Технические требования к ножам для резки сортового проката
Ножи для пресс ножниц изготавливаются по ГОСТ 25454-82 Ножи к ножницам для резки сортового проката. Технические требования
Категории ГОСТ 25454-82 по ОКС:
- Ножи не должны иметь трещин, заусенцев, раковин, острых углов и кромок (кроме режущих). Поверхности, образующие режущую кромку не должны иметь задиров, прижогов. Режущая кромка не должна быть затуплена, выкрошена, не должна иметь забоин.
- Ножи должны изготавливаться из стали марок:
- Х12Ф1, ХБФ, 5ХНВС, 6ХС, 6ХВ2С, Х12М, 9ХС, 8ХФ для холодной резки стали
- Р6М5 по ГОСТ 19256-73, 4Х5В2ФС по ГОСТ 5990-73 для горячей резки стали
- Твердость ножей, HRC = 52…59 для холодной резки металла
- Твердость ножей, HRC = 40…50 для резки металла в горячем состоянии
- Допускается по согласованию с потребителем изготовлять ножи из других марок стали, не снижающих качества ножей
- Параметры шероховатости Ra поверхностей ножей не должны превышать следующих значений, мкм
- Поверхности, образующие режущую кромку (передняя, задняя) и опорные поверхности … 1,25
- Поверхности крепления и фасок … 20
- Остальные поверхности … 10
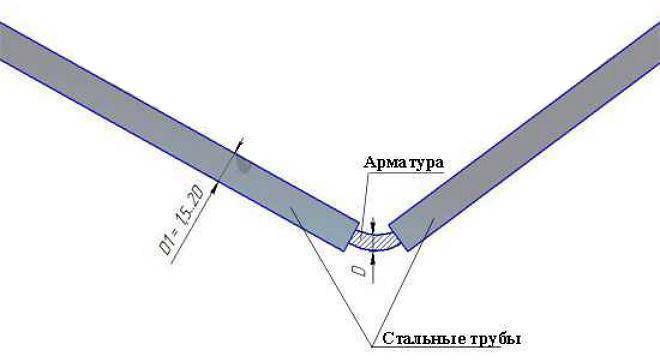
Схема процесса резки прутков арматуры на станке СМЖ-172
Уход за оборудованием
Чтобы станок работал бесперебойно, ему требуется своевременное техническое обслуживание. Необходимо регулярно производить смазку механизмов. Масло заливают шприцем в технологические отверстия в станине. По окончании работ требуется очищать оборудование от загрязнений, металлических частиц и пыли.
Для электрического станка СМЖ-172А под заказ поставляются запасные части.
Вся продукция имеет необходимые сертификаты, паспорта и разрешения. Гарантия распространяется на весь срок, заявленный производителем. Постпродажное обслуживание осуществляется в сервисных центрах наших партнеров и мастерских заводов изготовителей.
Автоматизированные линии
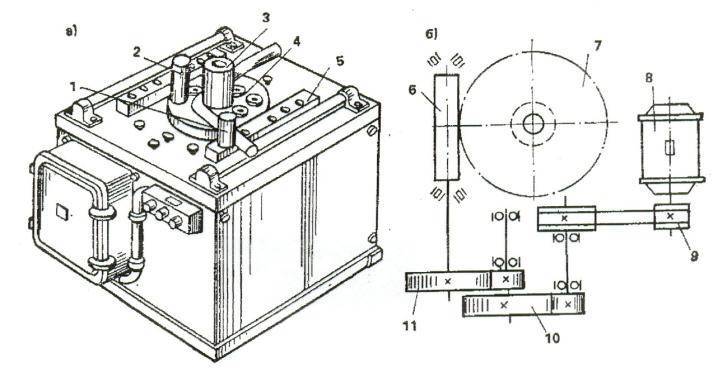
Автоматизированная линия 7934/2
Данная линия (рис. 6) предназначена для изготовления арматурных сеток шириной до 3800 мм с продольной арматурой диаметром до 12 мм и поперечной — диаметром до 10 мм. Как поперечная, так и продольная арматура применяется в виде мерных прутков. В состав линии входят столы 3, с которых продольные прутки подаются вручную в начале сварки каждой сетки к электродам сварочной машины 2. Сваренная сетка принимается на пакетировщик 1 марки СМЖ-61В.
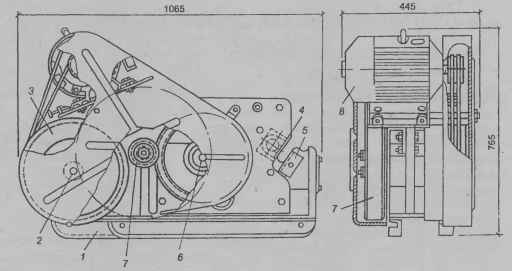
Пакетировщик смж-61в
Имеет две боковины (рис. 7), на каждой из которых с помощью рычагов 5 закреплены направляющие 4, по которым скользит сетка. На каждой боковине установлен пневмоцилиндр 3, который поворотом рычагов 5 в горизонтальной плоскости раздвигает направляющие 4 на расстояние, превышающее ширину сетки. Сетка падает вниз, образуя транспортный пакет. На пакетировщике установлено реле времени, с помощью которого переключаются пневмораспределители для возврата направляющих в рабочее положение и для получения паузы при их раскрытом положении.
