
Достоинства и недостатки сварки аргоном силумина
Среди достоинств выделяются:
- узконаправленное воздействие дуги предотвращает деформацию свариваемых элементов;
- аргон значительно тяжелее воздуха, поэтому он вытесняет кислород из сварочной зоны, увеличивая качество;
- высокая скорость процесса;
- наличие разнообразных разработанных методик для сварки различных составов.
- работы можно производить только в закрытых помещениях иначе порывы ветра будут сдувать аргон из-под горелки;
- высокие сварочные токи требуют дополнительного теплоотведения;
- дорогостоящее оборудование;
- долгий подбор режимов.
Процесс сварки силумина – занятие достаточно сложное. Для качественного выполнения необходим большой практический опыт.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Силумин – это алюминиевый сплав, в который добавлен кремний. Именно из него делают детали сложной формы, которым предъявляются жесткие требования по прочности, коррозионной стойкости и износостойкости. Что касается такого процесса, как сварка силумина, то необходимо отметить, что технология практически точно такая же, как сварка алюминия. То есть, сваривание неплавящимся электродом в защитном аргонном облаке. Все дело в окисле алюминия, который на поверхности сплава создает прочную и жаростойкую пленку. Поэтому на открытом воздухе такую сварку не провести.
Аргон в этом плане выполняет чисто защитные функции. Он, во-первых, тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. Во-вторых, аргон является инертным газом, то есть, ни с воздухом, ни с другими газами, а тем более с алюминиевым сплавом он никогда ни под какими условиями взаимодействовать не будет.
Но есть в аргонодуговой сварке один момент, о котором новички могут и не знать. Когда производится сварка на обратной полярности (электрод подключается к плюсу, а заготовка к минусу), от атомов аргона начинают отделяться электроны. Происходит ионизация газа, то есть, он начинает пропускать через себя электрический ток. Именно ионизированный аргон, если придать ему направление, становится плазмой
И здесь очень важно не перегреть газ, который своей силой и температурой будет не соединять силуминовые заготовки, а резать их
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня
В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Материалы для пайки алюминия
Припои
При использовании высокоактивных флюсов и хорошей подготовки поверхности, алюминий можно паять и оловянно-свинцовыми припоями. Однако их выбор все же нельзя считать удачным. Помимо того, что имеет место упомянутая выше плохая растворимость алюминия в системах Sn-Pb, оловянно-свинцовые припои обеспечивают очень низкую коррозионную стойкость паяного соединения. Чтобы преодолеть этот недостаток, соединения, паянные оловянными или оловянно-свинцовыми припоями, необходимо покрывать специальными лакокрасочными покрытиями.
Качественную пайку алюминия обеспечивают припои содержащие цинк, серебро, медь, алюминий, кремний. Существует большое количество составов как отечественного, так и импортного производства, содержащих эти элементы в различном соотношении. Из отечественных припоев можно привести ЦОП40 (60% олова и 40% цинка) и 34А (66% Аl, 28% Cu и 6% Si). Чем выше содержание цинка в цинковом припое, тем большую коррозионную стойкость и прочность имеет паяное соединение.
Большинство припоев является низкотемпературными, однако температура их плавления выше, чем у оловянно-свинцовых. По-настоящему высокотемпературными являются алюминиево-кремниевые (силумины) и алюминиево-медно-кремниевые припои. В качестве первого можно привести припой Aluminium-13 фирмы Chemet, содержащий 13% Si и 87% Аl (припой покрыт флюсом). Его температура пайки составляет 590-600°C. Примером второго может служить, уже упоминавшийся, отечественный припой 34А, состоящий из 66% Аl, 28% Cu и 6% Si. Интервал его температуры пайки — 530-550°C. Если возникает необходимость в применении высокотемпературных припоев, они применяются для пайки алюминия и тех его сплавов, которые имеют достаточно высокую температуру плавления, или деталей имеющих массивные размеры, обеспечивающие хороший теплоотвод.
Если говорить о самых удобных материалах, то к ним относятся, конечно, бесфлюсовые низкотемпературные припои, например HTS-2000.
