Страницы
- 1
- …
- следующая ›
- последняя »
Униформа стюардесс: Jetstar Airways. Австралия.
Аэропорт Тулуза Бланьяк
Ил-22
Последние новости:
Россия выставила США на посмешище, сорвав военный переворот в Венесуэле
Российские истребители устроили неожиданную облаву на сирийских боевиков
Индия и Китай стягивают войска на границу, готовясь к мощному военному конфликту
Последнее видео:
Крутой флешмоб в период эпидемии: аэропорт Венгрии
Видео отчет: Как сейчас выглядят аэропорты многих стран мира
День Победы 9 мая 2020 75-я годовщина Победы! Парад 1945 / Обращение президента / Бессмертный полк
Далее
Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).
Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
Листогибочный станок, чертёж
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
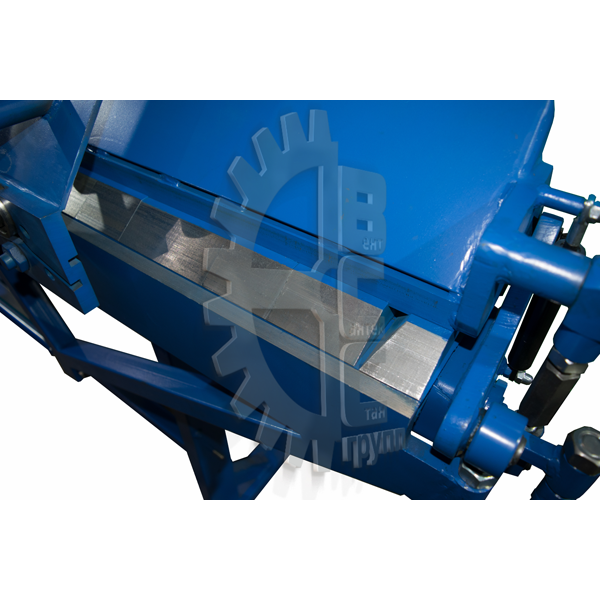
Ручной сегментный листогиб STALEX PBB 1020/2,5

На этой универсальной модели с одной сегментной балкой изготавливают изделия сложных конфигураций: коробки, кожухи, корпуса и вентиляционные элементы, поддоны и др. Гибка на четыре стороны происходит регулировкой сегментов, которых на устройстве 11 размерами от 25 до 270 мм.
Ширина гибочной балки 15 мм, высота подъема – 0,5 метра.
Особенности конструкции:
прочная стальная станина.
ножная педаль позволяет быстро выполнять поворот и перемещать заготовку.
пружинная система и вертикальный ход гибочной траверсы гарантируют закрепление заготовки точно параллельно поверхностям.
аккуратный сгиб обеспечивается длинными зажимными пластинами










Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.

Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.

Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.
Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
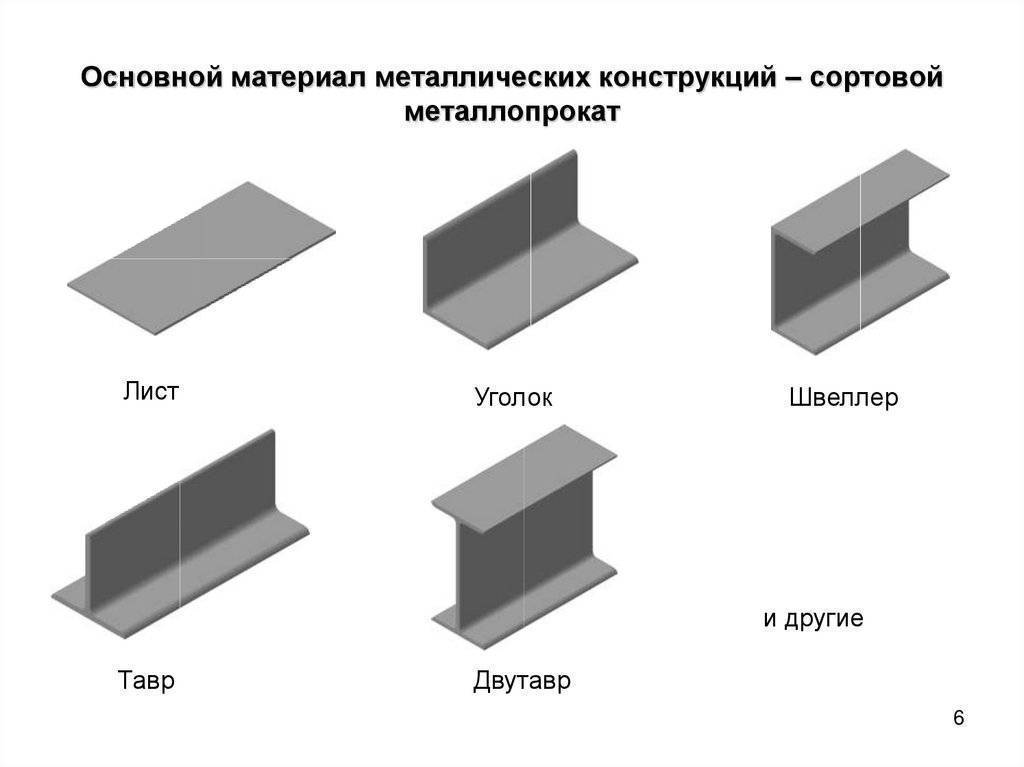
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:








Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
История развития и преимущества применения
Листогиб гидравлический, который стал использоваться производственными предприятиями в середине XX века, пришел на смену ручным и механическим устройствам, предназначенным для гибки листового металла. Наряду с высокой эффективностью и экономичностью использования ручной пресс для гибки отличает и ряд существенных недостатков, связанных прежде всего с невозможностью получения с его помощью изделий с точными геометрическими параметрами, а также с приложением значительных физических усилий при его применении.
Механические листогибочные прессы также не лишены недостатков, которые заключаются в следующем:
- Работа такого станка сопровождается значительным шумом и сильной вибрацией.
- Изделия, изготовленные на таком оборудовании, не отличаются высоким качеством.
- При эксплуатации такого станка слишком велик риск травмирования оператора, который им управляет.
- Использование такого листогибочного пресса связано с повышенным расходом электроэнергии.
- Переналадка механических представляет собой достаточно сложную процедуру.
Листогибочные прессы механического типа широко использовались в конце прошлого века
Кроме механических и ручных, на современном рынке также представлены листогибочные прессы с пневматическим приводом. Такое оборудование, для эксплуатации которого необходимо наличие централизованной сети сжатого воздуха, обладает одним очень серьезным недостатком: даже при увеличении размеров станка развиваемое им усилие, с которым он воздействует на обрабатываемую заготовку, не позволяет выполнять обработку изделий из листового металла значительной толщины.
Появившись на рынке, листогиб гидравлический, отличающийся самой высокой мощностью среди всего оборудования подобного назначения, совершил настоящий прорыв в вопросах обработки листового металла методом гибки. Такой пресс-листогиб, кроме высокой мощности, имеет множество других достоинств:
- экономичное потребление электроэнергии;
- высокий уровень безопасности;
- высокая надежность;
- возможность изготавливать изделия исключительно высокого качества.
Гидравлический листогибочный пресс ИА1430-01 советского производства
Появившись на рынке в середине XX века, гидравлические модели листогибочных станков приобрели ряд существенных усовершенствований, что позволило наделить эти устройства дополнительными функциональными возможностями, сделать их более удобными и безопасными в эксплуатации. Оснащение современного листогибочного пресса гидравлического инновационными устройствами и дополнительными механизмами позволяет использовать его для успешного решения даже самых сложных задач, связанных с гибкой листового металла. Среди таких устройств и механизмов можно назвать:
- систему ЧПУ для листогибочного пресса (такая система, оснащенная графическим пользовательским интерфейсом, в состоянии самостоятельно определять режимы и последовательность выполнения технологических операций);