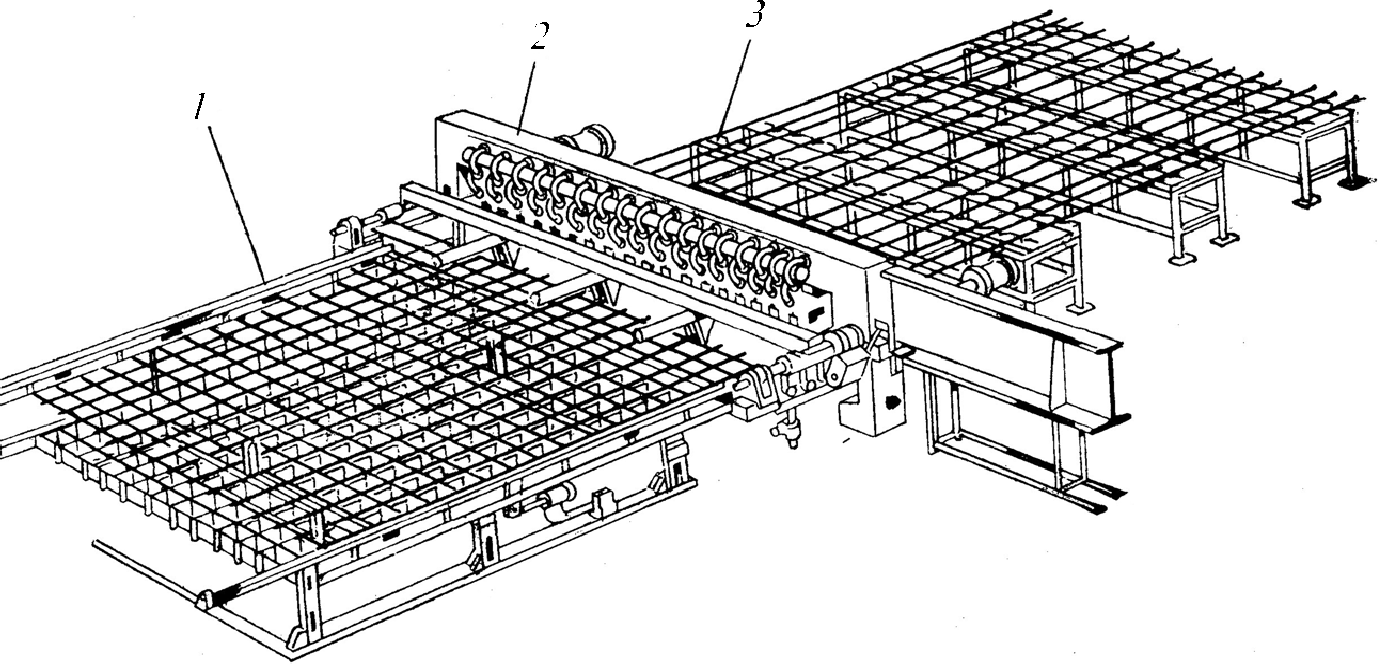
Рис. 6. Автоматизированная линия 7934/2 для изготовления сеток
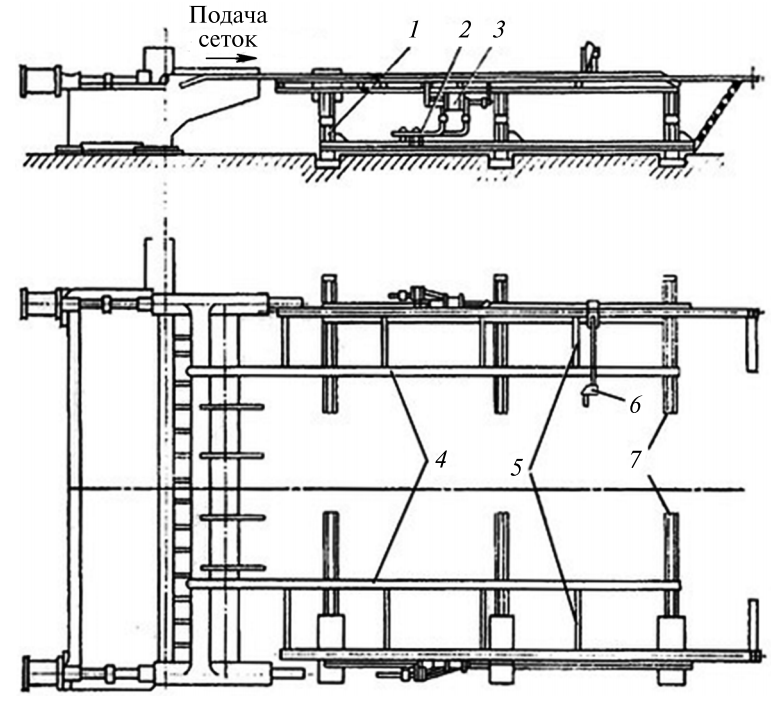
Рис. 7. Пакетировщик СМЖ-61В: 1 — стойка; 2 — пневмоаппаратура; 3 — пневмоцилиндр; 4 — направляющие; 5 — рычаги; 6 — конечный выключатель; 7 — поперечные рамки
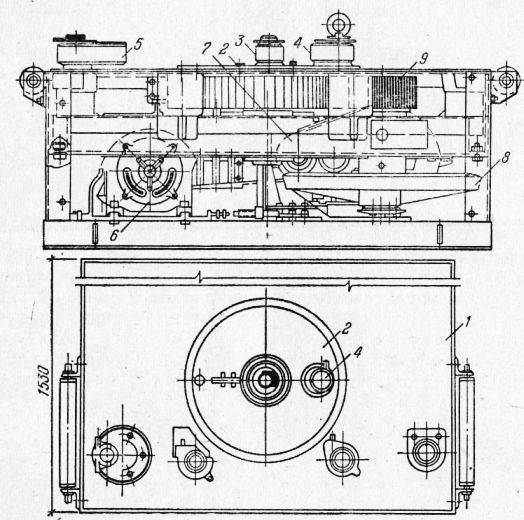
Установка смж-117а
Установка СМЖ-117А (рис. 8) предназначена для изготовления арматурных каркасов безнапорных железобетонных труб длиной 5 м с раструбом конической формы и диаметром 400…1500 мм.