 Припой HTS-2000
Припой HTS-2000
Флюсы
К выбору флюса нужно подходить очень серьезно, именно его активность определяет паяемость алюминия, особенно при использовании обычных оловянно-свинцовых припоев. Далеко не все флюсы проявляют в отношении алюминия активность, заявляемую их производителями. Одним из отечественных флюсов является состав, называемый предельно информативно — «флюс для пайки алюминия». Ещё есть флюс Ф59А, Ф61А (содержащий триэтаноламин, фторборат цинка, фторборат аммония) и другие. Под названием «флюс для пайки алюминия» могут скрываться Ф59А, Ф61А или другие, даже если это не указано на упаковке.
 Флюсы для пайки алюминия
Флюсы для пайки алюминия
В качестве высокотемпературного флюса можно привести флюс 34А, который содержит 50% KCl, 32% LiCl, 10% NaF и 8% ZnCl2.
Высокотемпературный флюс 34А
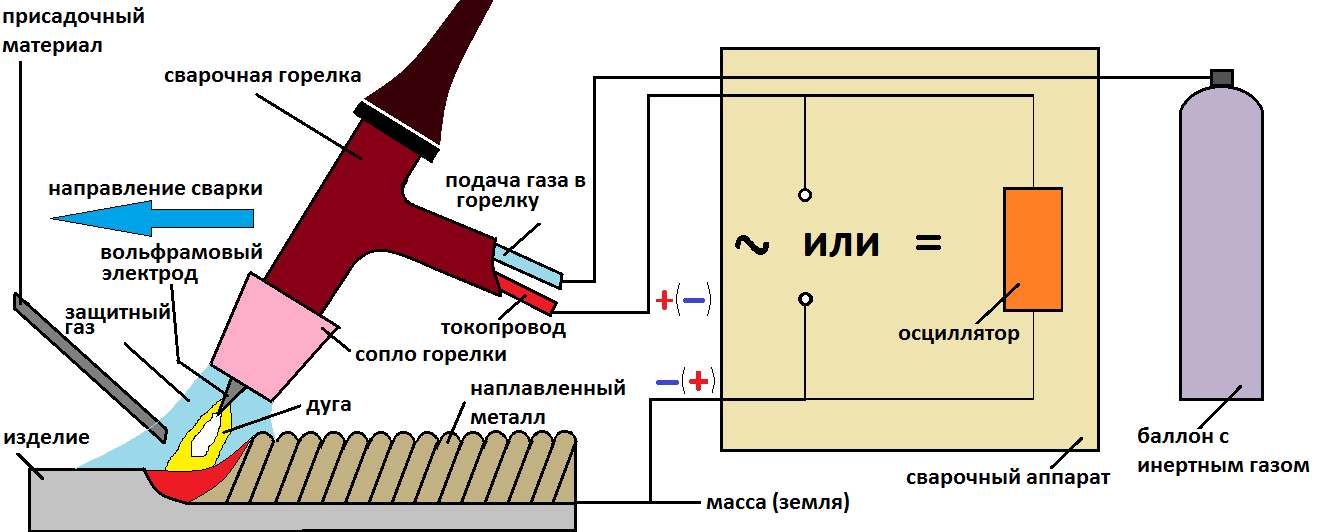
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.










При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Подготовка металла к свариванию
Перед началом процесса свариваемые заготовки необходимо подготовить. Для этого, в местах, которые будут прилегать друг к другу, края металла нужно зачистить. В этом случае, можно применять наждачную бумагу, щетку по металлу, шлифовальные круги и т. д. После зачистки следует обработать детали химическим составом для полного удаления оксидной пленки. Для этих целей подойдет бензин или любой растворитель.
Сварка производится путем расплавления металла и присадочной проволоки в единую жидкую массу, которая после остывания надежно скрепит детали между собой. Присадку во время процесса необходимо подавать под углом и вдоль шва. Продвижение горелки и подача проволоки должны быть плавными и одновременными.