- механизмы, обеспечивающие повышенную защиту оператора станка от травм;
- электронные устройства, которые отвечают за регулировку скорости перемещения траверсы;
- индикатор, который обеспечивает контроль за углом выполняемой гибки.
Это лишь небольшой перечень дополнительных элементов, которые могут присутствовать в конструкции гидравлического листогибочного пресса. Наличие такого оснащения значительно расширяет функциональные возможности станка и дает возможность использовать его для решения специальных задач.
Related Posts via Categories
- Станок для гибки металла – выбираем оборудование разумно!
- Вальцовка листового металла – что происходит во время работы на станке?
- Оборудование для художественной гибки металла – автоматическое и ручное
- Вальцовка обечаек – как сделать красивые края у цилиндров?
- Гибка листового металла – возможна и в домашних условиях!
- Станок для гибки арматуры – чтобы работать руками!
- Сегментный листогиб и его братья – чем будем деформировать?
- Гидравлический листогиб – современное оборудование для гибки
- Вальцовка труб – как выполнить ее в домашних условиях?
- Прокатный стан – как придать металлу нужную форму?
Ручной листогиб модели ЛГС-26
ЛГС-26 относят к называющимся недорогим исполнениям рассматриваемых станков. ЛГС-26 – аппарат проходного типа (имеет отрезной нож для фиксирования конечных размеров изделия, которые в большинстве случаев деформируются в процессе гиба на непростые формы). Он лёгок, мобилен, а поэтому может использоваться конкретно на площадках для строительства, к примеру, при выполнении самых разных кровельных операций. ЛГС-26 относится к ручным листогибам, подготовленным для работ только с тонколистовым металлом, но при этом как правило выполняет гиб очень маленьких полок (до 15 мм), и на угол до 180 0 . ЛГС-26 прекрасно выделяется демократической стоимостью, а надёжная конструкция прижима позволяет гарантировать равномерность зажима заготовки по всему фронту гибки. Применение в ЛГС-26 более жёсткой рамы добавляет сегментному блоку пуансонов отличную точность. Кол-во опор прижимной траверсы в ЛГС-26 минимизировано, что обеспечивает равномерность прижима. Более того, в процессе действия ЛГС-26 заготовка не будет выжиматься из-под прижима. ЛГС-26 снабжён угломером, что обеспечивает дополнительные удобства в рабочий период. ЛГС-26 может относительно быстро переналаживаться для работы с изделиями приличной длины, зачем в конструкции предусматривается проходной раздвигающийся стол. Отрезная машинка агрегата снабжена долговечными стальными направляющими.
Вывод: ЛГС-26 – универсальный, надёжный и – при этом – очень доступный по стоимости ручной листогиб.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
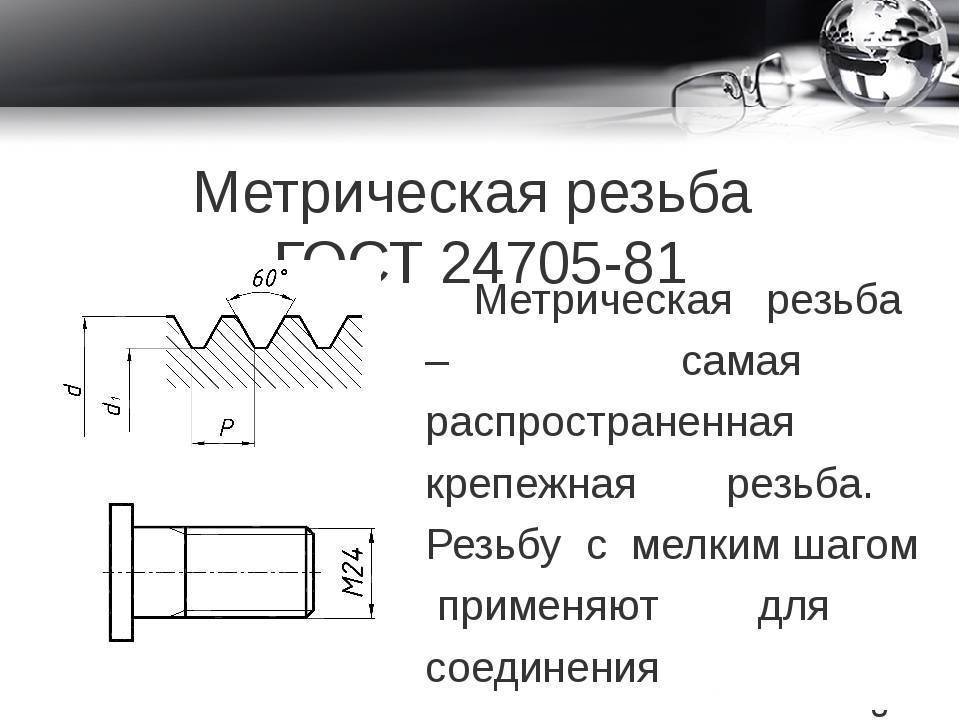
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.










- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.