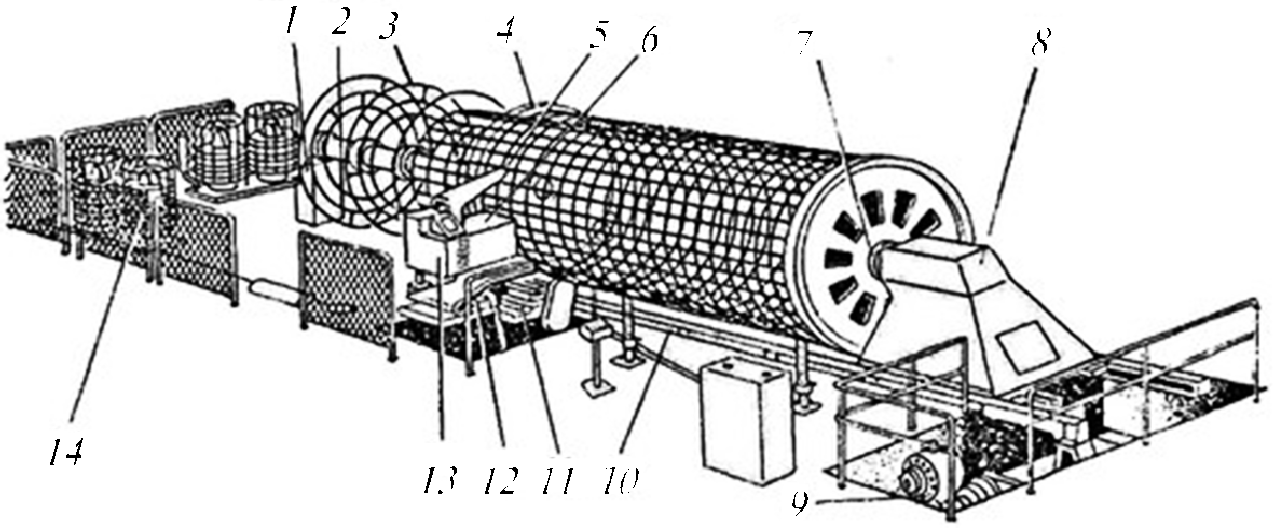
Рис. 8. Установка СМЖ-117А для изготовления арматурных каркасов железобетонных труб
На ней используют продольную арматуру в виде мерных прутков, а поперечную — в виде проволоки, сматываемой с мотков. Установка включает в себя приводную планшайбу 4, тележку 8 с конической оправкой, привод тележки 9, синхронизатор планшайбы, сварочный агрегат 13, бухтодержатели 14 для поперечной арматуры и электрооборудование. Планшайба выполнена в виде диска, установленного на роликовые опоры и соединенного с валом 2, задний конец которого опирается на подшипник стойки 1. Привод планшайбы осуществляется от четырехскоростного электродвигателя через промежуточные передачи и зубчатый венец. На приводной планшайбе закреплена сменная цилиндрическая оправка 5, имеющая направляющие для ориентации продольных арматурных стержней, которые поддерживаются также распределительными кольцами 3, установленными на валу планшайбы. Тележка перемещается на катках в продольных направляющих 10 установки. На шпинделе 7 установлены сменные тянущие конические оправки с быстродействующими шариковыми зажимами для закрепления концов продольных стержней каркаса. Для предотвращения скручивания свариваемого каркаса вращение с приводной планшайбы передается на конусную оправку с помощью синхронизирующего вала. Привод тележки осуществляется от электродвигателя постоянного тока и асинхронного электродвигателя для ускоренного возврата тележки в исходное положение. Сварочный агрегат 13 состоит из трансформатора, сварочной головки 6, суппорта 11 продольной подачи головки, поворотной платформы 12, суппорта поперечной подачи с приводом и механизма поворота. Сварочная головка имеет два точечных электрода сопровождения, закрепленных на концах штоков плунжерных гидроцилиндров. Механизм приема каркасов представляет собой две стойки с поворотными рычагами, несущими приемные штанги. Бухтодержатель для поперечной арматуры имеет вертикальную ось, на которую надевается съемная вертушка, и тормозное устройство.