Внимание: Нельзя подавать в сварочную ванну сразу много присадки. В таком случае, металл будет разбрызгиваться, и качество сварки заметно ухудшится
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.









Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод. Так, металл будет остывать равномерно.
Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения,
- режим формирования шва – скоростной, сварка не отнимает много времени,
- не нужно предварительно прогревать детали и электрод,
- отработанная технология по силам начинающим,
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной,
- сложно сразу подобрать режим сварки,
- при работе с толстостенным металлом нужно продумывать способ теплоотведения,
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
В наше время все чаще встречаются изделия из силумина. Силумин — это сплав алюминия с кремнием и еще с некоторыми примесями. Процент кремния в сплаве может составлять от 4% до 22%. По сравнению с алюминием, данный сплав имеет более высокую прочность одновременно с хорошими литейными свойствами.
Силумин, в отличие от алюминия, не имеет такой эластичности и является достаточно хрупким материалом. Изделия из такого сплава при сильных механических нагрузках просто лопаются. В связи с этим, у многих людей возникает такой вопрос, как сварка силумина. Сварить силумин можно двумя способами:
- Аргонодуговой сваркой;
- Сваркой плавящимися электродами.
Неопытному человеку может показаться, что сварка силумина — простая задача. На самом деле это не так. Такая сварка имеет некоторые нюансы.
Чем можно склеить алюминий и стекло?
Как и чем приклеить металл к стеклу
- Двухкомпонентный эпоксидный клей. …
- Силикон с высокой термической устойчивостью. …
- Продукт под названием «Момент-кристалл». …
- Автомобильный клей по своим основным характеристикам напоминает резину.
Интересные материалы:
Как ухаживать за магазинной розой в горшке? Как ухаживать за мелкими розами? Как ухаживать за мини розой? Как ухаживать за плетистой розой на даче? Как ухаживать за Плетистой розой в первый год? Как ухаживать за покупной розой в горшке? Как ухаживать за покупной розой? Как ухаживать за розами из магазина? Как ухаживать за розами после посадки весной? Как ухаживать за розами после посадки?
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Как производить сварку силумина в домашних условиях?
Металл получил свое название по созвучию названий образующих его элементов.
Сил — кремний (силициум по латыни), плюс — алюминий (алуминиум). Результатом стал силумин — сплав алюминия с кремнием.
Прочность и соответственно стоимость сплава колеблется в разы. Дешевые изделия (различного рода фурнитура, украшения) иногда ломаются голыми руками. Вместе с тем, подобные по составу сплавы образуют корпуса двигателей, силовые элементы станков, технологического оборудования.
Что такое силумин чем можно сварить этот металл, мы рассмотрим в нашей статье.
Особенные свойства
Количество кремния в сплаве колеблется от 5 до 20%, что и приводит к разнообразию свойств. При том, что внешне это никак не заметно. Кроме того, на физические качества влияет дополнительное легирование. Это марганец, титан, цинк, некоторые другие металлы и галогены.
Внешне силумин представляет собой блестящий серебристый металл. Цвет излома серебристо серый с явно заметной зернистостью.










Технически, металл относится к литейным. Высокая текучесть позволяет точно заполнять мельчайшие детали формы. Она же мешает заварить стык — жидкий расплав легко вытекает из шва.
Кроме текучести, сварке силумина препятствуют:
- склонность к образованию пор;
- трещинообразование наплавленного металла, вызванное как высокими остаточными напряжениями, так неравномерной кристаллизацией;
- высокая теплопроводность;
- низкая температура плавления.
Все перечисленное приводит к тому, что задачу того, как сварить силумин приходится решать индивидуально, для каждого конкретного случая.
Силумины менее прочны чем дюралевые сплавы. Вместе с тем они практически не поддаются коррозии. Минус сплава — хрупкость. Она настолько высока, что при обработке металлорежущими станками он просто крошится, не образуя стружки.
Модификация натрием, либо литием позволяет довести процентное содержания кремния до 22%.
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.





