дуга возникает в результате замыкания электрода на изделие) или бесконтактным (дуга вызывается разрядом осциллографа) способом;
процесс сварки должен проходить так, чтобы угол между присадочной проволокой и горелкой был равен 90
. Подача проволоки должна осуществляться короткими возвратно-поступательными движениями. Нельзя допускать поперечных колебаний электрода;
- тонкий алюминий толщиной до 4 мм сваривают в один проход, для соединения листов толщиной 4-5 мм используют двухстороннюю сварку, а при толщине от 6 до 12 мм кромки листов подготавливают разделкой типа «V» или «X»;
- подача газа начинается за пять секунд до зажигания дуги и заканчивается через семь секунд после окончания сварки;
- чем меньше будет сварочная ванна, тем вероятность окисления кромок алюминиевых деталей будет ниже;
- электрод должен находиться максимально близко к поверхности и быть во взаимодействии с газом.
В завершении процесса охладить изделие и инструмент, оценить качество выполненных работ.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
| Классификационные символы | Химический состав | Код цвета, RGB значение цвета | |||
|---|---|---|---|---|---|
| Добавление оксида | Примеси, % | Вольфрам,% | |||
| Главный оксид | % | ||||
| WP | Нет | – | 0,5 максимум | 99,5 минимум | Зеленый #008000 |
| WCe 20 | CeO2 | 1,8 – 2,2 | 0,5 максимум | остальное | Серый #808080 |
| WLa 10 | La2O3 | 0,8 – 1,2 | 0,5 максимум | остальное | Черный #000000 |
| WLa 15 | La2O3 | 1,3 – 1,7 | 0,5 максимум | остальное | Золотой #FFD700 |
| WLa 20 | La2O3 | 1,8 – 2,2 | 0,5 максимум | остальное | Голубой #0000FF |
| WTh 10 | ThO2 | 0,8 – 1,2 | 0,5 максимум | остальное | Желтый #FFFF00 |
| WTh 20 | ThO2 | 1,7 – 2,2 | 0,5 максимум | остальное | Красный #FF0000 |
| WTh З0 | ThO2 | 2,8 – 3,2 | 0,5 максимум | остальное | Фиолетовый #EE82EE |
| WZr 3 | ZrO2 | 0,15 – 0,50 | 0,5 максимум | остальное | Коричневый #A52A2A |
| WZr 8 | ZrO2 | 0,7 – 0,9 | 0,5 максимум | остальное | Белый #FFFFFF |
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
| Марка | Массовая доля, % | Цвет | |||||
|---|---|---|---|---|---|---|---|
| Вольфрам, не менее | Присадки | Примеси, не более | |||||
| Окись лантана | Окись иттрия | Двуокись тория | Тантал | Алюминий, железо, никель, кремний, кальций, молибден (сумма) | |||
| ЭВЧ | 99,92 | – | – | – | – | 0,08 | Не маркируется |
| ЭВЛ | 99,95 | 1,1 – 1,4 | – | – | – | 0,05 | Черный |
| ЭВИ – 1 | 99,89 | – | 1,5 – 2,3 | – | – | 0,11 | Синий |
| ЭВИ – 2 | 99,95 | – | 2,0 – 3,0 | – | 0,01 | 0,05 | Фиолетовый |
| ЭВИ – 3 | 99,95 | – | 2,5 – 3,5 | – | 0,01 | 0,05 | Зеленый |
| ЭВТ – 15 | 99,91 | – | – | 1,5 – 2,0 | – | 0,09 | Красный |
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
| Тип металла или сплава, который необходимо сварить | Постоянный ток | Переменный ток | |
|---|---|---|---|
| Прямая полярность (- на электроде) | Обратная полярность (+ на электроде) | ||
| Алюминий и его сплавы толщиной менее 2,5 мм | допускается | допускается | самый подходящий |
| Алюминий и его сплавы толщиной более 2,5 мм | допускается | не рекомендуется | самый подходящий |
| Магний и его сплавы | не рекомендуется | допускается | самый подходящий |
| Нелегированные и низколегированный стали | самый подходящий | не рекомендуется | не рекомендуется |
| Нержавеющая сталь | самый подходящий | не рекомендуется | не рекомендуется |
| Медь | самый подходящий | не рекомендуется | не рекомендуется |
| Бронза | самый подходящий | не рекомендуется | допускается |
| Алюминиевая бронза | допускается | не рекомендуется | самый подходящий |
| Кремниевая (кремнистая) бронза | самый подходящий | не рекомендуется | не рекомендуется |
| Никель и его сплавы | самый подходящий | не рекомендуется | допускается |
| Титан и его сплавы | самый подходящий | не рекомендуется | допускается |
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.