Просмотров:
1 137
Правильные способы
Прочностные характеристики прута сохраняет только холодный метод сгибания.
Сгибание арматуры на станке:
- Закрепить пруток между упорным и центральным элементами приспособления;
- Подвинуть поворотный диск до упора, заранее настроенного на получение нужного угла;
- Следить, как изгибающий «палец» движется по наружной стороне формируемого изгиба, чтобы не возникало заломов;
- Тонкие арматурные прутки (до 0,8 см) иногда гнут вручную, но это травмоопасно и не даст качества. Для разового сгибания можно использовать две трубы. Одну из них надо закрепить, забетонировав или закопав в землю, а вторую использовать как рычаг.
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.

Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов

Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Инструкция по подключению и работе, какое масло заливается в редуктор, настройка, принцип работы, как гнуть
- Перед началом работы в червячный редуктор нужно залить масло. Вполне подойдет обычное машинное масло, хотя некоторые производители рекомендуют именно специальные составы.
- Станок нужно подсоединить к сети, после чего произвести стартовый запуск, чтобы посмотреть, правильно ли выполнено подключение. Должна загореться контрольная панель и датчики энергоснабжения.
- Затем нужно закрепить деталь между осевым валиком и сгибочными поршнями, установить режим работы — механический либо автоматический.
- По завершению работы станок сигнализирует звуком о том, что деталь можно извлечь.
ВНИМАНИЕ! Перед началом работы осмотрите заготовку, которую собираетесь изогнуть на наличие трещин или неровностей, ведь, если заготовка дефектная, то при поломке может произойти перепад давления или нарушение в работе потенциометра станка, которые приведут к дальнейшей поломке. Простой пример:. Простой пример:
Простой пример:
Установка рассчитана на работу под указанным давлением и в течение определённого времени. Если заготовка ломается, давление применять больше некуда, а потенциометры станка не чувствуют сопротивление и не отдают нужные команды об остановке. Таким образом накапливаются ошибки в системе, и при следующем запуске станок будет работать неправильно. Некоторые современные машины имеют систему защиты от таких аварий, тем не менее вылет или поломка заготовки может привести к механическим повреждениям или травме оператора.
Технические характеристики станка для резки арматуры СМЖ-172
| Наименование параметра | СМЖ-172БА | СМЖ-172НА40М |
|---|---|---|
| Основные параметры станка | ||
| Рабочее усилие на ножах (номинальное усилие реза), кН (кгс), не более | 3500 (350) | 3500 (350) |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-I, мм | 24 | 24 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-II, мм | 21 | 21 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-III, мм | 19 | 19 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-I, мм | 40 | 40 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-II, мм | 36 | 36 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-III, мм | 32 | 32 |
| Наибольшие размеры отрезаемого квадрата, мм | 20 х 20 | 20 х 20 |
| Наибольшие размеры отрезаемой полосы (толщина х ширина), мм | 12 х 38 | 12 х 38 |
| Частота непрерывных ходов кулисы, 1/мин | 33 | 33 |
| Частота одиночных ходов кулисы, 1/мин | 9 | 9 |
| Электродвигатель, кВт | 3,0 | 3,0 |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1150 х 430 х 850 | 1100 х 530 х 805 |
| Масса пресс-ножниц, кг | 530 | 550 |
Примечание:
Допускается разрезка нескольких прутков арматуры одновременно, при условии, что пучок не превышает по диаметру показателей, указанных в таблице 1.
Список литературы:
Станок для резки арматурной стали СМЖ-172 БА. Руководство по эксплуатации СМЖ-172 БА.00.000 РЭ, 2002
Станок для резки арматурной стали СМЖ-172 НА40М. Руководство по эксплуатации СМЖ-172 БА.00.000 РЭ, 2007
Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
Живов Л.И. Кузнечно-штамповочное оборудование, 2006
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Розанов Б.В. Гидравлические прессы, 1959
Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
Щеглов В.Ф. Кузнечно-прессовые машины, 1989
Берлет Разработка чертежей поковок, 2001
Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
Романовский В.П. Справочник по холодной штамповке, 1965
Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.







Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.

Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
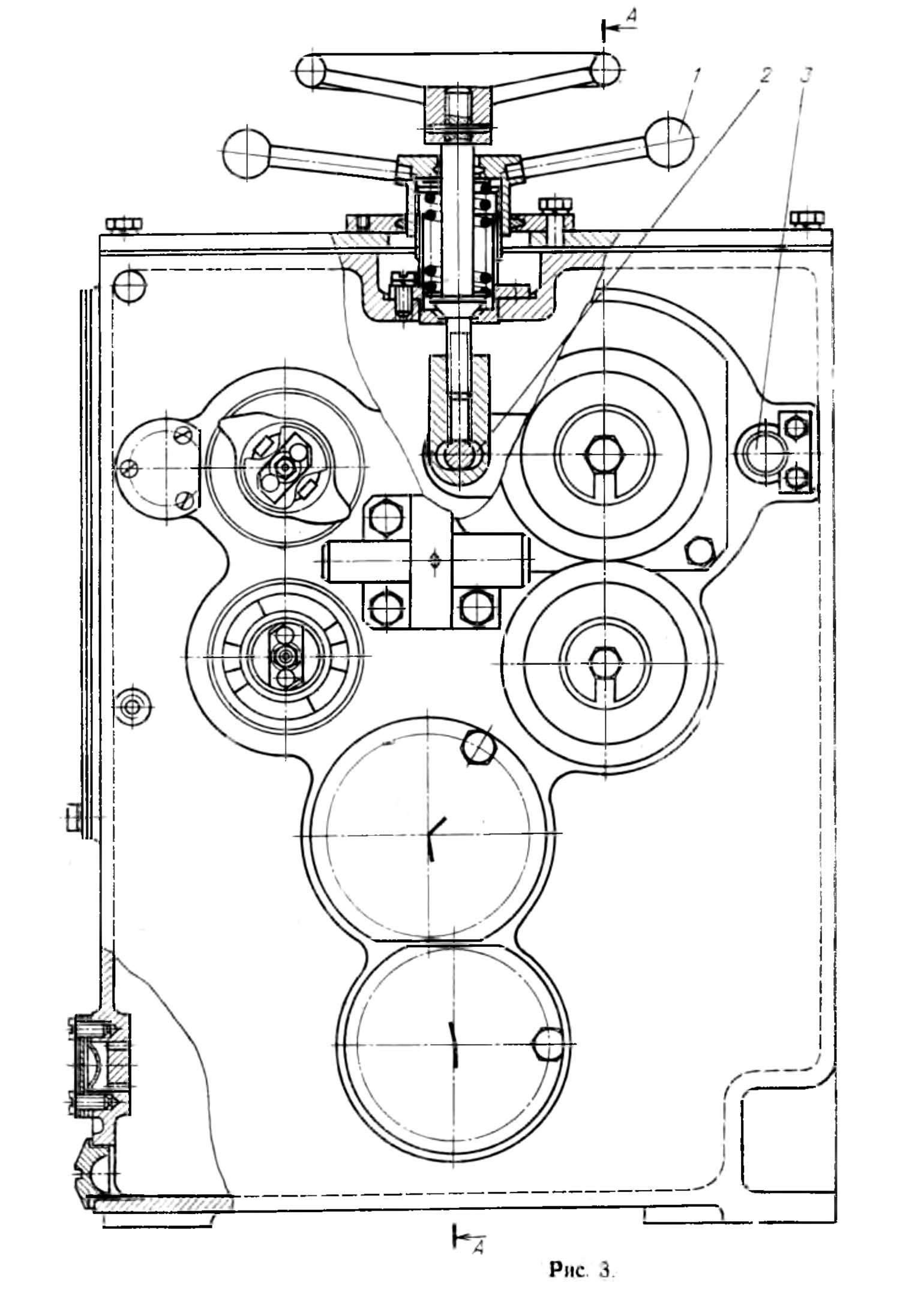
Станки для гибки арматуры — СГА-1, СГА-1ЭБ (с электронным блоком), СГА-50 и СМЖ-179А
Станок СГА-1 состоит из: сварной рамы, червячного редуктора, установленного на раме, с закрепленным на нем гибочным диском. На гибочном диске устанавливаются центральный и гибочный пальцы. Упорный палец с роликом устанавливается в отверстие планки, приваренной к верхнему листу рамы.
Вращение на входной вал червячного редуктора передается через шестерни и клиноременную передачу от электродвигателя. Изменение частоты вращения гибочного диска производиться перестановкой шестерен. Для выполнения требований экологии предусмотрено удаление окалины с листа рамы через воронку, присоединяемую к цеховой вытяжной вентиляции.
СГА-1 работает следующим образом: Пруток укладывается на гибочный диск между центральным пальцем с роликом, гибочным пальцем и упорным штырем с роликом. При вращении диска гибочный палец заклинивает пруток и изгибает его вокруг ролика на угол, задаваемый установкой кулачка. При возврате диска гибочный палец освобождает согнутый пруток и останавливается после нажатия вторым кулачком на второй конечный выключатель. Изделия из прутков арматуры радиусом гиба 55мм изгибаются вокруг ролика, а радиусом 20 мм — непосредственно вокруг центрального пальца. Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Преимущества СГА-1ЭБ: Станок имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы: при нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега). При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается.
Автоматический режим работы имеет два подрежима:
- Режим одного гиба;
- режим n -гибов на одной из 8-ми ( n =1 … 8) программ.
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
СМЖ-179 имеет подобное принципиальное устройство.
* — по желанию Заказчика к станку СГА-50 может быть изготовлена дополнительная оснастка (радиус гиба до 180 мм)

СМЖ-179А
Ключевые слова: Станки для гибки арматуры, гибочный станок для арматуры, гибка арматуры — СГА-1, СГА-1ЭБ , СГА-50 и СМЖ-179А
Различные модификации
Простейшие виды ручных инструментов представляют собой ножницы, блочные ручные резчики (опора, рычаг, ножи).
Строительный ручной станок для резки арматуры (гильотина) необходим при работе с малым, ограниченным количеством материала. Подобный агрегат конструктивно аналогичен приводному электрическому механизму, но с меньшей установленной производительностью. Развиваемое рычагом усилие на режущей части позволяет обрабатывать детали толщиной 0,4 — 2,5 см. Вес до 40 кг. Не требует энергозатрат, помимо физического усилия.
Более мощные и производительные модели весят до 0,57 т. На них устанавливаются колеса для удобства перемещения. Режут изделия толщиной до 4 см.
Управление выполнением рубочных действий осуществляется рычагом или педалью.
Распространена конструкция установленного редуктора планетарного типа. Он имеет высокую износоустойчивость, достаточную мощность на выходе. Обрезка арматурных прутьев ведется специальным лезвием 4-8-гранной формы.
Рубка прута
Вертикальное движение ножа станок для рубки арматуры производит тихоходным эксцентриком. Двигатель раскручивает маховик, дающий импульсную нагрузку на обрезаемый фрагмент, срезая по плоскости неподвижного упора. Ножи изготовлены так, что позволяют использовать 4 режущих кромки для одновременной рубки нескольких деталей (пучка).
Станок для резки арматуры Sima
Станок для резки арматуры Alba
Станок для резки арматуры Koman
Гибка арматуры
Совмещенный станок для резки и гибки арматуры, предполагает в конструкции гибочный вал, двигающийся по внешней стороне сгиба металлического прута. Стержень во время операции жестко фиксируется в упорных выступах. Передача от двигателя происходит через 2 редуктора для создания гибочного усилия.
В отличие от ручных инструментов для изгиба стали, гибочный аппарат имеет систему защиты.
На производстве переносной гибочный узел значительно ускоряет процедуру, давая возможность вырабатывать несколько арматурных отрезков сразу. Расширенный функционал отдельных моделей включает изготовление спиралей, хомутов.
Профессиональный станок для резки и гибки арматуры позволит подводить гибочный стержень, как справа, так и слева.
Станок для гибки арматуры G40 ВПК
Китайский станок для гибки арматурной стали SGA50
Станок для гибки арматуры VPK
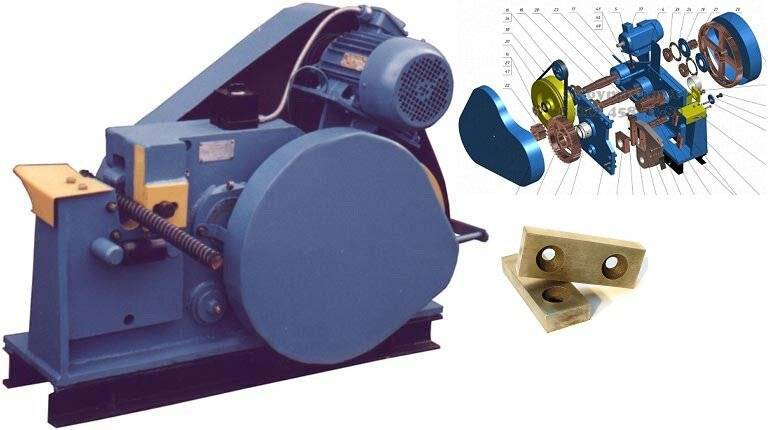
СМЖ-172 Расположение органов управления станком для резки арматуры
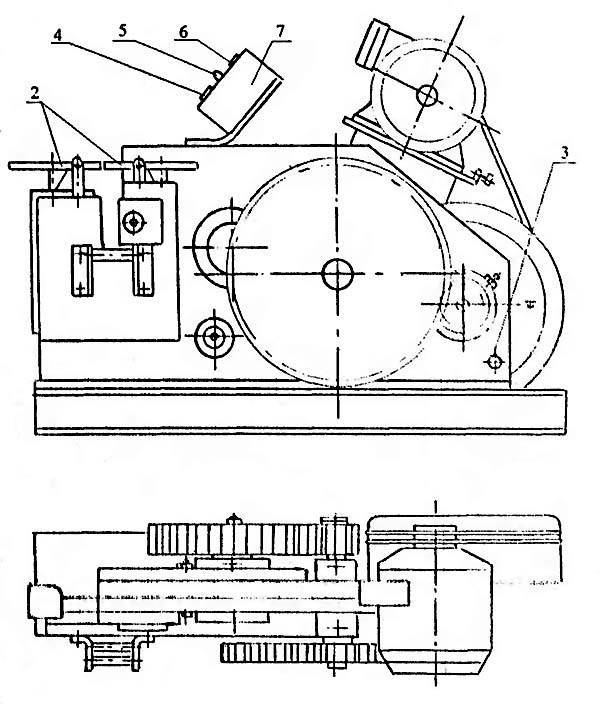
Расположение органов управления станком СМЖ-172
Конструкция станка предусматривает следующие средства защиты, обеспечивающие нормативный (ГОСТ 12.2.009) уровень безопасности работы (рис. 1 и рис. 2):
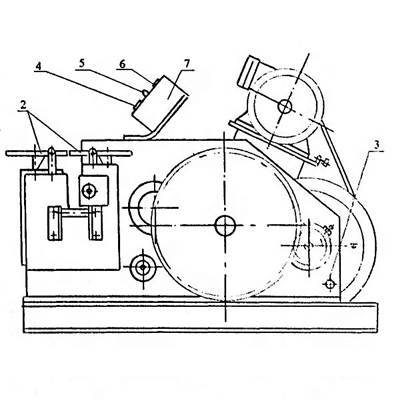





- Кожух ограждения ременной и зубчатой передач;
- Загрузочное устройство обеспечивает загрузку арматурных прутков в зону резания сверху, одновременно защищает работающего от возможного выброса заготовки;
- Устройство заземления, выполненные в виде резьбовых соединений. Для обеспечения надежного контакта шины заземления должны быть размещены между плоскими шайбами и надежно зажаты с применением пружинных шайб. Монтаж заземляющих зажимов без пружинных шайб и с применением крепежных деталей без покрытий, а также применение для заземления алюминиевых проводов не допускается. Над устройствами заземления размещены графические символы «Заземление».
- Кнопка «стоп» красного цвета. Предназначена для отключения электродвигателя привода, используется также для аварийного отключения.
- Лампочка сигнальная
- Кнопка «пуск» черного цвета
- Магнитный пускатель
Электрооборудование имеет нулевую защиту, обеспечиваемую магнитным пускателем. Она исключает самопроизвольное включение привода при восстановлении внезапно исчезнувшего напряжения, независимо от положения органа управления вводным выключателем.
Противопожарная защита при коротких замыканиях осуществляется предохранителями.
Электродвигатель привода защищен от длительных перегрузок тепловым реле.
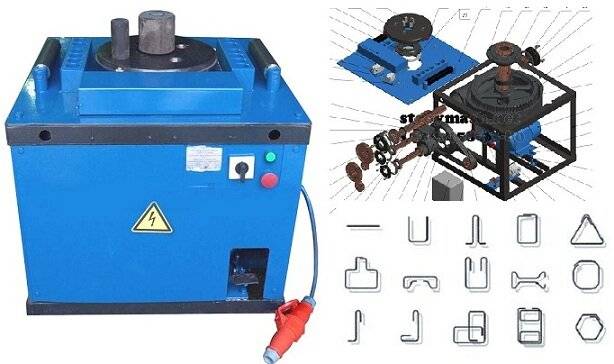
3 Обзор современного гибочного оборудования
Популярными среди строителей являются китайские агрегаты модели GW40, отличающиеся невысокой стоимостью и высоким уровнем практичности. С их помощью выполняют сгибание прутков сечением не более 4 сантиметров (арматура А2 и А1) и не более 3,2 сантиметров (А4 и А3).
GW40 реализуются в двух вариантах исполнения – мобильном и стационарном. Мобильное оборудование обычно применяется на строительных объектах, а стационарное устанавливается на предприятиях, занятых выпуском железобетонных изделий и конструкций.
Гибочный станок GW40 имеет следующие технические характеристики:
- напряжение – 380 вольт;
- угол сгибания – от 0 до 180 градусов;
- масса установки – 280 килограмм;
- вращение диска (скорость) – 8 оборотов в минуту;
- габариты – 75 (длина) на 71 (ширина) на 80 (высота) сантиметров;
- мощность электрического двигателя – 3 киловатта.
Агрегат управляется вручную и при помощи ножной педали.
Большей мощностью (4 киловатта) и техническими возможностями обладает машина GW50. Она позволяет без труда сгибать арматуру (круглый профиль) до 50 сантиметров. Но и масса такой установки повыше – 420 килограмм (как и ее габаритные размеры – 100 на 88 на 78 сантиметров).
Востребован и станок для гибки арматуры МГА российского производства. Его эксплуатируют на стройплощадках (под навесом), в цехах предприятий, которые изготавливают всевозможные конструкции из металла и стали, а также из железобетона. Конструкция МГА включает в себя рабочий диск и плиту, центральный палец, кулачки реверса и остановки, рольганг, штырь, ролики, конечный выключатель реверса.
МГА снабжается 3-киловаттным электродвигателем, подключаемым к сети 380 вольт. Он сгибает арматуру класса А3 (толщиной до 3,2 см), А2 (до 3,6 см) и А1 (до 40 см). Производит данный станок для гибки арматуры компания «Долина» (Кувандыкский кузнечно-прессовый комбинат), который гарантирует высокое качество своего оборудования. Заметим, что все установки МГА имеют сертификаты качества.
Также можно приобрести и другое известное оборудование для сгибания металлоизделий. Например, станки АГ-42, АГ-40 и 40М от российско-итальянского бренда характеризуются безопасностью использования и превосходной производительностью за счет применения при их изготовлении самых новых европейских технологий. Они снабжаются демонтируемыми отверстиями в раме и колесами, что позволяет перемещать гибочные машины по производственному цеху или строительному объекту при помощи крана. Кроме того, станки АГ способны гнуть несколько металлических прутов одновременно. На них, кстати, можно монтировать дополнительные приспособления, чтобы осуществлять двойной изгиб деталей, а также выпускать спиральные изделия, петли и скобы.
Установки СГА-1 и 1ЭБ способны обработать арматуру толщиной до 4 сантиметров. Они снабжены двигателем на 3 киловатта, имеют повышенную надежность всех механизмов и составных частей, отличаются хорошей ремонтопригодностью, дают возможность посредством перестановки съемных шестерен увеличивать или уменьшать скорость, с которой вращается рабочий диск. На станок для гибки арматуры СГА-1ЭБ монтируется электронный блок, что отличает его от машины СГА-1, которая не располагает подобным устройством.
Итальянское высокотехнологичное гибочное оборудование IСARO с педальным и ручным управлением, на котором можно обрабатывать сложные с точки зрения геометрии изделия включая спирали. Особая конструкция установок IСARO разрешает эксплуатировать их без перерывов (даже на протяжении 24 часов) и добиваться при этом уникальной точности изгиба арматуры. Процесс гибки легко полностью автоматизировать, приобретя за отдельную плату специальный электронный блок (справедливости ради отметим, что стоит он недешево). В стандартную комплектацию агрегатов IСARO входят штифты и набор обкатных валов.
Описание работы электрической схемы правильно-отрезного станка ГД-162
Электрическая схема предусматривает работу станка в режимах: “Автоматический”, “Наладка”.
Требуемый режим работы устанавливают переключателем SА2, расположенным на пульте управления.
Контроль над режимами работы осуществляется с помощью сигнальных ламп, расположенных на пульте управления.
Включением автоматического выключателя QF1 напряжение сети подается на все цепи. Загорается лампочка HL1, сигнализирующая о наличии напряжения.
В режиме “Автоматический” переключатель SA2 устанавливается в положение “Автомат”. Замыкаются контакты SA2.1, SA2.3. Загорается сигнальная лампа HL4 “Автомат”.
После нажатия кнопки SB6 включаются магнитные пускатели КМ3 и КМ1, включаются электродвигатели М1 и М2.
Управление механизмом реза производится от кнопки SB3 (пробный рез, немерные заготовки) или концевым выключателем отмеривающего устройства SQ5.
В обоих случаях включается реле KV1, которое включает электромагнит YA1.
После небольшого поворота рычага механизма реза конечным выключателем SQ4 включается реле KV2, которое отключает электромагнит YA1. Таким образом, исключается «сдваивание резов» при длительном нажатии кнопки SB5 или заклинивании SQ5.
При каждом включении реле KV1 включается счетчик РС1 и подсчитывает число резов. Кроме того, отключается реле времени КТ1, а после отключения KV1 реле времени включается и начинает отсчет паузы между резами. В том случае, когда пауза превысит установленное на реле время, (отсутствие подачи материала), происходит отключение станка.
Внимание! Возможно отключение станка в случае большой паузы между включением автоматического выключателя QF1 и первым резом из-за срабатывания реле времени. Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП». Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП»
Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП».
Работа в автоматическом режиме прекращается в следующих случаях:
- после нажатия на кнопку SB1 «СТОП»
- после срабатывания хотя бы одного из конечных выключателей блокировки ограждений (SQ1, SQ2, SQ3), когда ограждение открыто
- после окончания выдержки времени КТ1, когда прекращается по каким-то причинам подача материала
Во всех случаях отключаются оба электродвигателя, и работа станка в автоматическом режиме прекращается.
В режиме “Наладка” переключатель SA2 устанавливается в положение “Наладка”. Замыкаются контакты SA2.2,SA2.4. Загорается сигнальная лампа HL5 “Наладка”.
Контакт SA2.4 шунтирует контакты SQ1, SQ2, SQ3, SQ6, КТ1. Таким образом, работа в этом режиме возможна при открытых ограждениях и отсутствии заготовки.
При этом, в режиме наладки:
- электродвигатель привода подачи М1 «Вправо» (рабочий ход) включается нажатием кнопки SB3
- привода подачи «Влево» (реверс) нажатием кнопки SB6
- привода правильной рамки нажатием кнопки SB4
- привода реза нажатием кнопки SB5
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Где купить электрический станок для гибки арматуры
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
Для чего предназначены и где применяются станки СГА-1?
СГА-1 универсален и служит для гибки стальных арматур холодным способом. Работа с ним даёт возможность гнуть арматуру под различным углом с целью придания ей нужной формы. С его помощью изготовляют хомуты, монтажные петли. Приобретают эту модель для применения в производстве и строительстве изделий из железобетона.





Благодаря компактным габаритам и среднему весу станок стал современным, ведь он обладает высокой мобильностью, что позволяет использовать его в заводских помещениях, и на открытых объектах. Наружные работы на СГА-1 обязательно проводить под укрытием, так как защита от воды в его конструкцию не установлена.
Кинематическая схема станка для резки арматуры СМЖ-172
- Вкладыш
- Вал эксцентриковый
- Зубчатое колесо редуктора
- Маховик
- Электродвигатель
- Зубчатое колесо редуктора
- Нож подвижный
- Нож неподвижный
- Кулиса
Принцип работы устройства
Процесс резки арматуры аналогичен рубке проволоки посредством зубила. Оператор задает режим хода кулисы, после чего металлический прут помещается в ножны станка. Арматура передвигается по кулисе на заданную длину, упираясь в ограничитель. Резка производится при перемещении подвижного лезвия относительно неподвижного ножа, закрепленного на станине. Работая в непрерывном режиме, станок при цикличном движении ножа совершает 33 хода в минуту. Резать металл можно находясь непосредственно у агрегата либо дистанционно, при помощи выносной педали.
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
- DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков. Компании, занимающиеся ремонтом и сервисом станков представлены тут
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.